Изобретение относится к области деревообрабатывающей промышленности и может быть использовано для производства заготовок при строительстве деревянных домов, бань и т.д.
Известен станок для оцилиндровки бревен. Станок содержит неподвижную станину, на которой установлены два вращающихся в противоположных направлениях ротора, с закрепленными на них ножами. Бревно подается вальцами (см Пигильдин Н.Ф. Оцилиндровка круглых лесоматериалов, обзор, информация. - М., 1990. - с.40).
Недостатками известного станка являются ограниченные функциональные возможности, так как на нем нельзя изготавливать брус, имеющий в сечении многогранник. После обработки имеется наличие остаточных напряжений, в результате действия которых бревно растрескивается, при этом снижается срок эксплуатации заготовки.
Известен также станок для оцилиндровки бревен. Станок содержит станину, на которой установлены подвижный и неподвижный механизмы зажима бревна и направляющие для перемещения каретки с установленными на ней узлами резания в виде механизма формирования профиля - фрезы и механизма выборки продольного паза в виде фрезы с режущими кромками, соответствующими форме вырезаемого паза, с приводами и механизмами поперечных перемещений. На каретке дополнительно установлен узел пиления с механизмом вертикального перемещения. Фреза для формирования профиля имеет режущие кромки с радиусом, равным радиусу формируемого цилиндра, а центральная плоскость траектории резания этой фрезы проходит через центральную ось бревна, совпадающую с осью, соединяющей центры зажима бревна. Изобретение уменьшает массу и габариты станка, увеличивает выход древесины (см. патент №2339502).
Его недостатком является наличие остаточных напряжений после обработки, в результате которых бревно растрескивается, при этом снижается срок эксплуатации бревна.
Наиболее близким, принятым за прототип, является станок для обработки бревен. Станок для оцилиндровки бревен содержит неподвижную станину, установленные на станине вертикальные стойки для центровки и крепления бревна, каретку с приводом, перемещаемую возвратно-поступательно вдоль обрабатываемого бревна, размещенные на каретке рабочие органы, включающие фрезы, установленные по обе стороны бревна на шпинделях, привод рабочих органов и механизм их настройки (см. патент №2171741 C2).
Известный объект не отличается качеством выпускаемой продукции, так как после обработки бревно растрескивается ввиду наличия остаточных напряжений, что снижает срок его эксплуатации.
Задачей изобретения является создание станка для оцилиндровки и дальнейшей обработки бревен с формированием поверхности заготовки, исключающей ее растрескивание.
Поставленная задача достигается предлагаемым станком для обработки бревен, содержащим неподвижную станину, установленные на станине вертикальные стойки для центровки и крепления бревна, механизм резания в виде каретки с приводом, перемещаемой возвратно-поступательно вдоль обрабатываемого бревна, размещенные на каретке рабочие органы, включающие фрезы, установленные по обе стороны бревна, привод рабочих органов и механизм их настройки. Каждая из фрез выполнена сборной из двух симметрично расположенных друг к другу и находящихся на одной оси половинок, между которыми жестко закреплен пильный диск для выполнения продольных пропилов по всей длине поверхности бревна, исключающего наличие остаточных напряжений. Наружный диаметр пильного диска превышает наружный диаметр фрез на величину, зависящую от диаметра обрабатываемого бревна.
Станок для обработки бревен содержит установленный в горизонтальной плоскости параллельно оси крепления бревна дополнительный шпиндель, на котором закреплены устройства для введения клея в продольный пропил поверхности бревна и для упаковки в пленку обрабатываемого бревна в целом, предотвращающего его загрязнение и вытекание клея из продольного пропила.
