Область техники
Настоящее изобретение в целом относится к трехмерным пленочным материалам с отверстиями, пригодным для использования в качестве компонентов изделий для личной гигиены, таких как гигиенические прокладки, подгузники, изделия, используемые при недержании, тампоны, хирургические повязки, повязки на раны, подстилающие прокладки, тряпки для протирания и тому подобное. Более точно, настоящее изобретение относится к трехмерным полимерным пленкам с отверстиями, обладающим улучшенными способностями к обработке текучих сред и маскированию при использовании их в качестве составляющего слоя в поглощающем изделии одноразового использования.
Предпосылки создания изобретения
Применение пленок с отверстиями в изделиях для личной гигиены хорошо известно в данной области техники. Данные пленки могут быть использованы в качестве контактирующих с телом, обращенных к телу слоев, в качестве слоев для обработки текучих сред или в качестве других компонентов изделий для личной гигиены. При использовании подобных пленок в предназначенных для женщин, гигиенических защитных изделиях в качестве контактирующего с телом, обращенного к телу слоя в целом было установлено, что чем больше площадь пропускного сечения пленки, тем более эффективно пленка будет обеспечивать перемещение менструальной текучей среды в нижерасположенные слои (например, транспортирующий слой, поглощающую сердцевину) изделия. К сожалению, также было установлено, что чем больше площадь пропускного сечения пленки, тем менее эффективна пленка при «маскировании пятен», создаваемых поглощенной менструальной текучей средой после перемещения менструальной текучей среды в нижележащие слои изделия. То есть, чем больше площадь пропускного сечения пленки, тем более видимым будет пятно менструальной текучей среды после поглощения ее изделием.
Задача настоящего изобретения заключается в создании пленки с отверстиями, имеющей улучшенные свойства при обработке текучей среды при использовании пленки в поглощающих изделиях одноразового применения, например, таких как предназначенные для женщин гигиенические защитные изделия. Более точно, задача настоящего изобретения заключается в создании пленки с отверстиями, которая обеспечивает эффективное перемещение текучей среды в нижележащую поглощающую структуру и при этом одновременно имеет улучшенные свойства маскирования пятен.
Сущность изобретения
С учетом вышеизложенного в соответствии с первым аспектом изобретения разработана трехмерная пленка с отверстиями, включающая в себя первую плоскую поверхность в первой воображаемой плоскости; вторую плоскую поверхность во второй воображаемой плоскости; множество отверстий, проходящих, по меньшей мере, от указанной первой плоской поверхности до второй плоской поверхности; по меньшей мере, один элемент, перекрывающий каждое из указанного множества отверстий, при этом элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости.
В соответствии со вторым аспектом изобретения разработана трехмерная пленка с отверстиями, включающая в себя первую по существу плоскую поверхность, расположенную в первой воображаемой плоскости; вторую по существу плоскую поверхность, расположенную во второй воображаемой плоскости; множество соединенных друг с другом, рамочных частей, при этом каждая из рамочных частей имеет, по меньшей мере, первую и вторую внутренние стенки, расположенные напротив друг друга и на некотором расстоянии друг от друга; множество поперечных элементов, при этом каждый из указанных поперечных элементов проходит от одной из внутренних стенок одной из рамочных частей до противоположной второй внутренней стенки одной из рамочных частей, при этом каждый из поперечных элементов имеет верхнюю поверхность, расположенную в воображаемой плоскости, расположенной ниже первой воображаемой плоскости, и множество отверстий, проходящих от, по меньшей мере, первой плоской поверхности до второй плоской поверхности, при этом каждое из отверстий ограничено, по меньшей мере, одной из рамочных частей и, по меньшей мере, одним из указанных поперечных элементов.
