Заявляемый способ относится к технологии неорганических веществ, а именно к производству соды и поташа из содопоташных растворов, а также металлургии цветных металлов, в которой содопоташные растворы в качестве побочного продукта получают при переработке на глинозем, являющийся сырьем для производства алюминия, щелочных алюмосиликатных пород.
Известен способ переработки содопоташных сульфатсодержащих растворов на соду (карбонат натрия), поташ (карбонат калия) и сульфат калия (последний используется в качестве ценного калийного удобрения). Способ включает многостадийное упаривание растворов с отделением выделенных соды и двойного натро-калиевого карбоната от их маточных растворов, выделение сульфата калия и поташа охлаждением соответственно раствора с молярной долей (индексом) калия около 52% и маточного раствора двойного натро-калиевого карбоната. Выделенный двойной натро-калиевый карбонат растворяют в исходном содопоташном растворе после предварительного концентрирования последнего. При этом для снижения содержания примесей в получаемой соде упаривание при ее выделении прекращают при достижении раствором индекса калия (молярной доли) в пределах 66-73, что при надлежащей отмывке раствора позволяет получить карбонат натрия с содержанием калиевого аналога в пределах 3-4 мас.%. Упаривание до более высокого индекса калия (78-78,5%) в маточном растворе соды приводит к выделению продукта, содержащего до 10% K2CO3 (Варламов М.Л., Беньковский С.В., Кричевская Е.Л., Романчиков И.В., Романец А.С., Тимошенко В.В. "Производство кальцинированной соды и поташа при комплексной переработке нефелинового сырья". М., "Химия", 1977 г., стр. 63-7).
Недостаток технологии заключается в необходимости разбавления водой раствора, направляемого на выделение сульфата калия, что предпринимают для предотвращения кристаллизации в процессе охлаждения наряду с сульфатом посторонней фазы - Na2CO3 • H2O, попадание которой в последний ухудшает качество продукта и делает его некондиционным. Введенную воду затем упаривают, что увеличивает теплозатраты на производство сульфата. Другой недостаток технологии заключается в низком качестве получаемой соды, которую по крайней мере на первом этапе (до достижения раствором индекса калия около 52) выделяют из неочищенного от сульфатов раствора. Ввиду этого сульфат калия неизбежно в заметных количествах попадает в получаемую соду. Еще один недостаток технологии заключается в ее непригодности для переработки высококалиевых растворов, поскольку сравнительно чистая сода, как уже было сказано, может быть выделена только из растворов с относительно невысоким индексом калия. В случае использования в качестве сырья высококалиевых растворов требуется очень большой оборот двойного натро-калиевого карбоната, подмешиваемого в концентрированному исходному содопотащному раствору, чтобы индекс калия в смеси был бы снижен до приемлемого с точки зрения чистоты получаемой соды значения (не выше 60). Такой оборот увеличивает нагрузку на переделе выделения двойного натро-калиевого карбоната, что значительно увеличивает затраты тепла, электроэнергии и также повышает требуемые капиталовложения. Например, для переработки исходного раствора с индексом калия около 80 лишь при 13-14-кратном обороте натро-калиевого карбоната удается снизить молярную долю калия в смеси, направляемой на выделение соды до приемлемой величины (ниже 60%). Это увеличивает размер инвестиций на особенно капиталоемком переделе технологии (центрифугировании двойного натро-калиевого карбоната) в несколько раз. Еще один недостаток технологии, особенно значимый также при переработке высококалиевых растворов, в которой главным продуктом технологии является поташ, заключается в получении поташа с заметным содержанием сульфатов, что делает продукт не соответствующим принятым за рубежом стандартам (содержание K2SO4 в поташе, полученном по известной технологии, составляет 0,35 - 0,65 мас. %, в то время как по нормативам, принятым в большинстве стран, оно не должно быть выше 0,05-0,10%).
