Область техники
Изобретение относится к перфорированным пленкам, находящим основное применение в качестве покрывающего элемента абсорбирующего изделия, а также к способу и установке для получения таких перфорированных пленок.
Уровень техники
В течение многих лет в изделиях, таких как одноразовые пеленки, гигиенические салфетки, приспособления для взрослых, страдающих недержанием, повязки для ран и т.д., которые приспособлены для впитывания выделений тела, в качестве покрывающего элемента или лицевого слоя было принято использовать нетканые материалы. Эти материалы обычно получают путем воздушного переплетения, прочесывания, формования и т.д. и, как известно, такие материалы подвергаются последующей обработке для придания им прочности и целостности путем нанесения связующих веществ или переплетения волокон, либо механически, либо под действием жидкости. Так как такие материалы часто получают из гидрофобного материала, также известно, что их подвергают последующей обработке поверхностно-активными веществами для облегчения прохождения выделений через материал. Эти материалы имеют или, как считают, должны иметь необходимые характеристики, такие как способность "дышать", способность драпироваться, мягкость и приятное ощущение на ощупь и при соприкосновении.
Одним из недостатков использования лицевого слоя из нетканого материала является то, что жидкость, такая как моча, менструации, экссудаты ран и т.д. , которые проходят через лицевой слой в абсорбирующую сердцевину, имеет тенденцию проходить обратно через лицевой слой, особенно под давлением и когда количество жидкости в абсорбирующей сердцевине достигает емкости этой сердцевины. По этой причине и некоторым другим причинам в абсорбирующих изделиях, как известно, ранее использовали перфорированные пластичные пленки.
Следующий список включает выданные патенты США и зарубежные патенты и опубликованные патентные заявки, в которых описаны такие перфорированные пленки.
Пат. США N 3632269 - Doviak et al.
Пат. США N 3929135 - Thompson et al.
Пат. США N 4324276 - Mullane
Пат. США N 4351784 - Thomas et al.
Пат. США N 4381326 - Kelly
Пат. США N 4456570 - Thomas et al.
Пат. США N 4535020 - Thomas et al.
Пат. США N 4690679 - Mattingly et al.
Пат. США N 4839216 - Curro et al.
Пат. США N 4950264 - Osborn
Пат. США N 5009653 - Osborn
Пат. США N 5112690 - Cohen et al.
Пат. США N 5342334 - Thompson et al.
Пат. США N 5352217 - Curro
Пат. США N 5368910 - Langdon
Пат. США N 5368926 - Thompson et al.
Пат. США N 5376439 - Hadgson et al.
Пат. США N 5382245 - Thompson et al.
Пат. США N 5382703 - Nohr et al.
Пат. США N 5383870 - Takai et al.
Пат. США N 5387209 - Yamamoto et al.
EP 0304617 - Suda et al.
EP 0432882 - Shipley
EP 0598204 A1 - Garavaglia et al.
EP 0626158 A1 - Coles et al.
EP 0626159 A1 - Taki et al.
EP 0640328 - Tanaka et al.
JP 3-286762A - Yamamoto et al.
WO 92/18078 A1 - Colbert
WO 93/15701 A1 - Turi et al.
WO 94/18926 A1 - Perry
WO 94/22408 A1 - Langdon
WO 94/28846 A1 - Steiger et al.
WO 95/00093 A2 - Osborn et al.
Хотя некоторые из этих перфорированных пленок достаточно хорошо выполняют свои функции, большая их часть имеет реальные и ощутимые недостатки. Например, хотя такие перфорированные пленки позволяют жидкости легко проходить через них и могут свести до минимума обратный проход этой жидкости, тем не менее они имеют внешний вид пленки и дают ощущение пленки, а не ткани. Такие пленкоподобные свойства потребитель считает отрицательными и, следовательно, абсорбирующие изделия с перфорированными пленками в качестве лицевого слоя не удовлетворяли пожеланиям потребителя.
Основные улучшения лицевых слоев для абсорбирующих изделий из перфорированной пленки раскрыты в переданных, находящихся на одновременном рассмотрении патентных заявках США Серии N 08/417404 и 08/417408 (Turi et al.), направленных на рассмотрение 5 апреля 1995 г. как продолжение и часть заявки Серии N 08/004379, направленной на рассмотрение 14 января 1993 г., которая является продолжением Серии N 07/744744, направленной на рассмотрение 14 августа 1991 г. (соответствующая публикации WO 93/15701 A1 в приведенном выше списке). В упомянутых выше публикациях Turi и др. описаны перфорированная пленка и способы, и устройство для ее получения, которые придают пленке физические свойства, подобные свойствам нетканых материалов. Это осуществляется путем нанесения пленки, полученной из поддающегося растягиванию термопластичного полимерного материала, на локализованные опорные области поддерживающего элемента, и направления жидкости в виде колоноподобных струй небольшого диаметра под высоким давлением на верхнюю поверхность пленки таким образом, что не имеющие опоры части пленки опускаются вниз между опорными областями; в результате происходит образование микроотверстий и волокноподобных элементов (фибрилл) около этих отверстий, что придает перфорированной пленке физические свойства, такие как внешний вид, мягкость, приятное ощущение на ощупь, подобные свойствам нетканого материала. Хотя такие перфорированные пленки заметно лучше перфорированных пленок предшествующего уровня, желательно дополнительное улучшение свойств перфорированных пленок за счет улучшения способности таких пленок впитывать или пропускать жидкости через толщину пленки (в z-направлении) и затем впитывать жидкость (в x и y-направлениях, в особенности на нижней стороне пленки, то есть на стороне пленки, обращенной к адсорбирующей сердцевине) от первоначально смоченной зоны с тем, чтобы обеспечить более эффективное использование абсорбционной емкости всей абсорбирующей сердцевины.
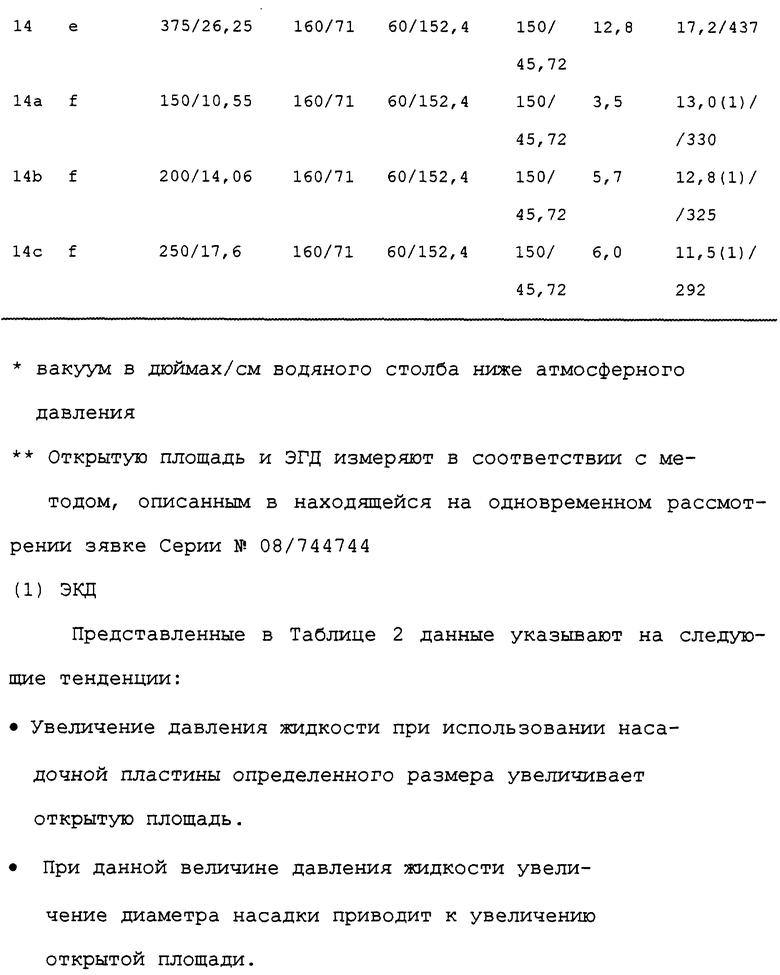
Для использования перфорированных пленок в качестве верхнего покрытия гигиенических салфеток весьма желательными являются характеристики чистоты/сухости. Это означает, что гигиеническая салфетка должна казаться потребителю чистой и сухой даже после того, как она впитает поток менструальной жидкости. На характеристики чистоты/сухости гигиенических салфеток влияет большое число факторов, включая параметры отверстий и открытую площадь материала, покрывающего салфетку. Существует обратная зависимость во влиянии размера отверстий пленки и открытой площади на характеристики чистоты/сухости. С одной стороны, большие отверстия позволяют жидкости более легко поступать в абсорбирующую сердцевину. С другой стороны, слишком большие отверстия позволяют жидкости проходить обратно через верхнее покрытие из абсорбирующей сердцевины (это явление иногда называют "обратный проход") и контактировать с телом потребителя. Кроме того, при большой открытой площади пятно на абсорбирующей сердцевине салфетки становится видимым через верхнее покрытие, это вызывает у потребителя ощущение, что изделие не поддерживает чистоту. Для того, чтобы верхнее покрытие обладало как очищающими, так и осушающими свойствами, оно должно иметь тщательно сбалансированное сочетание размера отверстий и открытой площади: достаточно большие отверстия для быстрого приема потока менструальной жидкости и обеспечения ее прохождения через них к абсорбирующей сердцевине салфетки, но достаточно небольшие, чтобы маскировать пятно на находящемся внизу абсорбирующем слое и давать потребителю ощущение чистоты.
Сущность изобретения
В соответствии с одним из аспектов настоящего изобретения перфорированные пленки, подобные пленкам, описанным в упомянутых выше патентных публикациях Turi и др., улучшены за счет создания таких пленок с более крупными отверстиями и достаточной открытой площадью так, что вязкие жидкости, такие как месячные, могут легко протекать через пленку. Эти улучшенные свойства придаются пленке путем ее обработки жидкостью в виде колоноподобных потоков или струй, выходящих из по меньшей мере двух комплектов насадок, причем один комплект насадок имеет диаметр более десяти мил (254 мкм), а жидкость, которая подается к насадкам, имеет относительное низкое давление - менее приблизительно 500 фунтов/кв. дюйм (35,15 кг/см2), при этом насадки по меньшей мере одного второго комплекта имеют диаметр менее или равный 10 мил (254 мкм), а жидкость, подаваемая в них, имеет относительно высокое давление - более, чем приблизительно 500 фунтов/кв. дюйм (35,15 кг/см2). Настоящее изобретение может быть реализовано на практике с селективным изменением последовательности, в которой пленка подвергается воздействиям жидкости низкого и высокого давления, то есть, вначале используется низкое давление, затем высокое, или вначале подается жидкость под высоким давлением, а затем под низким давлением, или используются другие комбинации или варианты.
Отверстия по большей части имеют неправильную форму и неодинаковый размер. Их измеряют с помощью различных методик, аппроксимирующих величину диаметра, который может быть выражен как эквивалентный гидравлический диаметр (ЭГД) или эквивалентный круговой диаметр (ЭКД). Получаемая перфорированная пленка содержит сочетание отверстий большого размера, имеющих средние ЭГД приблизительно от 7 до 30 мил (178-762 мкм), и отверстий небольшого размера, имеющих средние ЭГД приблизительно от 1 до 7 мил (25-178 мкм). Такие перфорированные пленки имеют открытую площадь приблизительно от 3 до 13%.
Улучшенную перфорированную пленку настоящего изобретения предпочтительно получают на поддерживающем элементе, подобном элементу, показанному на фиг. 17-19 в упомянутых выше заявках Turi и др. В результате получают пленку, имеющую, как правило, ряды параллельных выступов, образованных обычно вертикально ориентированными боковыми стенками, которые очерчивают ряды, как правило, параллельных углублений. Таким образом, пленка обычно имеет параллельные чередующиеся цельные или закрытые части пленки, разделенные отверстиями или открытыми частями пленки, которые содержат названное выше сочетание первой и второй групп отверстий, большого и маленького размеров соответственно. Отверстия обоих размеров образуются в результате растягивания и натяжения поддающегося растягиванию материала под давлением жидкости между локализованными опорными областями поддерживающего элемента и, так как пленка растягивается, она утончается до тех пор, пока не достигнет точки разрыва (то есть до разделения на части и появления фибрилл) с образованием упомянутых выше отверстий.
Как и в случае перфорированных пленок, описанных в заявках Turi с соавторами, отверстия окружены сеткой похожих на волокно элементов или микрополос из вытянутого пластичного материала. Такие вытянутые волокноподобные элементы (фибриллы) объединяются с отверстиями, образуя перфорированную пленку с физическими свойствами, подобными свойствам нетканого материала. Волокноподобные элементы имеют длину, меняющуюся приблизительно от 0,005 дюйма (0,013 см) до 0,05 дюйма (0,127 см), ширину в интервале приблизительно от 0,001 дюйма (0,003 см) до 0,035 дюйма (0,089 см) и толщину в интервале приблизительно от 0,00025 дюйма (0,0006 см) до 0,002 дюйма (0,005 см).
В соответствии с настоящим изобретением перфорированные пленки типа описанных в названных выше заявках Turi и др., и улучшенные пленки, описанные и заявленные в переданной, находящейся на одновременном рассмотрении патентной заявке США под названием "Способ получения улучшенных перфорированных пленок, получаемые в результате перфорированные пленки и абсорбирующие изделия, содержащие получаемые перфорированные пленки" (Attorney Docket CH1-838), модифицированы так, чтобы получить пленку с улучшенным распределением жидкости на участках пленки, которые были подвергнуты растяжению за счет отклонения пленки вниз в углубленные области поддерживающего элемента в процессе формирования пленки.
В соответствии с настоящим изобретением перфорированная пленка получена из предварительно тисненой исходной пленки, имеющей вдавленную сторону с различимыми чашевидными углублениями и выпуклую сторону с заметными выступами, причем выпуклая сторона ровнее вдавленной стороны. Предпочтительно одну из сторон пленки подвергают обработке в коронном разряде и обработанную сторону располагают к опорным областям поддерживающего элемента. Следуя процессу перфорирования в соответствии с указаниями названной выше переданной, находящейся на одновременном рассмотрении патентной заявке США Серии N ... (Attorney Docket CH1-838), в одном из вариантов осуществления настоящего изобретения обработка в коронном разряде проводится на выпуклой стороне пленки и обработанная сторона располагается к опорным областям формирующего элемента. Поверхностно-активное вещество (ПАВ) в виде водного раствора наносят на вдавленную сторону пленки и пленку сматывают в рулон так, что ПАВ с вдавленной стороны пленки переходит на выпуклую сторону. В соответствии с другим вариантом осуществления изобретения обработанная в коронном разряде выпуклая сторона пленки располагается к опорным областям формирующего элемента и после перфорирования непосредственно на выпуклую сторону перфорированной пленки наносится ПАВ. В обоих вариантах при использовании получаемой в результате пленки в абсорбирующем изделии обработанную в коронном разряде сторону располагают к абсорбирующей сердцевине. Предпочтительно иметь большее количество ПАВ на обработанной в коронном разряде выпуклой стороне пленки, чтобы создать градиент, увеличивающий поток жидкости через пленку в z-направлении и увеличивающий поток жидкости на нижней стороне пленки в x-y-направлении.
Эти варианты осуществления изобретения не только обеспечивают эффективное производство, но также дают пленку, обладающую улучшенной способностью распределять жидкость. То есть, получаемая пленка также создает механизм для впитывания жидкости и ее распределения в x-y-направлении пленки на стороне, примыкающей к абсорбирующей сердцевине, что способствует более эффективному использованию абсорбирующей сердцевины.
Способ получения перфорированной пленки из поддающегося растягиванию термопластичного полимерного материала в соответствии с настоящим изобретением включает стадию получения тисненой исходной пленки, состоящей из поддающегося растягиванию термопластичного полимерного материала и имеющей верхнюю сторону и нижнюю, обработанную в коронном разряде, сторону. Способ также включает создание поддерживающего элемента, включающего локализованные опорные области для поддерживания исходной пленки, углубленные зоны, в которые пленка может быть деформирована под действием подаваемой на нее жидкости, и средств, которые обеспечивают отвод жидкости от поддерживающего элемента.