В соответствии с третьим аспектом изобретения разработана трехмерная пленка с отверстиями, включающая в себя первую плоскую поверхность в первой воображаемой плоскости; вторую плоскую поверхность во второй воображаемой плоскости; первое множество отверстий; по меньшей мере, один элемент, перекрывающий каждое из первого множества отверстий для образования (задания границ) тем самым множества меньших отверстий, при этом каждое из множества меньших отверстий сообщается с соответствующим отверстием из первого множества отверстий, причем элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости.
В соответствии с четвертым аспектом изобретения разработана трехмерная пленка с отверстиями, включающая в себя первую плоскую поверхность в первой воображаемой плоскости, вторую плоскую поверхность во второй воображаемой плоскости, расположенной ниже первой воображаемой плоскости, первое множество отверстий, по меньшей мере, один элемент, перекрывающий каждое из указанного первого множества отверстий для образования тем самым множества меньших отверстий, при этом каждое из указанного множества меньших отверстий сообщается с соответствующим отверстием из первого множества отверстий, причем указанный элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости.
В соответствии с пятым аспектом изобретения разработана трехмерная пленка с отверстиями, включающая в себя первую по существу плоскую поверхность, расположенную в первой воображаемой плоскости, вторую по существу плоскую поверхность, расположенную во второй воображаемой плоскости, множество соединенных друг с другом, рамочных частей, при этом каждая из рамочных частей имеет, по меньшей мере, первую и вторую внутренние стенки, расположенные напротив друг друга и на расстоянии друг от друга, множество поперечных элементов, при этом каждый из поперечных элементов проходит от одной из указанных внутренних стенок одной из рамочных частей до указанной противоположной второй внутренней стенки одной из рамочных частей, причем каждый из указанных поперечных элементов имеет верхнюю поверхность, расположенную в воображаемой плоскости, расположенной ниже первой воображаемой плоскости, первое множество отверстий, проходящих от, по меньшей мере, первой плоской поверхности до второй плоской поверхности, при этом каждое из указанных отверстий ограничено, по меньшей мере, одной из рамочных частей и, по меньшей мере, одним из поперечных элементов, и второе множество отверстий.
В соответствии с шестым аспектом настоящего изобретения разработана трехмерная пленка с отверстиями, включающая в себя первую плоскую поверхность в первой воображаемой плоскости, вторую плоскую поверхность во второй воображаемой плоскости, множество отверстий, проходящих, по меньшей мере, от первой плоской поверхности до второй плоской поверхности, по меньшей мере, один элемент, перекрывающий каждое из указанного множества отверстий, при этом элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости, и второе множество отверстий.
Краткое описание чертежей
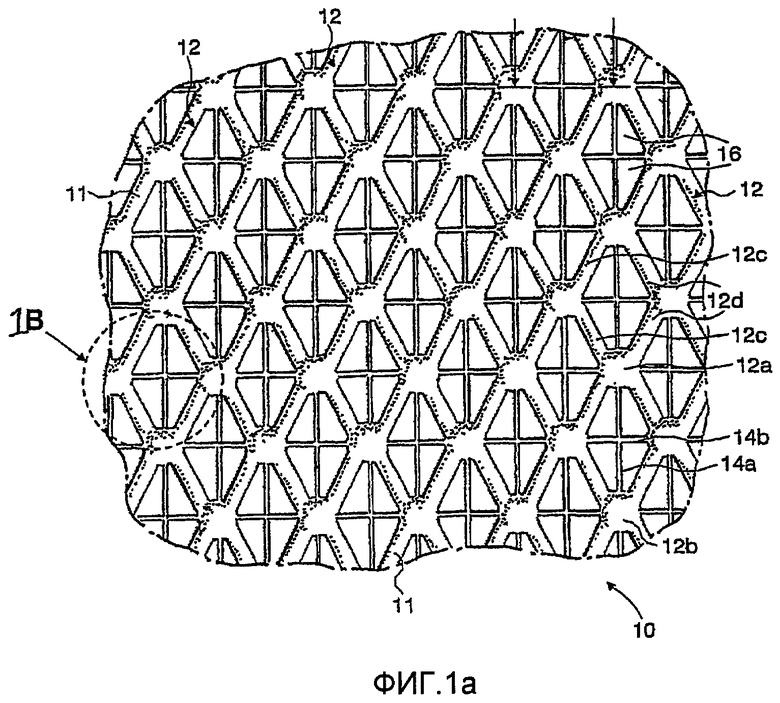
Фиг.1а представляет собой схематический вид трехмерной пленки в соответствии с одним вариантом осуществления настоящего изобретения;
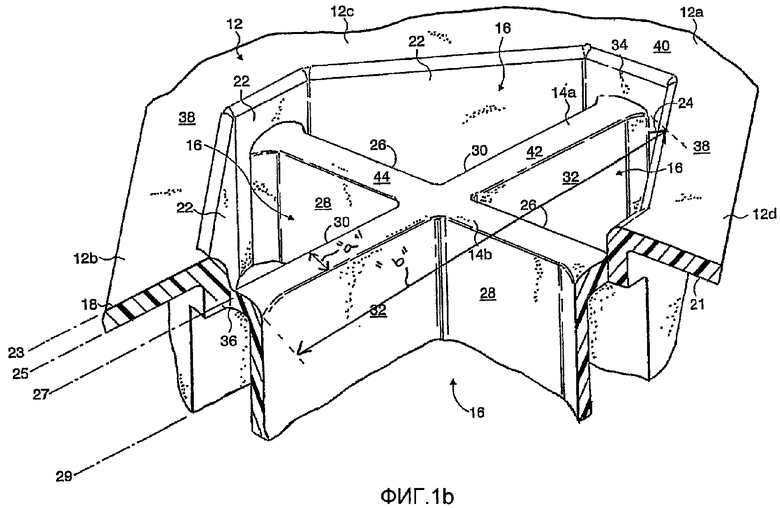
Фиг.1b представляет собой выполненный с частичным вырывом вид в перспективе пленки, показанной на Фиг.1а, при этом вырыв выполнен вдоль линии 1В на Фиг.1а;
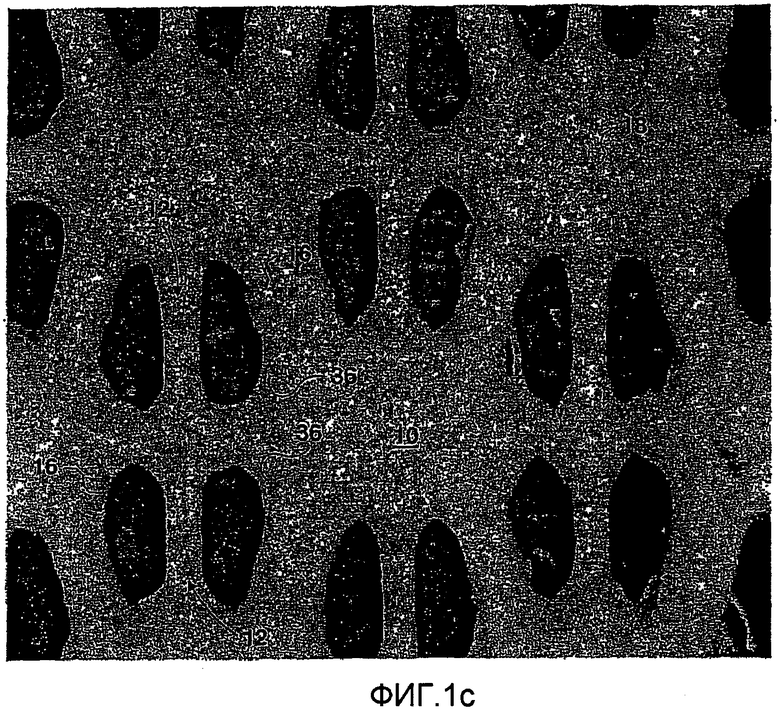