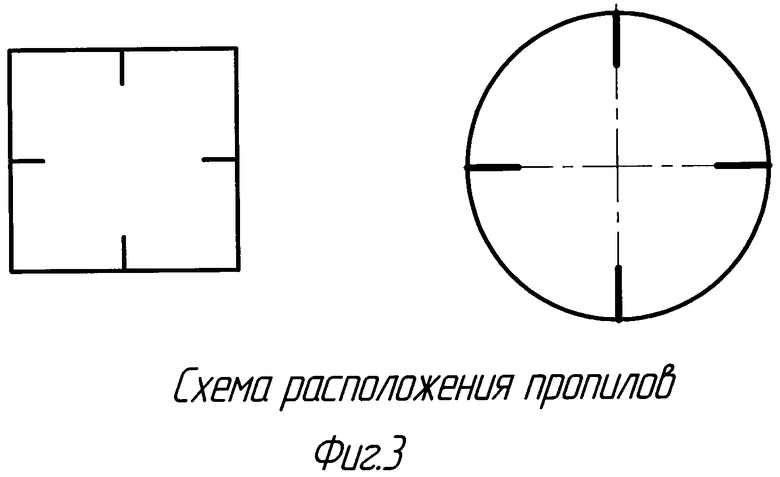
Перечень чертежей: на фиг.1 изображен станок для обработки бревен, вид спереди; на фиг.2 - изображен станок для обработки бревен, вид сверху; на фиг.3 показана схема расположения пропилов; на фиг.4 - схема сборных фрез; на фиг.5 - установка для нанесения клея и упаковки бревна.
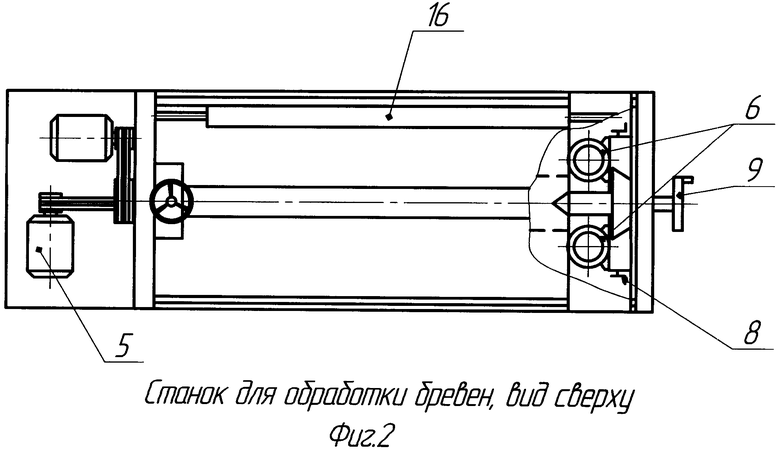
Станок (фиг.1, 2) содержит неподвижную станину 1, на которой установлены вертикальные стойки 2, 3 для центровки и крепления бревна 11 маховиком 9. Механизм резания представляет собой каретку 22, перемещаемую возвратно-поступательно на колесах (условно не показаны) от мотор-редуктора 5 через цепную передачу 23 по направляющим 24.
На каретке 22 размещены рабочие органы, включающие фрезы 6, установленные по обе стороны бревна 11, привод рабочих органов от электродвигателей 25 и механизм настройки 26 положения фрез 6 типа «ласточкин хвост» от маховиков 8.
Каждая из фрез 6 (фиг.4) выполнена сборной фрезой из двух симметрично расположенных относительно друг друга половинок 12 и находящихся на одной оси. Между половинками фрез 12 тесно закреплен пильный диск 13 для выполнения продольных пропилов (фиг.3) по всей поверхности обработанного бревна 11, исключающих наличие остаточных напряжений. Таким образом, сборная фреза осуществляет обработку пласта и одновременно выполняет продольный пропил. Наружный диаметр пильного диска 13 превышает наружный диаметр фрез 6 на величину, зависящую от диаметра обрабатываемого бревна. Соотношение глубины пропила к диаметру бревна отражено в таблице.
Поворотом бревна на 90° или 180° осуществляется от мотор-редуктора 4 через клиноременную передачу 27. Механизмы автоматики последовательности включения-отключения мотор-редукторов 4 и 5, поворота бревна и перемещения каретки 10 условно не показаны и описаны, так как не являются предметом изобретения, а их работа общеизвестна из доступных неопределенному кругу лиц источников научно-технической литературы.