Исходная пленка укладывается на поддерживающий элемент, причем участки нижней стороны пленки находятся в контакте с опорными областями поддерживающего элемента, а верхняя часть пленки обращена от поддерживающего элемента. Способ также включает подачу жидкости в форме колоноподобных потоков из по меньшей мере двух комплектов насадок на верхнюю сторону исходной пленки в зоне контакта, то есть, в зоне, на которой пленка подвергается воздействию потока жидкости. Каждая насадка первого комплекта имеет диаметр более 10 мил (25,4 мкм) и подаваемая туда жидкость имеет давление менее 500 фунтов/кв. дюйм (35,15 кг/см2), чтобы обеспечить образование в исходной пленке отверстий большого размера. Каждая насадка второго комплекта имеет диаметр менее или равный 10 мил (25,4 мкм), а подаваемая в них жидкость имеет давление по меньшей мере 500 фунтов/кв.дюйм (35,15 кг/см2), чтобы обеспечить образование в исходной пленке микроотверстий, в результате чего на исходной пленке образуется сочетание отверстий большого размера и микроотверстий.
Настоящий способ дополнительно включает перемещение пленки от зоны контакта, нанесение на верхнюю сторону перфорированной пленки поверхностно-активного вещества и сматывание перфорированной пленки в рулон, где поверхности верхней и нижней сторон пленки соприкасаются друг с другом. Благодаря соприкосновению поверхность-к-поверхности по меньшей мере часть поверхностно-активного вещества переходит с верхней стороны на нижнюю сторону пленки.
Другие признаки и преимущества настоящего изобретения легко станут понятны из последующего подробного описания, которое сопровождено чертежами и прилагаемой формулой изобретения.
Краткое описание чертежей
Фиг. 1 представляет собой схематический вид сбоку в вертикальном разрезе линии по производству перфорированной пленки в соответствии с настоящим изобретением.
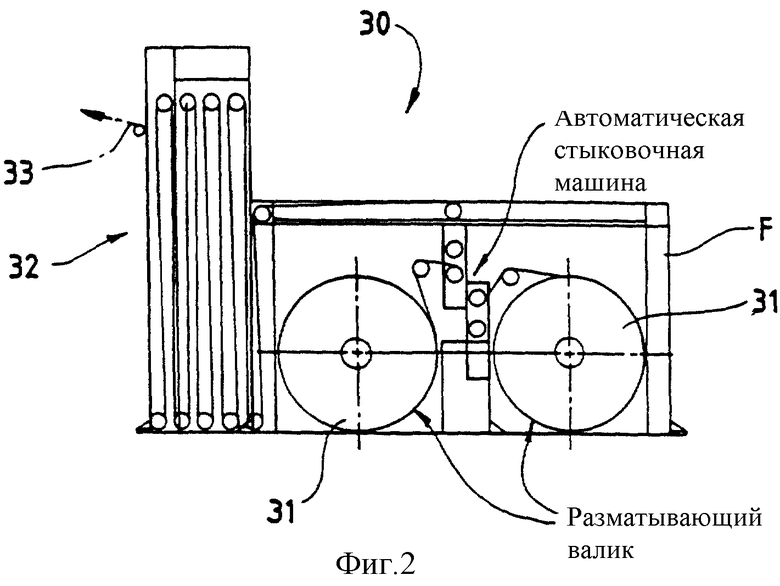
Фиг. 2 представляет собой схематичный вид сбоку в вертикальном разрезе в увеличенном масштабе участка размотки пленки установки по производству перфорированной пленки настоящего изобретения.
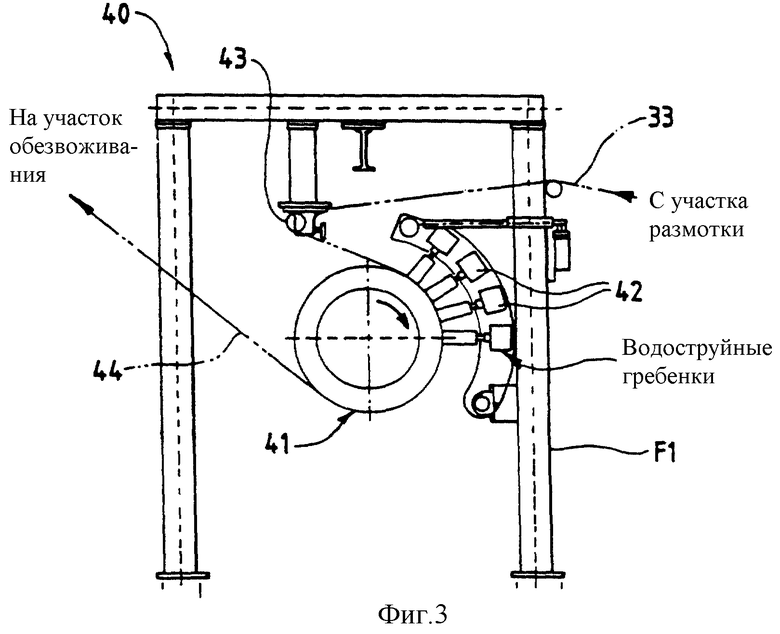
Фиг. 3 представляет собой увеличенный вид сбоку в вертикальном разрезе участка перфорирования, используемого для получения перфорированной пленки настоящего изобретения.
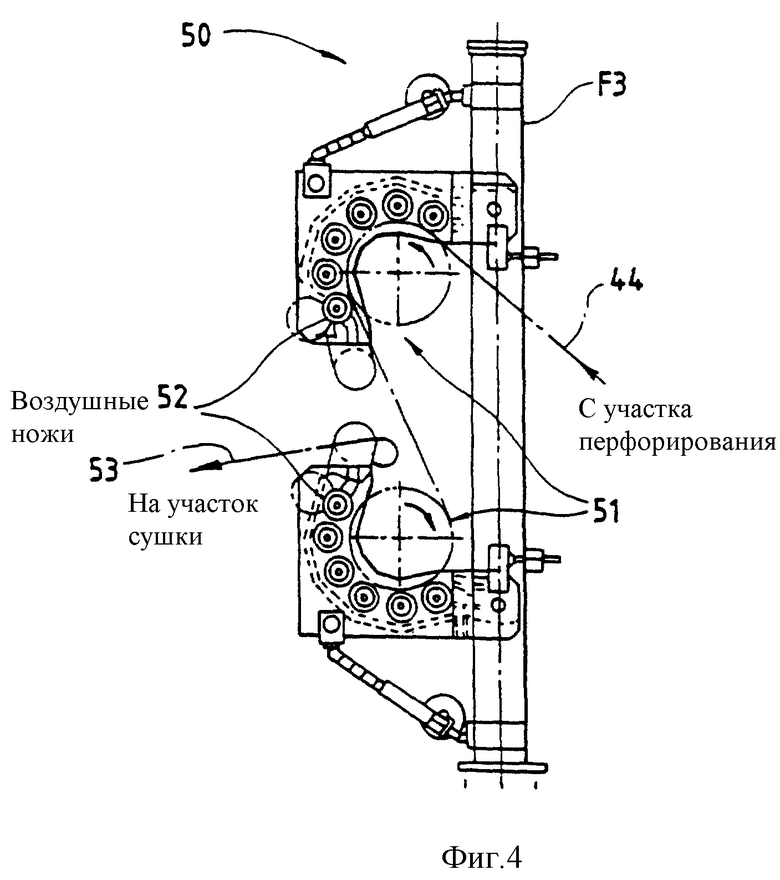
Фиг. 4 представляет собой увеличенный вид сбоку в вертикальном разрезе участка обезвоживания установки, используемой для получения перфорированной пленки настоящего изобретения.
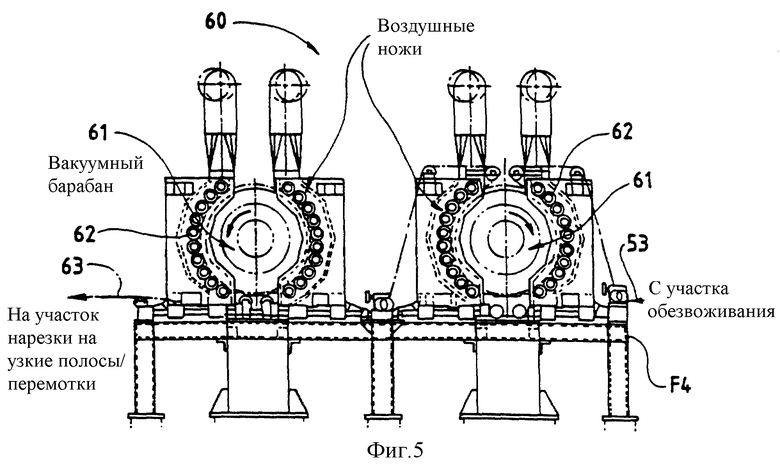
Фиг. 5 представляет собой увеличенный вид сбоку в вертикальном разрезе участка сушки установки, используемой для получения перфорированной пленки настоящего изобретения.
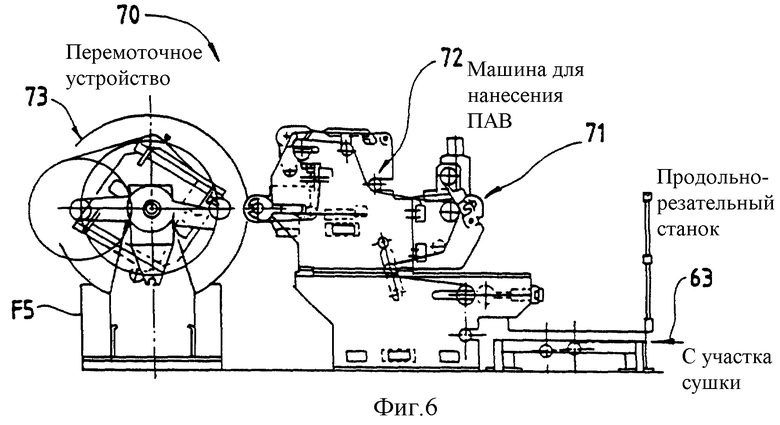
Фиг. 6 представляет собой увеличенный вид сбоку в вертикальном разрезе участка продольной резки/перемотки установки, используемой для получения перфорированной пленки настоящего изобретения.
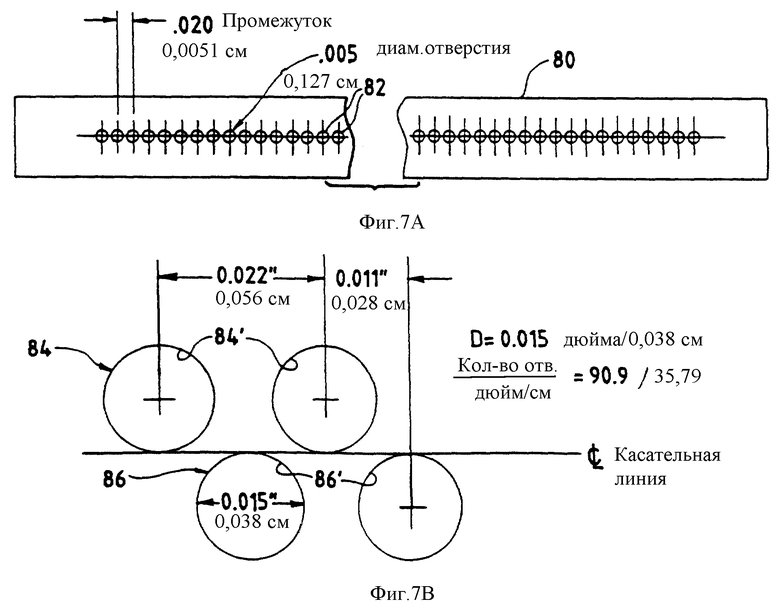
Фиг. 7A представляет собой схематичный вид насадочной пластины, используемой в установке для получения перфорированных пленок настоящего изобретения.
На фиг. 7B, C, D и E представляют собой увеличенные виды систем насадок, которые могут быть использованы в установке для получения перфорированных пленок настоящего изобретения.
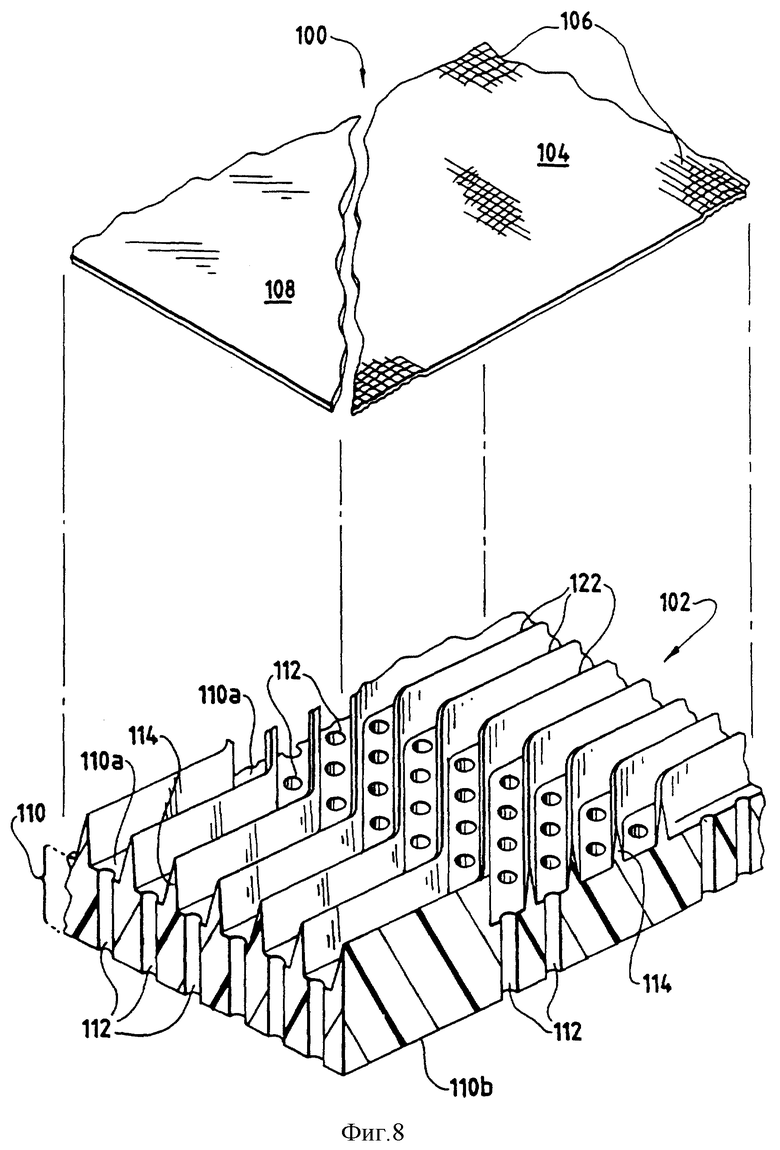
Фиг. 8 представляет собой изображение в изометрии с разнесением элементов исходной пленки, помещенной на поддерживающий элемент, для обработки в соответствии с настоящим изобретением.
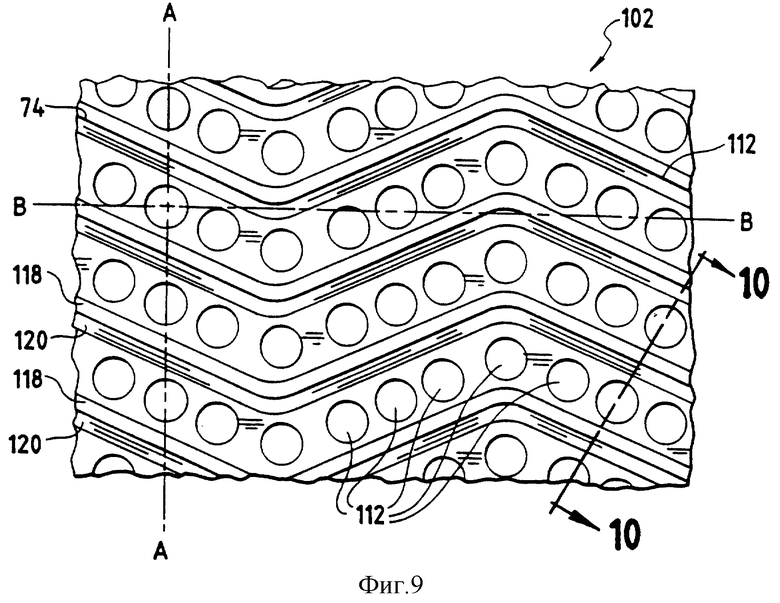
Фиг. 9 представляет собой вид сверху в плане поддерживающего элемента, показанного в нижней части фиг. 8.
