Изобретение относится к области машиностроения, а именно к способам изготовления лейнеров для изготовления длинномерных цилиндрических изделий с повышенными требованиями прямолинейности изделия и износостойкости, в частности корпусов цилиндров плунжерных насосов, стволов артиллерийских орудий и т. п. , и может быть использовано на предприятиях, выпускающих нефтяное оборудование, военную технику.
Известно, что к длинномерным цилиндрическим изделиям, работающим в осложненных условиях, предъявляются высокие требования по эксплуатационной надежности. Так, например, глубинные плунжерные насосы, используемые при нефтедобыче, подвергаются ряду неблагоприятных воздействий, а именно работают в агрессивной среде, в пульсирующем режиме, подвержены оседанию внутри на стенках корпуса отложений асфальтеносмолопарафина и т.п. В результате снижается эксплуатационная надежность насоса. Так как основными деталями насоса являются цилиндр и плунжер, то усовершенствованию этих деталей и приданию им надежности при работе в осложненных условиях придается большое значение.
В настоящее время известно, что корпус цилиндра плунжерного насоса может быть выполнен толстостенным, из холоднотянутых бесшовных труб. Благодаря большой толщине стенок корпус цилиндра практически не деформируется в процессе работы. Однако это приводит к уменьшению внутреннего диаметра цилиндра насоса, что отрицательно сказывается на эффективной площади плунжера и производительности насоса. К тому же изготовление толстостенного корпуса из металла высокого качества с износостойкими рабочими поверхностями, делает его дорогостоящим.
Известно также выполнение корпуса цилиндра насоса тонкостенным. Такие корпуса изготавливают из цельнотянутых труб или сварных труб с продольным швом. Внутренний диаметр их больше, нежели у толстостенных корпусов, и благодаря этому увеличивается эффективная площадь плунжера. Однако из-за небольшой устойчивости к деформации приходится ограничивать длину корпуса тонкостенного цилиндра. Кроме того, тонкостенные цилиндры чувствительны к перепадам давления, пульсациям (см. Ришмюллер Г. Добыча нефти глубинными штанговыми насосами. Шеллер-Блекманн ГМБХ, Австрия, 1988, с. 30-32).
Известны способы изготовления лейнеров для корпусов цилиндров плунжерных насосов, позволяющие частично устранить эти недостатки.
Известен способ изготовления лейнеров, согласно которому тонкостенную трубу вставляют в оболочку большей толщины с зазором, после чего устраняют зазор путем пластического деформирования трубы с одновременным ее механическим упрочнением (см. Орлов Б.В. "Устройство и проектирование стволов артиллерийских орудий" М., Машиностроение, 1976, с. 38).
Недостатком известного способа является то, что соединение тонкостенной трубы и оболочки лейнера путем пластической деформации одной из деталей лейнера ведут без учета механических свойств разных металлов, из которых выполнены труба и оболочка, что не позволяет обеспечить качественное беззазорное соединение тонкостенной трубы с оболочкой. Как следствие - низкое качество изделия, изготовленного из лейнера. Так, например, при изготовлении из указанных лейнеров цилиндров плунжерных насосов, в которых оболочка выполнена из низкоуглеродистой стали, а тонкостенная труба - из высоколегированной стали, из-за вышеуказанного недостатка в процессе упрочнения рабочих поверхностей цилиндров насосов, например, азотированием (процесс протекает при температуре 500-600oC, а труба и оболочка выполнены из материала с различными коэффициентами объемного расширения), одна труба перемещается относительно другой, и из образовавшегося зазора будет выделяться грязь. Как следствие, резко возрастает время азотирования, и снижается качество упрочнения рабочих поверхностей цилиндра насоса, что недопустимо при работе насоса в осложненных условиях скважины.
Наиболее близким по технической сущности к заявляемому является способ изготовления лейнеров для длинномерных цилиндрических изделий, в котором частично устранены недостатки известного по аналогу способа. Так, согласно способу, описанному в патенте РФ N 2095179, кл. В 21 D 39/04, от 1996 г., лейнер изготавливают следующим образом:
- изготовленные из металлов с разными механическими свойствами (разным пределом упругости) тонкостенную трубу и оболочку собирают вместе, для чего соосно размещают тонкостенную трубу в оболочке с зазором,
- после чего соединяют их по сопрягаемым поверхностям путем пластического деформирования той детали, которая изготовлена из металла с меньшим пределом упругости.
Деталь, например, тонкостенную трубу с меньшим пределом упругости, подвергают пластической деформации, при этом другая деталь (оболочка), имеющая больший предел упругости, испытывает упругую деформацию. После снятия нагрузки с трубы оболочка принимает свои первоначальные размеры и без зазора прилегает к сопрягаемой поверхности упругой трубы, обеспечивая тем самым жесткость конструкции лейнера.
