Изобретение относится к способам склеивания и может быть использовано в производстве гофрированного картона.
Известен гофрированный картон (Патент SU, 862834, опубл. 1981 г.), содержащий соединенные между собой два плоских слоя картона и расположенную между ними гофрированную бумагу. Для соединения слоев картона с гофрированной бумагой используется один и тот же вид клея и тип крахмальной основы.
Недостатком данного гофрированного картона является то, что при использовании для склеивания с бумагой плоских слоев картонов, значительно отличающихся качеством, получается гофрированный картон, обладающий с разных сторон различными свойствами, что при дальнейшей переработке и изготовлении тары из гофрированного картона может отрицательно сказаться на качестве готовой продукции в целом.
Известен способ изготовления гофрированного картона (см. там же), выбранный в качестве прототипа. Гофрированный картон изготовляется с помощью непрерывного двухэтапного процесса: на первом этапе полоса бумаги подвергается гофрированию на гофровалах с паровым обогревом, непосредственно на валах на верхние края с одной стороны рифленой поверхности наносят крахмалсодержащий клей и прикладывают слой картона. В течение короткого времени под воздействием высокой температуры и давления гладкого вала происходит набухание зерен крахмала, клейстеризация и испарение избыточной влаги. В результате этой операции получают односторонний гофрированный картон. На втором этапе повторить в точности процесс склеивания не удается - полученная гофра будет раздавлена под воздействием высокого давления. Поэтому последний этап заключается в следующем: клей наносится на противоположные верхние края рифленой поверхности одностороннего гофрированного картона и к нему прикладывается еще один слой картона. Склеивание в данном случае происходит при нагревании на плитах при высокой температуре и при низком давлении, достаточном лишь для того, чтобы картон соприкасался с гофрированной поверхностью бумаги. В результате получают идущий на дальнейшую переработку легкий и прочный гофрированный картон, состоящий из двух плоских слоев картона, приклеенных к расположенной между ними гофрированной бумаге.
Недостатком известного способа является использование на всех этапах изготовления гофрированного картона крахмального клея одного качества, приготовленного по одной технологии с использованием определенного типа крахмала. Клей подается на два склеивающих узла без учета различий в условиях склеивания на гофрировальной машине и на плитах после клеенаносящей машины. Условия склеивания слоев гофрированного картона с бумагой на каждой операции отличаются: на гофрировальной машине склеивание происходит при относительно высоких температуре и давлении в течение короткого времени, на плитах после нанесения клея на клеильной машине - при высокой температуре и относительно низком давлении во избежание раздавливания гофрированного картона. Склеивание на втором этапе длится несколько секунд в зависимости от скорости гофроагрегата. В целом можно считать, что условия склеивания на этом этапе в сравнении с гофрировальной машиной менее благоприятные, соответственно требования к качеству клея в этом случае должны быть повышены.
Температура клейстеризации клея должна быть, с одной стороны, достаточно низкой для того, чтобы облегчить процесс клейстеризации на плитах после клеенаносящей машины, с другой стороны, достаточно высокой, чтобы не вызвать преждевременной клейстеризации в ванне гофрировальной машины при отсутствии системы циркуляции клея.
Одновременно удовлетворить этим двум условиям при работе на одном типе крахмала чрезвычайно сложно. Достаточно высокая температура клейстеризации клея затрудняет склеивание на втором этапе, что вынуждает уменьшать скорость гофроагрегата и снижает его производительность. Достаточно низкая температура клейстеризации клея вызывает преждевременную клейстеризацию крахмала в ванне гофрировальной машины, налипание сгустков клейстеризованного крахмала на гребенки и валы, появление на картоне непроклеенных полос и увеличение процента брака. Увеличение числа промывок гофрировальной машины приводит к потерям полезного рабочего времени гофроагрегата. Кроме того, крайне негативное влияние на вязкость клея оказывает использование насосов при его перекачке и воздействие относительно высокой температуры производственного помещения. При значительном падении вязкости клея часть крахмала выпадает в осадок, засоряя трубопроводы и ванны. Содержание сухих веществ в клее снижается, поэтому для поддержания удовлетворительного качества склеивания необходимо увеличивать расход клея. Таким образом, понижение вязкости приводит к перерасходу крахмала.
В основу настоящего изобретения положена задача создания гофрированного картона и способа его изготовления, которые за счет использования клеев с параметрами, оптимальными для конкретных условий склеивания гофрированной бумаги со слоями картона на разных этапах, обеспечивали бы получение высококачественного картона при максимальных скоростях гофроагрегата.
