Изобретение относится к области электрохимии, в частности к разделу прямого преобразования химической энергии в электрическую, и может быть использовано в производстве сепараторов для никель-водородных аккумуляторов, а также матриц (электролитоносителей) для топливных элементов со щелочным электролитом.
Известна диафрагма из волокон хризотилового асбеста для топливного элемента со щелочным электролитом (авторское свидетельство СССР N 888780, кл. H 01 M 4/94, приоритет 03.05.1979), которая может быть применена и как сепаратор никель-водородного аккумулятора. Недостатком такого сепаратора является низкая коррозионная стойкость, обусловленная выщелачиванием из асбеста оксида кремния, что при длительной эксплуатации аккумулятора может привести к изменению структурных характеристик сепаратора. Кроме того, такой сепаратор при толщине 300 мкм и пористости 65 - 70% имеет газозапорное давление и давления "пробоя", определенные при полном заполнении сепаратора 7н. раствором гидроксида калия, соответственно 0,8 МПа и ≥ 1 МПа. Последнее существенно ограничивает транспорт кислорода, выделяющегося при заряде и перезаряде аккумулятора на окисно-никелевом электроде, через сепаратор к водородному электроду на рекомбинацию.
За прототип выбран наиболее близкий по технической сущности и достигаемому результату к предлагаемому изобретению сепаратор из более коррозионно-стойкого чем асбест материала - диоксида циркония - и полимера, например полисульфона, выполняющего роль связующего (патент США N 3713.890, кл. H 01 M 3/02, приоритет 1973 г.). Такой сепаратор имеет высокую коррозионную стойкость, однако недостатком его, как показала экспериментальная проверка, является большая неоднородность структуры и очень низкое (при толщине 300 мкм ≅ 0,05 МПа) газозапорное давление, поэтому при эксплуатации в составе аккумулятора возможно осушение сепаратора.
Задачей заявляемого технического решения является достижение требуемой величины газозапорного давления (0,4 - 0,6 МПа), обеспечивающей транспорт кислорода через сепаратор на рекомбинацию, получение высокой однородности сепаратора и сохранение высокой коррозионной стойкости, характерной для диоксида циркония. Решение поставленной задачи достигается тем, что известный сепаратор, содержащий диоксид циркония, согласно предлагаемому техническому решению, дополнительно - в качестве связующего - содержит конвертированный хризотиловый асбест с диаметром волокна 0,04 - 0,10 мкм при следующем соотношении компонентов, мас.%:
Диоксид циркония - 90 - 75
Конвертированный хризотиловый асбест - 10 - 25
Введение в сепаратор в качестве связующего 10 - 25 мас.% конвертированного хризотилового асбеста приводит к повышению его газозапорного давления и однородности по сравнению с прототипом. Использование конвертированного асбеста, содержащего не более 12 мас.% кремния, что в пересчете на сепаратор не превышает 3 мас.% кремния, практически не снижает коррозионной стойкости сепаратора из диоксида циркония, скорость коррозии которого в условиях эксплуатации никель-водородного аккумулятора на три порядка ниже, чем у асбеста. Как показала экспериментальная проверка, введение в состав сепаратора конвертированного хризотилового асбеста с диаметром волокна более 0,10 мкм приводит к заметному снижению его газозапорного давления и повышению неоднородности полотна. Применение же волокна с диаметром менее 0,04 мкм снижает механическую прочность сепаратора. Наилучший результат получен при введении в сепаратор конвертированного хризотилового асбеста с диаметром волокна от 0,004 до 0,10 мкм. Такой материал в смеси с диоксидом циркония создает однородную пористую структуру с газозапорными свойствами, которые лучше чем у прототипа.