Фиг.1с представляет собой увеличенную микрофотографию схематически показанной на Фиг.1а трехмерной пленки, показывающую ее верхнюю поверхность;
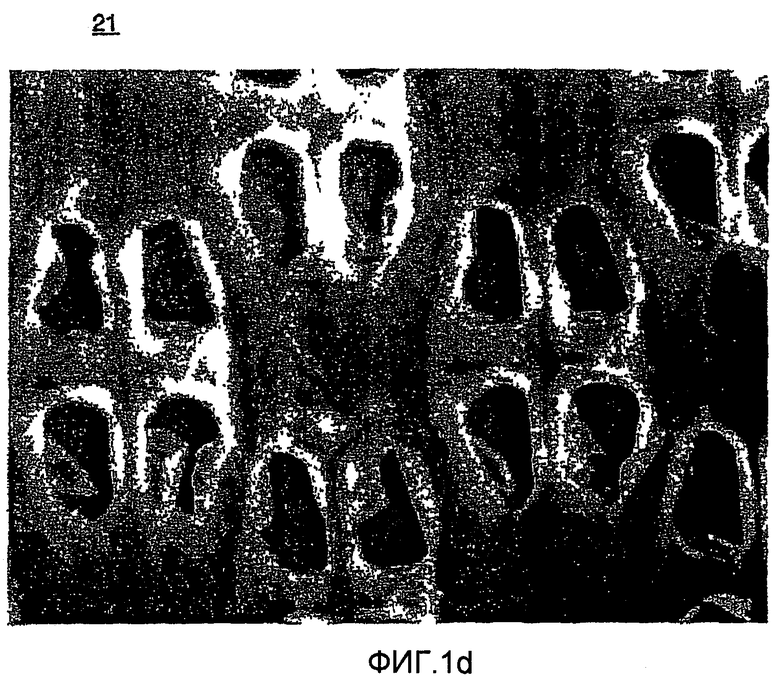
Фиг.1d представляет собой увеличенную микрофотографию показанной на Фиг.1с трехмерной пленки, показывающую ее нижнюю поверхность;
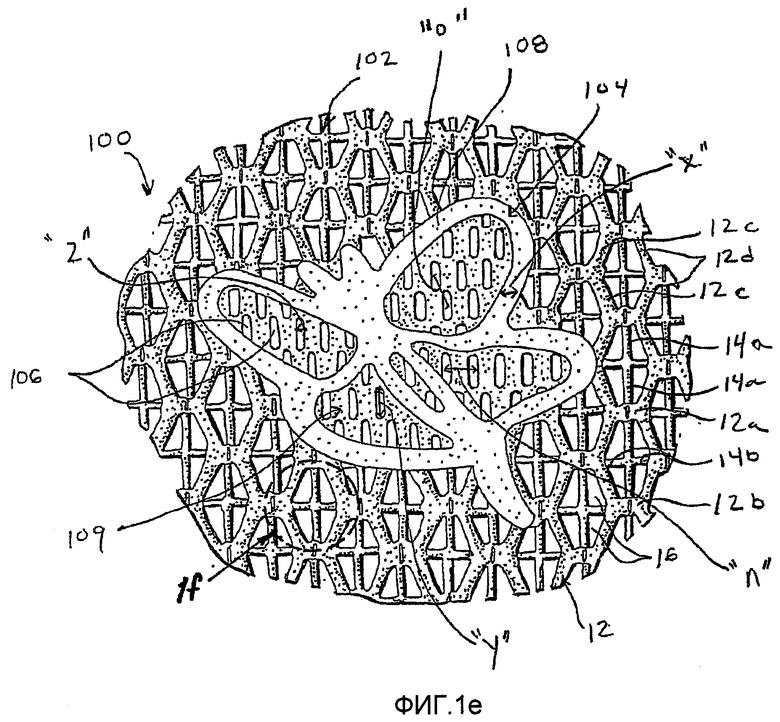
Фиг.1е представляет собой схематический вид трехмерной пленки в соответствии со вторым вариантом осуществления настоящего изобретения;
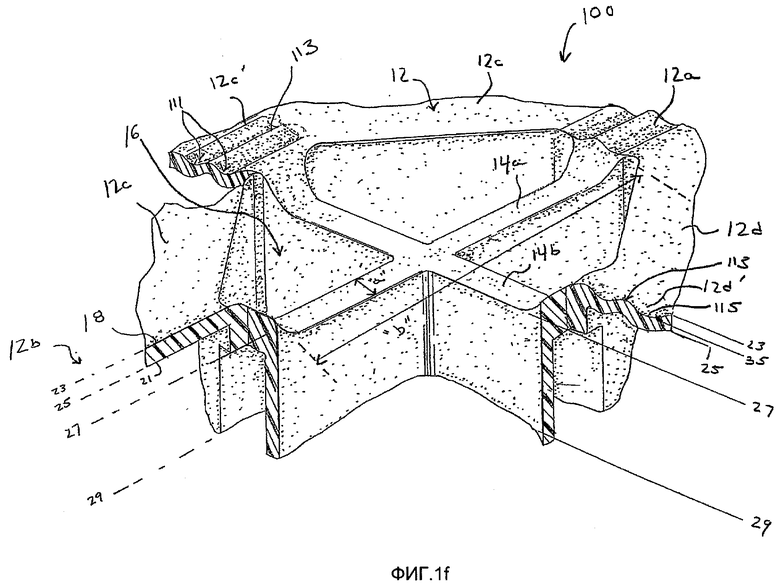
Фиг.1f представляет собой выполненный с частичным вырывом вид в перспективе пленки, показанной на Фиг.1е, при этом вырыв выполнен вдоль линии “1f” на Фиг.1е;
Фиг.1g представляет собой микрофотографию верхней поверхности трехмерной пленки, схематически показанной на Фиг.1е;
Фиг.1h представляет собой микрофотографию нижней поверхности трехмерной пленки, показанной на Фиг.1g;
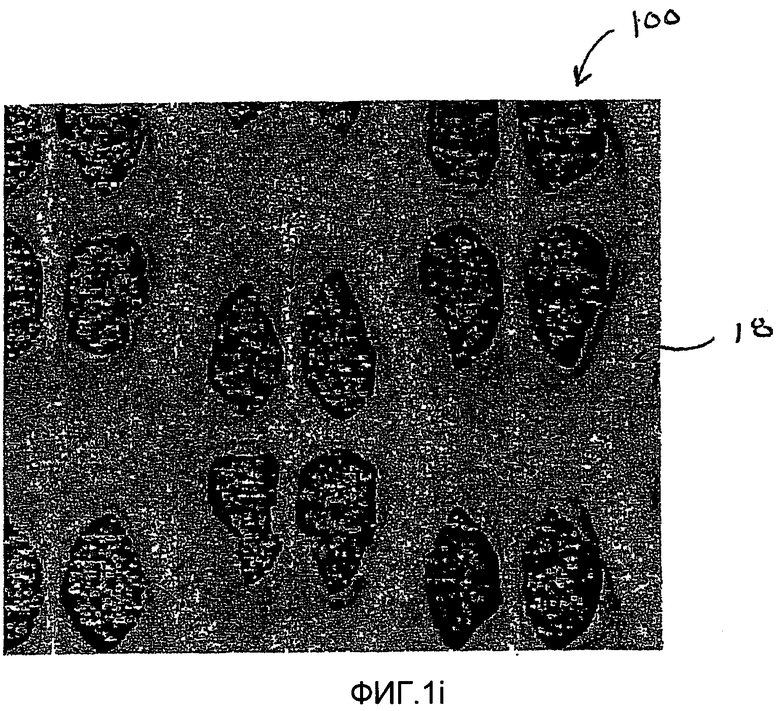
Фиг.1i представляет собой увеличенную микрофотографию участка трехмерной пленки, показанной на Фиг.1g, при этом указанный участок соответствует участку пленки, окруженному окружностью “1f” на Фиг.1е;
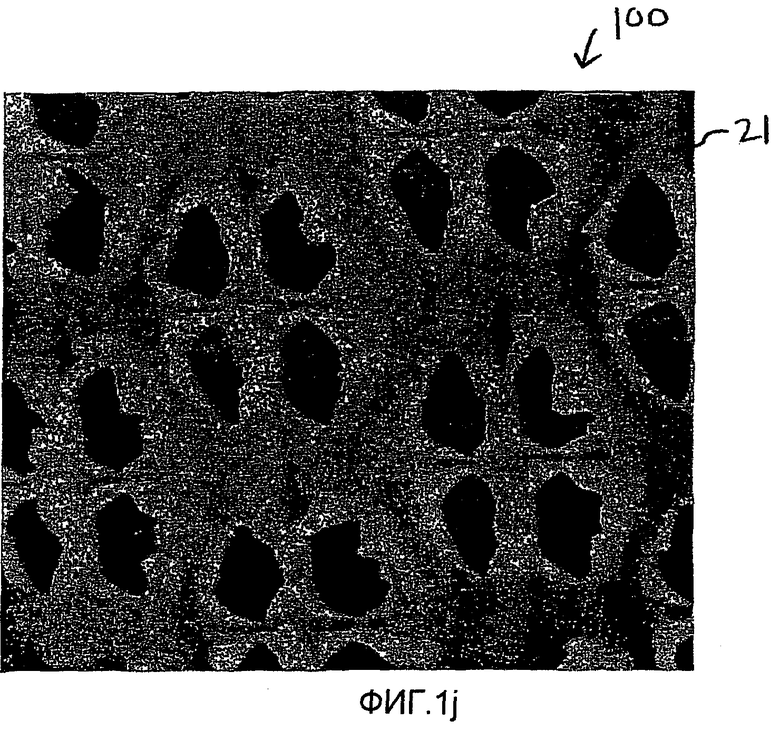
Фиг.1j представляет собой микрофотографию показанного на Фиг.1i участка трехмерной пленки, показывающую его нижнюю поверхность;
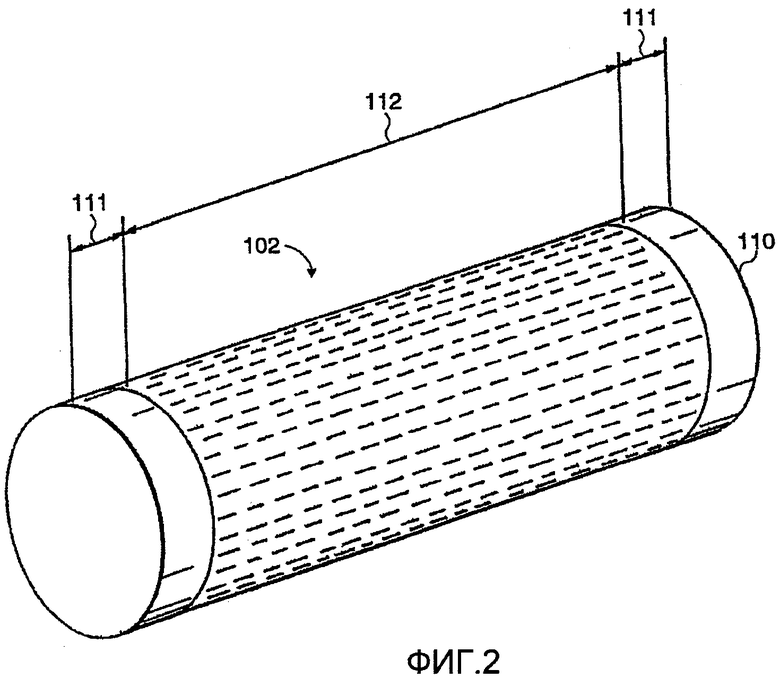
Фиг.2 представляет собой схематическую иллюстрацию одного типа трехмерного топографического опорного элемента, пригодного для изготовления пленки по настоящему изобретению;
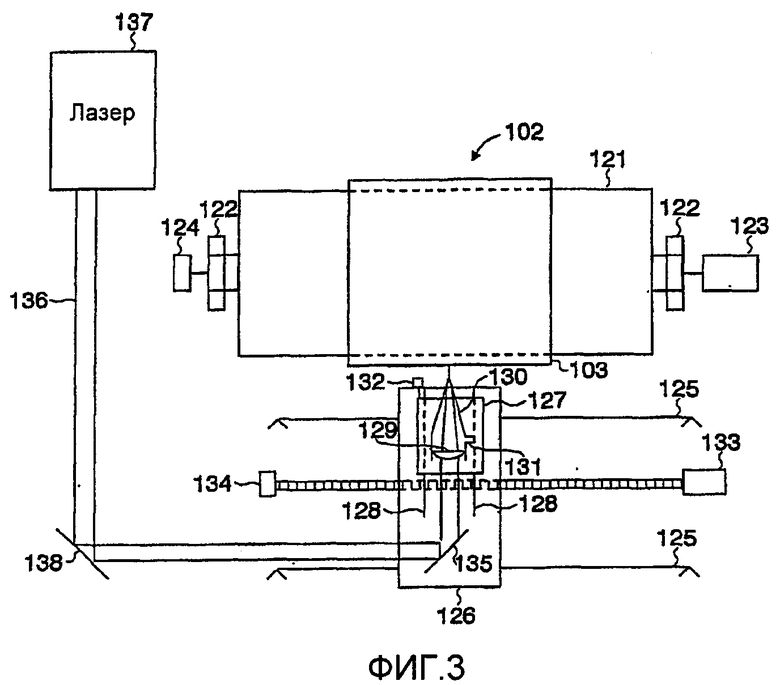
Фиг.3 представляет собой схематическую иллюстрацию устройства для лазерной скульптурной обработки обрабатываемой детали для образования трехмерного топографического опорного элемента, пригодного для изготовления пленки по настоящему изобретению;
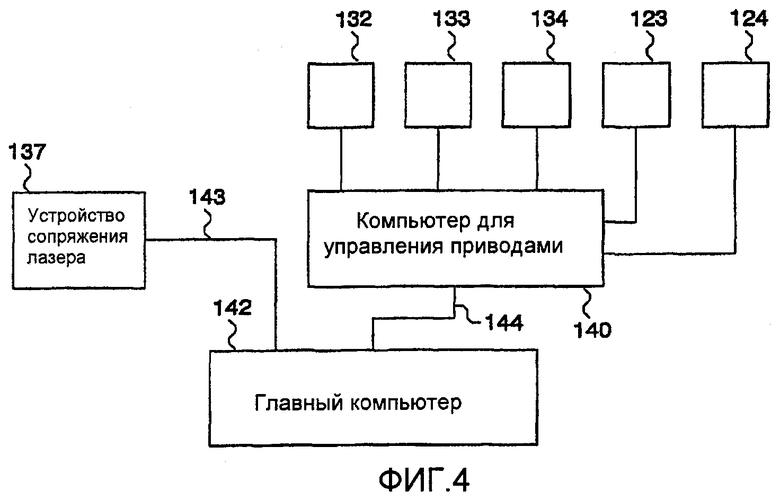
Фиг.4 представляет собой схематическую иллюстрацию системы компьютерного управления для устройства по Фиг.3;
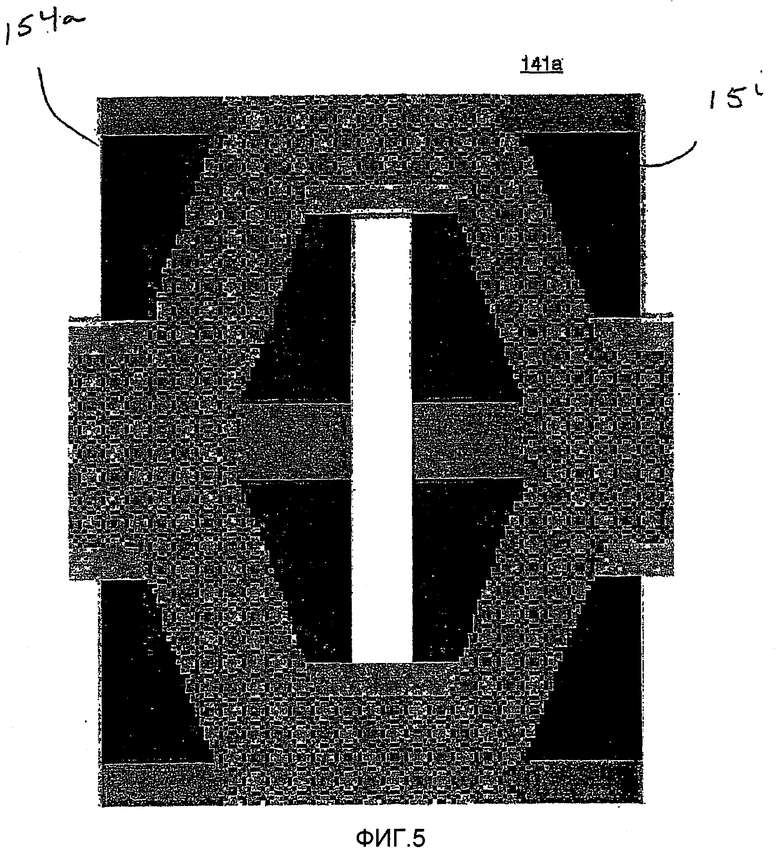
Фиг.5 представляет собой графическое представление файла для лазерной скульптурной обработки обрабатываемой детали для получения трехмерного топографического опорного элемента для изготовления пленки с отверстиями, показанной на Фиг.1а-1d;
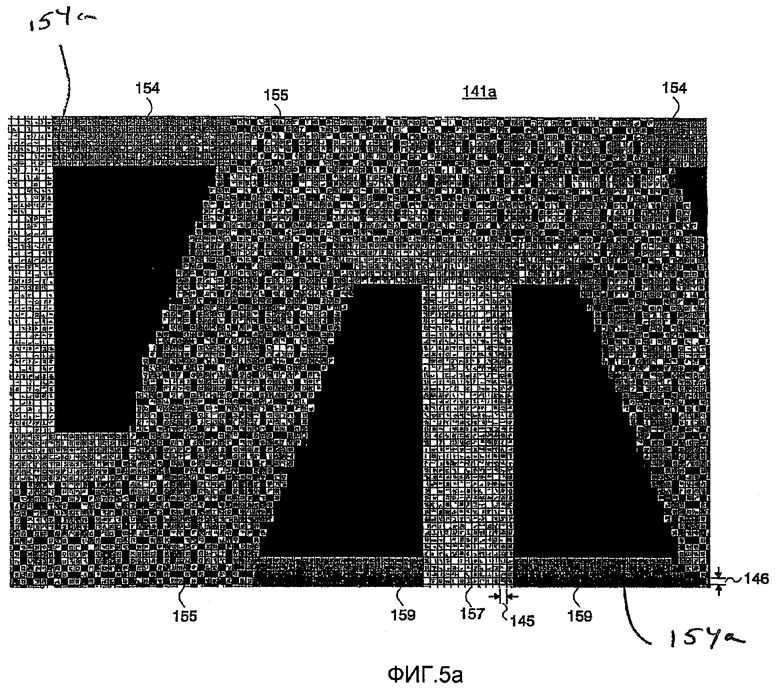
Фиг.5а представляет собой графическое представление файла, показанного на Фиг.5, которое показывает увеличенную часть его;
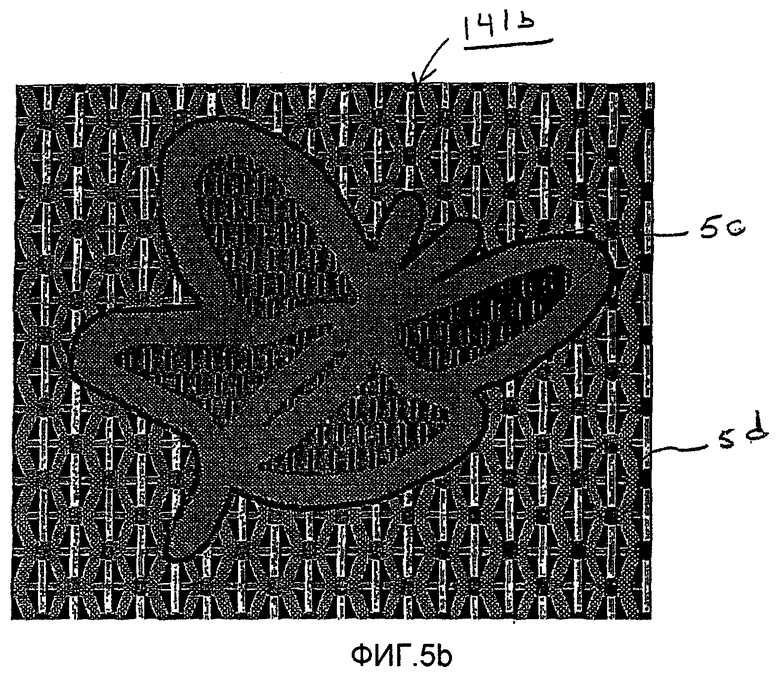
Фиг.5b представляет собой графическое представление файла для лазерной скульптурной обработки обрабатываемой детали для получения трехмерного топографического опорного элемента для изготовления пленки с отверстиями, показанной на Фиг.1е-1j;
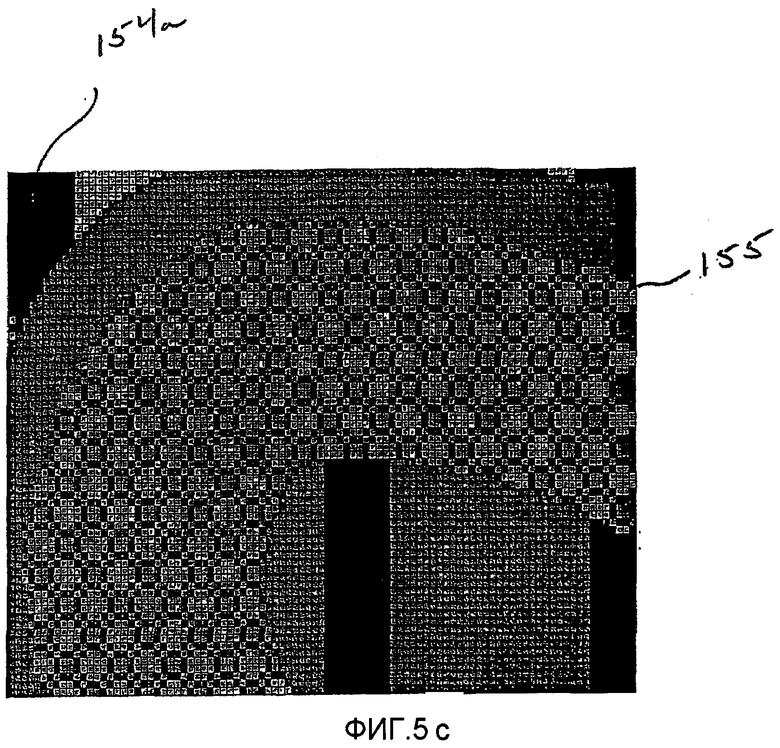
Фиг.5с представляет собой увеличенный участок графического представления показанного на Фиг.5b файла, показывающий участок файла, окруженный окружностью "5с" на Фиг.5b;
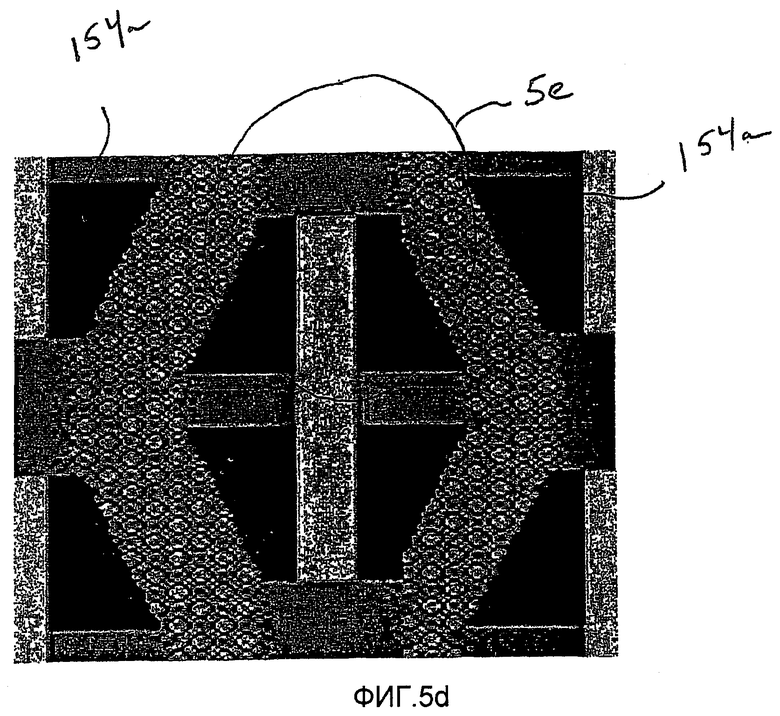
Фиг.5d представляет собой увеличенный участок графического представления показанного на Фиг.5b файла, показывающий участок файла, окруженный окружностью "5d" на Фиг.5b;
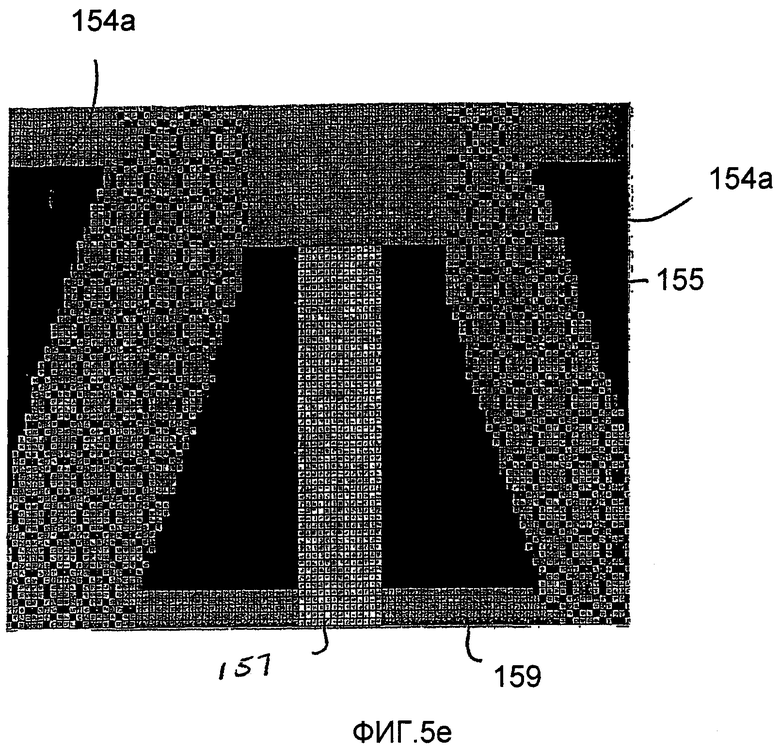
Фиг.5е представляет собой увеличенный участок графического представления, показанного на Фиг.5d, показывающий участок файла, окруженный окружностью "5е" на Фиг.5d;
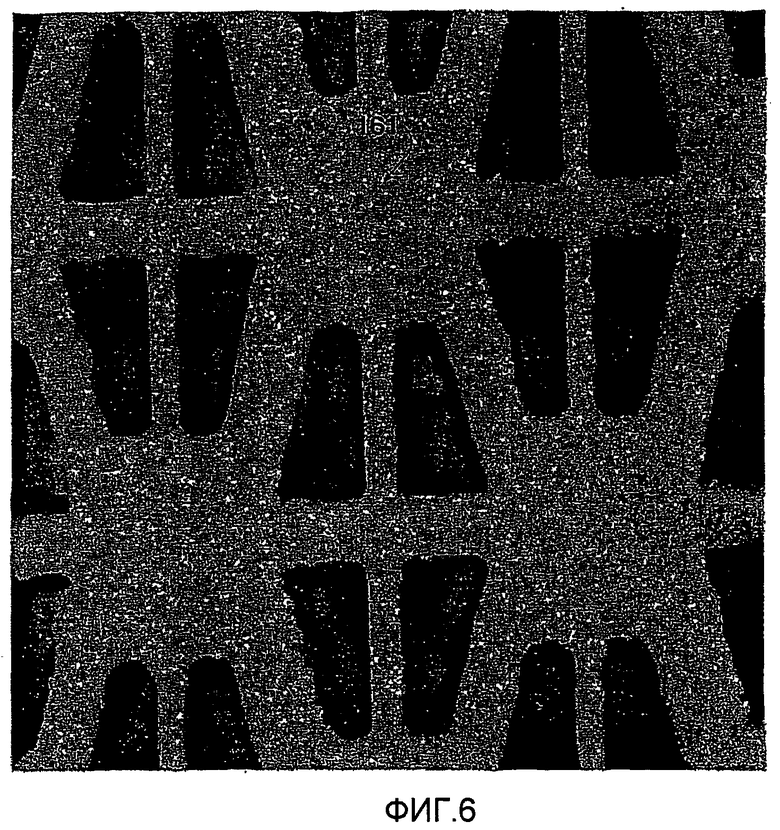
Фиг.6 представляет собой микрофотографию обрабатываемой детали после скульптурной обработки ее с использованием файла по Фиг.5;
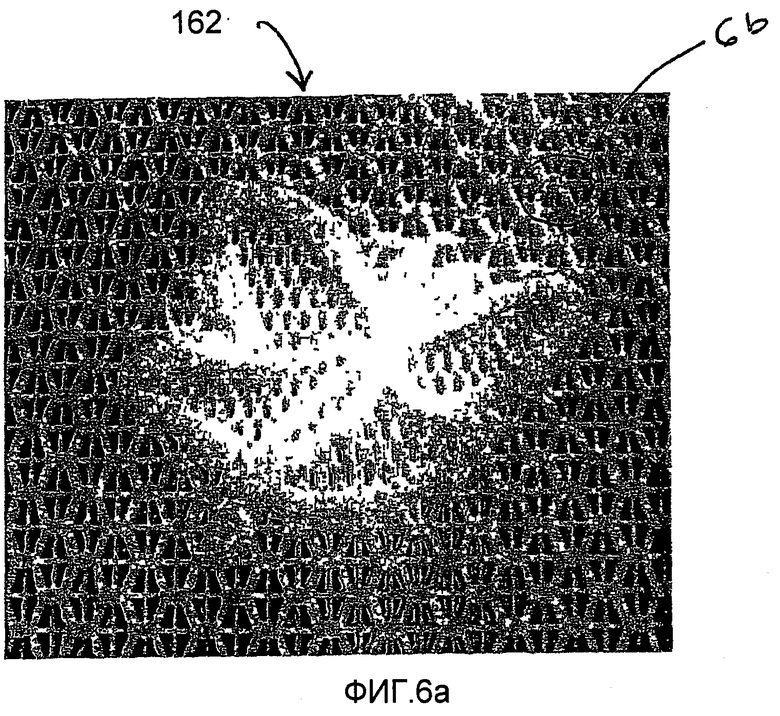
Фиг.6а представляет собой микрофотографию обрабатываемой детали после скульптурной обработки ее с использованием файла, показанного на Фиг.5b-5е;
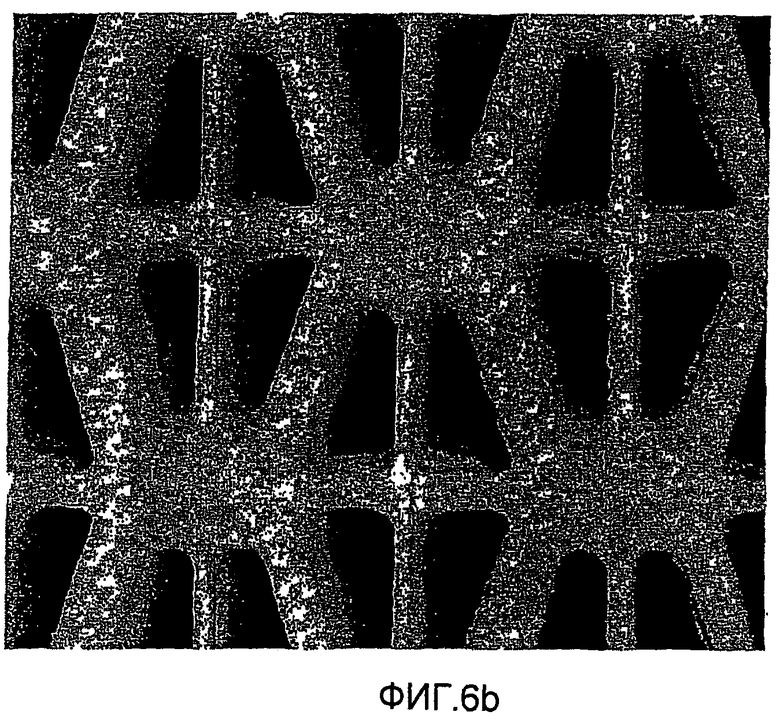
