Изобретение относится к швейной отрасли легкой промышленности, а именно к дублированию деталей швейных изделий при изготовлении одежды из целлюлозосодержащих тканей с различными видами заключительной отделки.
Известен способ склеивания деталей швейных изделий /1/, заключающийся в формировании пакета из основного и термоклеевого прокладочного материалов, его пропаривании, горячем прессовании и охлаждении.
Недостатком способа является то, что он не обеспечивает достаточную прочность клеевого соединения.
Известен способ склеивания деталей швейных изделий /2/, заключающийся в формировании пакета деталей, пропаривании паровой средой, содержащей мочевину, прессовании и охлаждении.
Недостатком способа является то, что данная технология не обеспечивает сохранение прочности клеевых соединений после мокрых обработок и в процессе эксплуатации. Использование мочевины вносит изменение цвета основной ткани.
Повышение адгезионной прочности клеевых соединений возможно при использовании способа /3/, который основан на введении в технологический процесс операций воздействия полем электромагнитных волн высокой частоты. Недостатками этого способа являются: большая трудоемкость за счет появления операций по волновой обработке, дороговизна установки для ее осуществления.
За прототип взят способ /4/, сущность которого заключается в том, что на начальной стадии дублирования в паровую среду вводится натрия карбонат в количестве 1,5-3,0 г/л, в результате чего происходит деполимеризация аппрета и активизация взаимодействия клея-расплава непосредственно с активными центрами волокна.
Недостатком этого способа является то, что раствор натрия карбоната разрушает аппрет на основе термореактивных и термопластичных смол. Отложение предконденсата смол и его полимеризация с децентрализованным размещением на поверхности ткани способствует получению неравномерного клеевого соединения. Кроме того, способ не позволяет обеспечить сохранение прочности клеевых соединений после мокрых обработок.
Техническим результатом разработанного способа является повышение адгезионной прочности при расслаивании клеевых соединений и сохранение прочности после бытовых механических стирок.
Указанный технический результат достигается тем, что в способе клеевого соединения деталей швейных изделий, заключающемся в пропаривании основной ткани, размещении клеевого покрытия между деталями основного и термоклеевого прокладочного материалов, горячем прессовании и охлаждении, согласно изобретению обработку паровой активной средой производят перед операцией склеивания основного и термоклеевого прокладочного материалов, при этом в паровую среду вводят сульфосид-61 с концентрацией 0,3-0,5 г/л.
Выбор препарата обоснован его химическими свойствами: сульфосид-61 имеет пространственное строение гидрофобной части и промежуточные функциональные группы, которые сообщают волокну гидрофильность и способность участвовать в химических реакциях, что приводит к активизации групп волокнообразующего полимера, обеспечивая лучший доступ молекул клея к активным волокнам, т.е. повышается смачиваемость основной ткани клеем и, как следствие, повышается прочность клеевого соединения. Кроме того, препарат не оставляет неприятного запаха после обработки, является нетоксичным.