Известен способ переработки сульфатсодержащих содопоташных растворов, включающий, как и предыдущий, их многостадийное упаривание с выделением соды и двойного натро-калиевого карбоната, отделяемых от их маточных растворов, также охлаждение маточного раствора двойного натро-калиевого карбоната с отделением выделенного поташа и охлаждение раствора (или смеси растворов) с индексом калия более 50 с отделением выделенного сульфата калия. Выделенный двойной натро-калиевый карбонат направляют на смешение с исходным содопоташным раствором после концентрирования последнего. Для освобождения раствора, направляемого на выделение поташа от примеси сульфатов, проводят его очистку, для чего готовят смесь, например, маточного раствора соды и маточного раствора поташа с получением индекса калия в смеси в пределах 73-94,8 мол.% и смесь охлаждают до 30-40oC, причем сульфатсодержащий осадок отделяют от очищенного раствора, а последний направляют на выделение двойного натро-калиевого карбоната упариванием. В результате проведения очистки и очищенный от сульфатов раствор и полученный упариванием этого раствора маточный раствор двойного натро-калиевого карбоната содержат лишь следа сульфатов, так что и получаемый затем из маточного раствора двойного натро-калиевого карбоната поташ кристаллизуется практически без этой примеси. Состав продукта по содержанию K2SO4 в результате этого становится соответствующим принятым международным стандартам (менее 0,09% K2SO4 в продукте). (Битнер А.А., Николаев С.А., Тесля В.Г., Токарев Г.В., Кузнецов А.А., Кузьмин Н. Л. , Макаров С.Н., Пчелин И.И. АО ВАМИ (С.-Петербург) и ОАО ПО "Глинозем" "Способ очистки раствора карбоната калия от примесей". Заявка РФ 97105776 от 10.04.1997. МКИ5 C 01 D 7/00, C 01 D 7/14).
Хотя технология обеспечивает получение высококачественного поташа, другие недостатки известного способа ею не устраняются:
- раствор, имеющий индекс калия выше 50 и направляемый на выделение сульфата калия охлаждением, для получения товарного продукта должен быть разбавлен, как и в предыдущем случае, водой, которая впоследствии подлежит упариванию с соответствующими дополнительными теплозатратами;
- низкое качество выделяемой упариванием соды, которую получают из неочищенных от сульфатов растворов, в результате чего сульфаты неизбежно попадают в товарный продукт, снижая качество последнего;
- непригодность в случае переработки высококалиевых растворов, поскольку приемлемая по качеству сода может быть выделена, как сказано выше, только при упаривании сравнительно бедных калием растворов с индексом калия не выше 60 мол.%.
Наиболее близким к заявляемому является способ переработки содопоташных сульфатсодержащих растворов, включающий, как и предыдущий, их упаривание с выделением соды и двойного натро-калиевого карбоната, отделяемых от их маточных растворов, выделение сульфата калия и поташа охлаждением соответственно приготовленной сульфатсодержащей смеси и маточного раствора двойного натро-калиевого карбоната. Для исключения разбавления водой смеси, приготовленной для выделения сульфата калия (и соответственно для исключения последующего упаривания этой введенной воды с сокращением теплозатрат, требуемых для производства единицы продукции), также для снижения содержания сульфата калия в растворе, направляемом на выделение соды упариванием, и, соответственно, для снижения содержания этой примеси в товарной соде, смесь для выделения сульфата калия охлаждением готовят из сульфатсодержащего двойного натро-калиевого карбоната с добавлением части исходного содопоташного раствора (из расчета 500-735 г двойного натро-калиевого карбоната на 1 дм3 исходного раствора), смесь затем охлаждают и раствор после отделения выделенного сульфата калия направляют на выделение соды упариванием. При этом из двойного натро-калиевого карбоната, накопившего в процессе выделения также сульфат калия, выделяют не только последний в качестве товарного продукта, удовлетворяющего по своим свойствам (содержанию примесей) требованиям, предъявляемым к ценному калиевому удобрению, но также получают и карбонатный раствор, в заметной степени очищенный от сульфатов. Упаривание этого раствора в смеси с другой частью раствора или отдельно приводит к выделению соды с меньшим содержанием сульфатной примеси. Кроме этого технология оказывается вполне приемлемой и для переработки высококалиевых исходных растворов, т.к. маточный раствор сульфата калия, полученный после охлаждения смеси даже при исходном содопоташном растворе с индексом калия около 72, имеет индекс калия около 60, что делает возможным использование такого раствора при получении товарной соды упариванием. (Битнер А.А. "Способ выделения карбоната натрия и сульфата калия из содопоташных растворов переработки нефелинов". Заявка РФ 94037751/26/037796 от 6 октября 1994 г. МКИ5 C 01 D 7/00, C 01 F 7/14).
