Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве заготовок для строительства деревянных домов, бань и т.д.
Известен станок для оцилиндровки бревен. Станок содержит неподвижную станину, на которой установлены два вращающихся в противоположных направлениях ротора, с закрепленными на них ножами. Бревно подается вальцами (см. Пигильдин Н. Ф. Оцилиндровка круглых лесоматериалов. - обзор, информация. - М.: 1999. - 40 с.).
Недостатками известного станка являются большая мощность, металлоемкость, значительные затраты времени на подготовку его к работе и ограниченные функциональные возможности, так как на станке нельзя изготовлять брус, имеющий в сечении многогранник.
Известно так же устройство для обработки бревен, содержащее неподвижную станину, охватывающий бревно цилиндрический ротор, на котором закреплены рабочие органы, и приспособление для центровки бревна, закрепленное на станине (авторское свидетельство СССР N 1789336, МКИ B 27 L 1/08, 1993).
Недостатками известного устройства являются сложность изготовления бруса в виде многогранной призмы, так как в устройстве нет приспособления для поворота бревна на определенный угол, а так же большие затраты времени на подготовку устройства к работе. Это связано с тем, что бревно необходимо подать внутрь ротора, отрегулировать и закрепить двигатели с фрезами, установленные на роторе, отрегулировать положение фрез для обработки продольной плоскости и полукруглого паза.
Кроме того, в известном устройстве установлены семь электродвигателей, причем пять электродвигателей работают одновременно, что приводит к большим энергетическим затратам и значительной металлоемкости.
Задача изобретения - механизация вспомогательных операций и автоматизация управления приводами каретки и приспособления для центровки бревна.
Технический результат - повышение эксплуатационных качеств, выражающихся в сокращении времени вспомогательных операций и снижении энергоемкости и металлоемкости.
Это достигается тем, что в станке для обработки бревен, содержащем неподвижную станину, закрепленное на станине приспособление для центровки и закрепления бревна, каретку с приводом рабочих органов и собственным приводом, установленную на станине с возможностью возвратно-поступательного перемещения вдоль оси обрабатываемого бревна, приспособление для центровки и закрепления бревна снабжено приводом и центроискателем, а каретка - механизмом регулировки положения рабочих органов и схемой реверсирования привода ее. Кроме того, привод приспособления для центровки и закрепления бревна содержит мотор-редуктор, ременную передачу, ведомый шкив которой снабжен концевым выключателем и закреплен на валу одного из центров, а само приспособление снабжено устройством отсчета угла поворота бревна, а центроискатель выполнен в виде двух чаш, установленных на валах центров с возможностью фиксации и перемещения в осевом направлении, схема реверсирования привода каретки содержит концевые выключатели крайних положений каретки.
