Изобретение относится к производству строительных материалов и может быть использовано в деревообрабатывающей, мебельной и строительной промышленности.
Известен способ изготовления ДСтП на основе модифицированных латексными составами карбамидоформальдегидных смол, включающий обработку частиц композиционным связующим с последующим горячим прессованием (И.Иосифов и др. Свойства древесностружечных плит на основе модифицированных латексными составами карбамидоформальдегидных смол. Высший лесотех. ин-т, София, IX Симпозиум, 9, 1989, стр. 185-189).
Недостатками данного способа являются использование бутадиенстирольных латексов, не содержащих в своем составе карбоксильных групп, загущающих добавок в виде латекса с высоким содержанием метакриловых групп, а также отсутствие активного наполнителя, способного эффективно сорбировать остаточный формальдегид. Эмиссия из готовых плит данного соединения, обладающего канцерогенными и мутагенными свойствами, крайне затрудняет использование плит в строительстве и практически исключает их применение в мебельной промышленности.
Наиболее близким по техническим параметрам является способ изготовления древесностружечных плит из отходов деревообрабатывающей промышленности, включающий смешение древесных частиц со связующим, содержащим карбамидоформальдегидную смолу, хлористый аммоний, смесь бутадиенстирольных карбоксилатного и метакрилатного латексов, эмульгатор ОП-10, тринатрий фосфат и аэросил, формирование ковра, холодную подпрессовку и горячее прессование (пат. РФ N 2074090, кл. B 27 N 3/04, 27.02.1997).
Недостатками данного способа являются невысокие показатели прочности и водостойкости плит, а также технологические трудности, связанные со сложным составом композиционного связующего.
Задачей изобретения является повышение физико-механических показателей плит, а также упрощение процесса подготовки связующего.
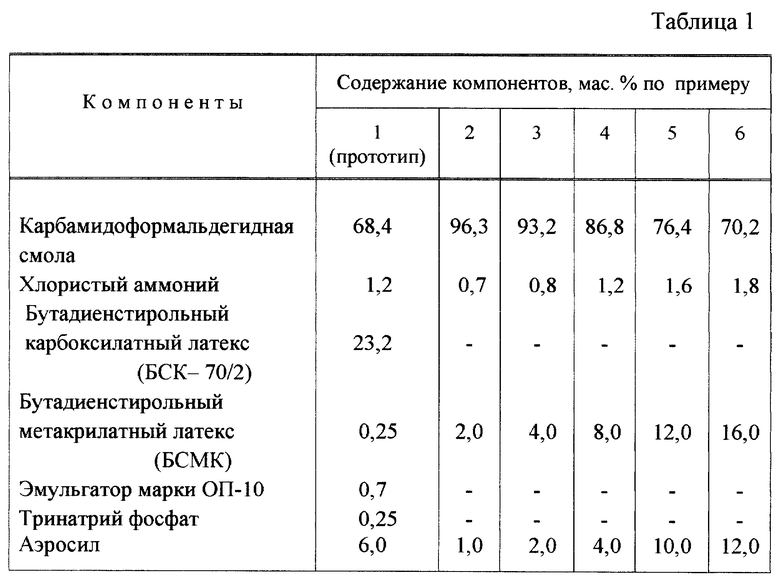
Для решения этой задачи в известном способе изготовления ДСтП, включающем смешение древесных частиц со связующим, содержащим карбамидоформальдегидную смолу, хлористый аммоний, бутадиенстирольный метакрилатный латекс БСМК с содержанием в сополимере звеньев, мас.%: бутадиена - 25, стирола - 20, метилметакрилата - 20, метакриловой кислоты - 35, и аэросил, формирование ковра, холодную подпрессовку и горячее прессование, связующее содержит указанные компоненты при следующем соотношении, мас.%:
Карбамидоформальдегидная смола - 76,4 - 93,2
Хлористый аммоний - 0,8 - 1,6
Бутадиенстирольный метакрилатный латекс - 4,0 - 12,0
Аэросил - 2,0 - 10,0
Положительный эффект предлагаемого технического решения, а именно повышение показателей прочности и водостойкости готовых плит, достигается за счет введения в состав связующего более высоких дозировок бутадиенстирольного метакрилатного латекса (БСМК по ТУ 38.40380-87) с содержанием в сополимере звеньев, мас.%: бутадиена - 25, стирола - 20, метилметакрилата - 20, метакриловой кислоты - 35, а также активного наполнителя - аэросила. При этом из состава связующего исключается бутадиенстирольный карбоксилатный латекс (БСК -70/2 по ТУ 38.103541 - 81) с использованием звеньев в сополимере, мас.%: бутадиена - 30, стирола - 70, метакриловой кислоты - 2, а также вещества гидрофильного характера, необходимые для стабилизации данного латекса - раствор эмульгатора ОП-10 и раствор тринатрийфосфата.