Хотя в известном способе изготовления лейнеров соединение трубы и оболочки ведут с учетом механических свойств разных металлов, однако проводимое для придания износостойкости изготовленному из такого лейнера изделия, например корпуса цилиндра насоса, упрочнение рабочих поверхностей цилиндра, например, азотированием при температуре более 500oC приводит к разной деформации трубы и оболочки из-за разных коэффициентов объемного расширения. Как следствие, происходит искривление корпуса цилиндра по длине, поэтому становятся непостоянными диаметральные размеры внутренней поверхности цилиндра по длине, что делает конструкцию ненадежной в эксплуатации, а в некоторых случаях вообще неработоспособной. Прямолинейность рабочих поверхностей цилиндра является необходимым условием работоспособности плунжерного насоса, имеющего большую длину цилиндра (порядка 4000 мм и более). Даже небольшое отклонение диаметральных размеров внутреннего канала цилиндра по его длине снижает эксплуатационную надежность цилиндра и всего насоса в целом.
Известен лейнер, состоящий из выполненных из металлов с разными механическими свойствами оболочки, соосно размещенной внутри нее и неразъемно соединенной с ней по сопрягаемым поверхностям тонкостенной трубы (см., например, Орлов Б.В. "Устройство и проектирование стволов артиллерийских орудий. " М., Машиностроение, 1976, с. 38).
Недостатком известной конструкции является низкая эксплуатационная надежность изготовленных из известных лейнеров изделий, работающих в осложненных условиях, например при работе плунжерных насосов в агрессивной среде, при пульсирующем режиме. Проведение упрочнения изделий из таких лейнеров приводит к искривлению таких длинномерных изделий из-за различия в механических свойствах и делает изделие неработоспособным.
Целью настоящего изобретения является повышение эксплуатационной надежности изделий, изготовленных из лейнеров, в осложненных условиях работы за счет обеспечения строгой прямолинейности внутренней поверхности лейнера по всей длине, обеспечения износостойкости путем выбора оптимальных режимов упрочнения структуры металла и за счет обеспечения беззазорного соединения тонкостенной трубы с оболочкой при повышении жесткости конструкции.
Дополнительной целью является снижение затрат на изготовление лейнеров.
Поставленная цель достигается тем, что в известном способе изготовления лейнеров, включающем соосное размещение тонкостенной трубы в оболочке с зазором и последующее их соединение по сопрягаемым поверхностям путем деформирования, при этом тонкостенная труба и оболочка выполнены из металлов с разными механическими свойствами, новым является то, что перед размещением тонкостенной трубы в оболочке производят физико-химическое упрочнение трубы, причем упрочнение трубы ведут как с внутренней, так и с наружной поверхности, при этом упрочнение производят на глубину не менее 0,1 мм с достижением твердости не менее 800 HV, а деформацию ведут посредством холодной или теплой радиальной ковки.
Упрочнение тонкостенной трубы ведут либо азотированием, либо анодированием, либо фосфатированием, либо цементированием и др.
Степень деформации при радиальной ковке составляет не менее 8%.
Труба и оболочка имеют разные коэффициенты предела упругости.
Труба и оболочка имеют разные коэффициенты объемного расширения.
Благодаря тому что упрочнение тонкостенной трубы проводят предварительно, перед установкой трубы в оболочку, и проводят как с внутренней, так и с наружной поверхности, появилась возможность:
- использовать в конструкции изготовляемого лейнера сочетание двух металлов с разными механическими свойствами (коэффициентами объемного расширения, пределом упругости);
- выполнить тонкостенную трубу, внутренняя поверхность которого будет выполнять функцию рабочей поверхности в изделии, из металла более износостойкого и дорогого по отношению к оболочке, которую можно изготовлять из менее износостойкого и недорогого металла, при обеспечении необходимой жесткости длинномерной конструкции;
- исключить высокотемпературное воздействие (при упрочнении) на соединенные вместе трубу и оболочку из разных металлов и тем самым полностью исключить отклонение по прямолинейности из-за разных коэффициентов объемного расширения соединенных деталей;
- выполнить внутреннюю рабочую поверхность лейнера требуемой износостойкости и требуемой чистоты обработки;
- обеспечить прямолинейность лейнера по всей длине.
Выполнение тонкостенной трубы и оболочки из металлов с разными механическими свойствами позволяет при соединении их деформированием обеспечить беззазорное их соединение по сопрягаемым поверхностям.
Упрочнение тонкостенной трубы лейнера любым из методов: либо азотированием, либо анодированием, либо фосфатированием, либо цементированием и т. п., делает заявляемый способ универсальным, при этом обеспечивается требуемая глубина поверхностного упрочнения и требуемая твердость рабочей поверхности.