Недостаток технологии заключается в том, что степень очистки раствора, полученного из смеси двойного натро-калиевого карбоната с частью исходного раствора, оказывается невысокой, в результате чего в маточном растворе сульфата калия остается заметное количество сульфатных ионов, при упаривании попадающих в товарную соду и понижающих качество этого продукта. При использовании высококалиевых исходных растворов маточный раствор сульфата калия содержит еще значительные количества поташа, в результате чего выделяемая последующим упариванием этого раствора сода содержит значительные количества поташа, что также понижает ее качество. Дополнительное охлаждение большого потока охлаждаемой смеси двойного натро-калиевого карбоната с частью исходного содопоташного раствора усложняет технологию, увеличивает необходимые инвестиции на монтаж теплообменной аппаратуры и приводит к повышению теплозатрат за счет последующего нагрева маточного раствора сульфата калия до исходной температуры. Еще один существенный недостаток, присущий большинству известных технологий переработки сульфатсодержащих содопоташных растворов, а именно получение некондиционного по содержанию сульфатов поташа эта технология не устраняет.
Технической задачей заявляемого способа является упрощение процесса, а именно исключение передела глубокого охлаждения большого потока растворов, направляемых на выделение товарного сульфата калия с соответствующим снижением капиталовложений и теплозатрат, также снижение количества примесей в растворе, направляемом на упаривание с выделением соды, и соответствующее повышение качества этого продукта (за счет снижения в нем как содержания сульфата калия, так и карбоната калия). При этом заявляемый способ предусматривает также получение очищенного от сульфатов поташа, качество которого по содержанию этой примеси соответствует международным стандартам.
Заявляемый способ переработки сульфатсодержащих содопоташных растворов, как и прототип, включает их многостадийное упаривание с выделением двойного натро-калиевого карбоната, отделяемого от его маточного раствора и направляемого на обработку частью исходного содопоташного раствора, упаривание раствора после обработки с выделением соды, отделяемой от ее маточного раствора. Для упрощения технологической схемы и исключения операции глубокого охлаждения основного потока раствора с выделением товарного сульфата калия, снижения количества примесей в растворе, направляемом на упаривание с выделением соды, и для повышения качества выделенной соды, смешением маточного раствора соды с оставшейся частью исходного раствора после концентрирования последней приготовляют раствор с молярной долей калия (%) в пределах 73-94,8, приготовленный раствор очищают от сульфатов охлаждением, а очищенный раствор направляют на выделение двойного натро-калиевого карбоната, при этом обработку последнего частью исходного раствора проводят при 80-110oC и молярной доле ионов SO4 от общей суммы всех анионов в растворе в пределах 0,4-1,4 %.
В одном из вариантов заявляемого способа из маточного раствора двойного натро-калиевого карбоната выделяют охлаждением поташ, а маточный раствор поташа используют для приготовления очищаемого раствора с индексом калия в пределах 73-94,8.