Фиг.6b представляет собой увеличенную часть обрабатываемой детали, показанной на Фиг.6а, при этом указанная увеличенная часть соответствует зоне, окруженной окружностью "6b" на Фиг.6а;
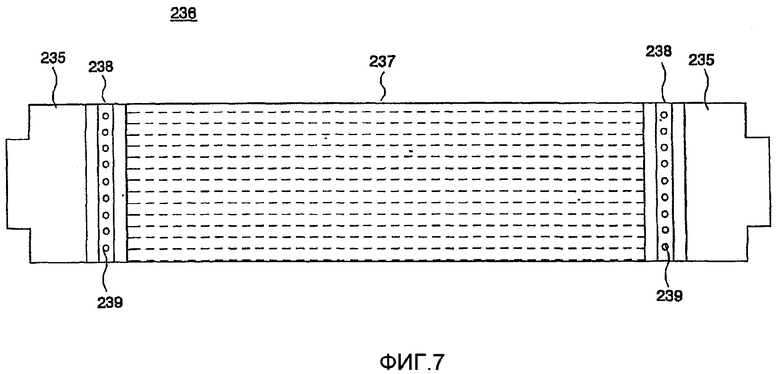
Фиг.7 представляет собой вид опорного элемента, используемого для изготовления пленки согласно изобретению вместо устройства для формования пленки;
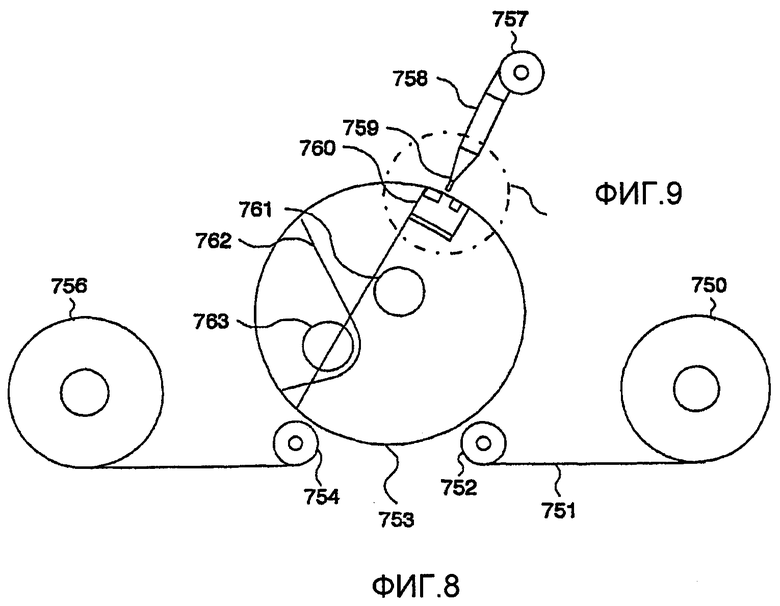
Фиг.8 представляет собой схематический вид устройства для изготовления пленки с отверстиями в соответствии с настоящим изобретением;
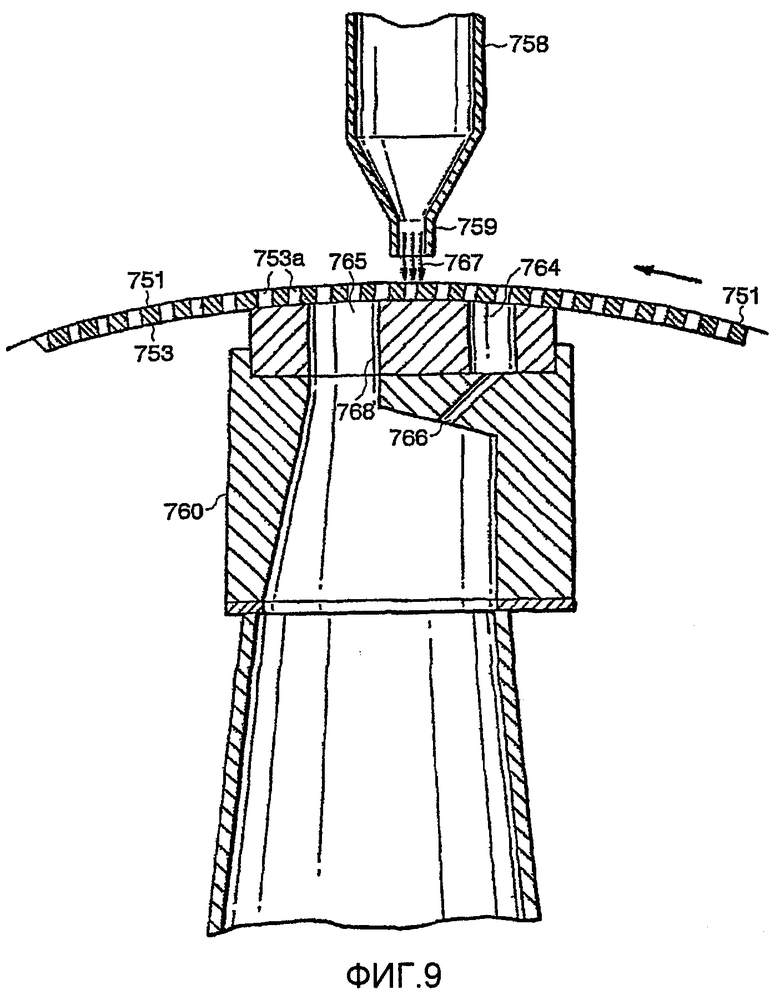
Фиг.9 представляет собой схематический вид окруженной части по Фиг.8;
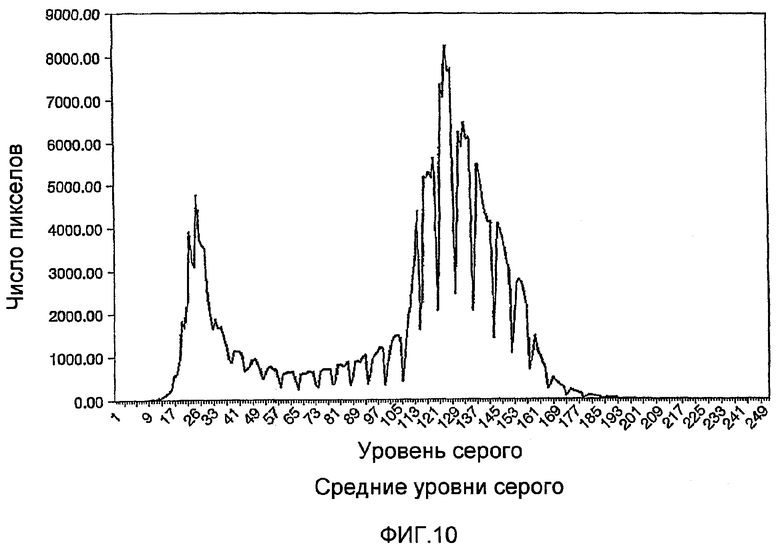
Фиг.10 представляет собой усредненную гистограмму, показывающую интенсивность пятен для поглощающего изделия, имеющего пленку с отверстиями в соответствии с настоящим изобретением в качестве покрывающего слоя указанного изделия, и
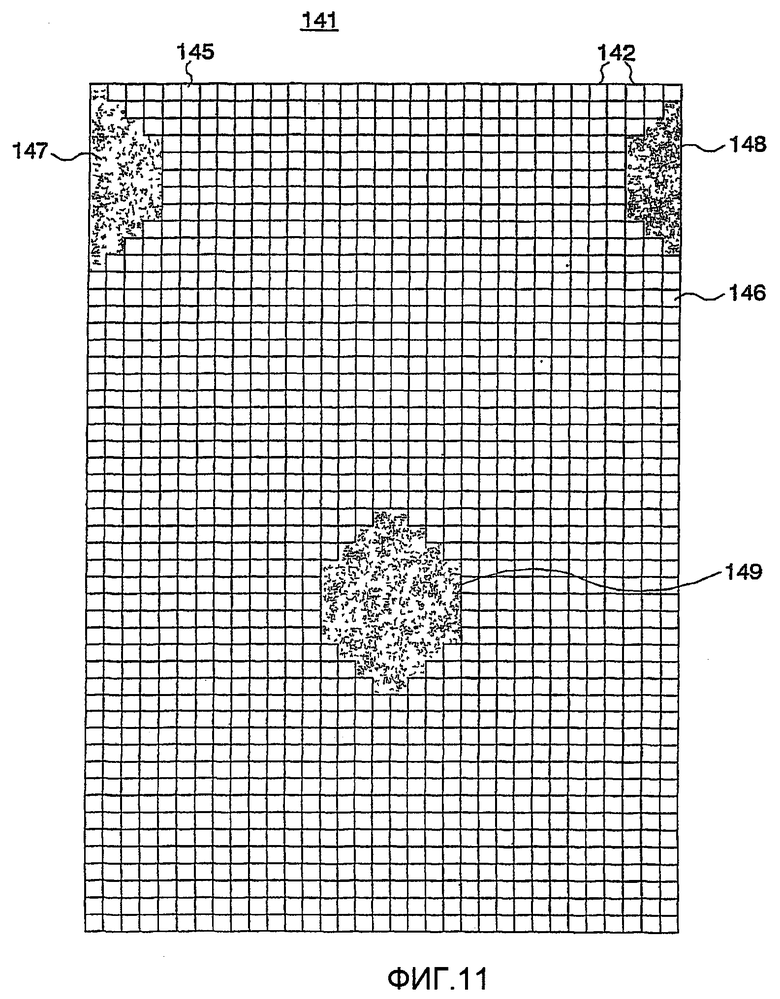
Фиг.11 представляет собой графическое представление файла для прошивки обрабатываемой детали с использованием прошивки путем растрового сканирования для получения трехмерного топографического опорного элемента для изготовления пленки с отверстиями.
Подробное описание изобретения
Настоящее изобретение направлено на создание трехмерных пленок с отверстиями, особенно пригодных для использования в изделиях для личной гигиены. Данные пленки могут быть использованы в качестве контактирующих с телом, обращенных к телу слоев, в качестве слоев для обработки текучих сред или в качестве других компонентов изделий для личной гигиены. Было установлено, что пленки по настоящему изобретению имеют улучшенные характеристики при обработке текучих сред при использовании данных пленок в поглощающих изделиях одноразового использования, например, таких как предназначенные для женщин гигиенические защитные изделия. В частности, было установлено, что пленки по настоящему изобретению обеспечивают улучшенные характеристики маскирования пятен и при этом одновременно обеспечивают возможность эффективного перемещения текучей среды через пленку по сравнению с обычными пленками.
Далее рассматриваются Фиг.1а-1d, которые показывают пленку 10 с отверстиями в соответствии с одним вариантом осуществления настоящего изобретения. Пленка 10 включает в себя множество повторяющихся соединенных друг с другом рамок 12. В варианте осуществления, показанном на Фиг.1а-1d, каждая рамка 12 включает в себя противоположные концевые зоны 12а и 12b и противоположные боковые стенки 12с и 12d. Концевые зоны 12а и 12b расположены каждая на определенном расстоянии друг от друга, и противоположные боковые стенки 12с и 12d расположены каждая на определенном расстоянии друг от друга. В конкретном варианте осуществления, показанном на Фиг.1а-1d, каждая из рамок 12 соединена с соседней рамкой 12. Более точно, как показано, каждая рамка 12 имеет общую боковую стенку 12с, 12d с непосредственно примыкающей к ней рамкой 12. Аналогичным образом каждая рамка 12 имеет общую концевую зону 12а, 12b с непосредственно примыкающей к ней рамкой 12. Пленка 10 с отверстиями дополнительно включает в себя первые и вторые поперечные элементы 14а и 14b. Как показано, поперечный элемент 14b проходит от первой боковой стенки 12с до противоположной боковой стенки 12d рамки 12. Аналогичным образом поперечный элемент 14а проходит от концевой зоны 12а до противоположной концевой зоны 12b. В варианте осуществления изобретения, показанном на Фиг.1а-1е, поперечные элементы 14а и 14b показаны пересекающимися в центре рамки. Кроме того, в варианте осуществления изобретения, показанном на Фиг.1а-1е, поперечные элементы 14а и 14b расположены ортогонально друг относительно друга.