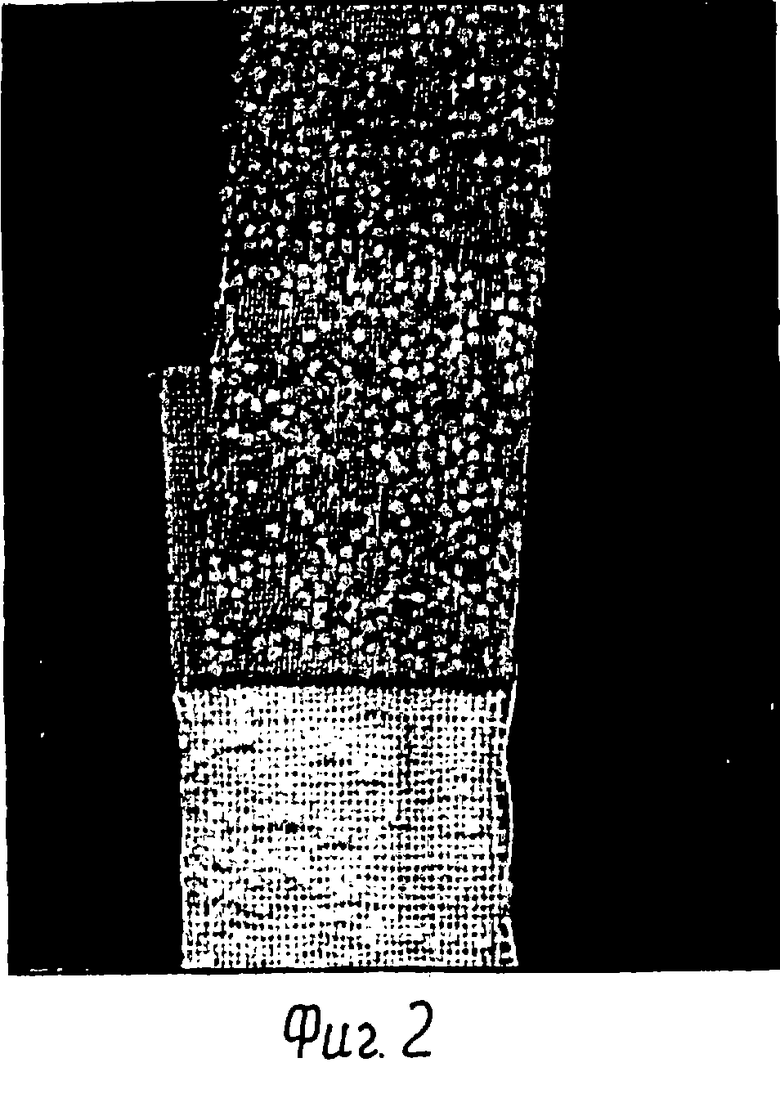
На фиг.1 изображена картина расположения клеевых точек после расслаивания образцов из хлопчатобумажной ткани арт. 276 и термоклеевого прокладочного материала, изготовленных по традиционному способу дублирования; на фиг.2 - картина расположения клеевых точек на образцах из тех же тканей, но по заявленному способу клеевого соединения деталей швейных изделий.
Способ осуществляется следующим образом. Биологически мягкий смачиватель - сульфосид-61 с различной концентрацией (от 0,1 до 1,0 г/л) вводится в паровую среду; пропаривание деталей из основной ткани паровой активной средой осуществляют с изнаночной стороны через хлопчатобумажный проутюжильник. Пакет формируют из деталей основного и термоклеевого прокладочного материалов с размещением между их внутренними сторонами клеевого покрытия. После чего осуществляют горячее прессование на прессе марки ПГУ-1 при температуре 180°С с последующим охлаждением.
Примеры практического осуществления способа.
Пример 1. Клеевое соединение образуется из хлопчатобумажной ткани арт. 276 с заключительной отделкой и материала прокладочного воротничкового марки "шетти-фикс 1820" (ТУ 17-21-235) с односторонним точечным полимерным покрытием на основе полиэтилена низкого давления.
Основную ткань пропаривают с изнаночной стороны паровой активной средой, содержащей сульфосид-61 с концентрацией 0,1 г/л.
Из основного и термоклеевого прокладочного материалов формируют пакет. Осуществляют горячее прессование при следующих режимах: температура прессующей поверхности 180°С, давление прессования 00,5 МПа, время воздействия 30 сек. Склеенный пакет охлаждают при температуре 20-25°С. За критерий оценки принята прочность при расслаивании и величина краевого угла смачивания.
Пример 2. Технология соединения хлопчатобумажной ткани арт. 276 и материала прокладочного воротничкового соответствует предыдущему примеру за исключением концентрации сульфосида-61, которая составляет 0,3 г/л.
Пример 3. Технология соединения хлопчатобумажной ткани арт. 276 и материала прокладочного воротничкового соответствует предыдущему примеру за исключением концентрации сульфосида-61, которая составляет 0,5 г/л.