Сущность заявляемого способа состоит в том, что очистка раствора от сульфатов при молярной доле калия в пределах 73-94,8 % приводит к тому, что не только раствор очищается от содержащихся в нем сульфатов, но также и получаемый при последующем упаривании очищенного раствора двойной натро-калиевый карбонат оказывается освобожденным от этой примеси. Его обработка в части исходного раствора приводит к получению в растворе после обработки весьма малой концентрации сульфата калия, причем в таких значениях, которые не могут быть обеспечены известным процессом обработки сульфатсодержащего натро-калиевого карбоната в части исходного раствора при охлаждении смеси до 30-60oC. Из полученного при обработке раствора (при соблюдении заявляемых концентраций SO4 в смеси) выделяют упариванием соду с незначительным содержанием сульфатов без кристаллизации их в виде отдельной фазы. Исключение в технологии необходимости выделения товарного сульфата калия охлаждением всего потока раствора перерабатываемого натро-калиевого карбоната приводит к упрощению схемы и исключению весьма капиталоемкого и теплозатратного передела выделения товарного сульфата калия охлаждением. Это же исключение необходимости выделения сульфата калия при низкой температуре дает возможность при обработке натро-калиевого карбоната использовать максимально благоприятную с точки зрения растворимости этого соединения температуру (80-110oC), которая обеспечивает максимальную концентрацию этого соединения в единице исходного раствора, что, снижает и долю примеси поташа в получаемом при обработке растворе, а следовательно, гарантирует и понижение количества поташа в соде, получаемой при упаривании этого раствора.
Сущность заявляемого способа поясняется приводимыми ниже примерами. При этом технология известного способа, воспроизводимая в примере 1, приведена на фиг. 1, заявляемого (пример 2) - на фиг. 2.
В примерах осуществлялась переработка сульфатсодержащего высококалиевого содопоташного раствора следующего состава: 3,8% Na2CO3, 0,3747% K2SO4, 12,4428% K2CO3 (остальное - вода).
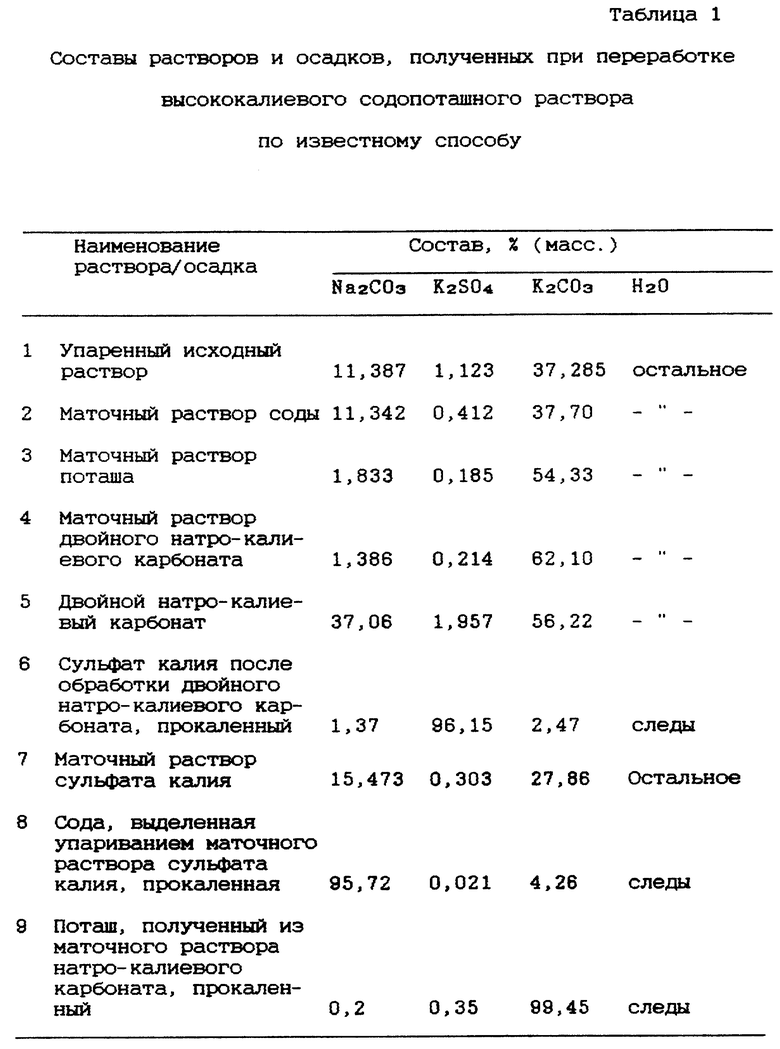
В первом примере воспроизводятся условия переработки указанного раствора с применением известной технологии. Исходный неупаренный раствор (масса - 78103 г) разделен на 2 части. Основная масса раствора (65,4966% раствора) упаривалась при 106oC до достижения состояния насыщения по K2SO4 и Na2CO3. Состав упаренного исходного раствора приведен в табл. 1.