Поставленная задача решается тем, что в гофрированном картоне, содержащем соединенные между собой с помощью крахмалсодержащего клея плоские слои картона и расположенную между ними гофрированную бумагу, согласно изобретению, плоские слои картона соединены с гофрированной бумагой с помощью двух типов крахмалсодержащего клея, отличающихся друг от друга температурами клейстеризации.
Поставленная задача решается также тем, что по способу изготовления гофрированного картона, включающему гофрирование бумаги, приготовление крахмалсодержащего клея и поэтапное склеивание гофрированной бумаги с двумя слоями картона, при котором на первом этапе крахмалсодержащий клей наносят на верхние края с одной стороны рифленой поверхности гофрированной бумаги с приложением к ним одного слоя картона и последующим их склеиванием на гофрировальной машине при высокой температуре и высоком давлении, а на втором этапе крахмалсодержащий клей наносят на верхние края с противоположной стороны рифленой поверхности гофрированной бумаги с приложением к ним другого слоя картона и последующим их склеиванием на плитах после клеенаносящей машины при высокой температуре и низком давлении, согласно изобретению, раздельно приготавливают два типа крахмалсодержащего клея, отличающихся друг от друга температурами клейстеризации, при этом на первом этапе склеивания гофрированной бумаги с картоном на гофрировальной машине используют крахмалсодержащий клей с высокой температурой клейстеризации, а на втором этапе склеивания гофрированной бумаги с картоном на плитах после клеенаносящей машины используют крахмалсодержащий клей с более низкой температурой по отношению к температуре клейстеризации клея, используемого на первом этапе.
Крахмалсодержащий клей для гофрировальной машины в сравнении с клеем для клеенаносящей машины имеет повышенную температуру клейстеризации, пониженные значения содержания сухих веществ, температуры и показатели %S. Интервал начальной вязкости, при которой клей позволяет получить удовлетворительное склеивание в ванне гофрировальной машины, значительно шире.
Высокое значение температуры клейстеризации клея для гофрировальной машины позволяет полностью устранить нежелательную преждевременную клейстеризацию клея в ванне гофрировальной машины и резко сократить технологические простои гофроагрегата. Благодаря специфическим условиям склеивания на гофрировальной машине повышение этого показателя не оказывает отрицательного влияния на качество склейки гофрированного картона. Использование при склеивании на плитах после клеенаносящей машины клея с низкой температурой клейстеризации дает возможность увеличить скорость гофрировальной машины до стабильно высоких значений. Сокращение времени простоя и увеличение скорости гофроагрегата позволяет увеличить выпуск готовой продукции при сокращении процента брака и расхода крахмала на 1 м2 готовой продукции.
Различие в свойствах клея обеспечивается различным соотношением ингредиентов. Так, согласно изобретению, в качестве крахмалсодержащих клеев используют клеевую композицию в виде двухкомпонентной водной системы, состоящей из суспензии неклейстеризованного крахмала, содержащей холодную воду, крахмал и тетраборат натрия, в водном растворе клейстеризованного крахмала, являющемся носителем и содержащем крахмал, холодную и горячую воду и гидрооксид натрия, при этом на первом этапе при склеивании гофрированной бумаги с картоном на гофрировальной машине используют крахмалсодержащий клей в виде указанной клеевой композиции при следующем соотношении ингредиентов:
носитель:
Крахмал - 14-25 кг
Горячая вода - 200-260 л
Гидрооксид натрия - 1,3-3,0 кг
Холодная вода - 90-190 л
суспензия:
