Изобретение относится к области транспортирующих устройств, а именно к конструкции транспортирующих проволочных металлических сеток, и может быть применено, например, в транспортерах печей усадки пленки упаковочных машин, транспортерах сушильных печей, передающих транспортерах и т.п.
Общеизвестна проволочная металлическая сетка с ромбическими ячейками из плоских спиралей правая (левая) по ГОСТ 2715-75 бывшего СССР, рекомендуемая в качестве транспортерной ленты для конвейерных сушилок.
Эта сетка проста в изготовлении, однако при использовании ее в качестве транспортирующей, имеет неравномерные натяг и деформации, что приводит к ее боковым уводам и нестабильности в работе транспортера и как следствие к ее ограниченному применению.
Известны металлические транспортирующие сетки, которые состоят из спиралей левой и правой навивки, соединенных между собой стержнями, чаще всего рифлеными, с шагом рифлей, равным шагу спиралей. Например, сетка по патенту Германии 2922168 A1, кл. В 65 G 15/54, 04.12.1980. Концы стержней этой сетки заделаны со спиралями с помощью сварки. Такой способ заделки концов стержней при изготовлении требует специальные материалы со свойствами хорошей свариваемости, кроме того, сварка не всегда поддается полному контролю, могут образовываться капли, имеющие острые кромки, повреждающие детали транспортера при движении сетки, способ проигрывает во внешнем виде.
Известна конструкция сетки с рифлеными соединительными стержнями, борт которой выполнен без применения сварки, например описанная в книге Полунин В. Т. , Гуленко Г.Н. и др. Конвейерные ленты, Москва, Университет дружбы народов имени Патриса Лумумбы, с. 116, рис.90.
Эта сетка выполнена также из спиралей левой и правой навивки, соединенных между собой рифлеными стержнями с шагом рифлей, равным шагу навивки спиралей, концы каждой из которых выполнены загибом на соответствующий стержень, а концы каждого из стержней выполнены без рифлей загибом внутрь спирали до изменения направления стержня на противоположное.
Эта сетка свободна от ряда перечисленных недостатков и имеет преимущества. Однако отформованные на стержне рифли, в случае изготовления непрерывным способом формовки, на концах разгибают и только потом производят загиб, что отрицательно сказывается на прочность борта сетки в целом. В принципе возможна формовка рифлей не на всей длине стержня, а только на его средней части с оставлением гладких концов для загиба, что сложней технологически. Кроме того, загибы стержней этой сетки не имеют правильной геометрической формы, что снижает товарный вид.
Цель предлагаемого изобретения - устранение указанных недостатков и дальнейшее совершенствование конструкции транспортирующих металлических сеток.
Указанная цель достигается тем, что каждый из загибов стержней выполнен по окружности со стороны впадины рифли, при этом длина развертки каждого из загибов равна длине развертки участка стержня ограниченного одним шагом рифлей.
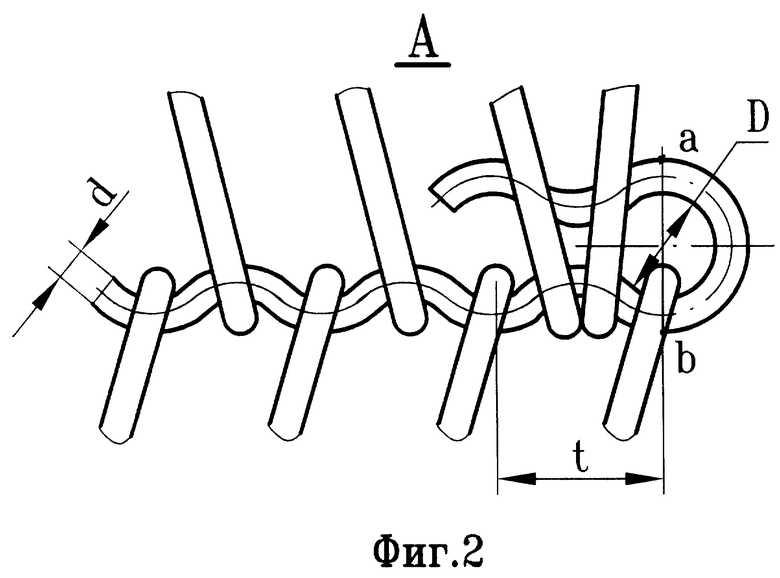
На фиг. 1 изображен общий вид предлагаемой сетки; на фиг. 2 изображено место A на фиг. 1 в увеличенном масштабе.
Транспортирующая проволочная сетка состоит из спиралей левой навивки 1, спиралей правой навивки 2 и рифленых соединительных стержней 3.