Упаренный исходный раствор смешивается с маточным раствором соды (количество - 30048 г) и маточным раствором поташа (количество - 31350 г), состав которых приведен в табл. 1 (соответственно растворы 2 и 3). Смесь трех растворов упаривалась до получения в маточном растворе индекса калия, равного 97,2 и выделенный натро-калиевый карбонат центрифугировался (количество - 14389 г, осадок 5, табл. 1). Из маточного раствора натро-калиевого карбоната (количество - 42892 г, раствор 4, табл. 1) выделен охлаждением поташ (количество 9633 г, осадок 9, табл. 1). Маточный раствор поташа (количество - 31350 г) возвратили на выделение следующего количества двойного натро-калиевого карбоната (см. раствор 3, табл. 1).
Двойной натро-калиевый карбонат, содержавший некоторое количество сульфатов, обрабатывали при 35oC оставшейся частью неупаренного исходного содопоташного раствора. Полученный при обработке сульфат калия отделяли от маточного раствора центрифугированием, сушили (количество - 268,5 г, 12 состав - табл. 1, осадок 6). Маточный раствор сульфата калия (раствор 7, табл. 1, количество - 41052 г) упаривали с выделением соды (осадок 8, табл. 1, количество - 3077 г). Маточный раствор соды центрифугировали (раствор 2, табл. 1, количество - 30048 г) и направляли на выделение нового количества двойного натро-калиевого карбоната. Таким образом при переработке неупаренного содопоташного раствора была получена необходимая товарная продукция (поташ, сода, сульфат калия) и воспроизведены оборотные продукты и растворы, необходимые для переработки нового количества неупаренного содопоташного раствора с получением в ней аналогичных примеру 1 результатов.
На фиг. 2 приведена технологическая схема переработки аналогичного содопоташного раствора, что и на фиг. 1, использующая однако заявляемый способ. Составы растворов и осадков, полученные при осуществлении заявляемой технологии, приведены в табл. 2. Количество исходного раствора и его состав были аналогичны раствору, использованному в примере 1.
По заявляемой технологии (пример 2) исходный неупаренный раствор делится, как и в известной технологии, на 2 части. 70,965% раствора упаривали до состояния насыщения по содержанию соды и сульфата калия.
Состав раствора приведен в табл. 2 (раствор 1). К упаренному раствору, имеющему температуру около 106oC, добавляли маточный раствор соды и маточный раствор поташа, полученные при переработке предыдущего количества указанного содопоташного раствора (растворы 2 и 3 табл. 2, количества соответственно - 24810 г и 30824 г, температуры добавленных растворов соответственно 108 и 60oC. Смесь охлаждали до 35oC при перемешивании и сульфатный осадок отделяли вакуумной фильтрацией (состав N 4 в табл. 2, количество - 1229,3 г).
Очищенный от сульфатов раствор (количество - 73358 г) упаривали при температуре около 135oC с выделением двойного натро-калиевого карбоната, который отделяли центрифугированием от маточного раствора (составы - осадок 6 и раствор 7, табл. 2, количества - соответственно 12064 г и 41827 г). Маточный раствор двойного натро-калиевого карбоната, содержащего следы сульфатов, подвергали охлаждению с выделением полутораводного поташа (K2CO3 • 1,5H2), который отделяли центрифугированием и промывкой с возвратом промводы на выделение двойного натро-калиевого карбоната. Количества поташа после его прокалки - 9402, состав продукта приведен в табл. 2. Количество маточного раствора поташа составило 30624 г. Маточный раствор поташа направлен на переработку следующего количества исходного содопоташного раствора. Его состав аналогичен раствору 3 табл. 2.