Холодная вода - 330-400 л
Крахмал - 160-210 кг
Тетраборат натрия - 0,4-0,8 кг
а на втором этапе при склеивании гофрированной бумаги с картоном на плитах после клеенаносящей машины используют крахмалсодержащий клей в виде указанной клеевой композиции при следующем соотношении ингредиентов:
носитель:
Крахмал - 25-44 кг
Горячая вода - 230-260 л
Гидрооксид натрия - 2,0-4,5 кг
Холодная вода - 140-190 л
суспензия:
Холодная вода - 320-440 л
Крахмал - 190-220 кг
Тетраборат натрия - 0,6-0,9 кг
Предлагаемая рецептура позволяет получить клей для гофрировальной машины со следующими параметрами:
Содержание сухих веществ, % - 15-18
Начальная вязкость по B3-4, с - 30-55
Температура клея, oC - 18-20
Температура клейстеризации клея, oC - 60-65
Показатель %S - 2,0-2,5
Рабочая вязкость по B3-4, с - 20-30
Клей для клеенаносящей машины имеет следующие параметры:
Содержание сухих веществ, % - 18- 20
Начальная вязкость по B3-4, с - 25-35
Температура клея, oC - 22-24
Температура клейстеризации клея, oC - 56-59
Показатель %S - 3,5-4,0
Рабочая вязкость по B3-4, с - 25-40
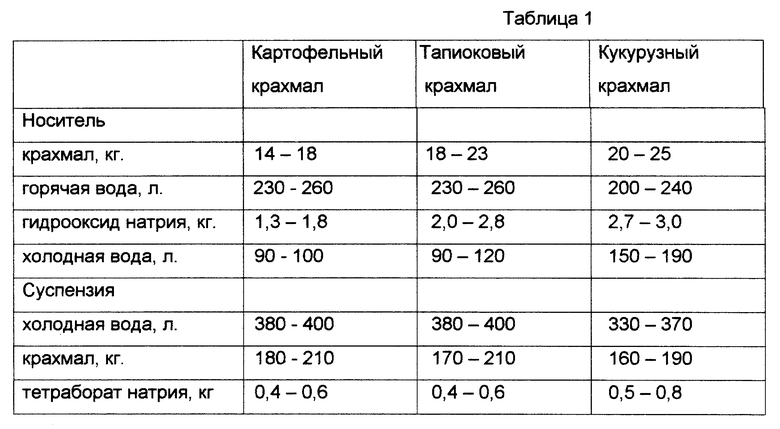
При приготовлении двух типов крахмалсодержащего клея используют крахмал, выбранный из группы, состоящей из картофельного, кукурузного и тапиокового крахмалов. К возможным сочетаниям различных видов крахмала на разных этапах существуют два подхода: технологический и экономический. Экономический подход позволяет проводить гибкую политику по закупке определенного вида сырья, учитывая рыночную конъюнктуру. С точки зрения технологичности работы гофроагрегата можно определить оптимальные сочетания различных крахмальных основ для различных склеивающих узлов.
Одним из возможных оптимальных сочетаний является использование на первом этапе клея на основе кукурузного крахмала с самой высокой температурой клейстеризации из всех трех применяемых типов крахмала, а на втором этапе - клея на основе картофельного крахмала, обладающего самой низкой температурой клейстеризации.
При приготовлении крахмалсодержащего клея для склеивания гофрированной бумаги с картоном на гофрировальной машине используют кукурузный крахмал при следующем соотношении ингредиентов:
носитель:
Крахмал - 20 - 25 кг
Горячая вода - 200 - 240 л
Гидрооксид натрия - 2,7 - 3,0 кг
Холодная вода - 150-190 л
суспензия:
Холодная вода - 330-370 л
Крахмал - 160-210 кг
Тетраборат натрия - 0,5-0,8 кг
а при приготовлении крахмалсодержащего клея для склеивания гофрированной бумаги с картоном на плитах после клеенаносящей машины используют картофельный крахмал при следующем соотношении ингредиентов:
носитель:
Крахмал - 25-30 кг
Горячая вода - 240-250 л
Гидрооксид натрия - 2,0-2,3 кг
Холодная вода - 140-150 л
суспензия:
Холодная вода - 400-420 л
Крахмал - 200-220 кг
Тетраборат натрия - 0,6-0,8 кг
Различие в свойствах типов клея обеспечивается также различной степенью интенсивности перемешивания его массы. При приготовлении крахмалсодержащего клея, используемого на первом этапе, клей перемешивают со скоростью вращения перемешивающего устройства не более 30 об/мин, а при приготовлении крахмалсодержащего клея, используемого на втором этапе, перемешивающее устройство вращают со скоростью более 1000 об/мин, при этом готовый клей подается самотеком.
Предлагаемый способ изготовления гофрированного картона осуществляют следующим образом.
Клей на крахмальной основе для производства гофрированного картона приготавливают раздельно для каждого этапа склеивания гофрированной бумаги со слоями картона. В таблице 1 приведены рецептуры крахмалсодержащего клея, используемого для первого этапа при склеивании гофрированной бумаги с одним слоем картона на гофрировальной машине.