Фиг. 10 представляет "собой увеличенное поперечное сечение по линии 10-10 поддерживающего элемента, показанного на фиг. 9.
На фиг. 11A-D представлены поперечные сечения, аналогичные показанным на фиг. 10, которые илолюстрируют последовательные стадии натяжения исходной пленки с образованием отверстий в соответствии с настоящим изобретением.
Фиг. 12 представляет собой фотографию вида сверху в плане перфорированной пленки при увеличении в 7,5 раз.
Фиг. 13 представляет собой вид с торца в вертикальном разрезе перфорированной пленки, показанной на фиг. 12.
Фиг. 14 представляет собой вид с торца в вертикальном разрезе перфорированной пленки, показанной на фиг. 12, при увеличении в 15 раз.
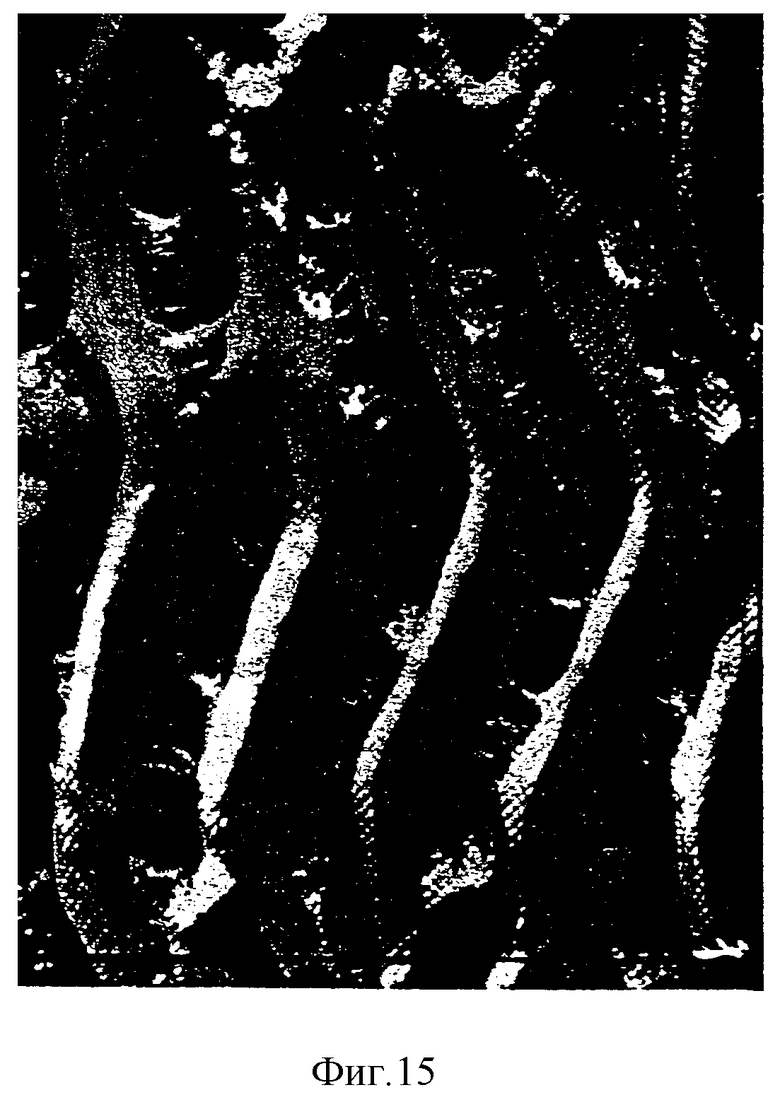
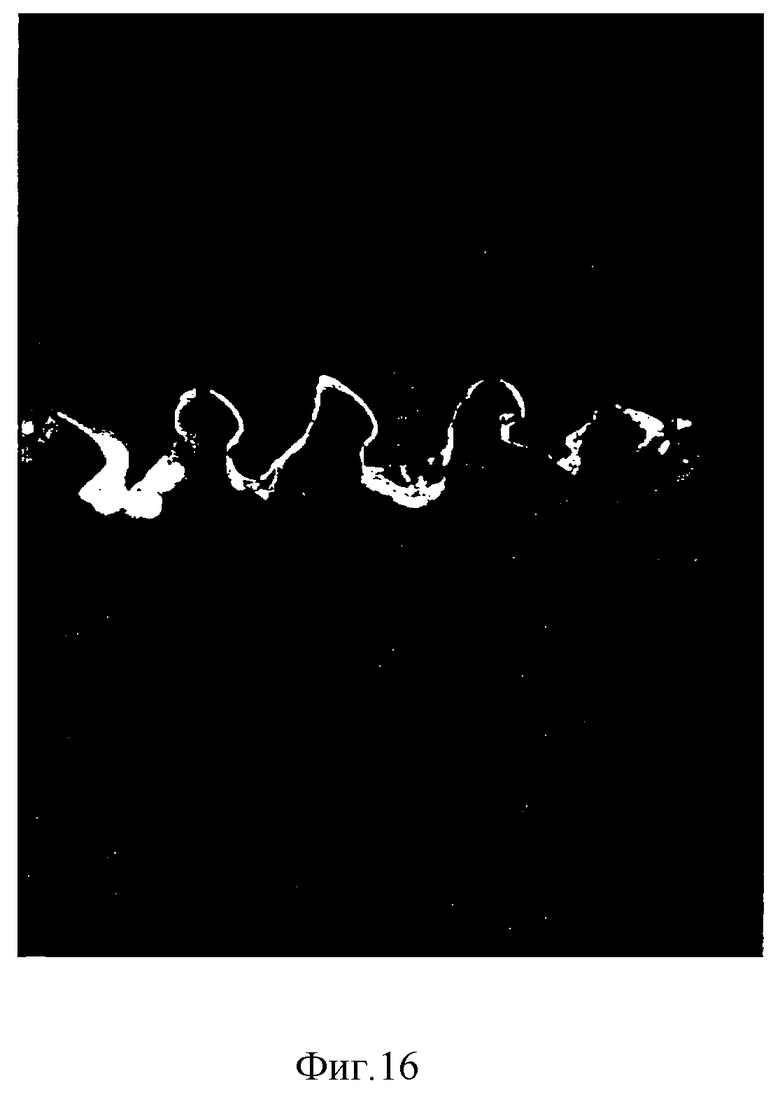
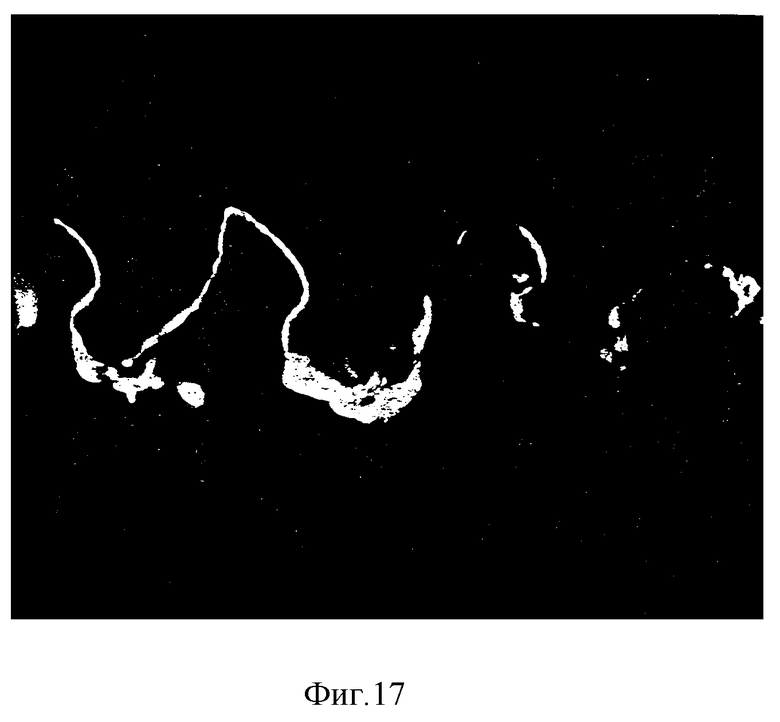
Фиг. 15 представляет собой вид сверху в плане другой перфорированной пленки при увеличении в 7,5 раз.
Фиг. 16 представляет собой вертикальный разрез вида с торца перфорированной пленки, показанной на фиг. 15.
Фиг. 17 представляет собой вертикальный разрез вида с торца перфорированной пленки, показанной на фиг. 15, при увеличении в 15 раз.
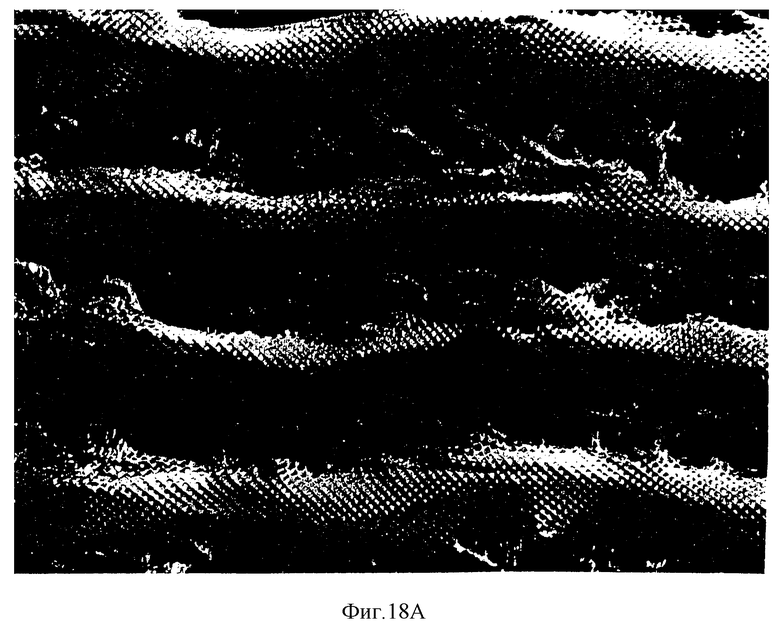
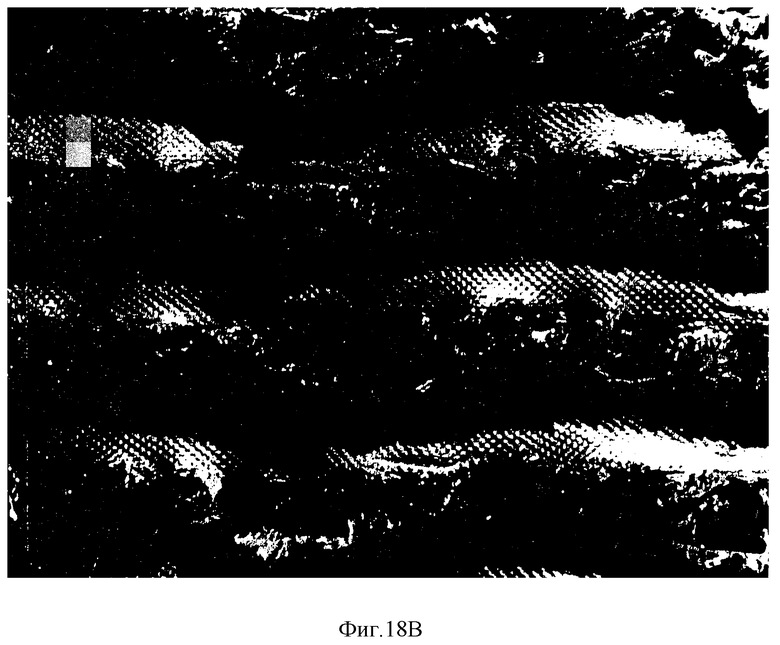
Фиг. 18A и B представляют собой фотографии при увеличении в 10 раз перфорированной пленки, полученной в соответствии с настоящим изобретением, которую изготавливают из исходной пленки с тиснением с выпуклой стороной, находящейся на вспомогательном формирующем элементе, где на фиг. 18A показана сторона пленки, на которую направляются водные струи, а на фиг. 18B показана сторона пленки, обращенная к вспомогательному формирующему элементу.
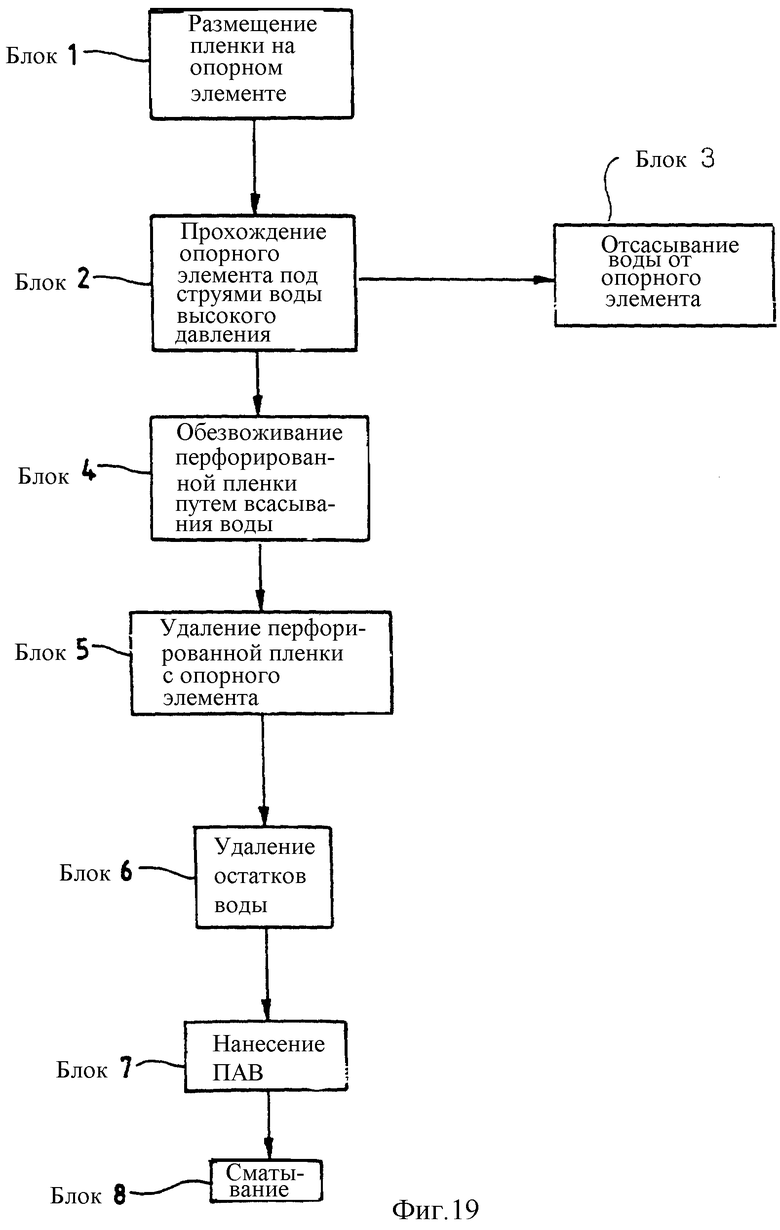
Фиг. 19 представляет собой схему, иллюстрирующую различные стадии способа получения перфорированной пленки настоящего изобретения.
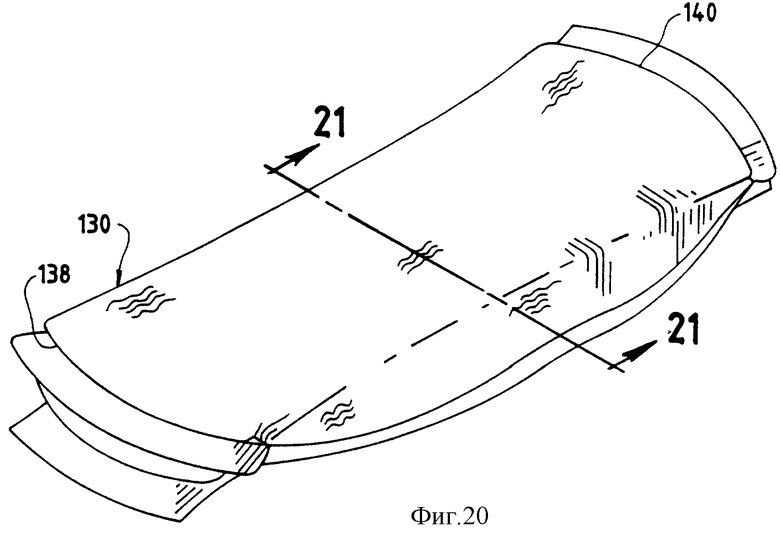
Фиг. 20 представляет собой вид в перспективе гигиенической салфетки, содержащей перфорированную пленку в соответствии с настоящим изобретением.
