Настоящее изобретение относится к закупоривающему устройству для емкостей.
Закупоривающие устройства обычно изготавливаются из естественных материалов, таких как корковая пробка. Они используются для временной закупорки емкостей, чтобы предотвратить потери и сохранить содержимое емкости. Традиционно на них имеется хороший спрос, и их применение является эффективным. Очень большое количество закупоривающих устройств используется при разливе вина, они также применяются для многих пищевых продуктов и для таких средств, как косметика. Однако у них есть недостатки: они являются довольно дорогостоящими, их производство требует больших трудовых затрат, их качество еще нестабильно и может допустить проникновение микроорганизмов и других загрязнителей к сохраняемым веществам. С целью устранения этих недостатков были разработаны синтетические заменители с использованием синтетического каучука и пластмассы. Однако эти заменители также имеют недостатки: их стоимость оказалась еще выше, чем стоимость естественных материалов, их повторное использование затруднено, их внешний вид и свойства отличаются от естественных материалов. Потребители замечают эти различия и отказываются от них, уменьшая тем самым возможность появления этих заменителей на рынке. Таким образом, на рынке по-прежнему существует потребность в закупоривающем устройстве из синтетических веществ, которые выглядят и проявляют себя подобно естественным материалам, но которые имеют более низкую стоимость производства, устойчивое качество и стерильность.
В патенте EP-A-0 496 194 дано описание на закупоривающее устройство для емкостей с жидкостью, отличающееся тем, что оно имеет практически цилиндрический пластмассовый элемент, который может быть изготовлен из пенополистирола и в который может быть заделана в осевом направлении также практически цилиндрическая эластичная вставка, которая может быть изготовлена из корковой пробки. Однако, как оказалось, подобная конструкция потенциально заключает в себе серьезные недостатки, связанные с недостаточной стерильностью из-за присутствия естественной корковой пробки, отсутствия конструктивной целостности и неадекватной эластичности. И хотя в описании указано, что стоимость производства будет низкой, сложная конструкция изделия говорит об обратном.
Поэтому потребность в закупоривающем устройстве, альтернативном варианту пробкового устройства и, в частности, для таких емкостей, как винные бутылки, в настоящее время все еще сохраняется
Согласно настоящему изобретению представлено закупоривающее устройство для емкости, имеющее корпус круглого поперечного сечения, предпочтительно цилиндрической формы, который приспособлен для того, чтобы входить в отверстие емкости для плотного закупоривания вышеупомянутой емкости, при этом корпус состоит в основном из формованного пенистого полимера с закрытыми ячейками или сополимера, предпочтительно из пенополистирола, имеющего практически однородную плотность, равную по меньшей мере 0,03 г/см3.
Следует отметить, что в корпусе закупоривающего устройства отсутствует вставка из какого-либо материала.
Наиболее предпочтительным материалом для закупоривающего устройства, согласно изобретению, является пенополистирол. Пенополистирол хорошо известен за его очень низкую плотность и находит широкое применение, например, при использовании в упаковках, в которых плотность применяемого пенополистирола обычно составляет 0.016 г/см3. Однако важно отметить, что существенным элементом новизны настоящего изобретения является тот факт, что плотность используемого полимерного материала составляет по меньшей мере 0,03 г/см3 и наиболее близка к плотности корковой пробки, обычно составляющей 0,1 г/см3, хотя она может варьировать в зависимости от ее источника. Повышенная плотность материала также улучшает его непроницаемость для газов и жидкостей. Поэтому условия процесса, используемого для производства закупоривающего устройства из формованного пенополистирола, согласно настоящему изобретению, контролируются стандартными измерительными средствами, чтобы получить материал с конечной плотностью не менее 0,03 г/см3.
