Изобретение относится к швейной промышленности и может быть использовано для склеивания деталей швейных изделий из тканей с различными видами заключительной отделки, в том числе водоотталкивающей, антистатической и др.
Известен способ склеивания текстильных деталей швейных изделий [1] путем нанесения связующего между склеиваемыми деталями с последующим нагреванием, увлажнением водяным паром и прессованием с одновременным охлаждением связующего до температуры, которая ниже температуры его застывания.
Недостатком этой технологии является то, что при склеивании тканей не учитывается фактор заключительной отделки текстильных материалов, на поверхность которых нанесен технологический раствор, содержащий лиофобные соединения, препятствующие доступу клеевой композиции к активным центрам волокнообразующего полимера.
Известен способ склеивания деталей швейных изделий [2], заключающийся в формировании пакета деталей, его пропаривании, горячем прессовании и охлаждении.
Недостатком этого способа является то, что данная технология не обеспечивает достаточную прочность клеевого соединения.
Наиболее близким техническим решением является способ склеивания деталей швейных изделий [3], включающий операции формирования пакета деталей с размещением между их внутренними сторонами клеевого покрытия, пропаривания его активной средой с введением смеси бисульфита натрия [NaHSO3] и мочевины [CO(NH2)2], обработки перегретым паром, горячего прессования и охлаждения.
Недостатком прототипа является то, что введение мочевины и бисульфита натрия изменяет приповерхностный слой с нанесенными на ее поверхность препаратами на основе термореактивных и термопластических смол в основном на основе мочевино- и меламинформальдегидных соединений. При введении данных препаратов для склеивания деталей швейных изделий из тканей с различными видами отделок не обеспечивается повышение адгезионной прочности клеевого соединения.
Техническим результатом заявляемого изобретения является повышение прочности при расслаивании клеевых соединений для тканей с различными видами заключительных отделок и снижение жесткости клеевых соединений.
Данный результат достигается за счет того, что в способе склеивания деталей швейных изделий из текстильных материалов, заключающемся в размещении клеевого покрытия между деталями основного и прокладочного материалов, пропаривании, горячем прессовании и охлаждении, согласно изобретению при формировании пакета деталей в паровую среду вводят анионактивные и неионногенные поверхностно-активные вещества концентрации 5-7 г/л.
Введение в паровую среду анионактивных и неионногенных поверхностно-активных веществ приводит к активации групп волокнообразующих полимеров, обеспечивая лучший доступ молекул связующего, и переводу в вязкотекущее состояние к активным центрам волокнообразующего полимера.
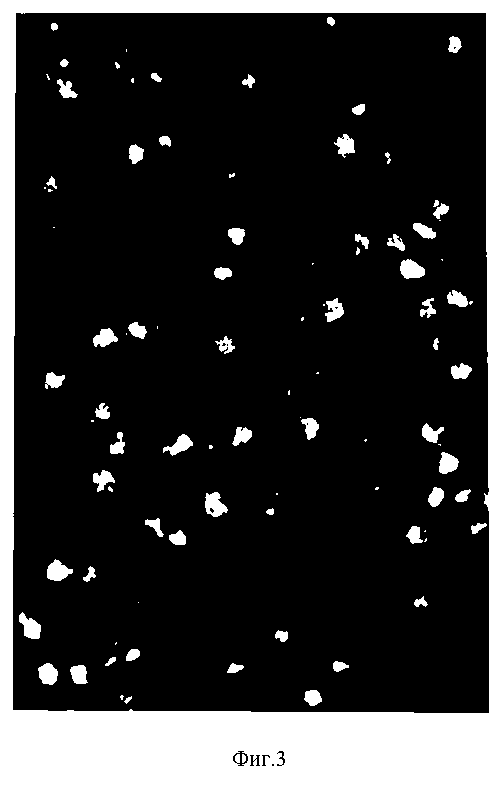
На фиг. 1 изображена картина расположения клеевых точек на образцах ткани арт. 82273 при традиционном способе дублирования; на фиг. 2 - картина расположения клеевых точек на образцах ткани арт. 82273 по заявляемому способу склеивания деталей швейных изделий; на фиг. 3 - картина расположения клеевых точек на образцах ткани арт. С-301 "ИЛ" при традиционном способе дублирования, на фиг. 4 - картина расположения клеевых точек на образцах ткани арт. С-301 "ИЛ" по заявляемому способу склеивания деталей швейных изделий.
Способ осуществляется следующим образом.
Формируют пакет деталей основного и прокладочного материалов с размещением между их внутренними сторонами клеевого покрытия. Затем склеиваемые детали пропаривают. При этом в паровую среду вводят анионактивные и неионногенные поверхностно-активные вещества концентрации 5-7 г/л, после чего осуществляют горячее прессование при температуре 150oC с последующим охлаждением.
Примеры практического осуществления способа
Пример 1. Композиционный пакет, включающий полушерстяную камвольную ткань "Символ" арт. С-301 "ИЛ" (ВШрс - 50%, Впэ - 50%) с антистатической отделкой на основе Марвелана SF и термоклеевой прокладочный материал арт. 86040-1 с регулярным точечным покрытием из полиамидного клея, пропаривают, в паровую среду вводят велан концентрации 3 г/л. Осуществляют горячее прессование под давлением 0,05 МПа в течение 20 с при температуре 150oC с последующим охлаждением при температуре 20-25oC. За критерий оценки принята прочность при расслаивании, H/см.