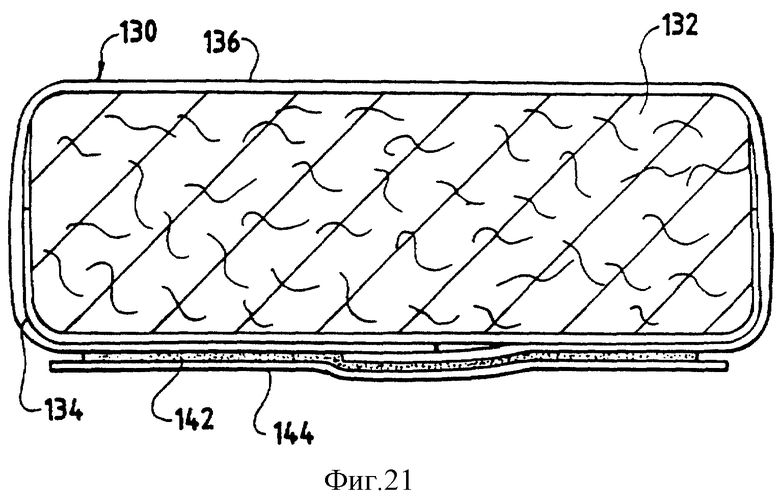
Фиг. 21 представляет собой вид в разрезе по линии 21-21 салфетки, показанной на фиг. 20.
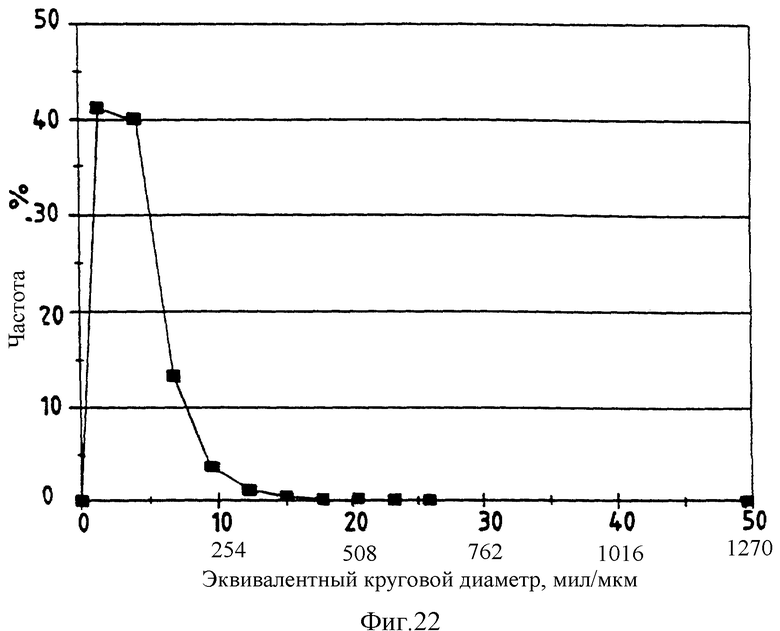
Фиг. 22 представляет собой графическое изображение распределения размера отверстий в образце перфорированной пленки, изготовленной при давлении 875 фунтов/кв. дюйм (61,25 кг/см2) на установке с тремя насадочными пластинами, каждая из которых имеет множество насадок, причем все они имеют диаметр 5 мил (127 мкм); названная насадочная пластина показана на фиг. 7A.
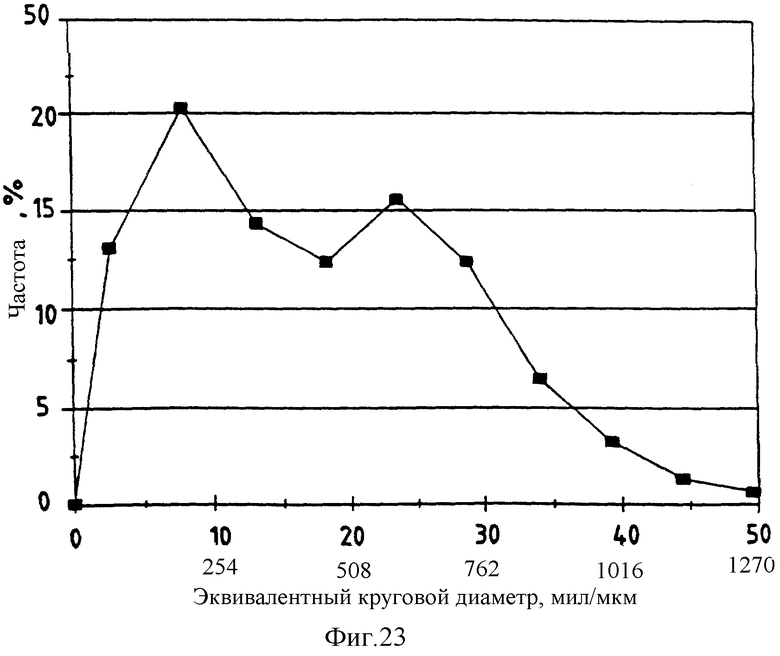
Фиг. 23 представляет собой графическое изображение распределения размера отверстий в образце перфорированной пленки, изготовленной на установке с одной насадочной пластиной со множеством насадок, каждая из которых имеет диаметр 20 мил (508 мкм), причем указанная насадочная пластина показана на фиг. 7C.
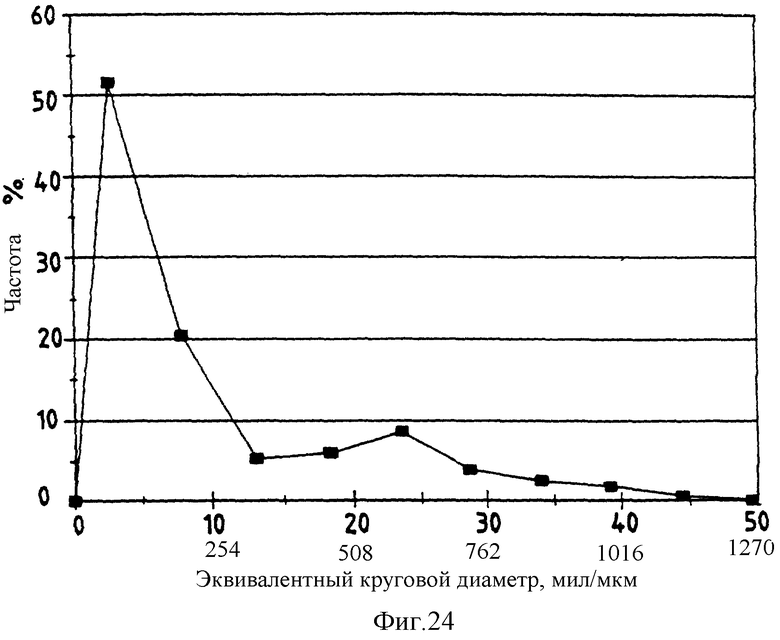
Фиг. 24 представляет собой графическое изображение распределения размера отверстий в образце перфорированной пленки, изготовленной на установке, включающей первую насадочную пластину (показана на фиг. 7C) со множеством насадок, каждая из которых имеет диаметр 20 мил (508 мкм), и вторую насадочную пластину (показана на фиг. 7A), расположенную ниже первой пластины, где вторая пластина имеет множество насадок, все с диаметром 5 мил (127 мкм).
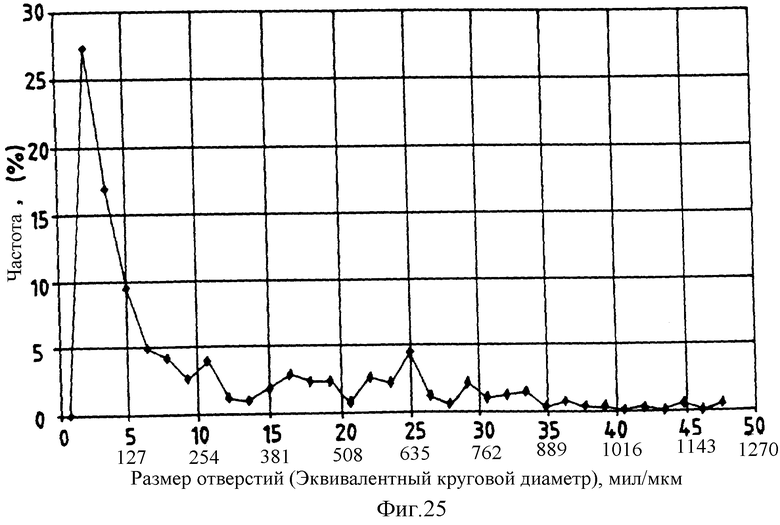
Фиг. 25 представляет собой графическое изображение распределения отверстий по размерам в образце перфорированной пленки, изготовленной в соответствии с настоящим изобретением.
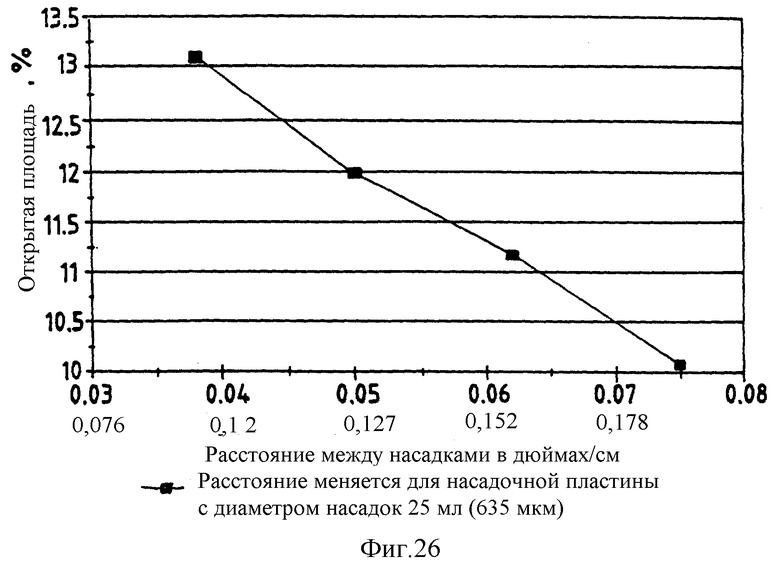
На фиг. 26 в графическом виде представлены результаты сравнения, при котором менялось расстояние между насадками, составляющими насадочную пластину.
Описание предпочтительных вариантов осуществления изобретения
Хотя настоящее изобретение допускает варианты его осуществления в различных формах, предпочтительные варианты изобретения показаны на чертежах и будут описаны ниже, при этом подразумевается, что данное описание следует рассматривать в качестве примера изобретения и оно не ограничивает изобретение проиллюстрированными конкретными вариантами.
На фиг. 1 схематически представлен вид сбоку в вертикальном разрезе одного из вариантов производственной линии, которая может быть использована для получения перфорированных пленок в соответствии с настоящим изобретением. Стрелка на фиг. 1 показывает, что производственный процесс протекает справа наналево. Из фиг. 1 видно, что производственная линия имеет пять основных участков: участок 30 размотки пленки, участок 40 перфорирования, участок 50 обезвоживания, участок 60 сушки и участок 70 нарезки узкими полосами, перемотки и нанесения поверхностно-активного вещества.
Как показано на фиг. 2, на участке 30 размотки пленки, два рулона 31 исходной пленки 33 установлены на раме F с возможностью вращения. Пленку с рулонов 31 подают через направляющие валики и в фестон 32, который имеет автоматическую систему контроля натяжения (замкнутая петля). Пленка 33 при соответствующем натяжении, например от 0,1 до 1 фунта на линейный дюйм (0,018-0,18 кг/см) выходит из фестона 32 и направляется на участок перфорирования.
Хотя в настоящем изобретении может быть использовано большое число различных пленочных материалов, одним из предпочтительных материалов является полиэтиленовая пленка, которая выпускается фирмой Exxon Chemical под торговым обозначением ЕМВ-631. Эта пленка представляет собой белую пигментированную пленку с тиснением. Полиэтиленовый компонент состоит из смеси 40 вес. % полиэтилена низкой плотности и 60 вес.% линейного полиэтилена низкой плотности. Пленка содержит 6,5 вес.% белого диоксида титана.
Исходная пленка имеет тиснение в виде алмазного узора со 165 линиями на одном дюйме (около 65 линий на см), что дает на одной стороне пленки, называемой выпуклой стороной, множество прерывистых различных выступов, разделенных сплошным взаимосвязанным узором из желобков. Другая сторона исходной пленки с тиснением, называемая вдавленной стороной, имеет множество различимых чашевидных углублений, разделенных сплошным взаимосвязанным ребристым узором. Чашевидные углубления на вдавленной стороне пленки находятся в точном соответствии с выступами на выпуклой стороне пленки. На одной стороне, предпочтительно на выпуклой стороне, исходная пленка электростатически обработана в коронном разряде. Пленка имеет предел прочности при растяжении 1750 грамма в продольном направлении (при относительном удлинении при разрыве 500%) и 1300 грамма в поперечном направлении (при относительном удлинении при разрыве 650%), при определении с использованием стандарта ASTM D-882.
Способ получения пленки согласно настоящему изобретению, может быть или периодическим или непрерывным и в целом аналогичен периодическому и непрерывному способам, которые описаны в находящейся в процессе одновременного рассмотрения заявки Серии N 08/417404. Предпочтительным вариантом осуществления изобретения является непрерывная установка, которая также раскрыта в данном описании.
Как показано на фиг. 3, пленка 33 с участка размотки поступает на участок 40 перфорирования с правой стороны. Участок 40 перфорирования включает сотоподобный опорный барабан 41, установленный с возможностью вращения на раме F1. Барабан 41 имеет трехмерный поддерживающий или формирующий элемент, более подробно описанный далее, установленный на его внешней круговой поверхности. Четыре водоструйных гребенки 42 также опираются на раму F1, а четыре всасывающих канала, по одному на каждую гребенку 42, находятся внутри барабана, что также более подробно описано ниже. Всасывающие каналы смонтированы внутри барабана и установлены на одной линии с водоструйными гребенками, расположенными на внешней стороне барабана. Каждая водоструйная гребенка состоит из металлической узкой пластины, которая далее называется насадочной пластиной, со множеством насадок, имеющих определенный размер и расстояние между ними. Конкретные примеры таких насадочных пластин описаны более подробно ниже. Определенная гребенка 42 может содержать одну или несколько насадочных пластин. Размер насадки предпочтительно остается постоянным для каждой пластины. Однако на данной пластине размер насадки может меняться. Расстояние между нижней поверхностью на-садочной пластины и внешней поверхностью поддерживающего элемента перфорирующего барабана предпочтительно находится в интервале от 0,50 до 1,0 дюйма (1,27-2,54 см).
Горячую воду под давлением подают насосом к гребенкам 42 и вода при повышенном давлении входит через множество насадок в насадочной пластине с образованием колоноподобных водяных струй. Давление воды в каждой гребенке 42 можно регулировать по отдельности. Поступающая пленка 33 подается через направляющий ролик 43 и затем через внешнюю окружность трехмерного формирующего элемента, смонтированного на опорном барабане 41, причем пленка выпуклой стороной обращена к формирующему элементу. Колоноподобные потоки воды, выходящие из насадочных пластин, ударяются о пленку и заставляют пленку отклоняться вниз в углубленные области поддерживающего элемента на опорном барабане, в результате чего пленка растягивается и рвется с образованием множества отверстий неодинакового размера. Перфорированная пленка 44 сразу после перфорирования выходит с участка 40 перфорирования с левой стороны и поступает на участок обезвоживания.