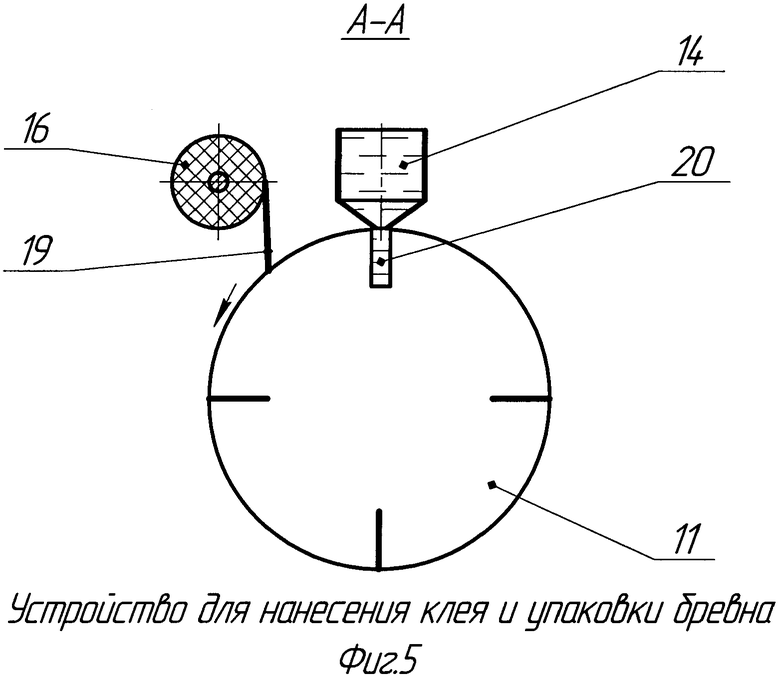
Станок для обработки бревен содержит установленный в горизонтальной плоскости параллельного оси крепления обрабатываемого бревна дополнительный шпиндель 21, закрепленный на вертикальных стойках 2 и 3, на котором закреплено устройство 14 для введения клея в выполненный пропил 20 (фиг.5) и устройство 16 для упаковки в пленку 19 обработанного бревна 11 в целом с целью предотвращения загрязнения бревна и вытекания клея, из продольного пропила.
Станок работает следующим образом.
Бревно 11 подается к центрам и закрепляется маховиком 9. Фрезы 6 устанавливаются на толщину срезаемого слоя. При включении электродвигателя 25 фрезерной головки 6 происходит обработка бревна по образующей с одновременным созданием продольного паза, при этом движение подачи осуществляется с помощью механизма подачи 5. В зависимости от необходимого профиля фрезы могут быть с плоскими (а) или профильными (б) ножами (фиг.4).
После окончательной обработки бревно поворачивается на угол 90°. Происходит обработка еще одной стороны бревна. Когда бревно обработано со всех сторон мотор-редукторы 4 и 5 отключаются оператором, и приводится в действие механизм дополнительного шпинделя 10, суть работы которого заключается в следующем: к бревну подводится устройство для нанесения клея 14 (фиг.5) по всей длине бревна. В пазы вводится жидкий быстрозатвердевающий клей, который маскирует полученные пазы и способствует снижению остаточных напряжений. Затем бревно поворачивается против часовой стрелки, и на него наматывается пленка 19 с помощью специального устройства 16. Использование пленки позволяет защитить бревно от загрязнений, изолирует клей от вытекания и сохраняет исходную влажность бревна. После этого бревно снимается, и цикл повторяется.
Настройка устройства для подвода клея по высоте осуществляется с помощью механизмов регулировки положения 17. Вращение передается на второй механизм с помощью цепной передачи 18 для исключения перекоса.