Хотя предпочтительная форма корпуса закупоривающего устройства в соответствии с изобретением в основном является цилиндрической, она может иметь и другие формы круглого поперечного сечения, например форму усеченного конуса. Закупоривающее устройство также может иметь утолщенный конец, т. е. конец, который имеет больший диаметр, чем диаметр корпуса закупоривающего устройства, подобный такому из типов пробок, которые используются для закупорки бутылок шампанских вин. В таких бутылках утолщенный конец служит для закрепления проволокой закупоривающего устройства на горлышке бутылки, чтобы предотвратить выброс вина из бутылки при повышении в ней давления газа.
Закупоривающее устройство, согласно изобретению, устанавливается в отверстие емкости, чтобы не допустить потерю материала через отверстие, когда устройство установлено на место. Оно также препятствует проникновению загрязнителей, таких как газы, влага, бактерии или грибки, в емкость через отверстие. Благодаря герметичной закупорке устройство обеспечивает сохранность материала в емкости почти в безупречном состоянии.
Полимерный материал закупоривающего устройства по желанию окрашивается в цвет, соответствующий цвету естественного материала, структура его поверхности обрабатывается также по желанию или подвергается какой-либо другой физической обработке, преследуя ту же цель. Его поверхность может быть также окрашена и/или на нее может быть нанесена печатная информация, если это необходимо.
В процессе производства закупоривающее устройство может быть подвергнуто обработке, например, способом прокатки под давлением. Первоначально предполагали, что такая обработка под давлением повышает как эластичность, так и плотность только поверхностного слоя материала. Однако в настоящее время полагают, что обработка под давлением повышает эластичность и плотность всего корпуса устройства, но значимых данных об изменении однородности его плотности еще не получено. Такая обработка под давлением усиливает прижим устройства к стенкам отверстия емкости и тем самым обеспечивает плотную закупорку.
Закупоривающее устройство также может быть покрыто гибким непроницаемым покрытием, таким как полиуретан, если требуется повысить степень непроницаемости. Устройство может быть также подвергнуто вощению. Кроме того, любое применяемое покрытие может быть цветным для придания закупоривающему устройству цвета, характерного для корковой пробки.
Особенности осуществления изобретения будут рассмотрены ниже на примере со ссылкой на прилагаемые фигуры.
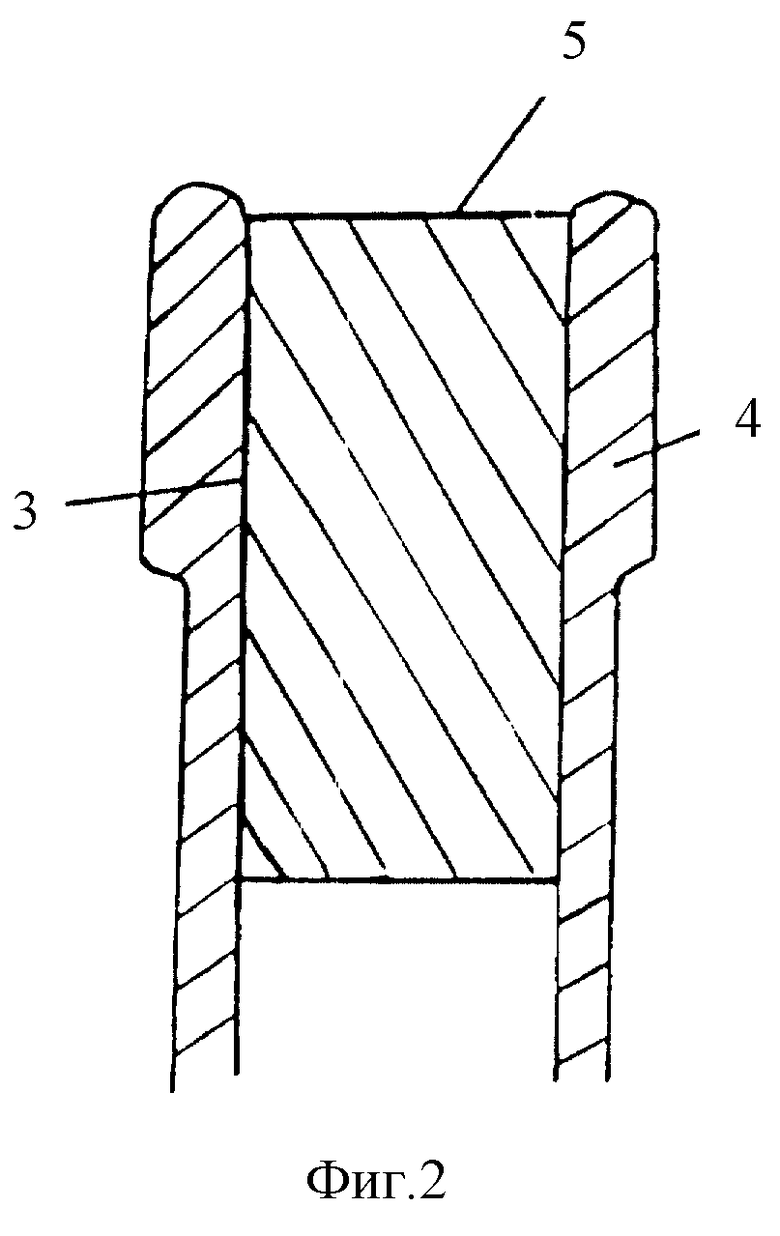
На фиг. 1 показано закупоривающее устройство в перспективе; представлено в этом случае в качестве заменителя корковой пробки для винной бутылки; на фиг. 2 показано положение закупоривающего устройства при закупорке винной бутылки.