Как показано на фиг. 4, на участке 50 обезвоживания два обезвоживающих барабана 51 установлены с возможностью вращения на раме F3. Барабаны 51 имеют сотоподобную конфигурацию и каждый барабан связан с двумя вакуумными каналами, которые могут создавать вакуум до 7 дюймов рт.ст. (178 мм.рт.ст). Установлено двенадцать воздушных ножей 52, по шесть воздушных ножей на каждый барабан 51. Всасывающие каналы, связанные с обезвоживающими барабанами, расположены внутри барабанов, тогда как воздушные ножи 52 расположены снаружи барабанов 51. Избыток воды с перфорированной пленки удаляется путем подачи воздуха с высокой скоростью из ножей 52 и всасывания через всасывающие каналы в барабаны 51. Воздушные ножи 52 работают при температуре воздуха в интервале между 150 и 180oF (65,6-82,2oC). Суммарный поток воздуха через двенадцать воздушных ножей 52 составляет приблизительно 1000-2000 куб. футов в минуту на линейный фут ширины перфорированной пленки (0,919-1,838 м3•мин/см). Обезвоженная пленка 53 выходит с участка обезвоживания 50 с левой стороны и поступает на участок сушки.
На фиг. 5 показан участок 60 воздушной сушки, который включает два вакуумных барабана 61, установленных на раме F4. Каждый барабан имеет всасывающий канал, который образует дугу в 300o вокруг барабана. Двадцать воздушных ножей 62 расположены снаружи каждого барабана 61 и работают при температуре в интервале 150-180oF (65,6-82,2oC). Суммарный воздушный поток через все сорок воздушных ножей 62 составляет приблизительно от 5000 до 7000 куб. футов в минуту на линейный фут ширины перфорированной пленки (4,6-6,4 м3•мин/см). Перепад давления, созданный с помощью вакуума в барабанах 61, составляет приблизительно 2 дюйма водного столба (5,08 см), при измерении поперек пленки. Высушенная пленка 63 выходит c участка 60 сушки с левой стороны и поступает на участок нарезки узкими полосами/перемотки.
Как показано на фиг. 6, пленка 63 с участка сушки поступает на участок 70 нарезки на узкие полосы/перемотки с правой стороны. Станок 71 для разрезания на полосы, включающий ножи для продольной резки, нарезающие полосы на определенном расстоянии, разрезает высушенную перфорированную пленку на полосы необходимой ширины. Высушенная и нарезанная на полосы перфорированная пленка затем поступает в машину 72 для нанесения поверхностно-активного вещества, где подходящее поверхностно-активное вещество, например Tween-20, наносят на пленку путем легкого прикосновения. Поверхностно-активное вещество предпочтительно используется в виде водного раствора, содержащего приблизительно 48,8±1,5% ПАВ. В иллюстрирующем примере варианта осуществления изобретения скорость валика для нанесения поверхностно-активного вещества составляет 15±3 дюйма в минуту (38,1±7,6 см/мин). Предпочтительно поверхностно-активное вещество наносят на вдавленную сторону пленки. С другой стороны, оно может быть нанесено на выпуклую сторону пленки или на обе стороны. Названные выше параметры обеспечивают нанесение раствора ПАВ из расчета 0,25±0,07 мг/кв. дюйм (0,04±0,011 мг/см2). Затем покрытая поверхностно-активным веществом, нарезанная на полосы перфорированная пленка, несмотря на то, что все еще остается влажной, поступает на узел 73 перемотки с центральным приводом, который установлен на раме F5, где покрытая, нарезанная на полосы перфорированная пленка сматывается в рулон.
Когда пленку сматывают в рулон, выпуклая и вдавленная стороны пленки соприкасаются друг с другом. Поверхностно-активное вещество на одной стороне все еще остается влажным, когда пленку сматывают в рулон, и некоторое количество поверхностно-активного вещества переходит на другую сторону пленки, на которую оно не было нанесено. Полагают, что когда поверхностно-активное вещество вначале наносят на сторону пленки, которая не подвергалась обработке в коронном разряде (при этом поверхностно-активное вещество не нанесено непосредственно на обработанную в коронном разряде сторону), после сматывания пленки в рулон приблизительно 65% или более такого нанесенного поверхностно-активного вещества переходит на обработанную в коронном разряде сторону пленки. Также считают, что когда поверхностно-активное вещество первоначально наносят на обработанную в коронном разряде сторону пленки (и когда непосредственно на необработанную в коронном разряде сторону пленку оно не нанесено), при сматывании пленки в рулон приблизительно 25% или менее нанесенного поверхностно-активного вещества переходит на сторону пленки, которая не была обработана в коронном разряде. Таким образом, независимо от того, на какую из сторон первоначально наносится поверхностно-активное вещество, при сматывании пленки в рулон происходит перемещение поверхностно-активного вещества с одной стороны на другую и оно распределяется между обработанной в коронном разряде и необработанной в коронном разряде сторонами так, что на обработанной в коронном разряде стороне удерживается приблизительно 65-75% или более ПАВ, а необработанная в коронном разряде сторона удерживает приблизительно 25-35% или менее ПАВ. Полученный в результате перфорированный пленочный материал имеет градиент смачиваемости между обработанной и необработанной в коронном разряде сторонами.
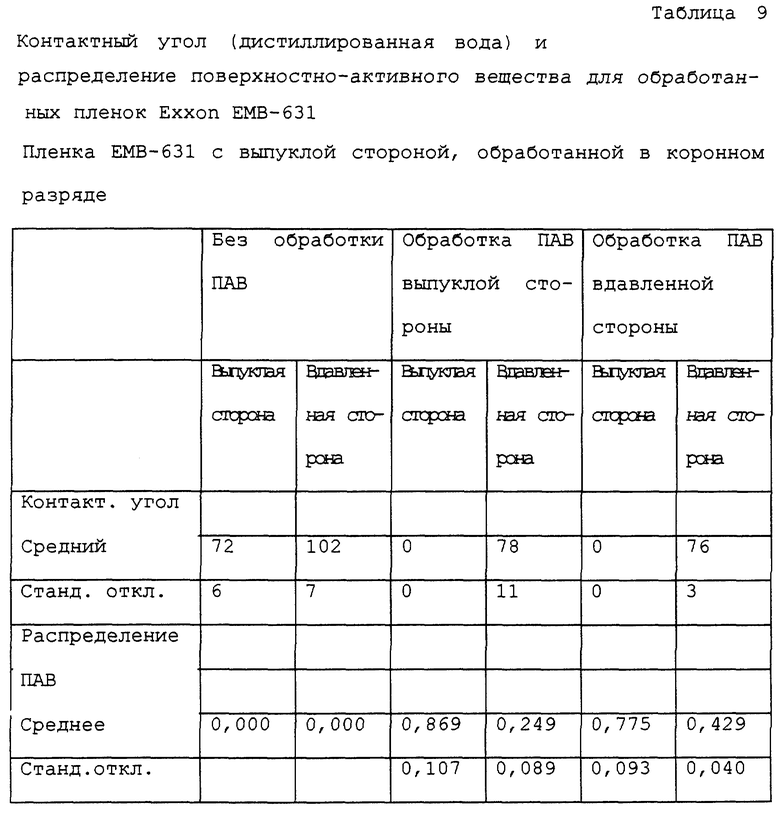
Оценка контактных углов, образуемых дистиллированной водой, не пленке Exxon EMB-631 с обработанной в коронном разряде выпуклой стороны, показала, что контактный угол на вдавленной стороне составляет 78 градусов, если поверхностно-активное вещество вначале нанесено на выпуклую сторону и 76 градусов, если оно вначале нанесено на вдавленную сторону. В обоих случаях поверхностно-активное вещество наносят таким способом, каким его наносят на перфорированную пленку, и пленку сматывают в рулон после нанесения раствора поверхностно-активного вещества, пока пленка все еще остается влажной. Перемещение раствора со стороны, на которую он был изначально нанесен, на противоположную сторону пленки, аналогично описанному выше (то есть приблизительно 65-75% ПАВ остается на обработанной в коронном разряде стороне). Измеренный контактный угол на выпуклой стороне в обоих случаях составляет ноль градусов (0o). Без поверхностно-активного вещества контактный угол равен 102 градуса на вдавленной стороне и 72 градуса на выпуклой стороне. (См. Таблицу 9, приведенную ниже).
Так как величина контактного угла является показателем смачиваемости поверхности (при этом более низкое значение контактного угла указывает на более высокую степень смачивания), полагают, что градиент значений контактного угла между необработанной в коронном разряде стороной и обработанной в коронном разряде стороной, который обсуждался выше, повышает способность перфорированного пленочного материала втягивать жидкость от необработанной в коронном разряде стороне к обработанной в коронном разряде стороне. Кроме того, полагают, что уменьшение контактного угла до нуля градусов (0o) на обработанной в коронном разряде стороне, которая в абсорбирующих изделиях настоящего изобретения представляет собой сторону, обычно обращенную к абсорбирующей сердцевине абсорбирующего изделия (то есть, гигиенической салфетки), ускоряет впитывание для распределения жидкости в x-y-направлении вдоль поверхности пленки, которая обращена к абсорбирующей сердцевине.
В перфорированных пленках предшествующего уровня было желательно наносить поверхностно-активное вещество на сторону пленки, которая обращена к коже потребителя абсорбирующего изделия. Нанесение поверхностно-активного вещества на обращенную к телу сторону пленки ускоряет распределение жидкости на этой стороне пленки и посредством этого повышает абсорбцию через пленку и в абсорбирующую сердцевину. Кроме того, нанесение поверхностно-активного вещества на обращенную к телу потребителя сторону пленки обеспечивает более приятное ощущение для потребителя. Пленка, обработанная в соответствии с описанным выше способом, где поверхностно-активное вещество распределено как на стороне, обращенной к телу, так и на стороне, обращенной к абсорбирующей сердцевине, как считали, не является желательной. Поэтому пленка настоящего изобретения, как установлено, дает неожиданные результаты по способности перфорированной пленки втягивать жидкость от обращенной к телу стороны к абсорбирующей сердцевине. (См. ниже обсуждение, относящееся к Таблицам 11-14).
Из фиг. 7A-7E видно, что колоноподобные струи воды выходят из одной или нескольких насадочных пластин, имеющих множество насадок. Предпочтительно насадки получают путем сверления исходной металлической узкой пластины с образованием цилиндрических отверстий. Однако предполагается, что могут быть использованы насадки различной формы.
На фиг. 7A показана насадочная пластина 80 для подачи колоноподобных струй воды, каждая из которых имеет относительно небольшое поперечное сечение для получения на пленке микроотверстий. Насадки 82 в гребенке имеют диаметр 5 мил (0,005 дюйма, 0,013 см) и находятся на расстоянии 0,020 дюйма (0,051 см) друг от друга. Такая гребенка выпускается фирмой Nippon Nozzle Co., Kobe, Япония.
На фиг. 7B-7E показаны насадочные пластины для получения колоноподобных струй воды, каждая из которых имеет относительно большое поперечное сечение, для получения в пленке отверстий большого размера. На фиг. 7B показана насадочная пластина, имеющая два ряда 84, 86 насадок 84', 86', которые размещены на расстоянии друг от друга на противоположных сторонах центральной касательной линии. Насадки в каждом ряду имеют диаметр 15 мил (0,015 дюйма, 0,038 см) и находятся на расстоянии 0,022 дюйма (0,056 см) от центра до центра. Промежутки между насадками в верхнем ряду смещены от промежутков между насадками в нижнем ряду на 0,011 дюйма (0,028 см). Пластина содержит 90,9 насадок на дюйм (35,79 насадок на см).
На фиг. 7C показана насадочная пластина, имеющая два ряда 88, 90 насадок 88', 90', которые расположены на расстоянии друг от друга на противоположных сторонах центральной касательной линии. Насадки каждого ряда имеют диаметр 20 мил (0,020 дюйма, 0,051 см) и расстояние между ними составляет 0,032 дюйма (0,081 см). Промежутки между насадками в верхнем ряду смещены от промежутков между насадками в нижнем ряду на 0,016 дюйма (0,041 см). Пластина содержит 62,5 насадок на дюйм (24,6 насадок на см).
На фиг. 7D показана насадочная пластина, имеющая два ряда 92, 94 насадок 92', 94', которые расположены на расстоянии друг от друга на противоположных сторонах центральной касательной линии. Насадки каждого ряда имеют диаметр 25 мил (0,025 дюйма, 0,064 см) и расстояние между ними составляет 0,038 дюйма (0,097 см). Промежутки между насадками в верхнем ряду смещены от промежутков между насадками в нижнем ряду на 0,019 дюйма (0,048 см). Пластина содержит 52,6 насадок на дюйм (22,1 насадок на см).
На фиг. 7E показана насадочная пластина для подачи колоноподобных струй воды, каждая из которых имеет относительно большое поперечное сечение для образования на пленке отверстий большого размера. Каждая насадка имеет диаметр 0,025 дюйма (0,064 см) и они находятся на расстоянии от центра до центра 0,083 дюйма (0,21 см). Хотя насадочная пластина, показанная на фиг. 7E, может быть использована для получения пленки в соответствии с настоящим изобретением, применение насадочных пластин, которые представлены на фиг. 7B-7D, в настоящее время является предпочтительным при их использовании в сочетании с одной или несколькими насадочными пластинами с относительно небольшими насадками для получения микроотверстий.
Небольшие насадки (см. фиг. 7A) предпочтительно имеют диаметр меньше 10 мил (254 мкм). Большие насадки (см. фиг. 7B-7E) предпочтительно имеют диаметр более 10 мил (254 мкм).
Установка для производства перфорированной пленки настоящего изобретения описана более подробно в находящейся на одновременном рассмотрении патентной заявке Серии N 08/417404. Установка для производства пленки настоящего изобретения имеет несколько дополнительных признаков, включая второй комплект насадочных пластин, который описан выше при рассмотрении фиг. 7B-7E. Давление воды, подаваемой к небольшим насадкам, обычно выше 500 фунтов/кв.дюйм (35,15 кг/см2) и предпочтительно имеет порядок 500-1600 футов/кв.дюйм (35,15-112,5 кг/см2) и выше. Давление воды, подаваемой на большие насадки, обычно составляет менее 500 фунтов/кв.дюйм (35,15 кг/см2) и обычно имеет порядок 125-200 фунтов/кв.дюйм (8,75-14,06 кг/см2).
В предпочтительном варианте осуществления изобретения перфорирующее оборудование состоит из сотоподобного опорного барабана, трехмерного формирующего элемента, нескольких водоструйных гребенок и соответствующих всасывающих каналов, установленных внутри и последовательно вдоль части окружности барабана. Формирующий элемент представляет собой вырезную муфту, показанную на фиг. 8-10, которая смонтирована на сотоподобном опорном барабане. Всасывающие каналы установлены внутри барабана и расположены в ряд с водоструйными гребенками, расположенными снаружи барабана. Каждая водоструйная гребенка содержит металлическую узкую пластину, имеющая множество насадок. У конкретной гребенки размер насадки остается постоянным на всей пластине. Расстояние между насадочной пластиной и поверхностью вырезной муфты составляет предпочтительно от 0,50 до 1 дюйма (1,27-2,54 см). Повышенное давление в гребенке создается путем подачи насосом подогретой воды. Вода под давлением проходит через ряды насадок в насадочной пластине, создавая таким образом по существу колоноподобные струи воды. Энергия колоноподобных струй горячей воды, падающих на пленку, заставляет пленку принимать контуры поверхности вырезной муфты, в результате чего пленка растягивается и разрывается с образованием множества неодинаковых отверстий. Давление и температура воды, подаваемой в каждую гребенку, может регулироваться по-отдельности. Ниже приведены параметры процесса.
Линейная скорость: 50-200 ярдов/мин (45,7-182,8 м/мин).
Температура воды: 155-165oF (68,3-73,9oC).
Максимальное количество используемых гребенок: 3.
Расстояние между пластиной гребенки и поверхностью муфты: 0,50-1 дюйм (1,27-2,54 см).
Гребенка низкого давления.
Количество гребенок: 1.
Размер насадок: 0,0145-0,030 дюймов (0.0368-0,0762 см).
Давление: 150±25 фунтов/кв.дюйм (10,55±1,76 кг/см2).
Расход воды: 8,0±2,0 галлона в минуту на дюйм насадочной пластины (гал•мин/дюйм) (11,92±2,98 л•мин/см).
Вакуум во всасывающем канале: 5,0-2,0 дюйма рт.ст (-17±10,2 кПа, -0,17±0,102 кг/см2).
Гребенка высокого давления.
Количество гребенок: максимально 2.
Размер насадлок: 0,005-0,007 дюймов (0,0127-0,0178 см).
Давление: 1150±350 фунтов/кв.дюйм (80,5±24,5 кг/см2).