Сетка выполнена следующим образом. Спирали левой навивки 1 и спирали правой навивки 2 поочередно соединены рифлеными стержнями 3. При этом каждый виток спиралей уложен в соответствующий изгиб рифлей. Концы спиралей 1 и 2 отогнуты на соответствующий из стержней 3. Концы стержней 3 загнуты по окружности со стороны впадины рифли внутрь соответствующей спирали до изменения направления стержня на обратное. Длина стержней определяется необходимой шириной сетки и характеризуется суммарным числом шагов, два из их числа используются на загибы с двух сторон стержня, для формирования борта сетки. Технологически загиб может быть выполнен с помощью оправки.
На фиг. 2 изображено место A на фиг. 1 в увеличенном масштабе, для частного случая изготовления соединительных стержней из круглой проволоки, где t - шаг рифлей стержня;
d - диаметр проволоки соединительного стержня;
l - длина развертки шага рифлей стержня (длина развертки загиба), на фиг. 2 расстояние по осевой линии стержня от точки а до точки b;
D - диаметр оправки, на которой производится загиб стержня.
Диаметр оправки определяется из геометрии загиба:  .
.
Предлагаемое изобретение упрощает технологию изготовления соединительных стержней сетки, кроме того, упрощается конструкция всей транспортирующей проволочной сетки, улучшается внешний вид и увеличивается прочность ее борта.
Изобретение относится к области транспортирующих устройств, а именно к конструкции транспортирующих проволочных металлических сеток, и может быть применено, например, в транспортерах печей усадки пленки упаковочных машин, транспортерах сушильных печей, передающих транспортерах и т.д. Транспортирующая проволочная сетка для транспортеров состоит из спиралей левой и правой навивки, которые соединены между собой рифлеными стержнями с шагом рифлей, равным шагу навивки спиралей. Концы каждой спирали выполнены загибом на соответствующий стержень, а концы каждого стержня выполнены загибом по окружности, со стороны впадины рифли внутрь спирали до изменения направления стержня на противоположное. Длина развертки каждого из загибов стержня равна длине развертки участка стержня, ограниченного одним шагом. Повышается надежность работы. 2 ил.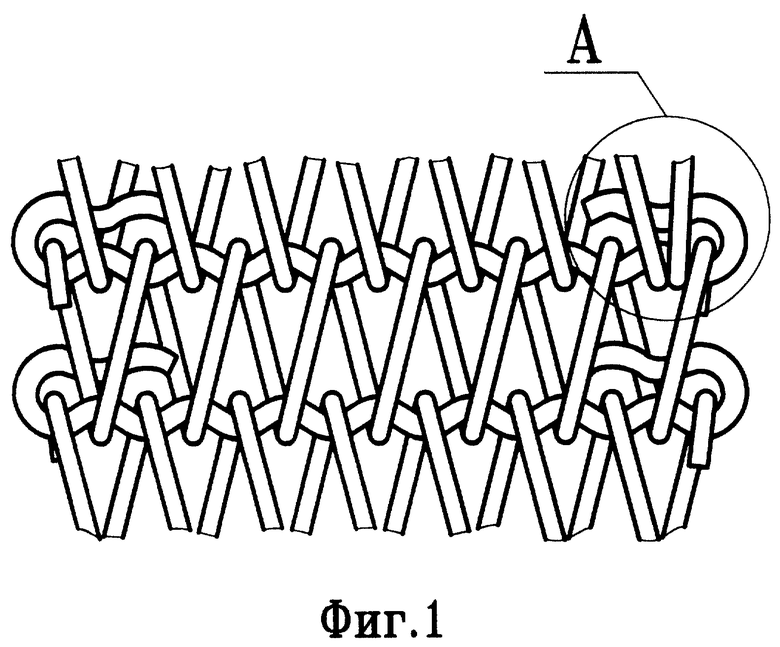
Транспортирующая проволочная сетка для транспортеров, состоящая из спиралей левой и правой навивки, соединенных между собой рифлеными стержнями с шагом рифлей, равным шагу навивки спиралей, концы каждой из которых выполнены загибом на соответствующий стержень, а концы каждого из стержней выполнены загибом внутрь спирали до изменения направления стержня на противоположное, отличающаяся тем, что каждый из загибов стержней выполнен по окружности со стороны впадины рифли, при этом длина развертки каждого из загибов равна длине развертки участка стержня, ограниченного одним шагом рифлей.
| DE 2922168 A1, 04.12.1980 | |||
| ПРОВОЛОЧНАЯ КОНВЕЙЕРНАЯ ЛЕНТА С П-ОБРАЗНЫМИ ПОПЕРЕЧНЫМИ СТЕРЖНЯМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2112729C1 |
| Плоскосворачиваемый напорный рукав | 1981 |
|
SU994597A1 |
| DE 1284355 A, 28.11.1968 | |||
| Способ автоматической сварки под флюсом | 1973 |
|
SU498120A1 |
| ПОЛУНИН В.Т., ГУЛЕНКО Г.Н | |||
| и др | |||
| Конвейерные ленты,- М.: Университет дружбы народов имени Патриса Лумумбы, с.116, рис.90. | |||