Несмотря на то, что в варианте осуществления изобретения, показанном на Фиг.1а-1d, показана пленка 10 с отверстиями, имеющая два поперечных элемента 14а и 14b, существует возможность того, что только один поперечный элемент может быть использован при условии, что поперечный элемент проходит поперек пропускного сечения, ограниченного рамкой 12. Кроме того, несмотря на то, что рамка 12 показана как выполненная по существу шестиугольной по форме, существует возможность использования других форм для рамки 12. Каждый из поперечных элементов 14а и 14b предпочтительно имеет ширину «а» (см. Фиг.1b) в диапазоне от приблизительно 4,0 мил до приблизительно 24,0 мил (1 мил=0,001 дюйма). Каждый из поперечных элементов 14а и 14b предпочтительно имеет длину «b» (см. Фиг.1b) в диапазоне от приблизительно 30,0 мил до приблизительно 150,0 мил. Если требуется, пленка 10 может включать в себя множество выпуклостей 11 или т.п., расположенных на поверхности пленки, как лучше всего видно на Фиг.1а.
Пленка 10 дополнительно включает в себя множество отверстий 16. Каждое отверстие 16 ограничено, по меньшей мере, участком рамки 12 и, по меньшей мере, участком одного из поперечных элементов 14а и 14b. Далее рассматривается Фиг.1b, которая представляет собой иллюстрацию выполненного с частичным вырывом вида в перспективе показанной на Фиг.1 пленки 10, при этом вырыв выполнен по линии 1В на Фиг.1а. Каждое отверстие ограничено, по меньшей мере, участком каждого из поперечных элементов 14а и 14b, а также участком рамки 12. Более точно, как лучше всего видно на Фиг.1b, каждое из отверстий 16 ограничено соответствующей внутренней стенкой 22, 24 соответствующей боковой стенки 12с, 12d рамочной части (рамки) 12. Каждое отверстие 16 дополнительно ограничено соответствующей внутренней стенкой 26 или 28 поперечного элемента 14b и соответствующей внутренней стенкой 30, 32 поперечного элемента 14а. В завершение, каждое отверстие 16 ограничено соответствующей внутренней стенкой 34, 36 соответствующей концевой зоны 12а, 12b.
Как также показано на Фиг.1b, пленка 10, как правило, имеет первую, по существу плоскую, верхнюю поверхность 18 в воображаемой плоскости 23 и противоположную, по существу плоскую, вторую нижнюю поверхность 21 в воображаемой плоскости 25. Верхняя поверхность 38 боковых стенок 12с и 12d и верхняя поверхность 40 концевых зон 12а и 12b компланарные с плоскостью 23. Однако верхние поверхности 42 и 44 поперечных элементов 14а и 14b утоплены по отношению к плоскости 23. Более точно, верхние поверхности 42 и 44 поперечных элементов 14а и 14b расположены в плоскости 27, расположенной ниже обеих плоскостей 23 и 25. Предпочтительно верхние поверхности 42 и 44 поперечных элементов 14а и 14b утоплены относительно верхней поверхности 18 пленки, то есть утоплены относительно плоскости 23, на глубину в диапазоне от приблизительно 3,0 мил до приблизительно 17,0 мил. Верхние поверхности 42 и 44 поперечных элементов 14а и 14b предпочтительно по существу параллельны воображаемым плоскостям 23 и 25.
Внутренние стенки 22, 24 боковых стенок 12с и 12d, внутренние стенки 26, 28 поперечного элемента 14а, внутренние стенки 30, 32 поперечного элемента 14b и внутренние стенки 34, 36 концевых зон 12а, 12b взаимодействуют для ограничения отверстий 16, и каждая из этих внутренних стенок проходит ниже плоскости 25 так, что нижняя начальная часть каждого отверстия 16 расположена ниже нижней плоской поверхности 21 пленки, то есть ниже воображаемой плоскости 25. Более точно, внутренние стенки 22, 24 боковых стенок 12с и 12d, внутренние стенки 26, 28 поперечного элемента 14а, внутренние стенки 30, 32 поперечного элемента 14b и внутренние стенки 34, 36 концевых зон 12а, 12b проходят вниз так, что нижняя начальная часть каждого отверстия расположена в воображаемой плоскости 29, которая расположена ниже воображаемых плоскостей 23, 25 и 27. Следует отметить, что все воображаемые плоскости 23, 25, 27 и 29 по существу параллельны друг другу.
Поскольку верхние поверхности 42, 44 поперечных элементов 14а и 14b утоплены относительно верхней поверхности 18 пленки 10, то есть утоплены относительно воображаемой плоскости 23, первое относительно большое отверстие фактически образовано от верхней поверхности 18 пленки 10 до верхних поверхностей 42, 44 поперечных элементов. Поперечные элементы 14а и 14b служат для разделения этого большего отверстия на четыре относительно меньших отверстия, которые сообщаются с бо'льшим отверстием от верхних поверхностей 42, 44 поперечных элементов 14а и 14b посредством нижней начальной части каждого отверстия 16. Другими словами, в каждом рамочном элементе (рамке) 12 сравнительно большое отверстие образовано от плоскости 23 до плоскости 27, и множество сравнительно меньших отверстий, которые сообщаются с бо'льшим отверстием, образованы от плоскости 27 до плоскости 29. В варианте осуществления, показанном на Фиг.1а-1d, каждое из меньших отверстий, образованных от плоскости 27 до плоскости 29, имеет площадь, которая меньше одной четверти общей площади большего отверстия, образованного от плоскости 23 до плоскости 27. В варианте осуществления, в котором был использован один поперечный элемент, каждое из меньших отверстий, ограниченных поперечным элементом, будет иметь площадь, которая меньше половины общей площади большего отверстия. Читателя уведомляют, что для обеспечения простоты и ясности на чертежах как «меньшие», так и «большие» отверстия, рассмотренные выше, в общем обозначены здесь ссылочной позицией 16.
Далее рассматриваются Фиг.1е-1j, которые показывают пленку 100 с отверстиями в соответствии со вторым вариантом осуществления настоящего изобретения. На Фиг.1е-1j используются те же или аналогичные ссылочные позиции, что и используемые на Фиг.1а-1d, для обозначения такой же и/или соответствующей структуры, подобной показанной на Фиг.1а-1d и описанной выше.
Как лучше всего видно на Фиг.1е и 1g, пленка 100 включает в себя, по меньшей мере, первую часть 102 и, по меньшей мере, вторую часть 104. Первая часть 102 образована множеством повторяющихся соединенных друг с другом рамок 12, определяющих границы множества отверстий 16, подобных описанным выше. В варианте осуществления, показанном на Фиг.1е-1j, каждая рамка 12 включает в себя противоположные концевые зоны 12а и 12b и противоположные боковые стенки 12с и 12d. Пленка 100 с отверстиями также включает в себя первые и вторые поперечные элементы 14а и 14b. Поперечные элементы 14а и 14b предпочтительно имеет ширину «а» в диапазоне от приблизительно 4,0 мил до приблизительно 24,0 мил. Каждый из поперечных элементов 14а и 14b предпочтительно имеет длину «b» в диапазоне от приблизительно 30,0 мил до приблизительно 150,0 мил. Предпочтительно верхние поверхности 42 и 44 поперечных элементов 14а и 14b утоплены относительно верхней поверхности 18 пленки, то есть утоплены относительно плоскости 23, на глубину в диапазоне от приблизительно 3,0 мил до приблизительно 17,0 мил.
Как показано на Фиг.1f, пленка 100, как правило, имеет по существу плоскую, верхнюю поверхность 18 в воображаемой плоскости 23 и противоположную, по существу плоскую, вторую нижнюю поверхность 21 в воображаемой плоскости 25. Концевые зоны 12а и 12b и участки 12с' и 12d' боковых стенок 12с и 12d в зонах, в которых поперечный элемент 14b пересекается с боковой стенкой 12с и 12d, образованы так, что, по меньшей мере, часть верхней поверхности пленки в данных зонах утоплена относительно воображаемой плоскости 23. В конкретном варианте осуществления пленки 100, показанном на Фиг.1f, концевые зоны 12а и 12b и участки 12с' и 12d' боковых стенок 12с и 12d в зонах, в которых поперечный элемент 14b пересекается с боковой стенкой 12с и 12d, имеют по существу w-образную форму или синусоидальную форму, при этом в поперечном сечении образуется пара впадин 111 и пик 113, расположенный между впадинами 111. Как показано, верхняя поверхность 115 пленки в зоне впадин 111 расположена в плоскости 35, которая утоплена относительно воображаемой плоскости 23. В частности, плоскость 35 расположена между плоскостью 23 и плоскостью 25. Предпочтительно впадины 111 в их точке, наиболее «утопленной» относительно плоскости 23, имеют глубину в диапазоне от приблизительно 2 до приблизительно 5 мил относительно плоскости 23.
Несмотря на то, что в конкретном варианте 100 осуществления концевые зоны 12а и 12b и участки 12с' и 12d' боковых стенок 12с и 12d в зонах, в которых поперечный элемент 14b пересекается с боковой стенкой 12с и 12d, образованы так, что они имеют по существу w-образное поперечное сечение, данные зоны могут быть образованы с другими формами и конфигурациями, при этом, по меньшей мере, часть верхней поверхности пленки в тех зонах, в которых поперечные элементы 14а и 14b пересекают рамку 12, утоплена относительно плоскости 23. Посредством выполнения пленки 100 в тех зонах, в которых поперечный элемент 14а пересекает концевые зоны 12а и 12b, и в тех зонах, в которых поперечный элемент 14b пересекает боковые стенки 12с и 12d, таким образом, что, по меньшей мере, часть ее будет утоплена относительно плоскости 23, повышается степень воспринимаемой мягкости пленки. Несмотря на то, что в конкретном варианте осуществления изобретения, показанном на Фиг.1f, пленка 100 выполнена в концевых зонах 12а и 12b и на участках 12с' и 12d' боковых стенок 12с и 12d так, что, по меньшей мере, часть поверхности пленки будет утоплена относительно плоскости 23, существует возможность создания пленки таким образом, что только одна из этих зон будет утоплена относительно плоскости 23. Например, только участки 12с' и 12d' могут быть утоплены или в альтернативном варианте только концевые зоны 12а и 12b могут быть утоплены.
Как лучше всего видно на Фиг.1е, вторая часть 104 пленки 100а с отверстиями включает в себя второе множество отверстий 106, которые можно визуально отличить от первого множества отверстий 16. Термин «визуально различимый (отличимый)» в используемом здесь смысле означает, что каждое из второго множества отверстий 106 имеет форму и/или размер, которые в достаточной степени отличаются от формы и/или размера каждого из отверстий 16 из первого множества отверстий 16, так что, если смотреть невооруженным глазом, каждое из второго множества отверстий 106 можно визуально отличить от каждого из первого множества отверстий 16. В одном варианте осуществления изобретения, показанном на Фиг.1е-1j, каждое из второго множества отверстий 106 имеет по существу эллиптическую форму с большой осью “y” и малой осью “z”. Большая ось “y” и малая ось “z” предпочтительно имеют каждая длину в диапазоне от приблизительно 5 мил до приблизительно 150 мил. В одном конкретном варианте осуществления большая ось имеет длину, составляющую приблизительно 43 мил, и малая ось имеет длину, составляющую приблизительно 16 мил. В одном предпочтительном варианте осуществления изобретения отверстия из второго множества отверстий 106 расположены каждое на расстоянии «n» друг от друга, составляющем от приблизительно 10 мил до приблизительно 100 мил при измерении его от центра одного отверстия до центра отверстия, соседнего в горизонтальном направлении, вдоль горизонтальной линии, и отверстия из второго множества отверстий 106 расположены каждое на расстоянии “o” от отверстия 106, соседнего в вертикальном направлении, при этом данное расстояние составляет от приблизительно 10 мил до приблизительно 70 мил при измерении его от центра одного отверстия до центра отверстия, соседнего в вертикальном направлении, вдоль диагонали, соединяющей центр каждого из отверстий. В конкретном варианте осуществления изобретения расстояние “n” составляет 40 мил, и расстояние “o” составляет 34 мил.
Отверстия из второго множества отверстий 106 могут быть расположены в виде конфигурации, предназначенной для образования рисунка, знаков, текста или тому подобного, или их комбинаций. Например, в варианте осуществления изобретения, показанном на Фиг.1е и 1g, отверстия из второго множества отверстий 106 расположены так, чтобы образовать рисунок в виде бабочки. Несмотря на то, что в конкретном варианте осуществления изобретения, показанном и описанном со ссылкой на Фиг.1е-1j, показан рисунок в виде бабочки, возможен любой другой ряд рисунков.
Пленка 100, показанная на Фиг.1е-1j, также выполнена с граничным элементом 108, который отделяет первое множество отверстий 16 от второго множества отверстий 106. Предпочтительно граничный элемент имеет такие форму и размер, что он визуально отличим, если смотреть невооруженным глазом, от каждого из первого множества отверстий 16 и каждого из второго множества отверстий 106. Предпочтительно граничный элемент 108 имеет ширину “x” (см. Фиг.1е) в диапазоне от приблизительно 25 мил до 90 мил. В одном предпочтительном варианте осуществления изобретения граничный элемент 108 выполнен без отверстий. Поверхность 109 пленки, находящаяся в пределах зоны, ограниченной граничным элементом 108, предпочтительно утоплена относительно верхней, по существу плоской поверхности 18 пленки. Другими словами, поверхность 109 пленки, ограниченная в пределах граничного элемента 108, утоплена относительно плоскости 23. Предпочтительно поверхность 109 пленки утоплена относительно плоскости 23 на величину от приблизительно 2 мил до приблизительно 5 мил. Поверхность пленки, образующая сам граничный элемент 108, предпочтительно расположена в плоскости 23.
Предпочтительно граничный элемент 108 взаимодействует со вторым множеством отверстий 106 для задания визуально различимых границ рисунка, знаков, текста или тому подобного. Например, в показанном варианте осуществления пленки 100 граничный элемент взаимодействует со вторым множеством отверстий 106 для образования рисунка в виде бабочки.