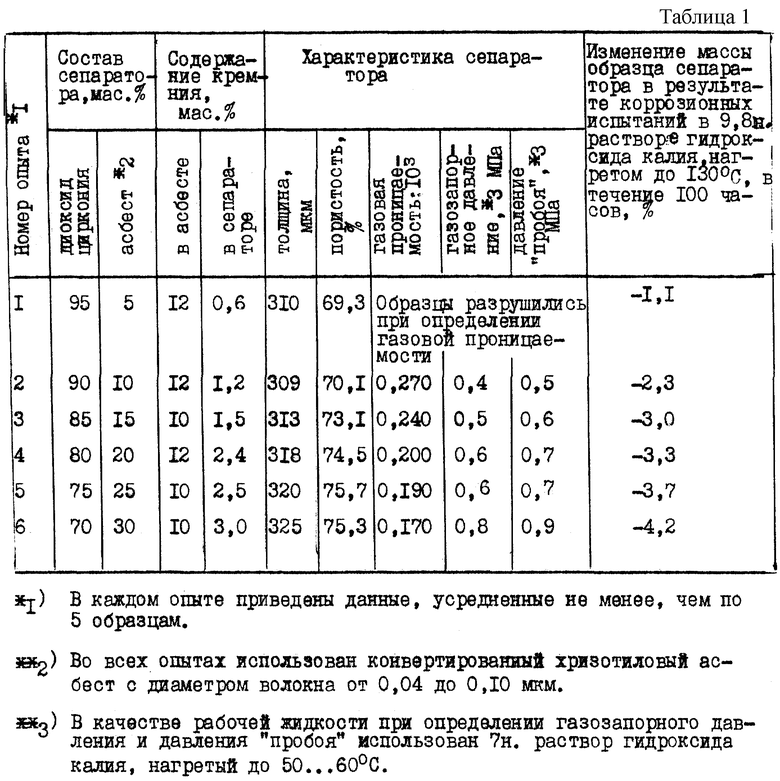
В таблице 1 приведены результаты работ по экспериментальному обоснованию состава сепаратора по предлагаемому техническому решению.
Как видно из таблицы 1, сепараторы, в которых содержание асбеста меньше 10 мас.% (опыт 1), обладают низкой механической прочностью, разрушились уже при определении их газовой проницаемости. Повышение содержания свыше 25 мас. % (опыт 65) приводит к увеличению в образцах содержания кремния, то есть к снижению их коррозионной стойкости, поэтому нецелесообразно. Оптимальное содержание конвертированного хризолитового асбеста с диаметром волокна от 0,04 до 0,10 мкм, обуславливающее высокую коррозионную стойкость при достижении требуемого газозапорного давления и давления "пробоя", а также достаточную механическую прочность, составляет 10 - 25 мас.%.
Примеры осуществления предлагаемого технического решения.
Пример 1. 2,2 г конвертированного хризотилового асбеста (с содержанием кремния 10 мас.%) заливали 6 л воды и подвергали дезагрегации путем ультразвуковой обработки суспензии до диаметра волокна 0,10 мкм. Затем в суспензию вводили 19,8 г порошка диоксида циркония, после чего из суспензии методом вакуумного прососа через пористую подложку формировали заготовку сепаратора. После сушки заготовку отделяли от подложки и прессовали, затем определяли характеристики образца. Такой сепаратор, содержащий 10 мас.% конвертированного хризотилового асбеста и 90 мас.% диоксида циркония, при толщине 305 мкм и пористости 69% имел газозапорное давление 0,4 МПа и давление "пробоя" 0,5 МПа.
Пример 2. 4,25 г конвертированного хризотилового асбеста (с содержанием кремния 9 мас.%) заливали 6 л воды и подвергали ультразвуковой обработке и диспергированию до диаметра волокна 0,04 мкм. После чего в суспензию вводили 12,75 г порошка диоксида циркония и из суспензии методом вакуумного прососа через пористую подложку формировали заготовку сепаратора. Затем заготовку сушили, отделяли от подложки, прессовали до требуемой толщины и определяли характеристики образцов. Полученный сепаратор, содержащий 25 мас.% конвертированного хризолитового асбеста и 75 мас.% диоксида циркония, имел толщину 310 мкм, пористость 76%, газозапорное давление 0,6 МПа и давление "пробоя" 0,7 МПа.
Сепараторы по предлагаемому техническому решению были испытаны в составе модуля батареи никель-водородных аккумуляторов. За 5 тыс. циклов испытаний замечаний к эксплуатационным характеристикам сепараторов не было.