Пример 4. Технология соединения хлопчатобумажной ткани арт. 276 и материала прокладочного воротничкового соответствует предыдущему примеру за исключением концентрации сульфосида-61, которая составляет 1,0 г/л.
Из представленных в табл. 1 результатов видно, что при введении сульфосида-61 в паровую среду краевой угол смачивания /5/ основной ткани клеем уменьшается по сравнению с краевым углом для ткани без обработки, что доказывает повышение гидрофильных свойств ткани после обработки сульфосидом-61.
Результаты измерения краевого угла смачивания
0,3
0,5
1,0
56,0
54,6
79,1
Результаты испытаний полученных клеевых соединений на прочность при расслаивании представлены в табл.2.
Результаты измерения прочности при расслаивании клеевых соединений
0,3
0,5
1,0
7,6
7,6
4,3
7,3
7,6
4,0
Из представленных в таблице 2 результатов видно, что прочность клеевого соединения при введении в паровую среду сульфосида-61 с концентрацией 0,3-0,5 г/л наибольшая.
С дальнейшим повышением концентрации (более 0,5 г/л) вводимого в паровую среду препарата идет снижение прочности при расслаивании клеевого соединения за счет когезии.
При проведении испытаний на прочность при расслаивании клеевых соединений по разработанной технологии наблюдается равномерное распределение точек клеевого покрытия на поверхности основной ткани и термоклеевого прокладочного материала (фиг.2).
Высокая прочность клеевого соединения, полученного по разработанному способу, обусловлена повышением способности ткани взаимодействовать с жидкой средой, т.е. повышением гидрофильных свойств ткани. Под действием сульфосида-61 с концентрацией 0,3-0,5 г/л на этапе пропаривания происходит активизация групп волокнообразующего полимера, что приводит к повышению доли занятой клеем поверхности и более равномерному распределению полимера на волокнах ткани.
В результате применения разработанного способа клеевого соединения прочность при расслаивании повышается более чем в 2 раза.
Список использованных источников
1. Промышленная технология одежды: Справочник / П.П.Кокеткин, Т.Н.Кочегура, В.И.Барышникова и др. - М.: Легпромбытиздат, 1988.- с.47-48.
2. Кузьмичев В.Е. Применение паровых активных сред для повышения адгезионной прочности клеевых соединений швейных изделий. // Изв. вузов. Технология легкой пром-сти. - 1984. - №4. - с.78-82.
3. Птицына С.А., Колотилова Г.В., Веселев В.В. Совершенствование технологии клеевого соединения деталей швейных изделий. // Изв.вузов. Технология текстильной пром-сти. - 1990, - №4. - с.57-60.