Расход воды: 0,9±0,22 галлона в минуту на дюйм насадочной пластины (гал•мин/дюйм) (1.34±0,33 л•мин/см).
Вакуум во всасывающем канале: 5±2 дюйма рт.ст. (-17±10,2 кПа, 0,17±0,102 кг/см2).
Последовательность использования гребенок
Водоструйные гребенки с повышенным давлением и соответствующие им насадочные пластины могут быть расположены в различной последовательности относительно направления непрерывного перемещения пленки на барабане. Для перфорирования пленки может быть использована любая из следующих пяти последовательностей:
1. Низкое давление, высокое давление.
2. Низкое давление, высокое давление, высокое давление.
3. Высокое давление, низкое давление.
4. Высокое давление, низкое давление, высокое давление.
5. Высокое давление, высокое давление, низкое давление.
Показанный на фиг. 8-10 формирующий элемент представляет собой трехмерную поверхность, имеющую множество радиально вытянутых опорных звеньев, которые поднимаются над основанием формирующего или поддерживающего элемента. Эти звенья по существу аналогичны соответствующим звеньям, раскрытым в находящейся на одновременном рассмотрении патентной заявки Серии N 09/417404.
Фиг. 8 представляет собой изображение в изометрии разнесенных элементов - исходной пленки 100, помещенной на поддерживающий элемент 102. Исходная пленка может быть с тиснением или без тиснения. С другой стороны, часть 104 исходной пленки 100 имеет тиснение 106 и участки 108 без тиснения, как это показано в верхней части фиг. 8.
Поддерживающий элемент 102 содержит основную часть 110, имеющую верхнюю поверхность 110a и нижнюю поверхность 110b. Поддерживающий элемент 102 также имеет множество отверстий 112, проходящих через всю толщину основания 110 от верхней поверхности 110a к нижней поверхности 110b. Как можно будет увидеть в дальнейшем, отверстия 112 предусмотрены для удаления воды в процессе производства перфорированной пленки в соответствии с настоящим изобретением. Поддерживающий элемент 102 также имеет множество радиально простирающихся опорных участков 114. Эти опорные участки включают основание 116, совпадающие с плоскостью верхней поверхности 110a части 110 и пару расположенных под углом боковых стенок 118, 120 (нагляднее показано на фиг. 9 и 10). Боковые стенки 118, 120 простираются наружу от основания 116 до соединения в верхней точке или ребре 122. Опорные участки 114 расположены параллельно и на одном расстоянии друг от друга. Они могут проходить параллельно, перпендикулярно или под любыми углом к сторонам поддерживающего элемента. Как показано на фиг. 8 и 9, эти опорные участки 114, при рассмотрении в плане, обычно имеют синусоподобную или волновую конфигурацию. Следует понимать, что опорные участки могут иметь и другую конфигурацию, например, они могут представлять собой прямые линии, "зигзаг" и др. Подробное описание формирующего элемента приведено в находящейся на одновременном рассмотрении патентной публикации Серии N 08/417404.
На фиг. 11A-D показана последовательность натяжения исходной пленки 124 с образованием отверстий в соответствии с указаниями настоящего изобретения. На фиг. 11A показано, что исходная пленка 124 вначале лежит на поддерживающем элементе. На фиг. 11B пленка 124 деформируется в ответ на воздействие колоноподобных струй воды и вытягивается (то есть растягивается) вниз и частично в промежуток между опорными участками. На фиг. 11C видно, что по мере вытягивания пленки 124 она становится тоньше. На фиг. 11D показано, что по мере того, как пленка дополнительно вытягивается и становится тоньше, она начинает рваться с образованием отверстий 126. Этот процесс также описан в находящейся на одновременном рассмотрении патентной заявке Серии N 08/417404, где описано получение микроотверстий, окруженных микрополосками или фибриллами, пленочного материала.
Благодаря вертикальным звеньям на формирующем элементе, по мере протекания процесса пленка настоящего изобретения растягивается (то есть, дает значительное изменение размера в z-направлении относительно первоначальной толщины исходной неперфорированной пленки). В некоторых способах предшествующего уровня растяжение в z-направлении должно быть выполнено на отдельной стадии тиснения (см. , например, патент США N 4609518). Растянутое верхнее покрытие ограничивает контакт между потребителем и абсорбирующим слоем и, таким образом, усиливает ощущение сухости в содержащих его изделиях.
В пленках, абсорбирующих продуктах и способах, описанных здесь, отверстия в пленках представляют собой как микроотверстия, так и отверстия больших размеров, или могут состоять только из отверстий больших размеров. Полагают, что микроотверстия образуются преимущественно из вытянутого пленочного материала в ответ на действие колоноподобных струй воды, выходящих из более маленьких отверстий насадочных пластин, которые обсуждались выше. Кроме того, замечено, что отверстия большого размера, также полученные из вытянутого пленочного материала, образуются преимущественно в ответ на действие колоноподобных струй воды, выходящих из насадок большего размера, а не из насадок небольших размеров, насадочных пластин, которые обсуждались выше.
Полученная в результате перфорированная пленка имеет сочетание отверстий первой группы большего размера или отверстий, имеющих средние ЭГД приблизительно от 7 до 30 мил (178-762 мкм), и отверстий второй группы небольшого размера или отверстий, иногда называемых микроотверстиями, которые имеют средние ЭГД приблизительно от 1 до 7 мил (25-178 мкм). Такие перфорированные пленки имеют открытую площадь в интервале приблизительно от 3 до 13%. Установлено, что использование насадочных пластин, имеющих насадки, диаметр которых находится в интервале от 10 до 25 мил (254-635 мкм), приводит к образованию в пленке отверстий, имеющих средний ЭГД приблизительно от 7 до 17 мил (177,8-432 мкм). Фибриллы, окружающие и ограничивающие микроотверстия и отверстия большого размера, описаны более подробно в находящейся на одновременном рассмотрении патентной заявке Серии N 08/417404. Фибриллы имеют длину в интервале приблизительно от 0,005 до 0,05 дюйма (0,013-0,127 см); ширину - в интервале приблизительно от 0,001 до 0,035 дюйма (0,003-0,089 см) и толщину - в интервале приблизительно от 0,00025 до 0,002 дюйма (0,0006-0,005 см). На фотографиях фиг. 12-18 показано такое сочетание микроотверстий и отверстий большого размера в перфорированной пленке.
Сочетание отверстий большого размера и микроотверстий, которое обсуждалось выше, обеспечивает улучшение в ощущении сухости и чистоты пленки. Когда она используется в качестве верхнего покрытия гигиенических салфеток. Получаемая в результате открытая площадь лежит в интервале от 3 до 13%. В пленках предшествующего уровня, имеющих только микроотверстия (см. находящуюся на одновременном рассмотрении заявку Серии N 08/417404) при использовании колоноподобных водяных струй с диаметром 5 мил (127 мкм) получают в результате перфорированную пленку, имеющую микроотверстия со средним ЭГВ 3 мил (76,2 мкм) и открытую площадь приблизительно 3%. Больший размер отверстий и большая открытая площадь в перфорированной пленке, имеющей отверстия большого размера в сочетании с микроотверстиями в соответствии с настоящим изобретением, дает улучшенное соотношение размера отверстий и открытой площади так, что достигается положительный баланс: достаточно большие отверстия, чтобы легко воспринимать поток менструальной жидкости и обеспечивать ее прохождение через пленку к абсорбирующей сердцевине салфетки, но достаточно маленькие, чтобы маскировать пятно на абсорбирующей прокладке и давать потребителю ощущение чистоты. Таким образом, абсорбирующие изделия настоящего изобретения, изготовленные с использованием перфорированных пленок настоящего изобретения, отличаются значительно улучшенными характеристиками чистоты и сухости.
В предпочтительном варианте изобретения, исходная пленка перфорируется с помощью колоноподобных струй воды большого диаметра при низком давлении и с помощью колоноподобных струй воды небольшого диаметра при высоком давлении. Такое сочетание струй как высокого, так и низкого давления обеспечивает образование более крупных отверстий и большей открытой площади, чем в случае пленок, изготовленных только с использованием струй воды небольшого диаметра с высоким давлением. Пленки, изготовленные в соответствии с этим вариантом осуществления изобретения, также оказываются более мягкими, чем пленки, изготовленные с использованием только струй большого диаметра с низким давлением.
На фиг. 19 представлена схема, иллюстрирующая некоторые стадии способа производства новых перфорированных пленок настоящего изобретения. Первая стадия этого способа заключается в размещении куска тонкой, поддающейся растягиванию пленки из термопластичного полимерного материала на поддерживающем или опорном элементе (Блок 1). Опорный элемент с находящейся на нем поддающейся растягиванию пленкой пропускают под эжекторной насадкой высокого давления (Блок 2). Предпочтительной жидкостью является вода. Воду отводят от опорного элемента, предпочтительно используя вакуум (Блок 3). Пленку обезвоживают, причем для этих целей предпочтительно отсасывание (Блок 4). Обезвоженную перфорированную пленку снимают с опорного элемента (Блок 5). Оставшуюся на перфорированной пленке воду удаляют, например, с помощью подаваемого на нее потока воздуха (Блок 6). Затем на перфорированную пленку наносят поверхностно-активное вещество (Блок 7). Далее перфорированную пленку сматывают в рулон, в котором она хранится до использования или в том виде, в котором она получена, или в качестве структурного компонента другого изделия, такого как гигиеническая салфетка, одноразовая пеленка или повязка для ран (Блок 8).
На фиг. 20 и 21 показана гигиеническая салфетка 130, состоящая из абсорбирующей сердцевины 132 из волокна древесной целлюлозы, непроницаемой для жидкости защитной пленки 134 и покрывающего материала 136, который может представлять собой любую перфорированную пленку настоящего изобретения. Предпочтительно, когда покрывающая пленка имеет структуру, описанную выше. Защитная пленка 134, которая может состоять, например, из тонкой полиэтиленовой пленки, контактирует с нижней поверхностью абсорбирующей сердцевины 132 и частично выходит за продольные стороны абсорбирующей сердцевины. Покрывающий материал 136 немного длиннее, чем абсорбирующая сердцевина и завернут вокруг абсорбирующей сердцевины и защитной пленки, как это показано на фиг. 21. Продольные края покрывающего материала частично перекрываются и запаяны вместе с нижней поверхностью салфетки обычным способом. В варианте, показанном на чертеже, покрывающий материал припаян сам к себе на концах 138, 140 гигиенической салфетки. Как показано на фиг. 21, гигиеническая салфетка 130 имеет слой 142 клея для прикрепления салфетки к нижнему белью потребителя. Клей для применения салфетки защищается с помощью удаляемой полоски 144.
ПРИМЕР 1
В одном из вариантов перфорированной пленки настоящего изобретения исходная пленка представляет собой пленку с тиснением, поставляемую Exxon Chemical под обозначением EMB-631 и имеющую толщину 0,95 мил (24 мкм). Выпуклая сторона этой пленки обработана в коронном разряде. Пленку помещают на формирующий элемент, который показан на фиг. 8-10, установленный на опорном барабане, описанном в находящихся на одновременном рассмотрении заявках Серий NN 08/417404 и 08/417408 (Turi et al.), обработанной в коронном разряде выпуклой стороной пленки к формирующему элементу. Для подачи на пленку колоноподобных потоков воды используют две гребенки. Первая или расположенная у места выхода потока гребенка имеет конфигурацию насадок, показанную на фиг. 7D, то есть она имеет два смещенных ряда 92, 94 насадок 92', 94', причем каждая из насадок имеет диаметр 0,025 дюйма (0,064 см). Насадки расположены на расстоянии от центра до центра 0,038 дюйма (0,097 см), что обеспечивает получение 52,6 отверстия на дюйм (22,1 отверстия на см). Вторая или расположенная вниз по потоку гребенка имеет конфигурацию насадок, показанную на фиг. 7A, то есть она имеет один ряд насадок, каждая из которых имеет диаметр 0,005 дюйма (0,0127 см). Насадки расположены на расстоянии от центра до центра 0,020 дюйма (0,051 см). В этом случае общее количество насадок на один дюйм равно 50 (19,69 насадок/см). Вода с температурой 165oF (73,9oC) подается под давлением 165 фунтов/кв.дюйм (11,55 кг/см2) на первую гребенку и под давлением 1400 фунтов/кв. дюйм (98,4 кг/см2) на вторую гребенку. Пленку пропускают под гребенками со скоростью 435 футов/мин (12,19 м/мин). Давление всасывания внутри барабана составляет минус 50 дюймов водяного столба (-127 см вд.ст.). Пленку обезвоживают с помощью устройства, показанного на фиг. 4, и сушат с помощью устройства, показанного на фиг. 5. После сушки вдавленную сторону пленки легким прикосновением покрывают 48,8%-ным раствором Tween-20 в воде, нанося раствор из расчета 0,25 мг/кв.дюйм (0,049 мг/см2). Последующее сматывание пленки в рулон приводит к переходу раствора поверхностно-активного вещества с вдавленной стороны на обработанную в коронном разряде выпуклую сторону. После того, как раствор поверхностно-активного вещества в конце концов высохнет, пленка имеет общее содержание нанесенного поверхностно-активного вещества (включая все поверхности пленки) 0,12 мг/кв.дюйм (0,019 мг/см2). Полученная в результате перфорированная пленка имеет воздухопроницаемость приблизительно 325 куб. футов в минуту на один кв.фут (0,093 м3•мин/см2) при перепаде давления (ΔP) 0,5 дюйма вд.ст. (1,27 см вд.ст.). Пленка имеет измеренную открытую площадь 6,24% и средний ЭКД 10-11 мил (254-279 мкм). ЭКД (Эквивалентный Круговой Диаметр) представляет собой вычисленный диаметр отверстия, который определяют, исходя из измеренной площади отверстия. Площадь измеряют с использованием аппаратуры и программного обеспечения для определения ЭГД, которые раскрыты в находящейся на одновременном рассмотрении патентной заявке Серии N 08/417404. Формула для расчета ЭКД имеет следующий вид; ЭКД = ν4A/π, где A представляет собой измеренную площадь отверстия. В среднем на один кв.дюйм приходится 500 отверстий (77,52 отверстия на см2). Общая толщина составляет 14,5 мил (368,3 мкм).
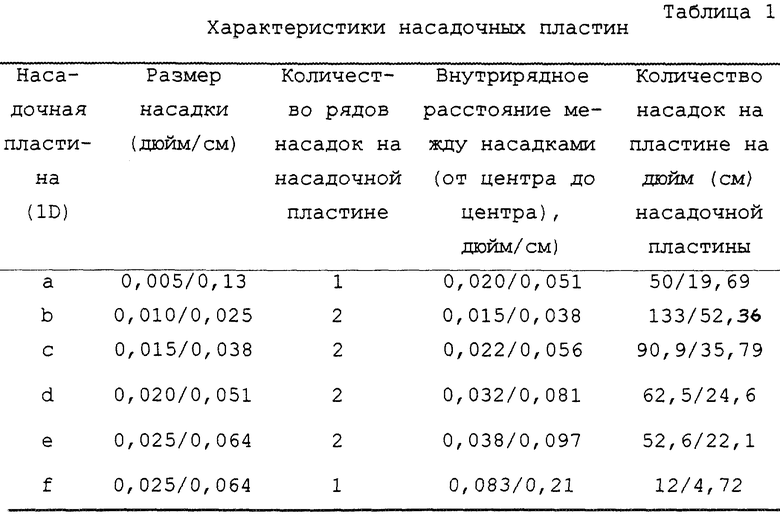
Характеристики насадочных пластин, используемых в опытах, описанных ниже, представлены в Таблице 1.