Такая конструкция обеспечивает в процессе обработки поворот бревна на определенный угол, что позволяет изготовлять брус в виде четырех-, шести- или многогранной призмы. Для придания заготовке цилиндрической формы обработка производится фрезой, обеспечивающей нужный радиус. После каждого прохода фрезы необходимо поворачивать бревно на угол, который подбирается опытным путем и позволяет не оставлять не обработанных участков между обработанными поверхностями.
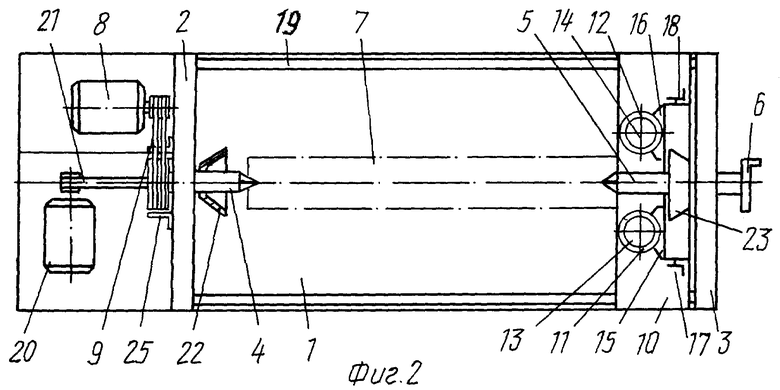
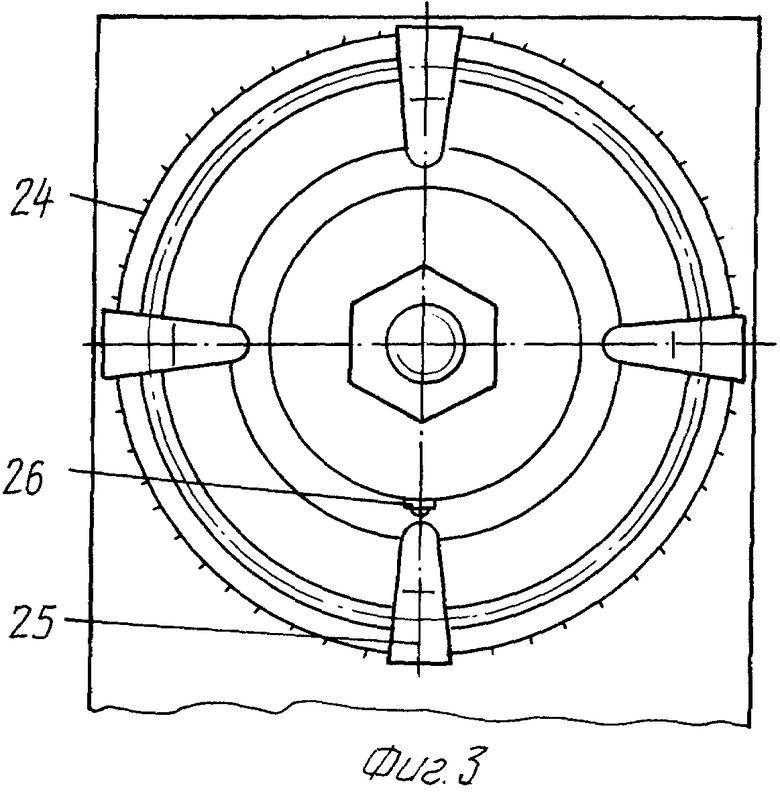
На фиг. 1 изображен станок для обработки бревен, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1.
Станок содержит станину 1, на концах которой имеются вертикальные стойки 2 и 3. На стойке 2 размещен левый центр в виде вала 4, а на стойке 3 - правый цент в виде винта 5 с маховиком 6. В центрах закрепляется бревно 7. Вал 4 с бревном 7 получает вращение от мотор-редуктора 8 через клиноременную передачу 9.
Механизм резания представляет собой каретку 10, на которой закреплены электродвигатели 11 и 12 с фрезами 13 и 14, механизмы регулировки положения их 15 и 16 типа "ласточкин хвост" с маховиками 17 и 18. Каретка 10 может перемещаться на колесах (не показаны) по направляющим 19 от мотор-редуктора 20 через цепную передачу 21.
Бревно 7 центрируется с помощью центроискателей 22 и 23 в виде чаш.
Угол поворота бревна 7 отсчитывается по лимбу 24 и определяется положением упоров 25, смонтированных на стойке 2, и концевого выключателя 26, закрепленного на ведомом шкиве клиноременной передачи 9.
Станок работает следующим образом. Бревно 7 краном или вручную подается к центрам 4 и 5, центрируется центроискателями 22 и 23 и закрепляется винтом 5 с помощью маховика 6.
После закрепления бревна 7 центроискатели 22 и 23 смещаются к опорам 2 и 3 и фиксируются штифтами (не показаны).
Фрезы 13 и 14, закрепленные на валах электродвигателей 11 и 12, с помощью маховиков 17 и 18 механизмов регулировки положения 15 и 16, устанавливаются на толщину срезаемого слоя. После включения электродвигателей 11 и 12 и мотор-редуктора 20 происходит перемещение каретки 10 и обработка бревна 7 с двух сторон. При подходе каретки 10 к опоре 2 срабатывает концевой выключатель 27, обеспечивающий отключение мотор-редуктора 20, электродвигателей 11, 12 и включение мотор-редуктора 8, который через клиноременную передачу 9 поворачивает вал 4 с бревном 7 на заданный угол α. При этом упор 25 нажимает на концевой выключатель 26, что обеспечивает отключение мотор-редуктора 8, включение электродвигателей 11 и 12, включение и реверс мотор-редуктора 20. Происходит обработка еще двух сторон бревна 7. При подходе каретки 10 к опоре 3 срабатывает концевой выключатель 28, мотор-редуктор 20, электродвигатели 11, 12 отключаются, а мотор-редуктор 8 включается, происходит поворот бревна и обработка повторяется. После обработки всех сторон бревна оператор отключает мотор-редукторы 8 и 20, а так же электродвигатели 11 и 12, с помощью маховика 6 отворачивает винт 5, удаляет бревно на подстопное место. На позицию обработки к центрам 4 и 5 подается следующее бревно.