Приготовление клея осуществляется в три стадии.
1. Приготовление носителя
В бак-смеситель наливают 200-260 л горячей воды, температура которой на 2-4oC ниже температуры клейстеризации соответствующего типа крахмала. Включают перемешивающее устройство, например, рамочного типа, вращающееся со скоростью до 30 об/мин, и подают сжатый воздух. Засыпают 14-25 кг крахмала и перемешивают в течение 5-10 мин. Заливают раствор гидрооксида натрия с таким расчетом, чтобы количество добавляемого реагента составило 1,3-3,0 кг. Перемешивают в течение 20-25 мин. Затем охлаждают 90-190 л холодной воды, имеющей температуру 15-20oC, до температуры, выше которой при смешивании возможна клейстеризация крахмала, содержащегося в первой порции суспензии. Перемешивают носитель 10-15 мин.
2. Приготовление суспензии
В бак для приготовлении суспензии наливают 330-400 л холодной воды температурой 15-20oC, включают перемешивающее устройство и подачу сжатого воздуха. Засыпают 160-210 кг крахмала и перемешивают в течение 40 мин. Добавляют тетраборат натрия в количестве 0,4-0,8 кг. Перемешивают в течение 10-15 мин.
3. Приготовление клея
Суспензию при непрерывном перемешивании вливают в охлажденный носитель. Перемешивают в течение 10-15 мин. Измеряют начальную вязкость по вискозиметру B3-4 и в случае необходимости корректируют ее добавлением небольшого количества воды. Измеряют все показатели готового клея.
В результате получают клей со следующими параметрами:
Содержание сухих веществ, % - 15-18
Начальная вязкость по B3-4, с - 30-55
Температура клея, oC - 18-20
Температура клейстеризации клея, oC - 60-65
Показатель %S - 2,0-2,5
Рабочая вязкость по B3-4, с - 20-30
В таблице 2 приведены рецептуры клея для второго этапа склеивания гофрированной бумаги с картоном на плитах после клеенаносящей машины.
Приготовление клея осуществляется в три стадии.
1. Приготовление носителя
В бак-смеситель наливают 230-260 л горячей воды, температура которой на 2-4oC ниже температуры клейстеризации соответствующего типа крахмала. Включают перемешивающее устройство, например, с дисковой мешалкой, вращающееся со скоростью выше 1000 об/мин, и подают сжатый воздух. Засыпают 25-44 кг крахмала и перемешивают в течение 5-10 мин. Заливают раствор гидрооксида натрия с таким расчетом, чтобы количество добавляемого реагента составило 2,0-4,5 кг. Перемешивают в течение 10-15 мин. Затем охлаждают 100-190 л холодной воды, имеющей температуру 15- 20oC, до температуры, выше которой при смешивании возможна клейстеризация крахмала, содержащегося в первой порции суспензии. Перемешивают носитель 5-10 мин.
2. Приготовление суспензии
В бак для приготовлении суспензии наливают 320-440 л холодной воды температурой 15-20oC, включают перемешивающее устройство и подачу сжатого воздуха. Засыпают 190-220 кг крахмала и перемешивают в течение 40 мин. Добавляют тетраборат натрия в количестве 0,6-0,9 кг. Перемешивают в течение 10-15 мин.
3. Приготовление клея
Суспензию при непрерывном перемешивании вливают в охлажденный носитель. Перемешивают в течение 5-10 мин. Измеряют начальную вязкость по вискозиметру B3-4 и в случае необходимости корректируют ее добавлением небольшого количества воды. Измеряют все показатели готового клея.
В результате получают клей со следующими параметрами:
Содержание сухих веществ, % - 18-20
Начальная вязкость по B3-4, с - 25-35
Температура клея, oC - 22-24
Температура клейстеризации клея, oC - 56-59
Показатель %S - 3,5-4,0
Рабочая вязкость по B3-4, с - 25-40
Ниже в таблице 3 приведены примеры использования различных сочетаний крахмальных основ для различных этапов склеивания.
Гофрированный картон, получаемый с использованием различных крахмальных основ при склеивании различных слоев, отличается тем, что в зависимости от качества используемых плоских слоев картона появляется возможность за счет количества или качества наносимого крахмала и использования различных добавок в соответствующий крахмальный клей корректировать в нужном направлении качество получаемого гофрированного картона и производимой из него гофротары.