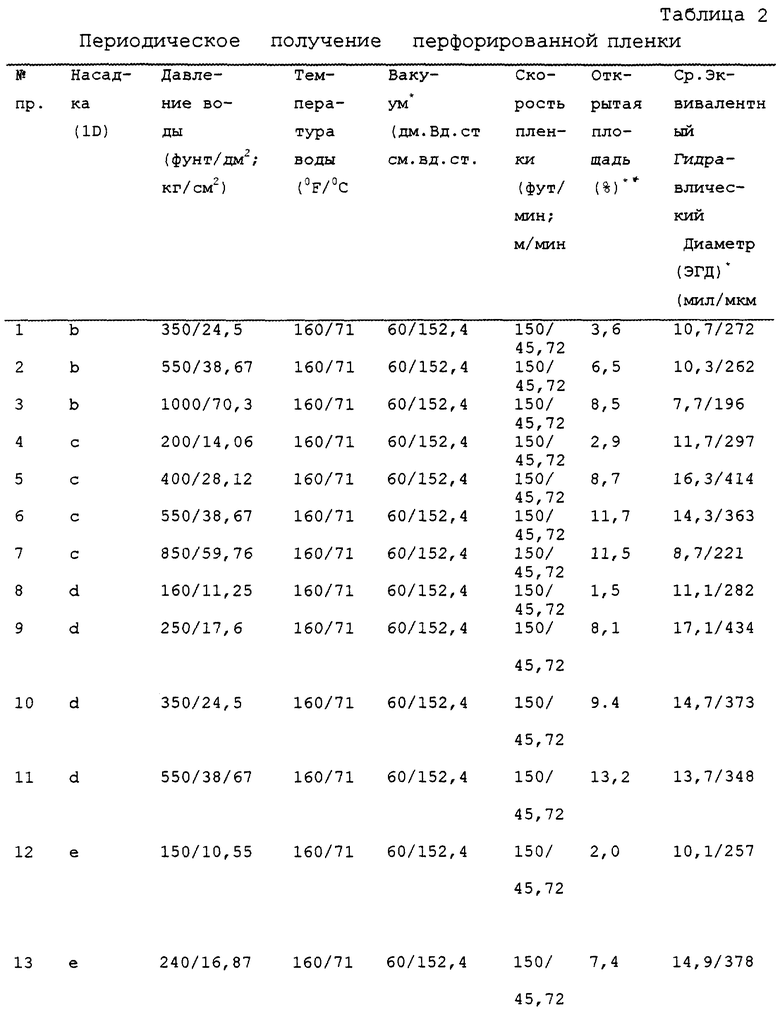
Получение пленок периодическим способом
В опытах, представленных ниже в Таблице 2, используется установка для перфорирования пленки периодического действия, которая аналогична установке, показанной на фиг. 3. Однако используется только одна водяная гребенка и только один из имеющихся в наличии вакуумных каналов. Каждая насадочная пластина, обозначенная в Таблице 1 буквами от "b" до "f", в свою очередь установлена в единственной водоструйной гребенке и используется для получения одной или нескольких перфорированных пленок, как это показано в Таблице 2. Исходная пленка и формирующий элемент аналогичны исходной пленке и формирующему элементу, которые использовались в Примере 1.
Кусок исходной пленки устанавливают на внешней поверхности формирующего элемента с помощью ряда штифтов, выступающих из формирующего элемента. Сотоподобный опорный барабан вращают так, что установленная пленка попадает на линию с единственной насадочной пластиной. Внутри сотоподобного опорного барабана создают вакуум. Нагретую воду под давлением подают на гребенку. Привод сотоподобного опорного барабана вращают так, чтобы исходная пленка прошла один раз под насадочной пластиной. Получаемая в результате пленка снимается с формирующего элемента и сушится воздухом. Условия процесса, при которых производятся пленки, и свойства получаемых пленок представлены ниже в Таблице 2.
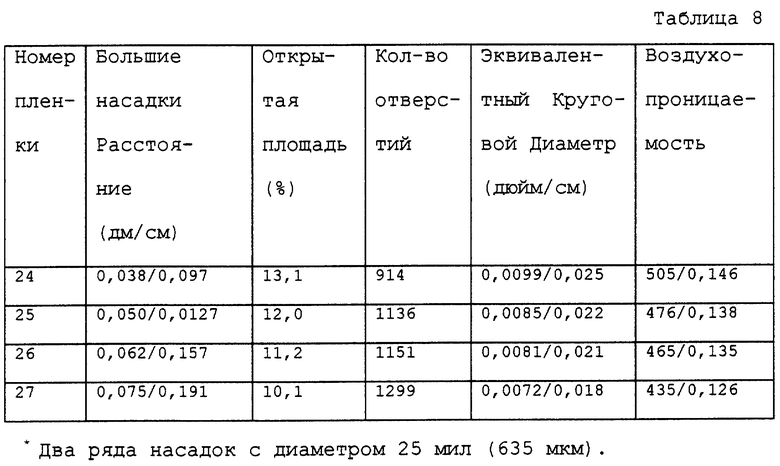
Из-за растяжения материала, которое имеет место в процессе получения отверстий, вес пленки на единицу площади уменьшается приблизительно до 0,47 унции/кв. ярд (0.38 г/см2), что составляет 65% от начального веса пленки на единицу площади. При использовании насадочной пластины с диаметром насадок 0,025 дюйма и расстояний между ними 0.038, 0,050, 0,062 и 0,075 дюйма (0,097, 0,127, 0,157 и 0,191 см) (Таблица 8) открытая площадь уменьшается от 13,1% до 12,0, 11,2 и 10,1% соответственно.
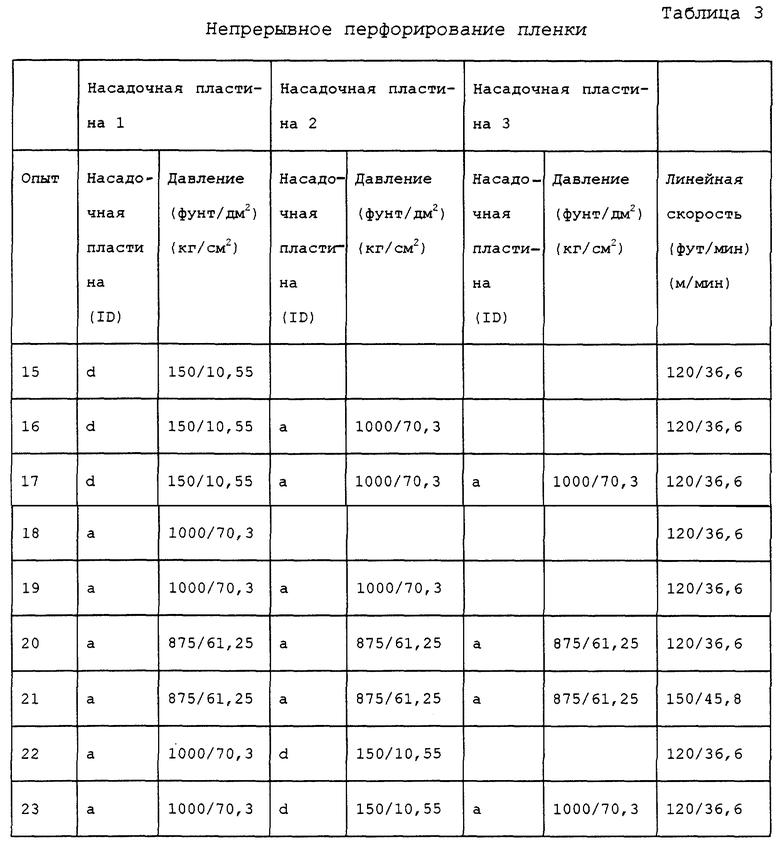
Непрерывное получение пленки
Дополнительные варианты пленки изготовлены с использованием исходной пленки, формирующего элемента и общей методики Примера 1. Характеристики насадочных пластин представлены в Таблице 1. Все опыты проведены с использованием воды с температурой 160oF (71oC) и обработанной в коронном разряде выпуклой стороной пленки, обращенной от формирующего элемента. Количество используемых пластин, их характеристики и рабочие условия представлены в таблице 3.
После сушки пленку легким касанием покрывают водным раствором поверхностно-активного вещества Tween-20 с концентрацией 48,8% по обработанной в коронном разряде выпуклой стороне с получением общего содержания нанесенного поверхностно-активного вещества на пленке 0,12 мг/кв.дюйм (0,019 мг/см2), как это описано в Примере 1.
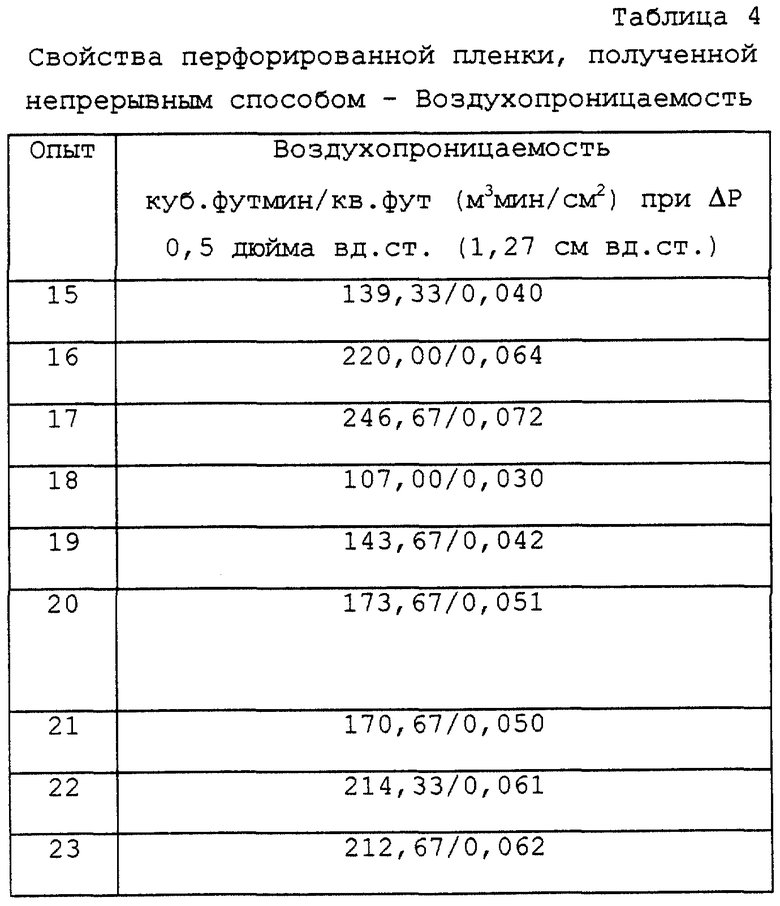
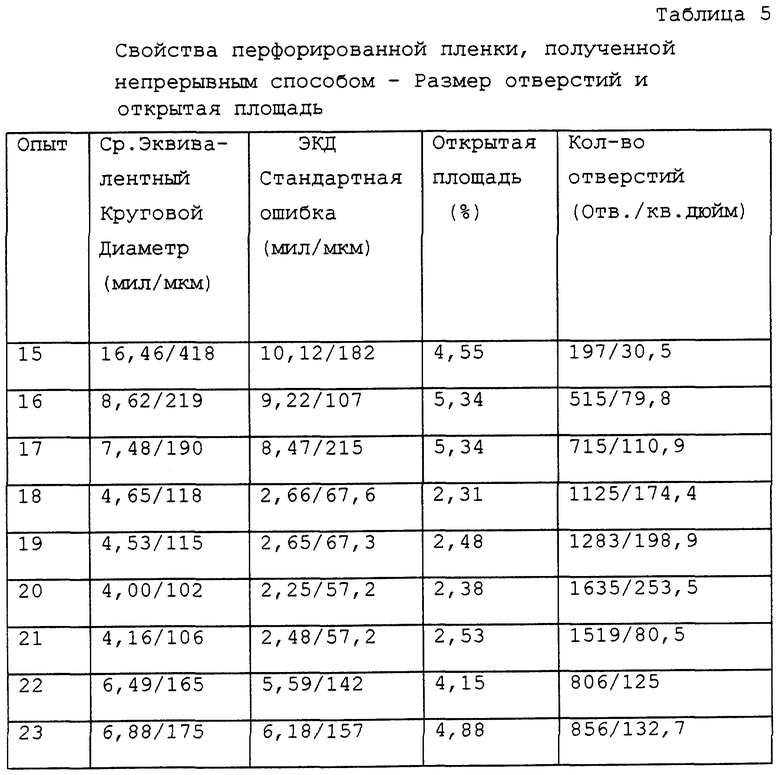
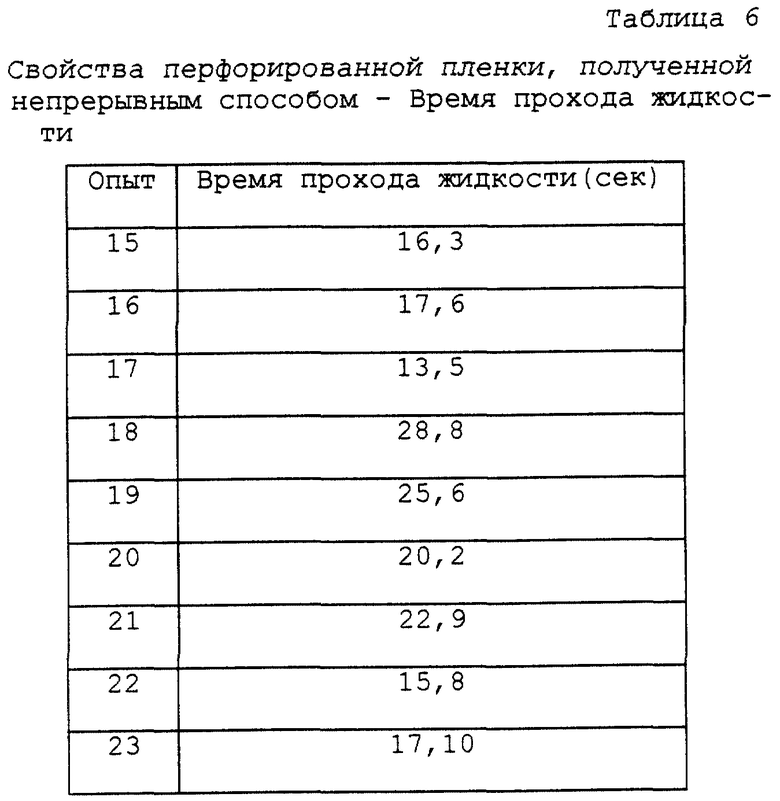
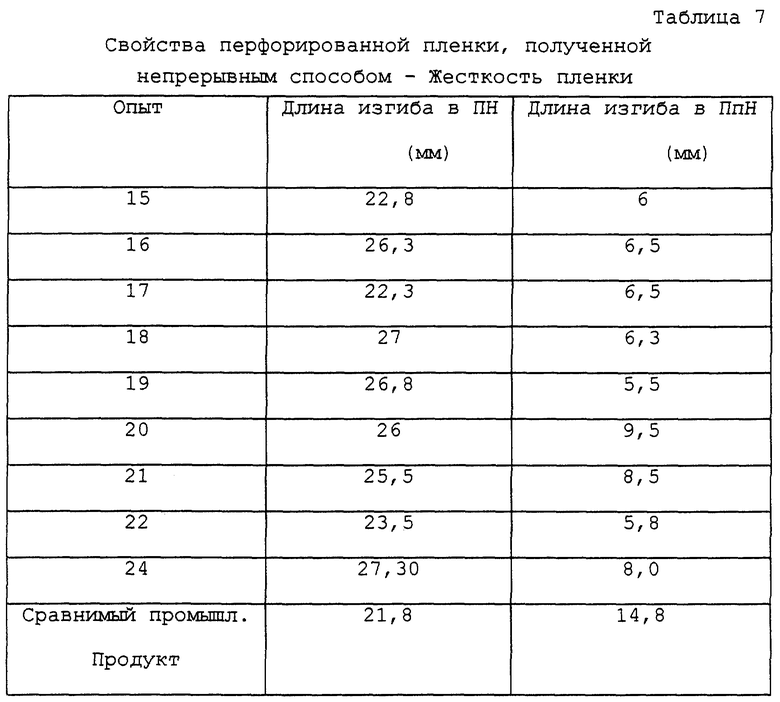
Для перфорированных пленок, полученных в этих опытах, определяют воздухопроницаемость, размер отверстий, проход жидкости через пленку и длину изгиба (мера жесткости пленки). Опыты проводятся в соответствии со следующими методами, известными в данной области. Воздухопроницаемость испытывают по стандарту ASTM D737. Определяют размер отверстий пленки и открытую площадь и рассчитывают Эквивалентный Круговой Диаметр (ЭКД). Проход жидкости через пленку представляет собой время, необходимое, чтобы 5 см3 испытуемой жидкости абсорбировалось через пленку, находящуюся на измельченной взбитой древесной целлюлозе. Испытуемая жидкость представляет собой смесь 75 вес.% дефибринированной бычьей крови и 25 вес.% 10%-ного (вес) водного раствора поливинилпирролидона (GAF Povidone K-90). Длину изгиба в направлении выработки машины (в продольном направлении, ПН) и в поперечном направлении (ПпН) измеряют в соответствии со стандартом ASTM D1388. Свойства пленки, полученной в опытах по непрерывной схеме, представлены ниже в Таблицах 4-7.