Предлагаемый объект позволяет производить оцилиндрованные бревна, формировать брус, выполнять продольные пропилы со снятием остаточных напряжений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2014 |
|
RU2573357C1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2307025C1 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 1999 |
|
RU2171741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1991 |
|
RU2040389C1 |

Изобретение относится к области деревообрабатывающей промышленности и может быть использовано для производства заготовок при строительстве деревянных домов, бань. Станок содержит неподвижную станину 1, на которой установлены вертикальные стойки 2, 3 для центровки и крепления бревна 11 маховиком. Механизм резания представляет собой каретку, перемещаемую возвратно-поступательно вдоль бревна. На каретке размещены рабочие органы, включающие фрезы, установленные по обе стороны бревна, привод рабочих органов и механизм их настройки. Каждая из фрез выполнена сборной фрезой из двух симметрично расположенных относительно друг друга половинок. Между половинками фрез закреплен пильный диск для выполнения продольных пропилов по всей поверхности обработанного бревна, исключающих наличие остаточных напряжений. Наружный диаметр пильного диска превышает наружный диаметр фрез на величину, зависящую от диаметра обрабатываемого бревна. Станок также содержит установленный в горизонтальной плоскости параллельно оси крепления обрабатываемого бревна дополнительный шпиндель 10. На дополнительном шпинделе закреплено устройство 14 для введения клея в продольный пропил и устройство для упаковки в пленку обработанного бревна в целом для предотвращения вытекания клея. Поворот бревна осуществляется от мотор-редуктора 4. Настройка устройства для подвода клея по высоте осуществляется с помощью механизмов регулировки положения 17. Вращение передается на второй механизм с помощью цепной передачи 18 для исключения перекоса. Повышается качество и срок эксплуатации выпускаемой продукции. 5 ил., 1 табл.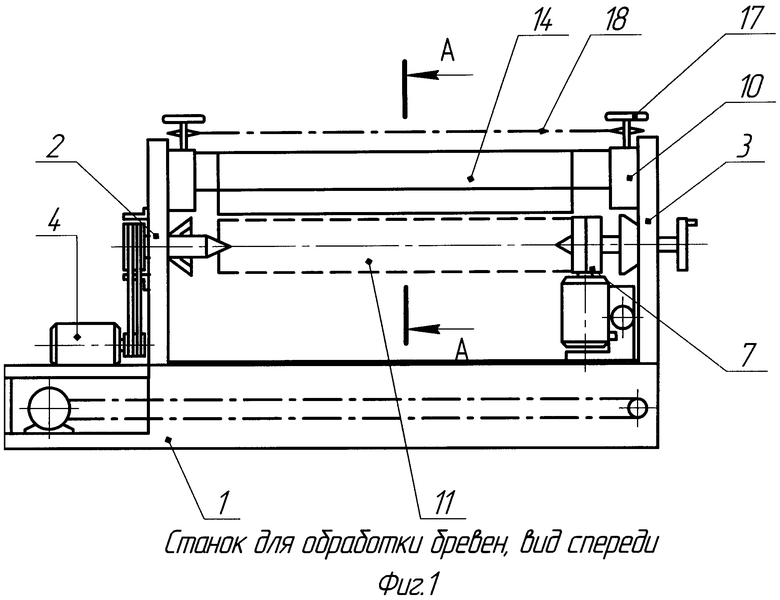
Станок для обработки бревен, содержащий неподвижную станину, установленные на станине вертикальные стойки для центровки и крепления бревна, механизм резания в виде каретки с приводом, перемещаемой возвратно-поступательно вдоль обрабатываемого бревна, размещенные на каретке рабочие органы, включающие фрезы, установленные по обе стороны бревна, привод рабочих органов и механизм их настройки, отличающийся тем, что каждая из фрез выполнена сборной из двух симметрично расположенных друг к другу и находящихся на одной оси половинок, между которыми жестко закреплен пильный диск для выполнения продольных пропилов по всей длине поверхности бревна, исключающего наличие остаточных напряжений, наружный диаметр которого превышает наружный диаметр фрез на величину, зависящую от диаметра обрабатываемого бревна, при этом станок для обработки бревен содержит установленный в горизонтальной плоскости параллельно оси крепления обрабатываемого бревна дополнительный шпиндель, на котором закреплены устройства для введения клея в продольный пропил поверхности бревна и для упаковки в пленку обработанного бревна в целом, предотвращающей его загрязнение и вытекание клея из продольного пропила.
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 1999 |
|
RU2171741C2 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |
| ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1991 |
|
RU2040389C1 |
| КОМПОЗИЦИЯ ИЗ ГИДРОЛИЗОВАННОГО ЦЕЛЬНОГО ЗЕРНА | 2010 |
|
RU2567206C2 |
| US 2004045634 A1, 11.03.2004 | |||
| Пигильдин Н.Ф | |||
| Оцилиндровка круглых лесоматериалов// Обзор, информация | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |

