Группа изобретений относится к области радиационной дефектоскопии и может быть использована для обнаружения локальных дефектов в кольцевых закаточных швах консервных банок, а именно в местах соединения крышки (донышка) банки и ее цилиндрического корпуса. Контроль качества герметизации особенно важен для пищевой промышленности.
Традиционно качество закаточных швов в пищевой промышленности контролируется методом разрушающего контроля [ГОСТ 5981-88 "Банки металлические для консервов. Технические условия"]. Шов прорезают в двух местах и вырезанную часть удаляют. Профиль шва оценивают визуально при помощи лупы или профильпроектора. При проверке качества определяют параметры элементов шва и выявляют дефекты. После измерений производят сравнение параметров с номинальными значениями. При этом погрешность измерений не должна превышать 0,05 мм [ОСТ 15-400-97. - Стандарт отрасли. Банки металлические для рыбных консервов и пресервов. Технические условия. Приложение А. - Фонд стандартов "Гипрорыбфлот"] . Периодичность проверки - 1 раз в 30 мин от каждой закаточной головки закаточной машины. Такой контроль приводит к безвозвратной потере банок и продуктов, в них содержащихся. Потери по оценкам специалистов составляют миллионы банок в год. Кроме того, следует отметить низкую достоверность результатов, т. к. во-первых, при разрушении (вскрытии) шва неизбежна его деформация, а следовательно, измерения производятся с ошибками, во-вторых, визуальные оценки привносят элемент субъективности. Дополнительно следует отметить, что операции механического вскрытия банок достаточно трудоемки, следовательно, контроль качества шва этим методом весьма продолжителен.
Известны способы, позволяющие осуществлять экспресс-анализ качества соединений. Это способы неразрушающего контроля - радиационной дефектоскопии, позволяющие выявлять дефекты размером менее 0,1 мм. Так при контроле кольцевых стыковых соединений [Рентгенотехника. Справочник под общей редакцией В.В. Клюева. - М.: Машиностроение, 1992 г. книга 2, стр. 194] цилиндрических деталей, осуществляемом контактным методом, детектор излучения располагают в непосредственной близости от шва на его наружной поверхности. Источник излучения располагают также снаружи с диаметрально противоположной стороны и ориентируют "центральный луч" источника рентгеновского излучения на шов практически радиально. При такой ориентации излучения в поле облучения попадает не только исследуемый участок, но и диаметрально противоположный участок, ближний к источнику, что приводит к снижению чувствительности метода.
Если взять за основу указанный способ контактной рентгеновской съемки с наружным размещением источника излучения, но расположить детектор над крышкой банки непосредственно за ближайшей к детектору стенкой, то часть изображения шва на пленке будет "срезана". Это вызвано тем, что нижняя кромка шва, как правило, расположена ниже наружной поверхности крышки, поэтому кассета с пленкой не может охватить шов по всей его высоте (высота шва определяется вдоль продольной оси банки).
Недостатки указанного способа частично устраняются способом неразрушающего контроля качества кольцевого соединения (сварное стыковое соединение труб) [С.А. Иванов, Н.Н. Потрахов, Г.А. Щукин. Специализированная рентгеновская установка для микродефектоскопии. Электронная техника, серия 4. Электровакуумные и газоразрядные приборы, Выпуск 2(125) 1989 г. стр. 100]. В указанном способе съемка осуществляется контактным методом при расположении источника рентгеновского излучения (вынесенный анод рентгеновской трубки) в полости трубы, а детектора излучения - с наружной стороны шва. Способ принят за прототип. Он позволяет получить изображение шва без наложения изображения диаметрально противоположных участков кольцевого соединения. При этом анод должен быть введен в полость трубы на глубину, достаточную для того, чтобы поле облучения "накрыло" шов по всей его высоте.
Применение указанного способа для просвечивания закаточных швов консервных банок не дает желаемого результата ввиду того, что поверхность крышки банки находится в непосредственной близости от шва. В силу этого анод не может быть установлен в положение, которое обеспечит съемку шва по всей его высоте.
Таким образом, существует техническое противоречие: известные контактные методы рентгенографического контроля качества кольцевого шва либо имеют недостаточно высокую контрастную чувствительность ввиду наложения изображения противоположной (задней по отношению к источнику излучения) стенки, либо не позволяют осуществить съемку шва по всей его высоте.
Кроме того, все известные способы позволяют осуществлять съемку шва только в радиальном направлении. Однако для получения достоверной картины состояния закаточного шва необходимо производить дополнительную съемку по высоте шва.
В основу изобретения поставлена задача устранить указанное противоречие и создать способ неразрушающего контроля качества закаточного шва консервной банки, позволяющий в процессе экспресс-анализа измерять размеры элементов шва с заданной точностью (погрешность измерений не превышает 0,05 мм) по всей его высоте.
По второму варианту изобретения задачей является обеспечение контроля качества шва при его съемке в направлении оси банки.
Поставленная задача по первому варианту изобретения решается тем, что в способе неразрушающего контроля качества кольцевого соединения, включающем его просвечивание рентгеновским излучением, при котором исследуемый участок располагают между источником рентгеновского излучения и детектором излучения при исключении возможности попадания в зону прохождения излучения диаметрально противоположного участка соединения, новым согласно изобретению является то, что плоскость, в которой располагают фокусное пятно источника излучения, удалена от поверхности крышки в направлении от центра банки на расстояние, не превышающее величину радиуса кольцевого соединения, а "центральный луч" потока излучения источника ориентируют на исследуемый участок под углом, не превышающим 45o к поверхности крышки, фокусное расстояние выбирают соизмеримым с диаметром кольцевого соединения, расстояние между фокусным пятном источника излучения и детектором излучения в 1,5-3 раза превышает расстояние между фокусным пятном и поверхностью исследуемого участка, при этом используют источник, у которого определяющий размер фокусного пятна в 1,5-3 раза меньше, чем абсолютная величина допуска изменения размеров элементов шва.