Как видно из фиг. 1 и 2, закупоривающее устройство имеет корпус 1 цилиндрической формы из пенополистирола практически однородной плотности более 0,03 г/см3. При таких высоких показателях плотности пенополистирол имеет очень низкую проницаемость для газов и паров воды и для других жидкостей. Пенополистирол резистентен к спирту и является проверенным материалом для упаковки пищевых продуктов, он биологически инертен и выступает в качестве барьера, препятствующего проникновению бактерий и грибков. Кроме того, как упомянуто ранее, при более высоких показателях плотности, таких как 0,03 г/см3, его плотность сопоставима с плотностью корковой пробки и его микроструктура также напоминает микроструктуру корковой пробки. Текстура наружной поверхности 2 наиболее близко напоминает текстуру корковой пробки и по желанию ее можно улучшить путем подкраски и/или физической обработки поверхности, например обрезкой, зачисткой или текстурированием. Фрикционные характеристики пары - пенополистирол высокой плотности и стекло - практически сравнимы с фрикционными характеристиками пары - корковая пробка и стекло. Однако следует отметить, что корковая пробка в некоторой степени зависима от абсорбции жидкости из содержимого емкости и не может обеспечить полную герметизацию, в то время как закупоривающее устройство, согласно настоящему изобретению, совершенно не абсорбирует какую-либо жидкость.
Специалистам в области современной техники хорошо известно, что для получения пенополистирола обычно используется процесс гранулирования посредством метода суспензионной полимеризации. Пенообразующее вещество, такое как 6% фракция нефтяного эфира с низкой точкой кипения, например n-пентан, добавляется или до полимеризации, или после полимеризации. Гранулы насыщаются под воздействием тепла и давления. Затем гранулы подвергаются формованию при паровом обогреве. Сначала гранулы предварительно вспениваются при нагревании в паровой бане. Это приводит к увеличению объема гранул, которое продолжается до тех пор, пока гранулы не достигнут соответствующей желаемой плотности. Этот объем может быть определен соответствующим расположением термопары, которая отключает подачу пара тогда, когда достигается эта определенная точка. Затем вспененные гранулы оставляют на 24 часа в помещении для охлаждения до комнатной температуры и диффундирования воздуха в ячейки с тем, чтобы обеспечить их равновесное состояние.
После этого приступают к формованию гранул с паровым обогревом. Гранулы загружаются в пресс-форму с перфорированными стенками для прохода пара. Пресс-форма полностью заполняется гранулами, затем в форму подается пар, в результате чего происходит дальнейшее разбухание, объединение гранул друг с другом и образование фасонного профиля формы.