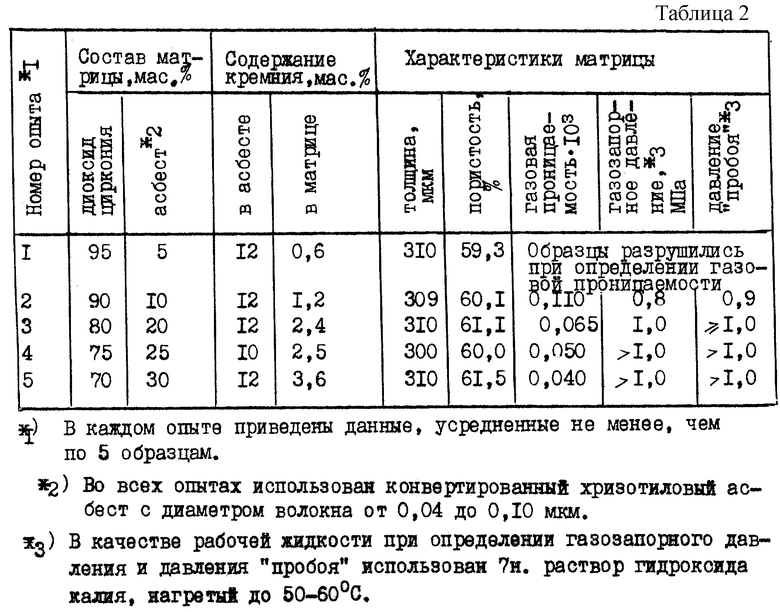
Также предлагаемое техническое решение может быть использовано и для изготовления матрицы для топливного элемента. Для того, чтобы повысить газозапорпное давление таких образцов до 1 МПа и выше пористость их должна быть снижена до 60 - 61% при установленном соотношении диоксида циркония и конвертированного хризолитового асбеста (опыты 2 - 4 таблицы 2).
Как показали испытания, матрица, изготовленная по предлагаемому изобретению, при толщине 300 мкм и пористости 60%, имея газозапорное давление ≥ 1 МПа и отличаясь высокой коррозионной стойкостью, обеспечивает надежную работу топливного элемента со щелочным электролитом в течение нескольких тысяч часов.
Источники информации
1. Авторское свидетельство СССР N 888780, кл. H 01 M 4/94, приоритет 03.05.1979 г.
2. Патент США N 3713890, кл. H 01 M 3/02, приоритет 1973 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА | 1997 |
|
RU2136080C1 |
| СЕПАРАТОР ДЛЯ ЩЕЛОЧНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2401482C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ СЕПАРАТОРА ЩЕЛОЧНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 2002 |
|
RU2231868C1 |
| КАТАЛИЗАТОР КИСЛОРОДНОГО ЭЛЕКТРОДА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ЩЕЛОЧНЫМ ЭЛЕКТРОЛИТОМ | 1993 |
|
RU2066900C1 |
| КАТАЛИЗАТОР КАТОДА ТОПЛИВНОГО ЭЛЕМЕНТА НА ОСНОВЕ ЗОЛОТА | 2001 |
|
RU2220479C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВЫ ЭЛЕКТРОДА ЩЕЛОЧНОГО ТОПЛИВНОГО ЭЛЕМЕНТА МАТРИЧНОГО ТИПА | 2011 |
|
RU2446514C1 |
| КАТАЛИЗАТОР КИСЛОРОДНОГО ЭЛЕКТРОДА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА СО ЩЕЛОЧНЫМ ЭЛЕКТРОЛИТОМ | 1997 |
|
RU2136081C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ СЕПАРАТОРОВ ЩЕЛОЧНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2279159C1 |
| КАТАЛИЗАТОР КИСЛОРОДНОГО ЭЛЕКТРОДА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА СО ЩЕЛОЧНЫМ ЭЛЕКТРОЛИТОМ | 1997 |
|
RU2136082C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ СЕПАРАТОРОВ ЩЕЛОЧНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 2005 |
|
RU2298261C1 |
Сепаратор для никель-водородного аккумулятора может быть использован в производстве сепараторов для никель-водородных аккумуляторов, а также матриц электролитоносителей для топливных элементов с щелочным электролитом. Сепаратор для никель-водородного аккумулятора содержит диоксид циркония и отличается тем, что дополнительно содержит конвертированный хризолитовый асбест с диаметром волокна 0,04 - 0,10 мкм при следующем соотношении компонентов, мас. %: диоксид циркония 90-75; конвертированный хризотиловый асбест 10-25. Техническим результатом предложенного изобретения является создание сепаратора с однородной пористой структурой, с повышенными газозапорными свойствами при его высокой коррозионной стойкости. 2 табл.
Сепаратор для никель-водородного аккумулятора, содержащий диоксид циркония, отличающийся тем, что он дополнительно содержит конвертированный хризотиловый асбест с диаметром волокна 0,04 - 0,10 мкм при следующем соотношении компонентов, мас.%:
Диоксид циркония - 90 - 75
Конвертированный хризотиловый асбест - 10 - 25
| US 3713890 A, 30.01.1973 | |||
| МАТРИЦА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА | 1997 |
|
RU2136080C1 |
| ПИРОТЕХНИЧЕСКИЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОГО ТОКА | 1996 |
|
RU2095745C1 |