Несмотря на то, что для простоты на Фиг.1е показана одна бабочка, множество подобных элементов может быть расположено на расстоянии друг от друга на поверхности пленки. Например, в одном конкретном варианте осуществления пленка может иметь множество подобных бабочек, расположенных на расстоянии друг от друга на пленочном материале. Кроме того, могут быть использованы рисунки разного размера, например, в одном конкретном варианте осуществления в одной и той же пленке используется множество сравнительно больших бабочек и множество бабочек меньшего размера.
Пленки с отверстиями согласно настоящему изобретению предпочтительно имеют пропускное сечение в диапазоне от приблизительно 20% до приблизительно 30%. Площадь пропускного сечения может быть определена посредством использования анализа изображений для измерения относительных процентных соотношений площадей зон, представляющих собой отверстия, и зон, не представляющих собой отверстия, или «контактных площадок». По существу при анализе изображений происходит преобразование оптического изображения из оптического микроскопа в электронный сигнал, пригодный для обработки. Электронный луч сканирует изображение построчно. При сканировании каждой строки выходной сигнал изменяется в соответствии с освещенностью. Белые зоны дают сравнительно высокое напряжение, и черные зоны - сравнительно низкое напряжение. Получают изображение формованной пленки с отверстиями, и на этом изображении отверстия являются белыми, в то время как сплошные зоны термопластичного материала имеют различные уровни серого.
Чем более плотной является сплошная зона, тем более темная серая зона будет получена. Каждая строка изображения, которое измеряется, разделена на измерительные точки или пикселы. Нижеуказанное оборудование может быть использовано для выполнения анализа, описанного выше: анализатор изображений Quantimet Q520 (с программным обеспечением v.5.02B и Grey Store Option), продаваемый компанией LEICA/Cambridge Instruments Ltd., совместно с микроскопом Olympus SZH, основанным на принципе проходящего света, с проекционным объективом с однократным увеличением и окуляром с 2,5-кратным увеличением. Изображение может быть получено посредством видеокамеры DAGE MTI CCD72.
Представительный кусок каждого материала, подлежащего анализу, помещают на предметный столик микроскопа и получают четкое изображение его на экране видеоаппаратуры при настройке трансфокатора микроскопа на 10-кратное увеличение. Площадь пропускного сечения определяют из эксплуатационных измерений представительных зон. Результат вычислений по программе Quantimet представляет собой среднее значение и среднеквадратическое отклонение для каждого образца.
Пригодной исходной пленкой для изготовления трехмерной пленки с отверстиями в соответствии с настоящим изобретением является тонкая, сплошная, непрерывная пленка из термопластичного полимерного материала. Эта пленка может быть паропроницаемой или паронепроницаемой; она может быть рельефной или нерельефной; она может быть обработана в коронном разряде с одной или обеих из ее главных поверхностей или она может быть свободна от такой обработки в коронном разряде; она может быть обработана поверхностно-активным веществом после образования пленки посредством нанесения поверхностно-активного вещества в виде покрытия на пленку, нанесения поверхностно-активного вещества на пленку путем распыления или печатания, или поверхностно-активное вещество может быть включено в виде смеси в термопластичный полимерный материал перед образованием пленки. Пленка может содержать любой термопластичный полимерный материал, включая полиолефины, такие как полиэтилен высокой плотности, линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полипропилен; сополимеры олефинов и виниловых мономеров, такие как сополимеры этилена и винилацетата или винилхлорида; полиамиды; сложные полиэфиры; поливиниловый спирт и сополимеры олефинов и акрилатных мономеров, такие как сополимеры этилена и этилакрилата и этиленметакрилата, но термопластичные полимерные материалы не ограничены вышеуказанными. Также могут быть использованы пленки, содержащие смеси двух или более из таких полимерных материалов. Относительное удлинение (растяжимость) в машинном направлении (MD) и поперечном направлении (CD) исходной пленки, в которой должны быть образованы отверстия, должно составлять, по меньшей мере, 100% при определении его в соответствии с испытанием No. D-882 по стандарту Американского общества по испытанию материалов, выполняемым на испытательном приборе Instron со скоростью зажимных губок 50 дюймов в минуту (127 см в минуту). Толщина исходной пленки предпочтительно является равномерной и может находиться в диапазоне от приблизительно 0,5 до приблизительно 5 мил или от приблизительно 0,0005 дюйма (0,0013 см) до приблизительно 0,005 дюйма (0,076 см). Могут быть использованы совместно экструдированные пленки, а также пленки, которые были модифицированы, например, посредством обработки поверхностно-активным веществом. Исходная пленка может быть изготовлена любым известным способом, таким как отливка, экструзия или экструзия с раздувкой.
Способ образования отверстий в пленках в соответствии с настоящим изобретением включает в себя размещение пленки на поверхности опорного элемента с рельефом. Пленку подвергают воздействию большого перепада давлений текучей среды, когда пленка находится на опорном элементе. Перепад давлений текучей среды, которая может быть жидкой или газообразной, заставляет пленку принимать рельеф поверхности опорного элемента с рельефом. Если опорный элемент с рельефом имеет выполненные в нем отверстия, участки пленки, расположенные над отверстиями, могут быть разрушены под действием перепада давлений текучей среды для создания пленки с отверстиями. Способ образования пленки с отверстиями подробно описан в патенте США 5827597, выданном на имя James и др., включенном в настоящую заявку путем ссылки.
Такую трехмерную пленку с отверстиями предпочтительно образуют путем размещения термопластичной пленки от края до края поверхности опорного элемента с отверстиями и с рельефом, соответствующим заданной конечной форме пленки. Поток горячего воздуха направляют на пленку для повышения ее температуры с тем, чтобы вызвать ее размягчение. После этого пленку подвергают воздействию разрежения, чтобы обеспечить ее соответствие по форме форме поверхности опорного элемента. Участки пленки, расположенные над отверстиями в опорном элементе, дополнительно растягиваются, пока не разрушатся, чтобы создать отверстия в пленке.
Пригодный опорный элемент с отверстиями, предназначенный для получения данных трехмерных пленок с отверстиями, представляет собой трехмерный топографический опорный элемент, изготовленный посредством лазерной скульптурной обработки обрабатываемой детали. Схематическая иллюстрация приведенной в качестве примера, обрабатываемой детали, которая была подвергнута лазерной скульптурной обработке для преобразования ее в трехмерный топографический опорный элемент, показана на Фиг.2.
Обрабатываемая деталь 102 содержит тонкостенный трубчатый цилиндр 110. Обрабатываемая деталь 102 имеет необработанные участки 111 поверхности и подвергнутую лазерной скульптурной обработке центральную часть 112. Предпочтительная заготовка для получения опорного элемента по данному изобретению представляет собой тонкостенную бесшовную трубу из ацеталя, в которой были сняты все остаточные внутренние напряжения. Заготовка (обрабатываемая деталь) имеет толщину стенок от 1 до 8 мм, более предпочтительно от 2,5 до 6,5 мм. Приведенные в качестве примера, обрабатываемые детали, предназначенные для использования при образовании опорных элементов, имеют диаметр от одного до шести футов и имеют длину в диапазоне от двух до шестнадцати футов. Однако данные размеры представляют собой предмет конструктивного выбора. Для обрабатываемой детали могут быть использованы другие формы и составы материалов, такие как акриловые смолы, уретаны, сложные полиэфиры, полиэтилен с высокой молекулярной массой и другие полимеры, которые могут быть обработаны лазерным лучом.
На Фиг.3 показана схематическая иллюстрация устройства для лазерной скульптурной обработки опорного элемента. Исходную трубчатую заготовку 102 устанавливают на соответствующей оправке или сердечнике 121, который обеспечивает сохранение цилиндрической формы заготовки и возможность вращения вокруг ее продольной оси в подшипниках 122. Привод 123 вращательного движения предусмотрен для вращения оправки 121 с регулируемой скоростью. Генератор 124 импульсов управления вращением соединен с оправкой 121 и отслеживает вращение оправки 121, так что ее точное радиальное положение всегда известно.
Одна или несколько направляющих 125 расположены параллельно оправке 121 и смонтированы за пределами (зоны) вращения оправки 121, при этом указанные направляющие 125 обеспечивают возможность перемещения каретки 126 вдоль всей длины оправки 121 при одновременном поддержании постоянного зазора относительно верхней поверхности 103 обрабатываемой детали 102. Привод 133 каретки обеспечивает перемещение каретки вдоль направляющих 125, в то время как генератор 134 импульсов управления кареткой отслеживает боковое положение каретки относительно обрабатываемой детали 102. Столик 127 для фокусировки смонтирован на каретке. Столик 127 для фокусировки установлен в направляющих 128 для фокусировки. Столик 127 для фокусировки обеспечивает возможность перемещения, ортогонального по отношению к перемещению каретки 126, и обеспечивает средство фокусирования линзы 129 относительно верхней поверхности 103. Привод 132 для фокусировки предусмотрен для позиционирования столика 127 для фокусировки и обеспечения фокусирования линзы 129.
К столику 127 для фокусировки прикреплена линза 129, которая зафиксирована в насадке 130. Насадка 130 имеет средство 131 для ввода газа под давлением в насадку 130 для охлаждения и поддержания чистоты линзы 129. Предпочтительная насадка 130 для этой цели описана в патенте США 5756962, выданном на имя James и др., который включен в данную заявку путем ссылки.
На каретке 126 также смонтировано зеркало 135 для конечного отклонения, которое направляет лазерный луч 136 в фокусирующую линзу 129. Лазер 137 расположен дистанционно, при этом он предусмотрен с возможным зеркалом 138 для отклонения луча, предназначенным для направления луча к зеркалу 135 для конечного отклонения луча. Несмотря на то, что существует возможность установки лазера 137 непосредственно на каретке 126 и устранения зеркал для отклонения луча, пространственные ограничения и соединение лазера с энергосистемой общего пользования делают удаленную установку значительно более предпочтительной.
При подаче питания на лазер 137 излучаемый луч 136 отражается первым зеркалом 138 для отклонения луча, затем зеркалом 135 для конечного отклонения луча, которое направляет его к линзе 129. Траектория лазерного луча 136 имеет такую конфигурацию, что, если бы линза 129 была удалена, луч проходил бы через продольную осевую линию оправки 121. При наличии линзы 129 в заданном положении луч может быть сфокусирован над, под верхней поверхностью 103, у верхней поверхности 103 или рядом с верхней поверхностью 103.
Несмотря на то, что данное устройство может быть использовано с множеством различных лазеров, предпочтительный лазер представляет собой быстропроточный лазер на диоксиде углерода, способный выдавать луч с номинальной мощностью до 2500 Вт. Однако также могут быть использованы медленнопроточные лазеры на диоксиде углерода с номинальной мощностью 50 Вт.
Фиг.4 представляет собой схематическую иллюстрацию системы управления устройства для лазерной скульптурной обработки по Фиг.3. Во время работы устройства для лазерной скульптурной обработки управляющие переменные значения фокусного расстояния, скорости вращения и скорости перемещения передаются из главного компьютера 142 посредством соединения 144 к компьютеру 140 для управления приводами. Компьютер 140 для управления приводами управляет фокусным расстоянием посредством привода 132 столика для фокусировки. Компьютер 140 для управления приводами управляет скоростью вращения обрабатываемой детали 102 посредством привода 123 вращательного движения и генератора 124 импульсов управления вращением. Компьютер 140 для управления приводами управляет скоростью перемещения каретки 126 посредством привода 133 каретки и генератора 134 импульсов управления кареткой. Компьютер 140 для управления приводами также сообщает главному компьютеру 142 о состоянии приводов и возможных ошибках. Данная система обеспечивает надежное позиционное регулирование (контроль положения) и фактически обеспечивает разделение поверхности обрабатываемой детали 102 на малые участки, называемые пикселами, при этом каждый пиксел состоит из фиксированного числа импульсов управления приводом вращательного движения и фиксированного числа импульсов управления приводом перемещения. Главный компьютер 142 также управляет лазером 137 посредством соединения 143.
Подвергнутый лазерной скульптурной обработке, трехмерный топографический опорный элемент может быть изготовлен несколькими способами. Один способ изготовления такого опорного элемента - это способ, предусматривающий сочетание лазерной прошивки и лазерного фрезерования поверхности обрабатываемой детали.
К способам лазерной прошивки обрабатываемой детали относятся ударная прошивка, прошивка с активизацией на ходу (fire-on-the-fly) и прошивка с растровым сканированием.
Предпочтительным способом является прошивка с растровым сканированием. При данном подходе узор сводят к прямоугольному повторяющемуся элементу 141, пример которого показан на Фиг.11. Данный повторяющийся элемент содержит всю информацию, необходимую для получения заданного рельефа. При использовании данного повторяющегося элемента подобно элементу мозаичного изображения и размещении как впритык, так и бок о бок в результате получают заданный рельеф большего размера.
Повторяющийся элемент 141 дополнительно разделен на множество меньших прямоугольных элементов или «пикселов» 142, образующих сетку. Несмотря на то, что они, как правило, являются квадратными, для некоторых целей может быть более удобным использовать пикселы с неодинаковыми размерами. Сами пикселы являются безразмерными, и фактические размеры изображения задаются во время обработки, то есть ширина 145 пиксела и длина 146 пиксела задаются только во время реальной операции прошивки. Во время прошивки длину пиксела задают в соответствии с размером, который соответствует выбранному числу импульсов от генератора 134 импульсов управления кареткой. Аналогичным образом ширину пиксела задают в соответствии с размером, который соответствует числу импульсов от генератора 124 импульсов управления вращательным движением. Таким образом, для обеспечения простоты разъяснения пикселы на Фиг.5а показаны квадратными, однако пикселы необязательно должны быть квадратными, но они обязательно должны быть прямоугольными.
Каждый столбец пикселов представляет собой один проход обрабатываемой детали мимо фокальной точки лазера. Этот столбец повторяется столько раз, сколько требуется для полного охвата обрабатываемой детали 102. Белый пиксел означает команду на выключение лазера, каждый черный пиксел означает команду на включение лазера. Это приводит к получению простого бинарного (двоичного) файла из единиц и нулей, где 1, или белый, означает команду для лазера на отключение, а 0, или черный, означает команду для лазера на включение.