Последнее значительно упрощает технологический процесс, т.к. требует введения в смолу только трех компонентов вместо шести по прототипу.
Получаемый эффект от использования предлагаемого состава связующего можно пояснить следующим. Латекс БСМК за счет высокого содержания ионогенных групп (звенья метакриловой кислоты - 35%) обладает высокой агрегативной устойчивостью и не требует дополнительной стабилизации указанными выше растворами эмульгаторов, которые, являясь гидрофильными соединениями, снижают водостойкие характеристики клеевого шва. При этом латекс БСМК, не требующий дополнительного загущения и стабилизации, имеет минимальные размеры коллоидной частицы (мицеллы) и легко распределяется в карбамидоформальдегидной смоле. В условиях, которые характерны для горячего прессования, т.е. при повышенной температуре до 165oC и присутствии кислого катализатора (хлорид аммония), происходит интенсивное взаимодействие карбоксильных групп латекса с метиламинными или оксиметильными функциональными группами смолы с образованием трехмерной целостной структуры клеевого шва. Введение БСМК в смолу в определенном интервале позволяет регулировать частоту "сшивки" (или Мс - молекулярную массу цепи между узлами в трехмерном полимере) между макромолекулами смолы. Таким образом, латекс БСМК, выступая в роли вспомогательного "сшивающего" агента для смолы, обеспечивает образование более регулярной, упорядоченной структуры отвержденной смолы, которая характеризуется меньшим числом структурных дефектов сетки. Последнее обстоятельство способствует росту когезионной прочности клеевого шва и прочностных характеристик плиты.
В данном случае наряду с когезионной прочностью обеспечивается высокая адгезия связующего к поверхности древесных частиц. Существенную роль при этом играет активный наполнитель - аэросил (ТУ 14-922-77), представляющий собой специальным образом изготовленный мелкодисперсный оксид кремния с развитой гидроксилированной поверхностью. Заполняя микропоры древесных частиц, аэросил тем самым увеличивает полезную площадь склеивания древесных частиц между собой. Представляя собой полярное кислородсодержащее вещество, аэросил обеспечивает высокую степень насыщенности водородными связями между древесиной и полярными группами композиционного связующего. Физико-химические свойства аэросила оказывают существенное влияние на содержание свободного формальдегида. Вероятно, аэросил наряду с латексом активно участвует в процессе отверждения смолы, препятствуя образованию паро-газовых пузырьков, где концентрируется остаточный формальдегид, и обеспечивает хемосорбцию последнего за счет наличия контактных микропор и неравномерной насыщенности химических связей гидроксилированной поверхности частиц аэросила. Немаловажным обстоятельством является то, что хемосорбция формальдегида аэросилом осуществляется при температуре ниже температуры прессования ДСтП. Поэтому в условиях высокотемпературного прессования аэросил не оказывает значительного влияния на скорость поликонденсационных процессов, и тем самым не снижается производительность процесса.
Снижение эмиссии остаточного формальдегида достигается также за счет способности формальдегида присоединяться в кислой среде по двойной связи метакрилатного латекса.
Способ осуществляются следующим образом.
Сушат стружечно-опилочную массу в лабораторной сушильной камере конвективного типа до влажности 2-4%. Готовят связующее путем смешения карбамидоформальдегидной смолы с латексной композицией, аэросилом и хлористым аммонием.