Осадок двойного натро-калиевого карбоната (продукт 6, табл. 2) обрабатывали оставшейся частью неупаренного исходного содопоташного раствора (29,035 % от общего количества исходного раствора) при 100oC в течение 6 часов до полного растворения осадка. Состав раствора приведен в табл. 2 (раствор 9), количество его составило - 34740 г, индекс SO4 - 0,41.
Раствор двойного натро-калиевого карбоната упарен при 106-107o с выделением безводной соды, которая в процессе центрифугирования была промыта по стандартной методике, аналогичной использованной в примере 1, воспроизводившем известную технологию (состав прокаленного продукта приведен в табл. 2, его количество было равно 2656 г). Состав отфугованного маточного раствора соды был аналогичен раствору 2 табл. 2, количество его равнялось 24810 г. Полученный раствор использовали для переработки нового количества исходного содопоташного раствора. Таким образом и в примере 2 были получены оборотные продукты в тех же количествах и тех же составов, что были использованы для воспроизводства заявляемой технологии в примере 2. Это гарантирует получение тех же результатов и при повторении экспериментов в условиях, предусмотренных заявляемой технологией соответственно описанному примеру.
Анализ результатов двух приведенных примеров показывает, что в сравнении с известным способом, воспроизведенным в примере 1 и включающем, как и заявляемая технология, смешение части исходного раствора, предварительно упаренного, и оборотных маточных растворов соды и поташа, упаривание смеси с отделением выделенного двойного натро-калиевого карбоната, выделение поташа охлаждением маточного раствора двойного натро-калиевого карбоната, а также обработку двойного натро-калиевого карбоната частью неупаренного исходного содопоташного раствора с выделением соды упариванием раствора после обработки, заявляемая технология, осуществленная в примере 2 и предусматривающая очистку смеси растворов, гарантирует следующие преимущества дополнительно к высокому качеству получаемого при переработке содопоташного раствора поташа (которое достигается в случае очистки растворов от сульфатов перед выделением из них двойного натро-калиевого карбоната и затем поташа).
С ее помощью выделяют также чистые (по содержанию сульфатов) двойной натро-калиевый карбонат, что при использовании заявляемого режима переработки (температура 80-110oC) позволяет получить содопоташный раствор с заметно меньшим содержанием сульфата калия, из которого при последующем упаривании будет выделена также и сода более высокого качества (с меньшим содержанием этой наиболее вредной примеси). Так как заявляемый режим предусматривает обработку при 90-110oC, которая и обеспечивает максимальную очистку полученного раствора от указанной примеси, это исключает и весьма капиталоемкий передел охлаждения до низкой температуры смеси натро-калиевого карбоната с частью исходного содопоташного раствора, как это предусматривает известная технология (пример 1). Это обеспечивает как повышение качества соды при осуществлении заявляемой технологии (в сравнении с известной), так и снижение инвестиций и теплозатрат при ее внедрении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДЕЛЕНИЯ СОДЫ И СУЛЬФАТА КАЛИЯ ИЗ СОДОПОТАШНЫХ РАСТВОРОВ ПЕРЕРАБОТКИ НЕФЕЛИНОВ | 1994 |