Благодаря тому что деформацию тонкостенной трубы и оболочки производят посредством холодной (при комнатной температуре) или теплой (до 400oC) радиальной ковки на дорне, обеспечивается надежное деформирование трубы с обеспечением самой высокой чистоты обработки рабочей поверхности и надежное беззазорное скрепление этих двух деталей.
При этом степень деформации тонкостенной трубы не должна быть менее 8%, иначе могут образоваться трещины на упрочненном азотированном слое на глубине 50-60% всей толщины слоя. При этом степень деформации не должна превышать 30%, в противном случае могут появиться налипы на дорне. Как следствие - опасность закова, ухудшение качества внутренней поверхности лейнера ниже 8 класса.
Поставленная цель достигается также тем, что в известном лейнере, состоящем из выполненных из металлов с разными механическими свойствами оболочки, и соосно размещенной внутри нее и неразъемно соединенной с ней по сопрягаемым поверхностям тонкостенной трубы, новым является то, что лейнер дополнительно снабжен двумя защитными слоями, выполненными путем физико-химического упрочнения наружной и внутренней поверхностей тонкостенной трубы, причем один защитный слой размещен между сопрягаемыми поверхностями трубы и оболочки, а другой - на внутренней поверхности тонкостенной трубы, при этом толщина каждого защитного слоя выполнена не менее 0,1 мм с достижением твердости не менее 800 HV.
Такое выполнение лейнера с защитными слоями, выполненными путем физико-химического упрочнения как внешней, так и внутренней поверхности тонкостенной трубы, придает конструкции лейнера жесткость, прямолинейность по всей длине, исключает наличие зазора между сопрягаемыми поверхностями, придает внутренней рабочей поверхности лейнера требуемую износостойкость.
Таким образом, предложенный способ изготовления лейнеров для длинномерных цилиндрических изделий обеспечивает изготовление такого лейнера, который имеет строгую прямолинейность внутренней рабочей поверхности по всей длине, стабильные значения диаметра по всей длине и имеет высокое качество внутренней рабочей цилиндрической поверхности. Все это позволяет изготовить из заявленного лейнера, с учетом способа его изготовления, длинномерные цилиндрические изделия, обеспечивающие высокую эксплуатационную надежность в любых, даже осложненных условиях.
Вышеизложенное позволяет сделать вывод, что заявляемый способ и устройство связаны между собой единым изобретательским замыслом. Соблюдено требование единства изобретения, поскольку оба объекта решают одну и ту же техническую задачу.
На чертеже схематично представлен лейнер для цилиндра скважинного плунжерного насоса.
Для изготовления лейнера берут заготовку в виде длинной трубы из низкоуглеродистой стали, которая является оболочкой 1 лейнера. Другая заготовка - тонкостенная длинная труба 2 - выполнена из высоколегированной азотируемой стали. Оболочка 1 и труба имеют разные механические свойства: предел упругости трубы 2 меньше предела упругости оболочки 1, а также разные коэффициенты объемного расширения.
Тонкостенную трубу 2 перед размещением в оболочке 1 предварительно упрочняют физико-химическим методом, например ионным азотированием, для чего трубу 2 помещают в специальную камеру с температурой нагрева до 600oC, где создается вакуум. Поверхностное упрочнение тонкостенной трубы 2 ведут как по наружной, так и по внутренней поверхности с образованием защитных слоев 3 и 4. Азотированные защитные слои 3 и 4 имеют толщину 0,1 мм, твердость слоя 800 HV. Упрочненную тонкостенную трубу 2 размещают внутри оболочки 1 с зазором, величина которого определяется механическими свойствами выбранных металлов соединяемых деталей и режимами деформирования.
Соединение оболочки 1 и трубы 2 ведут деформированием способом холодной ковки (при комнатной температуре) на радиально-ковочной машине бойками соответствующего GM со степенью деформации 10%, при этом выбор диаметра дорна радиально-ковочной машины определен зазором между трубой 2 и оболочкой 1.
После деформации получается надежное беззазорное и качественное соединение двух деталей лейнера, а именно: толщина оболочки 4,7 мм; трубы - 1,3 мм; глубина защитного слоя - 0,2 мм; длина лейнера - 4000 мм.
Экспериментальные исследования изготовленных лейнеров показали, что конструкция лейнера для цилиндра насоса выполняется с прямолинейной внутренней рабочей поверхностью, внутренний диаметр стабилен по всей длине, кривизна минимальна. Внутренняя рабочая упрочненная поверхность имеет требуемую чистоту обработки 9 класса. По всей длине внутренней поверхности лейнера азотируемый защитный слой выполнен целостным, толщина его постоянна.
Таким образом, экспериментальные исследования показали, что заявляемые способ изготовления лейнеров и лейнер обеспечивают достижение поставленной цели.