Пример 2. Композиционный пакет, включающий полушерстяную камвольную ткань "Символ" арт. С-301 "ИЛ" (ВШрс - 50%, Впэ - 50%) с антистатической отделкой на основе Марвелана SF и термоклеевой прокладочный материал арт. 86040-1 с регулярным точечным покрытием из полиамидного клея, пропаривают, в паровую среду вводят велан концентрации 5 г/л. Осуществляют горячее прессование под давлением 0,05 МПа в течение 20 с при температуре 150oC с последующим охлаждением при температуре 20-25oC. За критерий оценки принята прочность при расслаивании, H/см.
Пример 3. Технология соединения полушерстяной камвольной ткани арт. С-301 ИЛ "Символ" и ТКПМ арт. 86040-1 полностью соответствует двум предыдущим примерам за исключением концентрации велана, которая соответствуют 7 г/л.
Пример 4. Технология соединения текстильного материала и ТКПМ аналогична вышеуказанным примерам за исключением концентрации велана, которая соответствует 10 г/л.
Результаты испытаний представлены в табл. 1.
Из представленных в табл. 1 результатов видно, что при увеличении концентрации велана до 7 г/л происходит увеличение адгезионной прочности клеевых соединений, а жесткость клеевых соединений как по основе, так и по утку уменьшается. С дальнейшим повышением концентрации вводимого в паровую среду препарата до 10 г/л идет снижение прочности при расслаивании за счет когезии, кроме того, это приводит к усложнению технологии и увеличению продолжительности обработки, ухудшению санитарно-гигиенической среды в зоне обработки. Наиболее эффективная концентрация велана - анионактивного ПАВ на основе этоксилированных спиртов находится в пределах от 5 до 7 г/л.
Апробация способа параллельно проводилась также на полиэфирно-вискозной ткани с водоотталкивающей отделкой арт. 82273. При склеивании деталей в паровую среду вводят сульфосид-61 - композицию на основе неионногенного и анионактивного ПАВ с добавкой антивспенивателя. Результаты представлены в табл. 2.
Как видно из результатов, представленных в табл. 2, прочность клеевого соединения при введении в паровую среду сульфoсида-61 увеличивается на 45-63,6% по сравнению с традиционной технологией.
Введение в паровую среду композиций на основе неионногенных и анионактивных ПАВ в объеме от 5 до 7 г/л позволяет активизировать группы волокнообразующих полимеров и как следствие приводит к увеличению числа частиц осевшего полимера клея, то есть к повышению доли занятой поверхности, к более равномерному распределению модифицируемого полимера на волокнах ткани, что ведет к положительному значению адгезионной прочности клеевых соединений. Применение данных ПАВ позволяет не только увеличить прочность клеевого соединения, но и достичь уменьшения жесткости клеевого соединения.
Источники информации
1. Авторское свидетельство СССР N 820792, кл. A 41 D 27/00, 1981.
2. Савостицкий А. В. , Меликов Е.Х. Технология швейных изделий. - М.: Легкая промышленность, 1982, 489 с.
3. Авторское свидетельство СССР N 1147340, кл. A 41 D 27/00, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2137409C1 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2262281C2 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2287971C2 |
| ТЕРМОКЛЕЕВОЙ ПРОКЛАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ОДЕЖДЫ | 1992 |
|
RU2067403C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2040192C1 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2064546C1 |
| СОСТАВ ДЛЯ ЗАКЛЮЧИТЕЛЬНОЙ ОТДЕЛКИ КАМВОЛЬНЫХ ТКАНЕЙ | 1995 |
|
RU2146315C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УПРУГОСТИ ТЕКСТИЛЬНОГО ПОЛОТНА | 2000 |
|
RU2171986C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО ПРЕДМЕТА ОДЕЖДЫ | 1992 |
|
RU2067404C1 |

Изобретение относится к швейной промышленности и может быть использовано для склеивания деталей швейных изделий из тканей с различными видами заключительной отделки, в том числе водоотталкивающей, антистатической и др. Способ склеивания деталей швейных изделий из текстильных материалов заключается в размещении клеевого покрытия между деталями основного и прокладочного материалов, пропаривании, горячем прессовании и охлаждении. При пропаривании пакета деталей в паровую среду вводят анионактивные и неионогенные поверхностно-активные вещества с концентрацией 5-7 г/л. Способ обеспечивает повышение прочности при расслаивании клеевых соединений для тканей с различными видами заключительных отделок и снижение жесткости клеевых соединений. 2 табл., 4 ил.
Способ склеивания деталей швейных изделий из текстильных материалов, заключающийся в размещении клеевого покрытия между деталями основного и прокладочного материалов, пропаривании, горячем прессовании и охлаждении, отличающийся тем, что при пропаривании пакета деталей в паровую среду вводят анионактивные и неионогенные поверхностно-активные вещества концентрации 5-7 г/л.
| SU 1147340 A, 30.03.1985 | |||
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2137409C1 |
| Композиция для восстановления клеевых соединений швейных изделий | 1988 |
|
SU1652327A1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2040192C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВЫХ ПРОКЛАДОЧНЫХ МАТЕРИАЛОВ С РЕГУЛЯРНЫМ ДИСКРЕТНЫМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1993 |
|
RU2095382C1 |
| Асинхронно-вентильный каскад | 1984 |
|
SU1339869A1 |