Поставленная задача по второму варианту изобретения решается тем, что в способе неразрушающего контроля качества кольцевого соединения, включающем его просвечивание рентгеновским излучением, при котором исследуемый участок располагают между источником рентгеновского излучения и детектором излучения при исключении возможности попадания в зону прохождения излучения диаметрально противоположного участка соединения, новым согласно изобретению является то, что плоскость, в которой располагают фокусное пятно источника излучения, удалена от поверхности крышки в направлении к центру банки на расстояние, не превышающее 0,5 высоты банки, а "центральный луч" потока излучения источника ориентируют на исследуемый участок под углом, не превышающем 135o к поверхности крышки, фокусное расстояние выбирают соизмеримым с высотой банки, расстояние между фокусным пятном источника излучения и детектором излучения в 1,5-3 раза превышает расстояние между фокусным пятном и поверхностью исследуемого участка, при этом используют источник, у которого определяющий размер фокусного пятна в 1,5-3 раза меньше, чем абсолютная величина допуска изменения размеров элементов шва.
Способ иллюстрируется чертежами, на которых представлено:
Фиг. 1 - сечение закаточного шва,
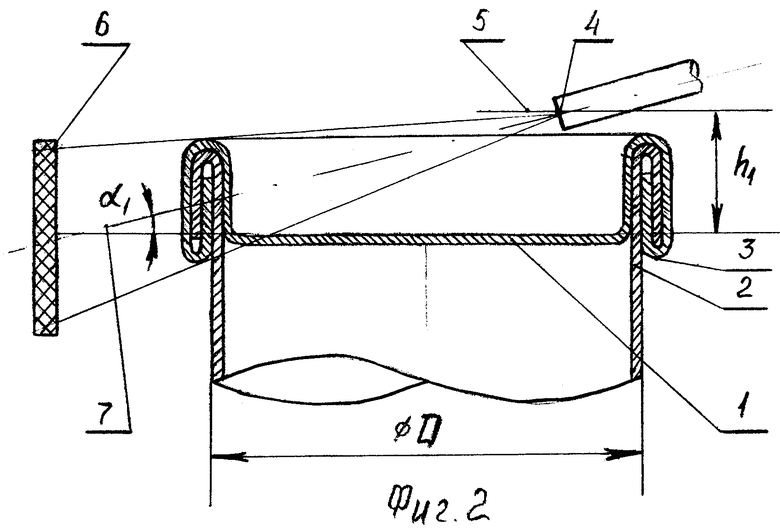
Фиг. 2 - схема съемки по первому варианту изобретения,
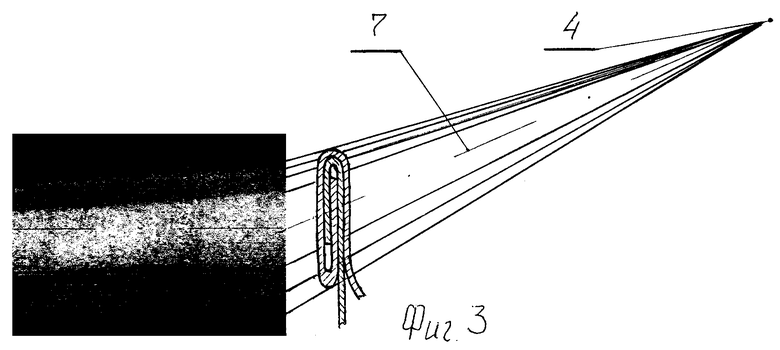
Фиг. 3 - рентгенограмма, полученная по первому варианту изобретения,
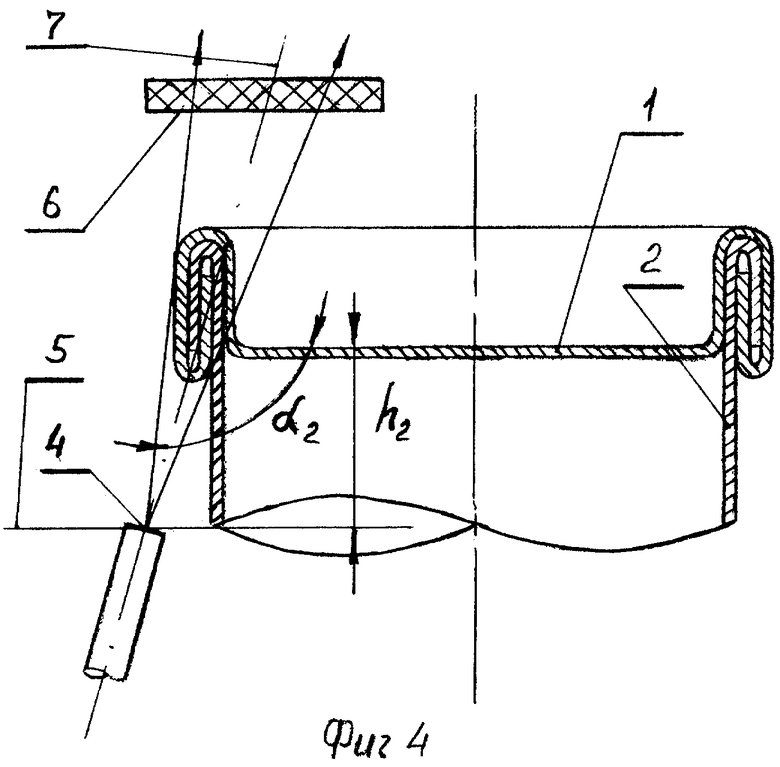
Фиг. 4 - схема съемки по второму варианту изобретения,
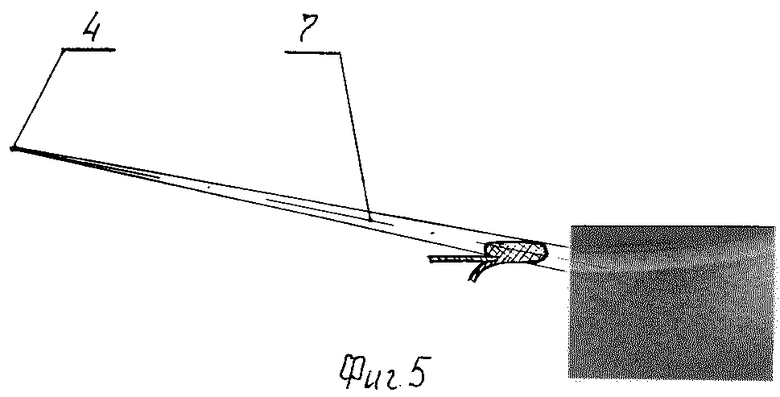
Фиг. 5 - рентгенограмма, полученная по второму варианту изобретения.