Изделие (корпус скважинного насоса), изготовленное из предлагаемого лейнера, соответствует требованиям, предъявляемым к скважинным плунжерным насосам: при большой длине корпуса цилиндра (порядка 4000 мм и более) строго соблюдается
- его прямолинейность для стабильной работы в корпусе плунжера;
- постоянство внутреннего диаметра для обеспечения требуемого зазора между цилиндром и плунжером и исключения застревания плунжера в корпусе при его движении;
- высокая изностойкость рабочей поверхности изделия;
- высокая чистота рабочей поверхности изделия;
- надежная работа в агрессивной среде в пульсирующем режиме;
- снижение стоимости изделия, т.к. оболочка выполнена из более дешевого металла.
При этом способ не сложный в реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2004 |
|
RU2263013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ ТИПА ТРУБ ИЗ СТАЛИ И БИМЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ УКАЗАННЫМ СПОСОБОМ | 2022 |
|
RU2787873C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2000 |
|
RU2171164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЙНЕРОВ | 1996 |
|
RU2095179C1 |
| ПЛУНЖЕР ГЛУБИННОГО НАСОСА | 2001 |
|
RU2205295C2 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ | 2011 |
|
RU2455386C1 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
| СПОСОБ ИОННО-ВАКУУМНОГО АЗОТИРОВАНИЯ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2009 |
|
RU2419676C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОГО БЕСШОВНОГО ЛЕЙНЕРА ДЛЯ КОМПОЗИТНЫХ БАКОВ ИЗ ТИТАНОВЫХ СПЛАВОВ И ЛЕЙНЕР, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2014 |
|
RU2596538C2 |
Изобретение относится к технологии изготовления лейнеров для длинномерных цилиндрических изделий, например для корпусов цилиндров плунжерных насосов и т. п. Тонкостенную трубу размещают соосно в толстостенной оболочке с зазором. Перед установкой трубу упрочняют физико-химическим методом как с внутренней, так и с наружной поверхности на глубину не менее 0,1 мм с достижением твердости не менее 800 HV. После чего соединяют трубу и оболочку по сопрягаемым поверхностям путем деформирования методом холодной или теплой радиальной ковки. Заготовки ТТ2 и 01 имеют разные механические свойства. Изобретение направлено на повышение эксплуатационной надежности изделий, изготовленных из лейнеров, в осложненных условиях работы за счет обеспечения строгой прямолинейности внутренней поверхности лейнера по всей длине, обеспечения износостойкости, жесткости конструкции. 2 с. и 4 з.п. ф-лы, 1 ил.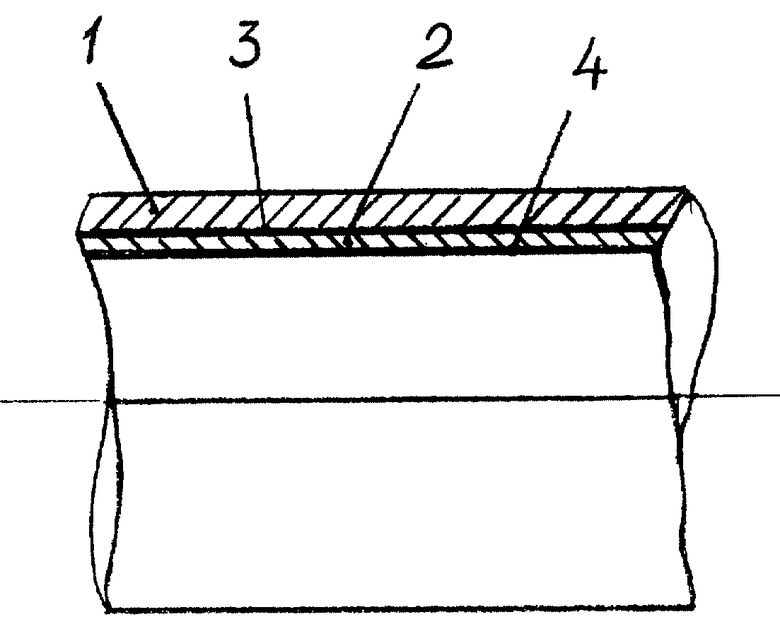
| ОРЛОВ Б.В | |||
| Устройство и проектирование стволов артиллерийских орудий | |||
| - М.: Машиностроение, 1978 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЙНЕРОВ | 1996 |
|
RU2095179C1 |
| US 4864711 A, 12.09.1989 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| WO 00/37194 Al, 29.06.2000 | |||
| Экономайзер | 0 |
|
SU94A1 |
| Устройство для регулирования переменного напряжения | 1975 |
|
SU547739A1 |
| Барабанная мельница | 1985 |
|
SU1291208A1 |