При использовании корпуса закупоривающих устройств практически цилиндрической формы пресс-форма может быть выполнена в виде цепочки, состоящей из нескольких соединенных друг с другом цилиндров; длина такой цепочки может быть в несколько раз больше длины изготовляемых закупоривающих устройств.
Когда формование завершается, пресс-изделия вынимают из пресс-форм, зачищают, нарезают по размеру, печатают необходимую информацию, текстурируют, покрывают парафином и подвергают вощению,
Следует отметить, что вышеприведенный специфический способ производства во многих отношениях может быть изменен, но без отклонения от объема изобретения, как об этом здесь и далее заявляется.
На этой стадии готовые закупоривающие устройства могут прямо вставляться в такие емкости, как бутылки, если пресс-изделия имеют относительно небольшой диаметр. Однако, если необходима большая прочность на отрыв, используются пресс-изделия большего диаметра, размер которого уменьшают давлением, т. е. способом прокатки перед загрузкой изделий в обычные пробкоукупорочные машины.
Следует упомянуть, что поскольку пенополистирол не обладает такой же эластичностью, как корковая пробка, то обычные пробкоукупорочные машины, которые, как правило, настроены на установку корковых пробок диаметром 16 мм, должны быть подрегулированы на диаметр, например, 18 мм для закупоривающего устройства, согласно настоящему изобретению, с учетом такого различия в эластичности и соответствующего расширения.
Выше было упомянуто, что закупоривающее устройство может быть обработано под давлением, например способом прокатки, чтобы улучшить эластичность полистирола. Закупоривающее устройство обычно сжимается по мере того, как оно проталкивается в отверстие 3 бутылки и обеспечивает надежное уплотнение со стеклом. При извлечении из бутылки эластичность закупоривающего устройства создает полное ощущение вытягивания корковой пробки и позволяет вновь вставить закупоривающее устройство в бутылку, если необходимо.
Закупоривающее устройство сохраняет жесткость, усиливая тем самым механическую прочность, предотвращающую разрушение закупоривающего устройства при изгибе во время вставления в бутылку 4, и создавая выгодные условия для его извлечения. Пенополистирол высокой плотности непроницаем для вина и тех газов, которые вероятнее всего могут оказаться в вине. Дополнительная защита может быть обеспечена путем обработки поверхностей бесцветным непроницаемым покрытием 5, таким как полиуретан.