Закаточный шов (кольцевое соединение) образуется фальцами крышки (донышка) 1 и цилиндрического корпуса 2. При этом нижняя кромка 3 шва, как правило, опускается ниже уровня крышки 2.
Способ реализуется следующим образом. По первому варианту изобретения для осуществления съемки источник рентгеновского излучения устанавливается таким образом, что фокусное пятно 4 располагается в плоскости 5, которая удалена от поверхности крышки (в направлении от центра банки) на расстояние h1 = 3-30 мм. В случае вертикального расположения банки и съемке верхнего закаточного шва, как это представлено на фиг. 2, источник излучения устанавливается над крышкой 1. Детектор 6 располагают с наружной стороны закаточного шва на некотором от него удалении. Фокусное расстояние выбирают соизмеримым с диаметром D кольцевого соединения, что реально составляет 50-100 мм, расстояние между фокусным пятном источника излучения и детектором излучения в 1,5-3 раза превышает расстояние между фокусным пятном и поверхностью исследуемого участка. Реально указанное расстояние составляет 150-300 мм. При съемке "центральный луч" 7 потока излучения источника ориентируют на исследуемый участок под углом α1= 1-45° к поверхности крышки. Наилучший результат достигается при α1= 3-5°
В обоих вариантах осуществления съемки используют источник, у которого определяющий размер фокусного пятна в 1,5-3 раза меньше, чем абсолютная величина допуска изменения размеров элементов шва, что составляет ≈ 10-30 мкм.
По второму варианту изобретения для осуществления съемки источник рентгеновского излучения устанавливается таким образом, что фокусное пятно 4 располагается в плоскости 5, которая удалена от поверхности крышки (в направлении к центру банки) на расстояние h2 = 15-60 мм. В случае вертикального расположения банки и съемке верхнего закаточного шва, как это представлено на фиг. 4, источник излучения устанавливается на уровне ниже крышки 1. Детектор 6 располагают сверху над закаточным швом, на некотором от него удалении. Фокусное расстояние и расстояние между фокусным пятном источника излучения и детектором выбирают, как в первом варианте. При съемке "центральный луч" 7 потока излучения источника ориентируют на исследуемый участок под углом α2= 91-135° к поверхности крышки. Наилучший результат достигается при α2= 93-95°
По обоим вариантам изобретения в качестве детектора может использоваться рентгеночувствительная пленка. Для экспресс-анализа целесообразно использовать рентгенотелевизионные детекторы, в том числе цифровые с передачей изображения на монитор. Для получения полной картины качества шва при съемке осуществляют вращение банки вокруг своей оси.