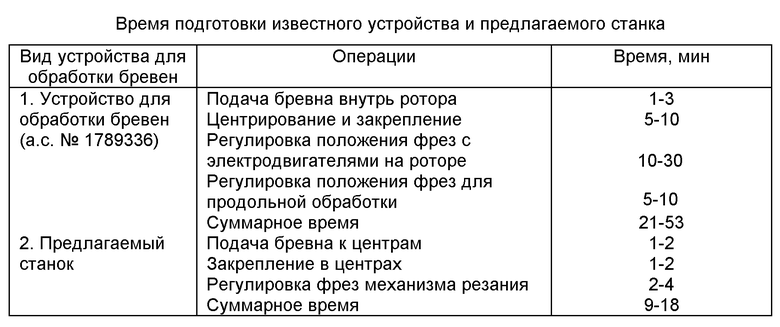
Время на подготовку станка к работе будет включать подачу бревна, закрепление его в центрах, смещение чаш центроискателей от торцов бревна к станине и регулировку положения фрез на толщину снимаемого слоя. Отсутствие центроискателей и применение вращающегося ротора в прототипе существенно увеличивает время подготовки, так как даже небольшое биение бревна может привести к поломке устройства. В прототипе семь электродвигателей, а их суммарная мощность должна быть не менее 37 кВт.
Число электродвигателей в предлагаемом станке снижено до четырех, а их суммарная мощность может составлять минимально 11,5 кВт, что позволяет уменьшить металлоемкость, во многом зависящую от электродвигателей.
Сравнивая энергетические затраты прототипа и предлагаемого станка можно отметить, что устройство, описанное в а.с. N 1789336 должно содержать один электродвигатель механизма подачи мощностью 2-3 кВт, электродвигатель для вращения ротора мощностью 10-15 кВт, пять электродвигателей для фрезерования мощностью 5-10 кВт каждый. Таким образом, суммарная мощность составит не менее 37 кВт.
В предлагаемом станке мощность электродвигателей для фрезерования 5-10 кВт, мощность мотор-редуктора механизма подачи может быть 1-2 кВт, мощность мотор-редуктора для поворота бревна 0,5-1 кВт. Суммарная минимальная мощность станка составит 11,5 кВт. Обработку бревна можно проводить одной фрезой и одним электродвигателем, что приведет к экономии электроэнергии, однако в ущерб производительности.
В таблице приведено время, необходимое для подготовки известных устройств и предлагаемого станка.
Анализ данных таблицы показывает, что время на подготовку предлагаемого станка к работе, а значит и все время технологического процесса обработки бревна меньше, чем у прототипа в 2-3 раза.
Источники информации
1. Пигильдин Н. Ф. Оцилиндровка круглых лесоматериалов.: - обзор. информация - М., 1990. - с. 40).
2. Авторское свидетельство СССР N 1789336 A1, МКИ B 27 L 1/08, 1993.
Изобретение может быть использовано в деревообрабатывающей промышленности. Станок содержит неподвижную станину, закрепленное на станине приспособление для центровки и закрепления бревна, каретку с приводом рабочих органов и собственным приводом, установленную на станине с возможностью возвратно-поступательного перемещения вдоль оси обрабатываемого бревна. Приспособление для центровки и закрепления бревна снабжено приводом, устройством отсчета угла поворота бревна и центроискателем, что позволит механизировать операции центровки и поворота бревна, а винтовой механизм каретки - настройку рабочих органов, схема реверсирования привода каретки - автоматизировать управление приводом каретки. Положительный эффект: расширение технологических возможностей, сокращение времени вспомогательных операций, снижение энергоемкости и металлоемкости. 3 з.п.ф-лы, 3 ил., 1 табл.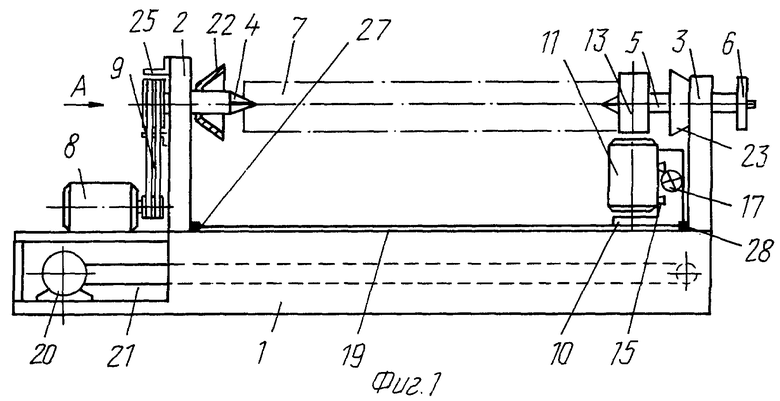
| Устройство для обработки бревен | 1990 |
|
SU1789336A1 |
| SU 1281413 A2, 07.01.1987 | |||
| US 5109899 A, 05.05.1992. | |||