Данные, представленные в Таблице 4, показывают, что сочетание насадок большого диаметра и маленького диаметра (опыты 16, 17, 22 и 23) дает более проницаемую для воздуха открытую пленку, по сравнению с пленками, изготовленными с помощью только насадок маленького диаметра (опыты 18-21). Полагают, что использование насадок большого диаметра, хотя и при более низком давлении воды, является основной причиной образования больших отверстий. Кроме того, считают, что использование насадок с меньшим диаметром является основной причиной образования микроотверстий.
Данные, представленные в Таблице 5, показывают, что сочетание насадок большого диаметра и маленького диаметра (опыты 16, 17, 22 и 23) дает пленку с большим размером отверстий и увеличенной открытой площадью, чем в случае пленок, изготовленных с использованием только отверстий небольшого диаметра (опыты 18-21).
На фиг. 22, 23 и 24 представлены графики, которые иллюстрируют распределение отверстий по размерам в пленках, полученных в этих опытах с использованием диаметра насадочной пластины 5 мил (127 мкм) (Опыт 20), диаметра насадочной пластины 20 мил (508 мкм) (Опыт 15) и сочетания насадочной пластины с диаметром насадок 20 мил (508 мкм), за которой следует насадочная пластина с диаметром насадок 5 мил (127 мкм) (Опыт 16), соответственно (см. Таблицу 3). Как видно из представленных графиков, перфорированные пленки, полученные с использованием насадочных пластин с различным диаметром насадок, имеют размеры отверстий, которые отражают влияние диаметров отдельных насадок. Пленка (Опыт 20), полученная с использованием насадочных пластин с диаметром насадок 5 мил (127 мкм), характеризуется отверстиями, большинство из которых имеет диаметр менее 10 мил (254 мкм) (фиг. 22). Пленка (Опыт 15), изготовленная с использованием только насадочных пластин с диаметром 20 мил (508 мкм), имеет более широкое распределение отверстий по диаметрам при максимальном количестве отверстий с диаметрами приблизительно 9 мил (229 мкм) и 23 мил (584 мкм) (фиг. 23). Пленка (Опыт 16), полученная с помощью сочетания насадочных пластин с диаметром насадок 5 мил (127 мкм) и 20 мил (508 мкм), имеет распределение отверстий по диаметрам, где преимущественно присутствуют диаметры менее 12 мил (305 мкм) при незначительном количестве отверстий с диаметром около 23 мил (584 мкм) (фиг. 24). Эти три графика показывают, что насадки с диаметром 5 мил (127 мкм) обеспечивают образованием преимущественно микроотверстий, насадки с диаметром 20 мил (508 мкм) дают преимущественно отверстия большого размера и сочетание насадок с диаметром 5 мил (127 мкм) и 20 мил (508 мкм) дают сочетание микроотверстий и отверстий большого размера. На фиг. 25 представлены сравнительные данные, которые иллюстрируют распределение отверстий по размерам в образце перфорированной пленки, имеющей микроотверстия и отверстия большого размера в соответствии с настоящим изобретением, которая изготовлена на промышленной производственной линии.
Данные Таблицы 6 показывают, что либо только насадки большого диаметра, либо сочетание насадок большого и маленького диаметров (Опыты 15, 16, 17, 22 и 23) обеспечивают получение пленки с более быстрым проходом жидкости через пленку, по сравнению с пленками, имеющими только отверстия небольшого диаметра (Опыты 18-21).
Данные, приведенные в Таблице 7, показывают, что длина изгиба пленок в ПН, полученных в опытах 15-23, сравнима со свойствами других выпускаемых промышленностью гигиенических гибких покрытий, и что длина изгиба пленок в ПпН ниже, чем сравнимых промышленных пленок. Следовательно, жесткость и ожидаемая комфортность пленок настоящего изобретения, как полагают, сравнимы или превосходят эти свойства других промышленных перфорированных пленок.
Результаты дополнительных опытов представлены на фиг. 26. В этих опытах для оценки влияния на величину открытой площади пленки меняют расстояния между насадками. В опытах используют две водоструйных гребенки. Первая или расположенная в начале потока имеет одну насадочную пластину с двумя рядами насадок на соответствующих сторонах продольной центральной линии пластины, причем два ряда насадок смещены, как это показано на фиг. 7B-7D, то есть, расстояние смещения составляет половину внутрирядного расстояния между насадками от центра до центра. Все насадки имеют диаметр 0,025 дюйма (0,064 см). Как показано в Таблице 8, расстояние между насадками от центра до центра меняется в каждом опыте.
Вторая или расположенная вниз по потоку гребенка имеет одну насадочную пластину с одним рядом насадок. Каждая насадка имеет диаметр 0,005 дюйма (0,0127 см) с расстоянием между насадками от центра до центра 0,020 дюйма (0,051 см). На первую гребенку вода подается под давление 150 фунтов/кв.дюйм (10,55 кг/см2). На вторую гребенку вода подается под давлением 1000 фунтов/кв. дюйм (70,3 кг/см2). Пленка движется со скоростью 150 футов/мин (45,7 м/мин). Вакуум в барабане составляет 60 дюймов вд.ст. (152,4 см). В Таблице 8 приведены открытая площадь, число отверстий на кв. дюйм, ЭКД и воздухопроницаемость полученных пленок.
Воздухопроницаемость измеряется в соответствии со стандартом ASTM D737; результаты в Таблице 8 выражены в куб. футах в минуту на кв.фут пленки (м3•мин/см2). Воздухопроницаемость пленки, перфорированной при давлении 150 фунтов/кв. дюйм (10,55 кг/см2) и при скорости 150 футов/мин (45,7 м/мин), составляет 310 куб. футов мин/кв.фут (0,090 м3•мин/см2) при использовании контрольной насадочной пластины с диаметром насадок 25 мил (635 мкм) (только) (расстояние 0,038 дюйма/0,097 см), которая уменьшается почти линейно до 245 куб.футов/кв.фут (0,071 м3•мин/см2) при изменении расстояния до 0,075 дюйма (0,191 см). При добавлении насадочной пластины с диаметром насадок 5 мил (127 мкм) воздухопроницаемость возрастает до 505 куб.футов•мин/кв. фут (0,146 м3•мин/см2). При увеличении промежутков между насадками наблюдается почти линейное уменьшение воздухопроницаемости до величины 453 куб. футов•мин/кв. фут (0,126 м3•мин/см2) для расстояния 0,075 дюйма (0,191 см). При скорости 150 футов/мин (45,7 м/мин) сочетание большого диаметра, контрольная насадочная пластина с диаметром насадок 25 мил (635 мкм), с пластиной с диаметром насадок 5 мил (127 мкм) обеспечивает воздухопроницаемость приблизительно на 195 куб.футов•мин/кв.фут (0,057 м3•мин/см2) выше воздухопроницаемости пленки, имеющей только большие отверстия. Эти данные указывают на то, что по мере увеличения промежутков между насадками большого диаметра, образуется меньше отверстий большого размера и соответственно уменьшается открытая площадь.
Смачиваемость неперфорированной пленки, обработанной поверхностно-активным веществом
Приведенные ниже в Таблице 9 данные иллюстрируют результаты испытания пленки Exxon EMB-631 с выпуклой стороной, обработанной в коронном разряде. Определены контактный угол и распределение поверхностно-активного вещества между выпуклой и вдавленной сторонами после сматывания в рулон. Контактный угол также измерен на выпуклой и вдавленной сторонах пленки, на которую не было нанесено поверхностно-активное вещество.
Приведенные данные показывают, что обработка в коронном разряде приводит к уменьшению контактного угла пленки. Кроме того, эти данные также показывают, что нанесение ПАВ или на обработанную в коронном разряде сторону пленки или на необработанную сторону, с последующим сматыванием пленки в рулон приводит к распределению поверхностно-активного вещества, где свыше 65% поверхностно-активного вещества находится на обработанной в коронном разряде стороне. Эти данные также показывают, что нанесение ПАВ существенно уменьшает контактный угол на необработанной в коронном разряде стороне и уменьшает контактный угол на обработанной в коронном разряде стороне до нуля. Полагают, что градиент контактного угла, когда контактный угол значительно ниже на обработанной в коронном разряде стороне пленки, дает необходимый "градиент гидрофильности", что увеличивает протекание жидкости через пленку в z-направлении. Кроме того, уменьшение контактного угла на обеих сторонах пленки, как считают, усиливает поток жидкости в х и у-направлениях вдоль верхней и нижней поверхностей пленки. В гигиенических салфетках, в которых обработанная в коронном разряде сторона перфорированной пленки обращена к абсорбирующей сердцевине, улучшенное распределение жидкости в x и y-направлениях, как ожидают, усиливает поток жидкости в z-направлении к абсорбирующей сердцевине, которая расположена по соседству с нижней поверхностью пленки.
Контактный угол на верхней поверхности, контактный угол на нижней поверхности, рисунок перфорирования пленки и рисунок тиснения могут сочетаться различными способами для получения необходимых характеристик распределения жидкости. Использование чашевидного тиснения на вдавленной стороне пленки, обращенной к телу, контактного угла верхняя поверхность пленки/воздух/искусственная менструальная жидкость менее или равного 70o и контактного угла на нижней поверхности менее или равного 40o с нижним контактным углом менее или равным верхнему контактному углу в перфорированной пленке, имеющей микроотверстия и отверстия большого размера в соответствии с настоящим изобретением (и на верхнюю вдавленную сторону которой нанесено поверхностно-активное вещество и которая смотана в рулон для перехода поверхностно-активного вещества на выпуклую обработанную в коронном разряде сторону) приводит к пленкам с ограниченным распространением жидкости в неперфорированные смежные области на обращенной к телу стороне, но тем не менее с различной смачиваемостью в z-направлении или с "градиентом гидрофильности" и с прекрасными характеристиками впитывания жидкости на стороне абсорбирующей сердцевины перфорированной пленки. Такие параметры сочетают с целью получения материала, покрывающего абсорбирующую сердцевину, который снижает возможность протечки и обеспечивает прекрасное впитывание жидкости и хорошие показатели чистоты/сухости. Такое покрытие может быть особенно эффективно в сочетании с другими внутренними компонентами абсорбента, предназначенными для усиления горизонтального впитывания.
Пленка описанного выше примера дает скорость прохода жидкости (которую измеряют по времени прохождения 5 см3 искусственной менструальной жидкости - метод испытания описан в находящейся на одновременном рассмотрении патентной заявке Серии N 08/417404) или в целлюлозную абсорбирующую сердцевину, или в абсорбент на основе торфяного мха, которая по сравнению с необработанными поверхностно-активным веществом пленками лучше приблизительно на 45%.
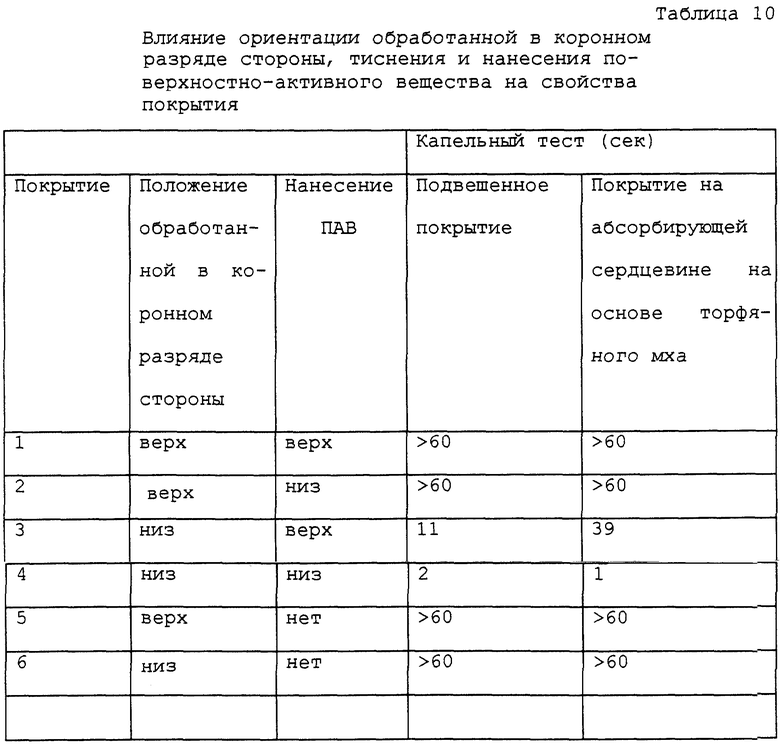
В Таблице 10 приведены результаты капельного теста, в котором оценивается время, необходимое для абсорбирования одной капли искусственной менструальной жидкости. В Таблице 10 понятие "Покрытие" означает перфорированный пленочный материал. Все покрытия имеют микроотверстия и отверстия большого размера. Покрытия 3 и 4 изготовлены в соответствии с настоящим изобретением, но отличаются поверхностью, на которую наносилось поверхностно-активное вещество. Тест дает время абсорбции жидкости, при этом предпочтительно меньшее значение времени, которое указывает на более высокую абсорбционную способность.
Приведенные данные, то есть уменьшение времени абсорбции для покрытий 3 и 4, подтверждают преимущества нанесения поверхностно-активного вещества на нижнюю, обработанную в коронном разряде поверхность перфорированного пленочного покрытия.





Настоящее изобретение относится к перфорированным пленкам, находящим основное применение в качестве покрывающего элемента абсорбирующего изделия, а также к способу и установке для получения таких перфорированных пленок. Описана перфорированная пленка для использования в качестве верхнего покрытия абсорбирующих изделий, где пленка на одной стороне обработана в коронном разряде, и на пленку нанесено поверхностно-активное вещество, которое распределяется по обеим сторонам пленки. Способ нанесения поверхностно-активного вещества включает его нанесение на одну сторону пленки и сматывание пленки в рулон, пока нанесенное поверхностно-активное вещество остается влажным для того, чтобы нанести ПАВ на обе стороны пленки. Технический результат: получение пленки, обладающей улучшенной способностью распределять жидкость. 8 с. и 41 з.п. ф-лы, 10 табл., 26 ил.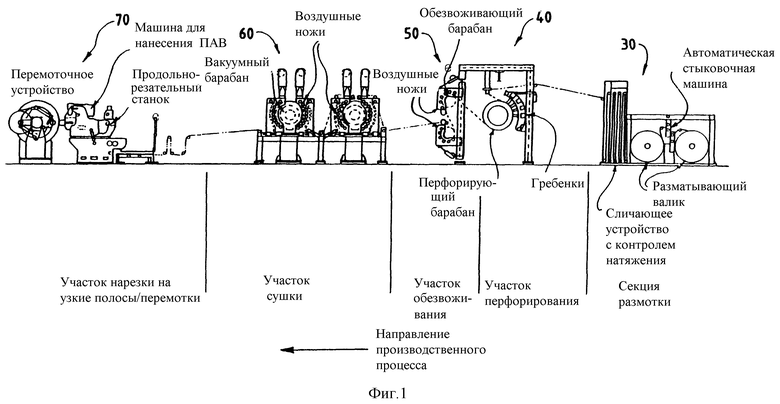
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| ЛИСТ, АБСОРБИРУЮЩИЙ ЖИДКОСТЬ, СПОСОБ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕГО ЖИДКОСТЬ УПРУГОГО ЛИСТА, ОДНОРАЗОВОЕ СЛОИСТОЕ АБСОРБИРУЮЩЕЕ ЖИДКОСТЬ ИЗДЕЛИЕ, УПАКОВОЧНОЕ ИЗДЕЛИЕ И ТАМПОН, ИЗГОТОВЛЕННЫЕ С ИСПОЛЬЗОВАНИЕМ АБСОРБИРУЮЩЕГО ЖИДКОСТЬ ЛИСТА, И СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННЫХ ЦЕЛЛЮЛОЗНЫХ ВОЛОКОН | 1992 |
|
RU2104037C1 |
| Многослойный эластичный материал | 1976 |
|
SU660576A3 |
| Приспособление для получения кинематографических снимков или для проектирования их на экран при помощи фотографического аппарата или волшебного фонаря | 1914 |
|
SU501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "СТАВРИДА ОБЖАРЕННАЯ В ТОМАТНОМ СОУСЕ" | 2011 |
|
RU2455885C1 |