Система приготовления клея представляет собой бак для приготовления суспензии и два бака-смесителя, в одном из которых получают клей для гофрировальной машины, а в другом - клей для узла клеенаносящей машины. Система подачи содержит двухсекционный расходный бак, трубопроводы и запорную арматуру, которая позволяет осуществлять подачу каждого из типов клеев в любую секцию расходного бака. Предусмотрена возможность подачи клея не только на соответствующий клеильный узел, но и на оба при необходимости. Циркуляция клея в системе отсутствует. Благодаря исключению насосов из системы подачи клея, который подается из бака-смесителя в расходный бак и далее до рабочих ванн самотеком, в значительной степени уменьшено влияние механического воздействия на начальную вязкость клея. Дозирование клея в рабочие ванны производится с использованием регуляторов уровня. Минимизация влияния высокой температуры производственного помещения на начальную вязкость обеспечивается размещением расходного бака в помещении с температурой, близкой к температуре готового клея.
При изготовлении гофрированного картона на гофроагрегате при склеивании на первом этапе бумага для гофрирования подвергается рифлению на нагретых гофрирующих валах, и на верхние края с одной стороны рифленой поверхности наносится крахмалсодержащий клей, качество которого является оптимальным для условий склеивания на гофрировальной машине. Поверхность гофрированной бумаги с нанесенным клеем приводится в соприкосновение с одним плоским слоем картона и под действием высоких давления и температуры (160-180oC) происходит склеивание слоев, в результате чего получают двухсторонний гофрированный картон. На втором этапе склеивания на верхние края с противоположной стороны рифленой поверхности гофрированной бумаги наносится крахмалсодержащий клей, качество которого является оптимальным для условий склеивания на плитах после клеенаносящей машины. После нанесения клея гофрированная бумага приводится в соприкосновение с еще одним плоским слоем картона. Дальнейшее склеивание происходит в результате нагрева гофрированного картона на плитах под действием высокой температуры (150-180oC) и относительно низкого давления. Получаемый в результате этого непрерывного процесса гофрированный картон идет на дальнейшую переработку.
Отработка технологии приготовления клея с заданными параметрами в лабораторных условиях осуществлялась на созданной пилотной лабораторной установке, которая представляет собой уменьшенную копию (1:10 по линейным размерам и 1: 1000 по объемам) промышленной установки. Отработка технологии склеивания гофрированного картона проводилась в производственных условиях. Испытания проводились с тремя основными видами крахмала: картофельный, кукурузный и тапиоковый при всех возможных сочетаниях крахмалов на гофрировальной и клеенаносящей машинах.
Оптимизация технологического процесса в результате внедрения раздельного приготовления и подачи клея с применением различных крахмальных основ позволяет значительно сократить технологические простои, количество брака, связанного с некачественным склеиванием гофрированного картона, расход крахмала на 1 м2 выпускаемой продукции и увеличить производительность гофроагрегата за счет повышения его скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ВОДООТТАЛКИВАЮЩЕГО ПОКРЫТИЯ НА ГОФРИРОВАННЫЙ КАРТОН | 2013 |
|
RU2551489C2 |
| Клеевая композиция для гофрированного картона | 1976 |
|
SU862834A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ВОЛОКНИСТОГО МАТЕРИАЛА ДЛЯ ГОФРИРОВАННОГО КАРТОНА | 2002 |
|
RU2207418C1 |
| ГИПСОКАРТОННЫЕ ЛИСТЫ С УЛУЧШЕННОЙ АДГЕЗИЕЙ МЕЖДУ СЛОЯМИ | 2012 |
|
RU2502696C1 |
| УЛУЧШЕННАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2572979C2 |
| Гофрированный картон, не поддерживающий горение, и плоский лист этого картона | 2018 |
|
RU2690565C1 |
| СОСТАВ ДЛЯ СКЛЕИВАНИЯ КАРТОНА | 1995 |
|
RU2106379C1 |
| СУХАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ И СПОСОБ ПРИГОТОВЛЕНИЯ КЛЕЯ ДЛЯ СКЛЕЙКИ ГОФРОКАРТОНА | 2002 |
|
RU2215080C1 |
| Упаковочная бумага и способ ее получения | 1979 |
|
SU931113A3 |
| Термомеханическая масса из соломы гороха и способ изготовления из неё бумаги и картона | 2023 |
|
RU2817124C1 |


Гофрированный картон и способ его изготовления относятся к целлюлозно-бумажной промышленности и могут быть использованы при изготовлении, например, упаковочных материалов. Гофрированный картон содержит соединенные между собой с помощью крахмалсодержащего клея плоские слои картона и расположенную между ними гофрированную бумагу. При этом плоские слои картона соединены с гофрированной бумагой с помощью двух типов крахмалсодержащего клея с разной температурой клейстеризации. Способ включает гофрирование бумаги, раздельное приготовление двух типов крахмалсодержащих клеев, отличающихся друг от друга температурой клейстеризации. Затем крахмалсодержащий клей с высокой температурой клейстеризации наносят на верхние края с одной стороны рифленой поверхности гофрированной бумаги с приложением одного слоя картона и последующим их склеиванием на гофрировальной машине при высоких температуре и давлении. После этого крахмалсодержащий клей с более низкой температурой клейстеризации наносят на верхние края с противоположной стороны рифленой поверхности гофрированной бумаги с приложением другого слоя картона и последующим их склеиванием на плитах после клеенаносящей машины при высокой температуре и низком давлении. Техническим результатом является обеспечение получения высококачественного картона при максимальных скоростях гофрагрегата. 2 с. и 4 з.п. ф-лы, 3 табл.