|
RU2136595C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОТАША | 1997 |
|
RU2132301C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 1997 |
|
RU2121970C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНЫХ РАСТВОРОВ | 1997 |
|
RU2115621C1 |
| СПОСОБ ПЕРЕРАБОТКИ НИЗКОКАЛИЙНОГО СОДОПОТАШНОГО РАСТВОРА С ВЫСОКИМ СОДЕРЖАНИЕМ СЕРЫ | 2005 |
|
RU2305658C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕКИСЛОГО КАЛИЯ | 1997 |
|
RU2115622C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 1991 |
|
RU2060940C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРАЛЮМИНАТА ЩЕЛОЧНОГО МЕТАЛЛА | 2000 |
|
RU2184081C2 |
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 2002 |
|
RU2223913C1 |
| АВТОКЛАВНАЯ УСТАНОВКА ДЛЯ ВЫЩЕЛАЧИВАНИЯ БОКСИТОВ | 1997 |
|
RU2171782C2 |


Изобретение относится к технологии неорганических веществ, а именно к производству соды и поташа из содопоташных растворов, а также металлургии цветных металлов, в которой содопоташные растворы в качестве побочного продукта получают при переработке на глинозем, являющийся сырьем для производства алюминия, щелочных алюмосиликатных пород. Сущность изобретения заключается в способе переработки сульфатсодержащих содопоташных растворов, который включает их многостадийное упаривание с выделением двойного натро-калиевого карбоната, отделяемого от его маточного раствора и направляемого на обработку частью исходного содопоташного раствора, упаривание раствора после обработки с выделением соды, отделяемой от ее маточного раствора. При этом смешением маточного раствора соды с оставшейся частью исходного раствора после концентрирования последней приготовляют раствор с молярной долей калия (%) в пределах 73 - 4,8, приготовленный раствор очищают от сульфатов охлаждением, а очищенный раствор направляют на выделение двойного натро-калиевого карбоната, обработку последнего частью исходного раствора проводят при 80 - 110°С и молярной доле ионов SO4 от общей суммы всех анионов в растворе в пределах 0,4 - 1,4 (%). Согласно изобретению упрощается технологическая схема и повышается качество соды. 1 з.п. ф-лы, 2 ил., 2 табл.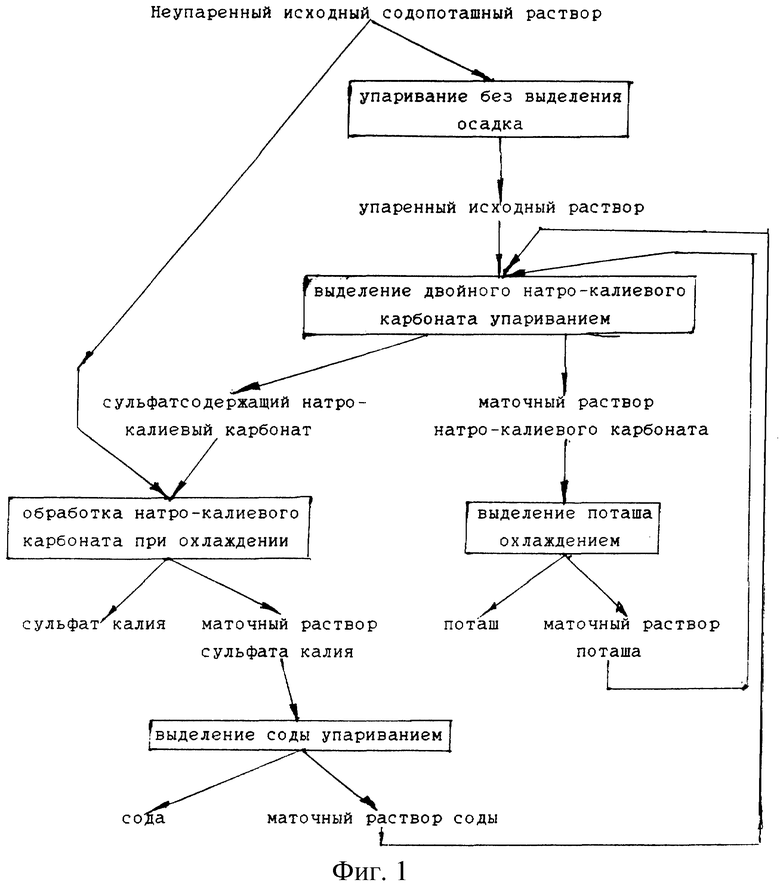
| RU 94037751 А1, 27.08.1996 | |||
| СПОСОБ ПЕРЕРАБОТКИ СОДОПОТАШНОГО РАСТВОРА | 1994 |
|
RU2084401C1 |
| RU 94005168 А1, 10.04.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ СОДЫ И ПОТАША | 0 |
|
SU324216A1 |
| ВАРЛАМОВ М.Л | |||
| и др | |||
| Производство кальцинированной соды и поташа при комплексной переработке нефелинового сырья | |||
| - М.: Химия, 1977, с.82 - 98. | |||