4. Веселев В.В., Колотилова Г.В. Химизация технологических процессов швейных предприятий: Учебник / Под ред. В.В.Веселова. Иваново: ИГ-ТА, 1999. - c.316.
5. Свидетельство на полезную модель №18775 РФ. Устройство для определения смачиваемости текстильных материалов / Е.Е.Бабарина, В.В.Веселов, И.В.Молькова, О.В.Метелева. - ОИПОТЗ. - 2000.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2171082C1 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2287971C2 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2137409C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2040192C1 |
| Способ склеивания деталей швейных изделий из текстильных материалов | 1983 |
|
SU1172527A1 |
| СПОСОБ СКЛЕИВАНИЯ МАТЕРИАЛОВ | 2005 |
|
RU2292826C1 |
| ТЕРМОКЛЕЕВОЙ ПРОКЛАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ОДЕЖДЫ | 1992 |
|
RU2067403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕРХНЕЙ ПЛЕЧЕВОЙ ОДЕЖДЫ | 1989 |
|
RU2069059C1 |
| Способ соединения деталей швейных изделий из текстильных материалов | 1983 |
|
SU1200888A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОКЛАДОЧНОГО МАТЕРИАЛА ДЛЯ ЛЕГКОЙ ОДЕЖДЫ | 2003 |
|
RU2233107C1 |
Изобретение относится к дублированию деталей швейных изделий. Способ клеевого соединения деталей швейных изделий заключается в обработке основного материала паровой активной средой, размещении клеевого покрытия между внутренними сторонами основного и термоклеевого прокладочного материалов, горячем прессовании и охлаждении. Обработку паровой активной средой производят перед операцией склеивания основного и термоклеевого прокладочного материалов, при этом в паровую среду вводят сульфосид 61 с концентрацией 0,3-0,5 г/л. Изобретение обеспечивает повышение адгезионной прочности при расслаивании клеевых соединений. 2 табл., 2 ил.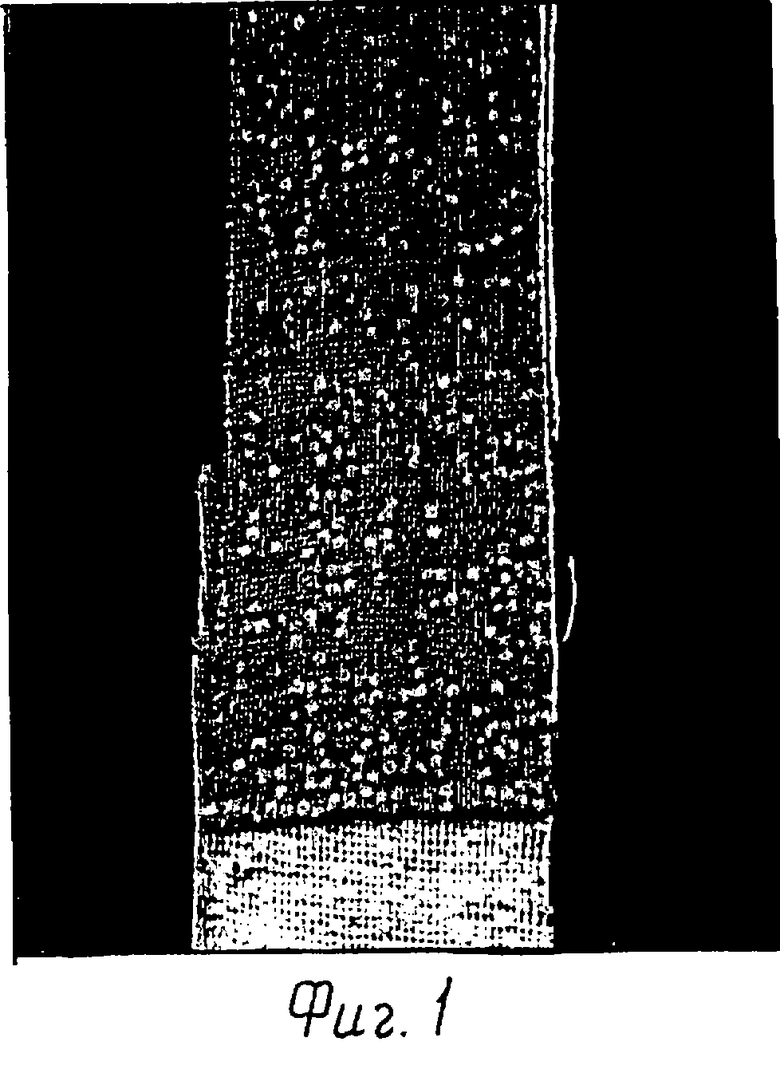
Способ клеевого соединения деталей швейных изделий, заключающийся в обработке основного материала паровой активной средой, размещении клеевого покрытия между внутренними сторонами основного и термоклеевого прокладочного материалов, горячем прессовании и охлаждении, отличающийся тем, что обработку паровой активной средой производят перед операцией склеивания основного и термоклеевого прокладочного материалов, при этом в паровую среду вводят сульфосид 61 с концентрацией 0,3-0,5 г/л.
| Веселов В.В., Колотилова Г.В | |||
| Химизация технологических процессов швейных предприятий: Учебник | |||
| - Иваново ИГТА, 1999, с.316.RU 2171082 C1, 27.07.2001.DE 3502608 A1, 14.08.1986.US 4596616 A, 24.06.1986. |