Концентрация связующего при этом составляет 57- 67 мас.%, условная вязкость по BЗ-4 - 150-170 с. Расход связующего 12% по сухому остатку к массе абсолютно сухих древесных частиц. Соотношение стружки к опилкам по массе 65: 35.
Древесные частицы смешивают с композиционным связующим с помощью пневмораспылителя в лабораторном смесителе. Формируют ковер из проклеенной древесной массы с помощью деревянной рамки, подпрессовывают в холодном прессе и прессуют в горячем прессе при температуре плит 150oC, давлении 2,5-3,0 МПа и продолжительности 0,5 мин/мм. Изготавливают однослойные плиты толщиной 12 мм. После прессования каждую плиту охлаждают в вертикальном положении без обдува при комнатной температуре. Испытания плит проводили не раньше, чем через 5 суток после изготовления.
В соответствии с приведенной технологией получали плиты по прототипу (пример 1) и предлагаемому способу, изменяя состав связующего (примеры 2 - 6 таблицы 1).
Плиты с различным составом связующего, изготовленные по вышеприведенной технологии, подвергали испытаниям на физико-механические свойства и содержание свободного формальдегида. Показатели испытанных плит приведены в таблице 2.
Как следует из приведенных в таблице 2 данных, плиты, полученные по предлагаемому способу, имеют более высокие прочностные показатели и водостойкость, а эмиссия формальдегида не превышает уровень прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2004 |
|
RU2252867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ПОДСОЛНЕЧНОЙ ЛУЗГИ | 2000 |
|
RU2196045C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ПОДСОЛНЕЧНОЙ ЛУЗГИ | 2004 |
|
RU2252866C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| ПРЕСС-МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2001 |
|
RU2209819C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ПОДСОЛНЕЧНОЙ ЛУЗГИ | 1991 |
|
RU2014216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2001 |
|
RU2181663C1 |
| ПРИМЕНЕНИЕ ЗОЛЯ КРЕМНЕЗЕМА В КАЧЕСТВЕ КОМПОНЕНТА ДРЕВЕСНЫХ ПЛИТ НА ОСНОВЕ КАРБАМИДОФОРМАЛЬДЕГИДНОГО СВЯЗУЮЩЕГО | 1997 |
|
RU2132272C1 |
| ПОЛИМЕРНЫЙ КЛЕЙ | 2004 |
|
RU2263698C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2014 |
|
RU2561445C1 |

Изобретение относится к производству строительных материалов и может быть использовано в деревообрабатывающей, мебельной и строительной промышленности. Положительный эффект предлагаемого технического решения, а именно повышение физико-механических показателей ДСтП, достигается тем, что в известном способе изготовления ДСтП, включающем смешение древесных частиц с карбамидоформальдегидной смолой, бутадиенстирольным метакрилатным латексом БСМК, хлористым аммонием и аэросилом, формирование ковра, холодную подпрессовку и горячее прессование, связующее содержит указанные компоненты при следующем соотношении, мас. %: карбамидоформальдегидная смола - 76,4-93,2; хлористый аммоний - 0,8-1,6; бутадиенстирольный метакрилатный латекс БСМК 4,0-12,0; аэросил - 2,0-10,0. Предлагаемое техническое решение позволяет изготавливать экологически чистые плиты из отходов деревообработки, которые могут найти применение в гражданском строительстве и мебельной промышленности. 2 табл.
Способ изготовления древесностружечных плит из отходов деревообрабатывающей промышленности, включающий смешение древесных частиц со связующим, содержащим карбамидоформальдегидную смолу, хлористый аммоний, бутадиенстирольный метакрилатный латекс БСМК с содержанием в сополимере звеньев, мас.%: бутадиена - 25, стирола - 20, метилметакрилата - 20, метакриловой кислоты - 35, и аэросил, формирование ковра, холодную подпрессовку и горячее прессование, отличающийся тем, что связующее содержит указанные компоненты при следующем соотношении, мас.%:
Карбамидоформальдегидная смола - 76,4-93,2
Хлористый аммоний - 0,8-1,6
Бутадиенстирольный метакрилатный латекс - 4,0-12,0
Аэросил - 2,0-10,0
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| EP 0 439 314 А2, 31.07.1991. | |||