Поэтому, как было сказано выше, закупоривающее устройство, согласно предлагаемому изобретению, состоит в основном только из пенистого полимера с закрытыми ячейками, предпочтительно из пенополистирола, который в основном имеет постоянную плотность выше 0,03 г/см3 и поверхности которого могут быть частично или полностью покрыты непроницаемым изолирующим материалом, например полиуретаном и/или парафином, чтобы воспрепятствовать проникновению влаги и газов через закупоривающее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОБКИ ДЛЯ БУТЫЛОК С ИГРИСТЫМ ВИНОМ | 2001 |
|
RU2261206C2 |
| ФОРМОВАННАЯ ПРОБКА ДЛЯ ЖИДКОСТНОГО СОСУДА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОЙ ПРОБКИ С ПОСТОЯННО СОХРАНЯЕМЫМ ОТПЕЧАТКОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКУПОРЕННОЙ ВИННОЙ БУТЫЛКИ | 1994 |
|
RU2127699C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 2014 |
|
RU2563282C2 |
| ПРОБКА ИЗ КОМПОЗИТНОГО ПРОБКОВОГО МАТЕРИАЛА ДЛЯ ИГРИСТЫХ ВИН И ПРОЦЕСС ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2461504C2 |
| ЖИДКОСТНОЕ ИЛИ ГИДРАВЛИЧЕСКОЕ ФОРМОВАНИЕ С РАЗДУВОМ | 2011 |
|
RU2566772C2 |
| ЯЩИК ДЛЯ ТРАНСПОРТИРОВАНИЯ ВИНА В БУТЫЛКАХ | 1967 |
|
SU225128A1 |
| СИНТЕТИЧЕСКАЯ ЭЛАСТОМЕРНАЯ ПРОБКА С ИНДИКАЦИЕЙ ВСКРЫТИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2673607C2 |
| ТЕРМОПЛАСТИЧНЫЙ КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ, ТЕРМОПЛАСТИЧНАЯ БУТЫЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, МНОГОСЛОЙНЫЙ ТЕРМОПЛАСТИЧНЫЙ КОНТЕЙНЕР | 1997 |
|
RU2189337C2 |
| СТЕКЛЯННЫЙ КОНТЕЙНЕР С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2562501C2 |
| ТРУБЧАТОЕ ГОРЛЫШКО СТЕКЛЯННОЙ БУТЫЛКИ | 2017 |
|
RU2734639C2 |
Изобретение относится к закупоривающему устройству для емкости, такой как винная бутылка. Устройство включает корпус круглого поперечного сечения, предпочтительно цилиндрической формы. Корпус приспособлен для того, чтобы входить в отверстие емкости для закупорки емкости. Корпус состоит из формованного пенистого полимера с закрытыми ячейками или сополимера, предпочтительно из пенополистирола, имеющего практически однородную плотность, равную по меньшей мере 0,03 г/см3. Закупоривающее устройство может быть частично или полностью покрыто изолирующим материалом, подвергнуто вощению, окрашено и/или стороны подвергнуты обработке, чтобы закупоривающее устройство еще больше напоминало по внешнему виду корковую пробку. Способ изготовления закупоривающего устройства для емкости включает формование гранул пенополистирола с паровым обогревом в цилиндрических пресс-формах. Формование выполняют в условиях, обеспечивающих изготовление изделий с однородной плотностью не менее 0,03 г/см3. Пресс-изделия обрабатывают под давлением для улучшения эластичности, вынимают из форм и нарезают по размеру закупоривающего устройства. 2 с. и 6 з.п.ф-лы, 2 ил.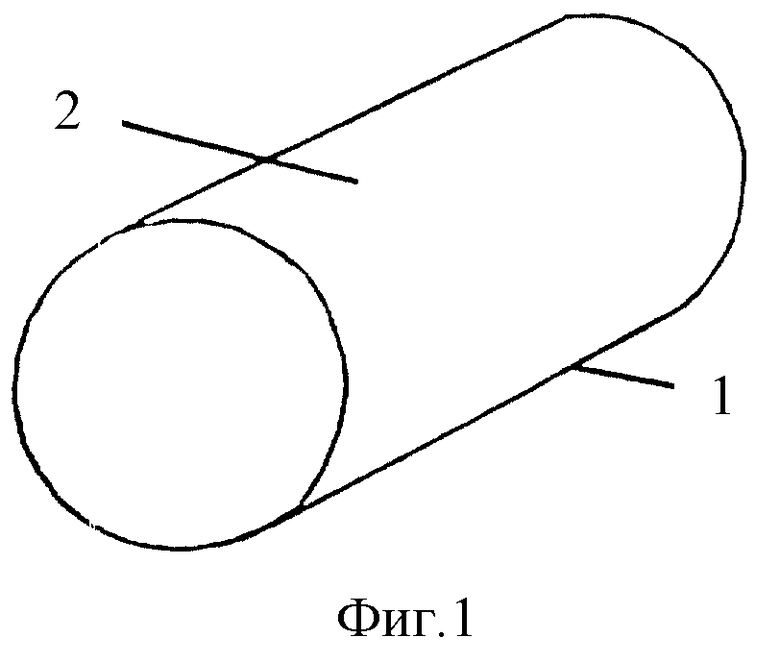
| US 4091136 А, 23.05.1978 | |||
| Устройство для штамповки заготовок | 1974 |
|
SU496194A1 |
| Экономайзер | 0 |
|
SU94A1 |