Таким образом, как это видно из рентгенограмм, представленных на фиг. 3 и фиг. 5, способ позволяет получать полное изображение шва, в том числе по всей его высоте как минимум в двух проекциях. С учетом масштаба изображения и благодаря высокой резкости изображения погрешность измерений основных параметров шва не превышает 0,05 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕНТАЛЬНОЙ РЕНТГЕНОГРАФИИ | 2000 |
|
RU2194449C2 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕНТГЕНОВСКИХ СНИМКОВ ПРИ РЕНТГЕНОЛОГИЧЕСКИХ ИССЛЕДОВАНИЯХ | 2005 |
|
RU2284148C1 |
| Способ рентгеновского обнаружения ранящих предметов | 2024 |
|
RU2830812C1 |
| Способ определения размера фокусного пятна рентгеновской трубки | 2019 |
|
RU2717376C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕНТГЕНОВСКОГО ИЗОБРАЖЕНИЯ РЫБ | 2011 |
|
RU2460994C1 |
| Рентгеновская трубка | 1991 |
|
SU1793491A1 |
| Рентгеновская установка для работы в полевых условиях | 2024 |
|
RU2832386C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВЕННОГО СОДЕРЖАНИЯ САМОРОДНОГО ЗОЛОТА В РУДЕ | 2015 |
|
RU2595826C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕНТГЕНОГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ СЕМЯН РАСТЕНИЙ | 2007 |
|
RU2352922C1 |
Группа изобретений относится к области радиационной дефектоскопии и может быть использована для обнаружения локальных дефектов в кольцевых закаточных швах консервных банок. В способе для осуществления съемки фокусное пятно источника излучения располагается в плоскости, удаленной от поверхности крышки на расстояние h1 = 3-30 мм. Детектор располагают с наружной стороны шва. Фокусное расстояние выбирают соизмеримым с диаметром кольцевого соединения, расстояние между фокусным пятном и детектором в 1,5-3 раза превышает расстояние между фокусным пятном и поверхностью исследуемого участка. При съемке поток излучения ориентируют под углом α1 = 1-45° к поверхности крышки. Техническим результатом изобретения является получение полного изображения шва, в том числе по всей его высоте как минимум в двух проекциях, и высокая точность измерений. 2 с. п. ф-лы, 5 ил.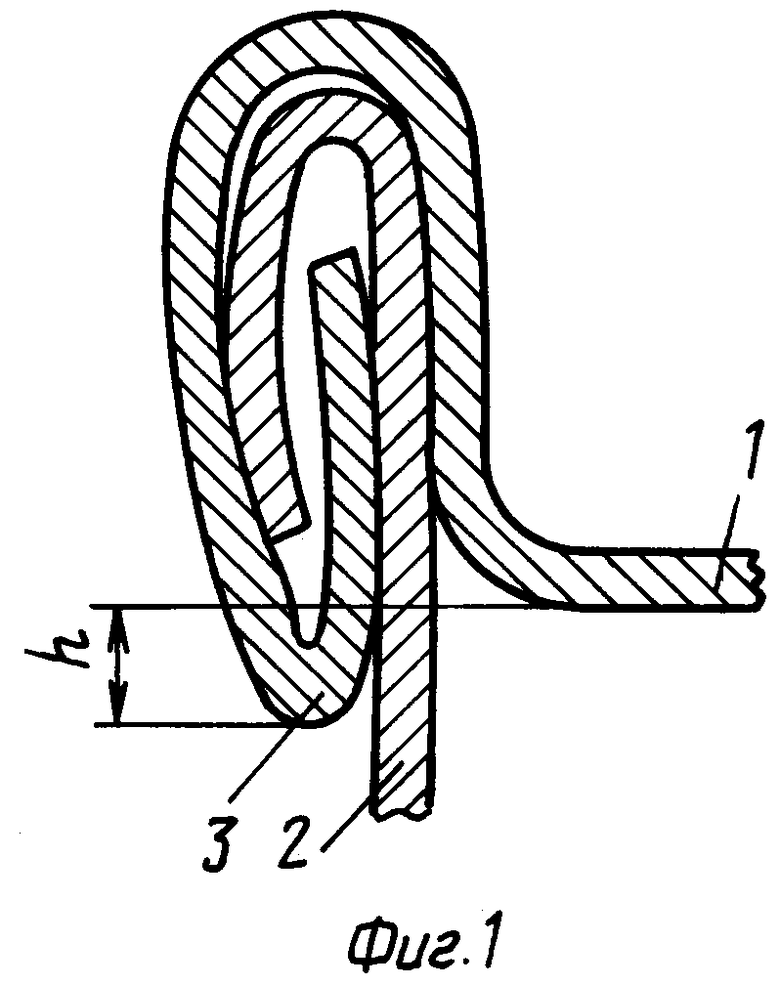
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВОВ ДЛЯ СУЧЕНИЯ РОВНИЦЫ | 2002 |
|
RU2215834C1 |
| С.А.ИВАНОВ и др | |||
| Специализированная рентгеновская установка для микродефектоскопии | |||
| Ж | |||
| "Электронная техника" | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Электровакуумные и газоразрядные приборы | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОТИВОТОЧНОГО ИОНООБМЕННОГО РАЗДЕЛЕНИЯ ЭЛЕМЕНТОВ | 0 |
|
SU199836A1 |
| US 5698854 A, 16.12.1997. | |||