носитель:
Крахмал, кг - 14-25
Горячая вода, л - 200-260
Гидрооксид натрия, кг - 1,3-3,0
Холодная вода, л - 90-190
суспензия:
Холодная вода, л - 330-400
Крахмал, кг - 160-210
Тетраборат натрия, кг - 0,4-0,8
а на втором этапе при склеивании гофрированной бумаги с картоном на плитах после клеенаносящей машины используют крахмалсодержащий клей в виде указанной клеевой композиции при следующем соотношении ингредиентов:
носитель:
Крахмал, кг - 25-44
Горячая вода, л - 230-260
Гидрооксид натрия, кг - 2,0-4,5
Холодная вода, л - 140-190
суспензия:
Холодная вода, л - 320-440
Крахмал, кг - 190-220
Тетраборат натрия, кг - 0,6-0,9
4. Способ по пп.2 и 3, отличающийся тем, что при приготовлении крахмалсодержащих клеев используют крахмал, выбранный из группы, состоящей из картофельного, кукурузного и тапиокового крахмалов.
носитель:
Кукурузный крахмал, кг - 20-25
Горячая вода, л - 200 - 240
Гидрооксид натрия, кг - 2,7-3,0
Холодная вода, л - 150 -190
суспензия:
Холодная вода, л - 330 - 370
Кукурузный крахмал, кг - 160-210
Ттетраборат натрия, кг - 0,5-0,8
а при приготовлении крахмалсодержащего клея для склеивания гофрированной бумаги с картоном на плитах после клеенаносящей машины используют картофельный крахмал при следующем соотношении ингредиентов:
носитель:
Картофельный крахмал, кг - 25-30
Горячая вода, л - 240-250
Гидрооксид натрия, кг - 2,0-2,3
Холодная вода, л - 140-150
суспензия:
Холодная вода, л - 400-420
Картофельный крахмал, кг - 200-220
Тетраборат натрия, кг - 0,6-0,8
6. Способ по любому из пп.2-5, отличающийся тем, что при приготовлении крахмалсодержащего клея, используемого на первом этапе, клей перемешивают со скоростью вращения перемешивающего устройства не более 30 об/мин, а при приготовлении крахмалсодержащего клея, используемого на втором этапе, перемешивающее устройство вращают со скоростью более 1000 об/мин, при этом готовый клей подают самотеком.
| Клеевая композиция для гофрированного картона | 1976 |
|
SU862834A3 |
| Состав для склейки упаковочных материалов | 1981 |
|
SU994600A1 |
| US 4165992 A, 29.08.1979 | |||
| СПОСОБЫ ОБЛЕГЧЕНИЯ НЕЙРОПАТИЧЕСКОЙ БОЛИ С ПРИМЕНЕНИЕМ ПЕПТИДОВ, ЯВЛЯЮЩИХСЯ ПРОИЗВОДНЫМИ ПРОСАПОЗИНА | 1997 |
|
RU2223969C2 |
| КОМПЛЕКС ВООРУЖЕНИЯ БРОНЕОБЪЕКТА | 2004 |
|
RU2258189C1 |
| DE 3513579 А1, 16.10.1986 | |||
| US 4600739 A, 15.07.1986. | |||