Если обратиться снова к Фиг.4, то следует указать, что содержание файла для гравирования передается в бинарной форме, где 1 представляет собой отключение и 0 представляет собой включение, главным компьютером 142 лазеру 137 посредством соединения 143. Посредством изменения периода времени между командами продолжительность команды регулируют так, чтобы она соответствовала размеру пиксела. После завершения каждого столбца файла данный столбец снова обрабатывается или повторяется до тех пор, пока обработка всей окружной периферии не будет завершена. Пока выполняются команды столбца, привод перемещения незначительно перемещается. Скорость перемещения задается такой, что при завершении гравирования в окружном направлении привод перемещения обеспечивает перемещение фокусирующей линзы на ширину столбца пикселов, и обрабатывается следующий столбец пикселов. Это продолжается до тех пор, пока не будет достигнут конец файла, и файл снова повторяется в направлении аксиального размера, пока полная заданная ширина не будет достигнута.
При данном подходе при каждом проходе образуется некоторое количество узких разрезов в материале, а не большое отверстие. Поскольку эти разрезы точно совмещаются, чтобы «выстроиться» рядом и обеспечить некоторое перекрытие, совокупным результатом является отверстие.
Весьма предпочтительным способом получения подвергнутых лазерной скульптурной обработке, трехмерных топографических опорных элементов является способ с использованием модуляции лазерного излучения. Модуляция лазерного излучения выполняется путем постепенного изменения мощности лазерного излучения от пиксела к пикселу. При модуляции лазерного излучения простые команды на включение или выключение при прошивке с растровым сканированием заменяются командами, которые обеспечивают регулирование - на основе последовательной шкалы - мощности лазерного излучения для каждого отдельного пиксела файла модуляции лазерного излучения. Таким образом, трехмерная структура может быть придана обрабатываемой детали за один проход по обрабатываемой детали.
Модуляция лазерного излучения имеет ряд преимуществ по сравнению с другими способами получения трехмерного топографического опорного элемента. Модуляция лазерного излучения позволяет получить цельный, бесшовный опорный элемент без несоответствий рельефа, вызванных наличием шва. При модуляции лазерного излучения обработку опорного элемента завершают за одну операцию вместо многочисленных операций, в результате чего повышается эффективность и уменьшаются затраты. Модуляция лазерного излучения позволяет устранить проблемы, связанные с точным совмещением рельефов, что может быть проблемой при многоступенчатой последовательной работе. Модуляция лазерного излучения также позволяет создать топографические элементы (признаки) со сложной геометрией на значительном расстоянии. Посредством изменения команд, подаваемых лазеру, можно точно регулировать высоту (глубину) и форму элемента, и могут быть образованы элементы, которые непрерывно изменяются в поперечном сечении. Кроме того, при лазерной скульптурной обработке можно сохранять регулярные положения отверстий друг относительно друга.
Если снова обратиться к Фиг.4, то следует указать, что во время модуляции лазерного излучения главный компьютер 142 может передавать команды лазеру 137 в формате, отличном от простого формата «включено» или «выключено». Например, простой бинарный файл может быть заменен 8-битовым (байтовым) форматом, что обеспечивает возможность изменения мощности излучения, излучаемого лазером, на 256 возможных уровнях. При использовании байтового формата команда «11111111» означает команду на выключение лазера, «00000000» означает команду лазеру на излучение с полной мощностью и такая команда, как «10000000», означает команду лазеру на излучение с мощностью, составляющей половину от суммарной полезной мощности лазерного излучения.
Файл для модуляции лазерного излучения может быть создан множеством способов. Один такой способ заключается в создании файла графически посредством использования шкалы уровней серого для компьютерного изображения с 256 уровнями яркости. В таком изображении со шкалой уровней серого черный может означать полную мощность, а белый может означать отсутствие мощности, при этом изменяющиеся уровни серого между ними означают промежуточные уровни мощности. Ряд программ компьютерной графики может быть использован для визуализации или создания такого файла для лазерной скульптурной обработки. При использовании подобного файла мощность, излучаемая лазером, модулируется по принципу пиксел за пикселом и, следовательно, может обеспечить непосредственную скульптурную обработку трехмерного топографического опорного элемента. Несмотря на то, что здесь описан 8-битовый байтовый формат, вместо него могут быть использованы другие уровни, такие как 4-битовый, 16-битовый, 24-битовый, или другие форматы.
Пригодным лазером, предназначенным для использования в системе модуляции лазерного излучения для лазерной скульптурной обработки, является быстропроточный лазер на диоксиде углерода с выходной мощностью 2500 Вт, хотя может быть использован лазер с более низкой выходной мощностью. Исключительно важно, чтобы лазер обладал возможностью переключения уровней мощности как можно более быстро. Предпочтительная частота переключения составляет, по меньшей мере, 10 кГц и даже более предпочтительной является частота 20 кГц. Большая частота переключения мощности необходима для обеспечения возможности обработки как можно большего количества пикселов в секунду.
Фиг.5 представляет собой графическое изображение файла для модуляции лазерного излучения, включая повторяющийся элемент 141а, который может быть использован для образования опорного элемента, предназначенного для изготовления пленки с отверстиями, показанной на Фиг.1а-1е. Фиг.5а представляет собой увеличенную часть файла для модуляции лазерного излучения, показанного на Фиг.5.
Фиг.5b представляет собой графическое изображение файла для модуляции лазерного излучения, включая повторяющийся элемент 141b, который может быть использован для образования опорного элемента, предназначенного для изготовления пленки с отверстиями, показанной на Фиг.1е-1j. Фиг.5с представляет собой увеличенную часть файла для модуляции лазерного излучения, показанного на Фиг.5b, которая соответствует части файла, окруженной окружностью «5с» на Фиг.5b. Фиг.5d представляет собой увеличенную часть файла для модуляции лазерного излучения, показанного на Фиг.5b, которая соответствует части файла, окруженной окружностью «5d» на Фиг.5b. Фиг.5е представляет собой увеличенную часть файла для модуляции лазерного излучения, показанного на Фиг.5b, которая соответствует части файла, окруженной окружностью «5е» на Фиг.5d.
На Фиг.5-5е черные зоны (участки) 154а означают пикселы, при которых лазеру выдается команда на излучение с полной мощностью, в результате чего создается отверстие в опорном элементе, которое соответствует отверстиям 16 в трехмерной пленке 10 с отверстиями, проиллюстрированной на Фиг.1а-1d. Светло-серые зоны 155 означают пикселы, при которых лазер получает команды на излучение с мощностью очень низкого уровня, в результате чего поверхность опорного элемента остается по существу нетронутой. Данные зоны опорного элемента соответствуют выступам 11, показанным на Фиг.1а. Остальные зоны, изображенные на Фиг.5-5е, которые показаны с разными уровнями серого, означают соответствующие уровни мощности лазерного излучения и соответствуют различным элементам (признакам) пленок 10 и 100, показанным соответственно на Фиг.1а-1d и Фиг.1е-1j. Например, зоны 157 и 159 соответствуют поперечным элементам 14а и 14b пленки 10 и пленки 100.
Фиг.6 представляет собой микрофотографию части 161 опорного элемента после гравирования ее путем использования файла, показанного на Фиг.5. Рельеф (узор) на части опорного элемента, показанной на Фиг.6, повторяется на поверхности опорного элемента для получения тем самым повторяющегося рельефа пленки 10, показанной на Фиг.1а-1d.
Фиг.6а представляет собой микрофотографию части 162 опорного элемента после гравирования ее путем использования файла, показанного на Фиг.5. Рельеф (узор) на части опорного элемента, показанной на Фиг.6а, повторяется на поверхности опорного элемента для получения тем самым пленки, имеющей повторяющийся рисунок в виде бабочки такого типа, как показанная на Фиг.1е-1j. Фиг.6b представляет собой увеличенную часть опорного элемента, показанного на Фиг.6а, которая соответствует части опорного элемента на Фиг.6а, окруженной окружностью “6”b. После завершения лазерной скульптурной обработки обрабатываемой детали ее можно смонтировать в конструкцию, показанную на Фиг.7, для использования в качестве опорного элемента. Две торцевые крышки 235 вставляют во внутреннее пространство обработанной детали 236 с зоной 237, подвергнутой лазерной скульптурной обработке. Эти торцевые крышки могут быть вставлены по горячей посадке, прессовой посадке, прикреплены с помощью механических средств, таких как хомуты 238 и винты 239, подобные показанным, или других механических средств. Торцевые крышки представляют собой средство, обеспечивающее сохранение обработанной детали круглой, приведение готового узла в движение и крепление готовой конструкции в устройстве для образования отверстий.
Предпочтительное устройство для изготовления таких трехмерных пленок с отверстиями схематически показано на Фиг.8. Как показано здесь, опорный элемент представляет собой выполненный с возможностью вращения барабан 753. В данном конкретном устройстве барабан вращается в направлении против часовой стрелки. Снаружи барабана 753 расположено сопло 759 для горячего воздуха, предназначенное для создания завесы из горячего воздуха, предназначенного для непосредственного воздействия на пленку, опирающуюся на подвергнутый лазерной скульптурной обработке опорный элемент. Предусмотрено средство для отвода сопла 759 для горячего воздуха, чтобы избежать чрезмерного нагрева пленки, когда она остановлена или перемещается с малой скоростью. Воздуходувка 757 и нагреватель 758 взаимодействуют для подачи горячего воздуха в сопло 759. Прямо напротив сопла 759 внутри барабана 753 расположена вакуумная головка 760. Вакуумная головка 760 выполнена с возможностью регулирования ее положения в радиальном направлении и расположена так, что она контактирует с внутренней поверхностью барабана 753. Предусмотрен источник 761 разрежения для непрерывного создания разрежения в вакуумной головке 760.
Зона 762 охлаждения предусмотрена во внутреннем пространстве барабана 753 и контактирует с внутренней поверхностью барабана 753. Зона 762 охлаждения предусмотрена с источником 763 разрежения, предназначенным для охлаждения. В зоне 762 охлаждения источник 763 разрежения, предназначенный для охлаждения, отсасывает окружающий воздух через отверстия, образованные в пленке, для фиксации рельефа, созданного в зоне отверстий. Источник 763 разрежения также представляет собой средство, обеспечивающее удерживание пленки на месте в зоне 762 охлаждения в барабане 753, и представляет собой средство, обеспечивающее изоляцию пленки от воздействий, вызванных натяжением, создаваемым за счет наматывания пленки после образования отверстий в ней.
На подвергнутом лазерной скульптурной обработке, опорном элементе 753 размещена тонкая сплошная непрерывная пленка 751 из термопластичного полимерного материала.
Увеличенное изображение окруженной зоны по Фиг.8 показано на Фиг.9. Как показано в данном варианте осуществления, вакуумная головка 760 имеет два вакуумных щелевых отверстия 764 и 765, простирающихся на всей ширине пленки. Однако для некоторых целей может оказаться предпочтительным использовать отдельные источники разрежения для каждого вакуумного щелевого отверстия. Как показано на Фиг.9, вакуумное щелевое отверстие 764 создает зону удерживания исходной пленки, когда она приближается к воздушному ножу 758. Вакуумное щелевое отверстие 764 соединено с источником разрежения посредством канала 766. Это обеспечивает надежное крепление поступающей пленки 751 к барабану 753 и обеспечивает изоляцию от воздействий, вызванных натяжением поступающей пленки и обусловленных разматыванием пленки. Это также обеспечивает распрямление пленки 751 на наружной поверхности барабана 753. Второе вакуумное щелевое отверстие 765 ограничивает зону образования отверстий под действием разрежения. Непосредственно между щелевыми отверстиями 764 и 765 находится промежуточная опорная планка 768. Вакуумная головка 760 расположена таким образом, что место воздействия завесы 767 из горячего воздуха находится непосредственно над промежуточной опорной планкой 768. Горячий воздух подается при достаточной температуре, под достаточным углом ввода относительно пленки и на достаточном расстоянии от пленки, чтобы вызвать размягчение пленки и придание ей деформируемости под действием силы, приложенной к ней. Геометрия устройства гарантирует то, что пленка 751, будучи размягченной посредством завесы 767 из горячего воздуха, будет изолирована от эффектов натяжения посредством удерживающего щелевого отверстия 764 и зоны 762 охлаждения Фиг.8. Зона 765 образования отверстия под действием разрежения расположена непосредственно рядом с завесой 767 из горячего воздуха, что позволяет минимизировать время, в течение которого пленка будет горячей, и предотвратить чрезмерную передачу тепла опорному элементу 753.
Как показано на Фиг.8 и 9, тонкая гибкая пленка 751 подается из питающего рулона 750 над направляющим роликом 752. Ролик 752 может быть прикреплен к динамометрическому датчику или другому механизму для регулирования натяжения при подаче поступающей пленки 751. После этого пленка 751 вводится в плотный контакт с опорным элементом 753. Затем пленка и опорный элемент перемещаются в зону 764 разрежения. В зоне 764 разрежения перепад давлений дополнительно обеспечивает ввод пленки в плотный контакт с опорным элементом 753. В этом случае вакуумметрическое давление обеспечивает «изоляцию» пленки от натяжения при подаче. После этого комбинация из пленки и опорного элемента проходит под завесой 767 из горячего воздуха. Завеса из горячего воздуха обеспечивает нагрев комбинации из пленки и опорного элемента, тем самым вызывая размягчение пленки.
Затем комбинация из пленки, размягченной под действием тепла, и опорного элемента проходит в зону 765 разрежения, где нагретая пленка деформируется под действием перепада давлений и приобретает топографию опорного элемента. Участки нагретой пленки, которые расположены над пропускными сечениями (зонами отверстий) в опорном элементе, дополнительно деформируются в зоны отверстий опорного элемента. Если нагрев и деформирующее усилие являются достаточными, пленка над зонами отверстий опорного элемента разрушается с образованием отверстий.
Комбинация из все еще горячей пленки с отверстиями и опорного элемента затем перемещается к зоне 762 охлаждения. В зоне охлаждения достаточное количество окружающего воздуха втягивается через пленку, в которой уже имеются отверстия, для охлаждения как пленки, так и опорного элемента.
После этого охлажденная пленка удаляется с опорного элемента вокруг направляющего ролика 754. Направляющий ролик 754 может быть прикреплен к динамометрическому датчику или другому механизму для регулирования натяжения при намотке. Пленка с отверстиями затем поступает к рулону 756 готового материала, где она наматывается.
Конструкция комплектов для испытаний
Комплекты #1 и #5 по изобретению, предназначенные для испытаний, были созданы для иллюстрации улучшенных свойств пленок с отверстиями в соответствии с настоящим изобретением. Также были созданы сравнительные комплекты #2, #3 и #4. Каждый из комплектов #1-#5 для испытаний включал в себя покрывающий слой, транспортирующий слой, поглощающую сердцевину и барьерный слой. Транспортирующий слой, поглощающая сердцевина и барьерный слой, используемые в комплектах #1-#5 для испытаний, были таковы:
(а) транспортирующий слой - полученный пневмоукладкой материал Visorb 3003 с плотностью 100 г/см2, промышленно изготавливаемый и поставляемый на рынок компанией Buckeye Technologies Inc., Мемфис, Теннеси;
(b) поглощающая сердцевина - изделие Novathin с плотностью 208 г/м2, промышленно изготавливаемое и поставляемое на рынок компанией Rayonier Inc., Jessup, Джорджия, c кодом изделия 080525, и
(с) барьерный слой из обычной полиэтиленовой цельной пленки.
Различные слои комплектов для испытаний были приклеены друг к другу обычным образом посредством использования обычного и промышленно изготавливаемого конструкционного клея.
Каждый из покрывающих материалов в предназначенных для испытаний комплектах #1-#3 и #5, описанных ниже, был образован из промышленно изготавливаемой и имеющейся на рынке, пленочной основы с кодом изделия DPD81715, поставляемой Tredegar Corporation, Сан-Паулу, Бразилия.
Комплект #1 для испытаний был образован посредством того, что сначала создавали пленку с отверстиями в соответствии с изобретением, подобную показанной на Фиг.1а-1d и описанной выше (далее называемую пленкой #1). Пленка #1 была создана такой, что верхние поверхности поперечных элементов 14а и 14b были утоплены относительно верхней поверхности пленки на 15 мил, и ширина «а» каждого из поперечных элементов 14а и 14b составляла 10 мил. Длина каждого поперечного элемента 14а составляла 100 мил и длина каждого поперечного элемента 14b составляла 60 мил. При измерении пленки #1 было установлено, что она имеет среднюю площадь пропускного сечения, составляющую 26%. Для завершения образования комплекта #1 для испытаний пленку #1 накладывали поверх транспортирующего слоя, описанного выше, чтобы тем самым образовать комплект для испытаний, включающий в себя, сверху вниз, покрывающий элемент, транспортирующий слой, сердцевину и барьерный слой.
Комплект #2 для испытаний был образован посредством того, что сначала создавали пленку с отверстиями (далее называемую пленкой #2), которая была идентична пленке #1 во всех отношениях за исключением того, что поперечные элементы 14а и 14b были расположены так, что они были компланарны верхней поверхности пленки, то есть поперечные элементы не были утоплены относительно верхней поверхности пленки. Было определено, что пленка #2 имела среднюю площадь поперечного сечения, составляющую 26%. Для завершения образования комплекта #2 для испытаний пленку #2 накладывали поверх транспортирующего слоя, описанного выше, чтобы тем самым образовать комплект для испытаний, включающий в себя, сверху вниз, покрывающий элемент, транспортирующий слой, сердцевину и барьерный слой.
Комплект #3 для испытаний был образован посредством того, что сначала создавали пленку с отверстиями (далее называемую пленкой #3), которая была идентична пленке #1 во всех отношениях за исключением того, что поперечные элементы 14а и 14b были полностью исключены, то есть пленка включала в себя множество отверстий шестиугольной формы. При измерении было определено, что пленка #3 имела среднюю площадь поперечного сечения, составляющую приблизительно 39%. Для завершения образования комплекта #3 для испытаний пленку #3 накладывали поверх транспортирующего слоя, описанного выше, чтобы тем самым образовать комплект для испытаний, включающий в себя, сверху вниз, покрывающий элемент, транспортирующий слой, сердцевину и барьерный слой.
Комплект #4 для испытаний был образован посредством удаления покрывающего слоя из пленки с отверстиями (далее называемой пленкой #4) с изделия Sempre Livre Ultra Thin с крылышками, изготавливаемого компанией Johnson & Johnson Ind. E. Com. Ltda., Бразилия. Для завершения образования комплекта #4 для испытаний пленку #4 накладывали поверх транспортирующего слоя, описанного выше, чтобы тем самым образовать комплект для испытаний, включающий в себя, сверху вниз, покрывающий элемент, транспортирующий слой, сердцевину и барьерный слой.
Комплект #5 для испытаний был образован посредством того, что сначала создавали пленку с отверстиями в соответствии с изобретением, подобную показанной на Фиг.1е-1j и описанной выше (далее называемую пленкой #5). Верхние поверхности поперечных элементов 14а и 14b были утоплены относительно верхней поверхности пленки на 4,5 мил, и ширина каждого поперечного элемента 14а и 14b составляла соответственно 5 мил и 9 мил. Длина каждого из поперечных элементов 14а и 14b составляла соответственно 100 мил и 60 мил. Пленка имела множество узоров в виде бабочек большего размера такого типа, как показанная на Фиг.1е, и множество узоров в виде бабочек меньшего размера такого типа, как показанная на Фиг.1е. Размер бабочки большей величины составлял 1,0 дюйм при измерении его от наиболее дистальной точки одного крыла до наиболее дистальной точки другого крыла и 0,6 дюйма при измерении в наиболее узкой суженной части бабочки. Размер бабочки меньшей величины составлял 0,6 дюйма при измерении его от наиболее дистальной точки одного крыла до наиболее дистальной точки другого крыла и 0,4 дюйма при измерении в наиболее узкой суженной части бабочки. Бабочки большего и меньшего размера были равномерно распределены так, что образец пленки с отверстиями, имеющий размеры 9 дюймов (длина) х 6 дюймов (ширина), имел 9 больших и 9 малых бабочек, равномерно распределенных по образцу пленки. Каждая из больших и малых бабочек имела граничный элемент 108 и множество отверстий 106, расположенных в пределах зоны, ограниченной граничным элементом. Граничный элемент 108 каждой из бабочек большего размера имел ширину 78 мил и граничный элемент 108 для каждой из бабочек меньшего размера имела ширину 31 мил. Поверхность пленки в пределах участка 109 пленки, ограниченного граничными элементами 108 для бабочек как большего, так и меньшего размера, была утоплена относительно верхней поверхности пленки на величину, составляющую приблизительно 4,5 мил. Зоны, ограниченные граничным элементом бабочек как меньшего, так и большего размера, имели множество отверстий 106, при этом каждое из отверстий 106 имело эллиптическую форму с большой осью длиной 43 мил и малой осью длиной 16 мил. Расстояние “n” между отверстиями 106, соседними в горизонтальном направлении, составляло 40 мил и расстояние “o” между отверстиями, соседними в вертикальном направлении, составляло 34 мил.
Пять образцов каждого из комплектов #1-5 для испытаний, описанных выше, были созданы и подвергнуты испытаниям для определения времени проникновения текучей среды (FPT - Fluid Penetration Time), повторного смачивания (в граммах) и показателя маскирования. Таким образом, всего были созданы двадцать пять образцов (пять для каждого комплекта для испытаний). Методы испытаний для определения времени проникновения текучей среды (FPT), повторного смачивания и показателя маскирования рассмотрены ниже более подробно. Одни и те же пять образцов были использованы в каждом из испытаний. То есть чистый образец не должен использоваться для каждого испытания, а вместо этого один и тот же образец был подвергнут испытанию на проникновение текучей среды, а затем на повторное смачивание и после этого испытанию для определения показателя маскирования.
Используемая при испытании, текучая среда, которая применяется для испытания на проникновение текучей среды, испытания на повторное смачивание и испытания для определения показателя маскирования в соответствии с методиками испытаний, приведенными ниже, может представлять собой любую синтетическую менструальную текучую среду, обладающую следующими свойствами: (1) вязкостью, составляющей приблизительно 30 сантипуаз, и (2) следующими показателями интенсивности цвета (насыщенности цветового тона) по Hunter: L=приблизительно 17, а=приблизительно 7, b=приблизительно 1,5. Показатели L по Hunter для используемой при испытаниях, текучей среды измеряли путем помещения некоторого количества используемой при испытаниях, текучей среды в стеклянную чашку на глубину 0,25 дюйма.
Время проникновения текучей среды
Время проникновения текучей среды измеряют путем размещения образца, который подлежит испытаниям, под пластиной с отверстием, предназначенной для испытания на проникновение текучей среды. Пластина для испытания является прямоугольной и изготовлена из материала Lexan и имеет длину 25,4 см (10,0 дюймов) при ширине 7,6 см (3,0 дюйма) и толщине 1,27 см (0,5 дюйма). В пластине образовано сквозное концентрическое, эллиптическое отверстие, имеющее большую ось, которая имеет длину 3,8 см и параллельна направлению измерения длины пластины, и малую ось, которая имеет длину 1,9 см и параллельна направлению измерения ширины пластины.
Пластину с отверстием располагают центрально на образце, который подлежит испытаниям. Градуированный шприц объемом 10 см3, содержащий 7 мл текучей среды, используемой для испытаний, удерживали над пластиной с отверстием так, чтобы выходной конец шприца находился над отверстием на расстоянии от него, составляющем приблизительно 3 дюйма. Шприц удерживали горизонтально, параллельно поверхности пластины, используемой при испытании, затем текучую среду выдавливали из шприца со скоростью, которая позволяет текучей среде течь в виде струи, вертикальной по отношению к пластине, используемой при испытании, в отверстие, и секундомер запускали в тот момент, когда текучая среда впервые попадала на образец, подлежащий испытаниям. Секундомер останавливали, когда поверхность образца впервые становится видимой в отверстии. Продолжительность, измеренная секундомером, представляет собой время проникновения текучей среды. Среднее время проникновения текучей среды (FPT) рассчитывают исходя из результатов испытаний пяти образцов. Таким образом, среднее время проникновения текучей среды было определено для каждого из комплектов #1-#5 для испытаний посредством испытания пяти образцов для каждого комплекта для испытаний.
Потенциал повторного смачивания
Потенциал повторного смачивания представляет собой уровень способности прокладки или другого изделия удерживать жидкость в пределах его (ее) структуры, когда прокладка содержит сравнительно большое количество жидкости и подвергается воздействию внешнего механического давления. Потенциал повторного смачивания определяют и устанавливают с помощью следующей процедуры.
Устройство, необходимое для испытания, включает в себя секундомер с точностью до 1 секунды и продолжительностью, составляющей, по меньшей мере, 5 минут, градуированный стеклянный цилиндр с емкостью 10 мл и внутренним диаметром, составляющим приблизительно 12 мм, некоторое количество текучей среды, используемой при испытании, и пластину с отверстием, используемую при испытании на проникновение текучей среды.
Устройство дополнительно включает в себя взвешивающее устройство или весы, способные взвешивать с точностью до ± 0,001 г, некоторое количество губок NuGauze общего назначения (10 см х 10 см) (4 дюйма х 4 дюйма) - четырехслойных от компании Johnson & Johnson Medical Inc., код изделия 3634 (поставляется Johnson & Johnson Hospital Services, ссылаясь на номер заказа 7634), стандартный груз массой 2,22 кг (4,8 фунта), имеющий размеры 5,1 см (2 дюйма) на 10,2 см (4,0 дюйма) на приблизительно 5,4 см (2,13 дюйма), который обеспечивает приложение давления 4,14 кПа (0,6 фунта на кв. дюйм) на поверхности с размерами 5,1 на 10,2 см (2 дюйма на 4 дюйма).
Две губки перегибают так, чтобы согнутые края были расположены напротив друг друга, для создания многослойной структуры из 16 слоев с размерами приблизительно 5 см на 10 см. 16-слойную губку для каждого образца прокладки, подлежащего испытанию, затем взвешивают с точностью до ближайшего деления 0,001 грамма. Предварительно обработанную гигиеническую прокладку или другое изделие помещают на ровную поверхность без удаления съемной бумаги и так, чтобы покрывающий слой был обращен вверх.
После того как текучую среду, используемую при испытании, подали через отверстие в пластине при испытании для определения времени проникновения текучей среды, описанном выше, и, как только покрывающий слой прокладки впервые станет виден сквозь верхнюю поверхность текучей среды, секундомер запускают и отмеряют интервал времени, составляющий 5 минут. После истечения 5 минут пластину с отверстием удаляют и прокладку размещают на твердой ровной поверхности так, чтобы покрывающий слой был обращен вверх. Одну предварительно взвешенную многослойную губку, имеющую 16 слоев, размещают на смоченной зоне и центрируют относительно смоченной зоны и стандартный груз массой 2,22 кг размещают сверху на многослойной губке, имеющей 16 слоев. Сразу же после размещения губки и груза на прокладке запускают секундомер и после истечения промежутка времени, составляющего 3 минуты, стандартный груз и многослойную губку, имеющую 16 слоев, быстро снимают. Массу многослойной губки, имеющей 16 слоев, во влажном состоянии измеряют и записывают с точностью до ближайшего деления 0,001 грамма. Величину повторного смачивания затем рассчитывают как разность в граммах между массой смоченной многослойной губки, имеющей 16 слоев, и массой сухой многослойной губки, имеющей 16 слоев.
Вышеуказанное измерение повторяют для пяти образцов и при необходимости груз протирают начисто перед каждым испытанием. Средний потенциал повторного смачивания получают путем получения среднего значения из величин, полученных для пяти образцов. Таким образом, средний потенциал повторного смачивания был определен для каждого из комплектов #1-#5 для испытаний посредством испытания пяти образцов для каждого комплекта для испытаний.
При проведении испытаний согласно вышеуказанному способу важно, чтобы испытания проводились при температуре 21±1 градус Цельсия и при относительной влажности 65±2%.
Показатель маскирования
Нижеописанная методика была использована для определения способности обращенного к телу материала создавать внешний вид менее запачканного изделия после использования, то есть показателя маскирования. После подвергания каждого из комплектов #1-5 испытанию на проникновение текучей среды и испытанию на повторное смачивание немедленно получают их изображения, после проверки текучей среды, с 50-кратным увеличением посредством использования микроскопа Scalar USB модели UM02-SUZ-01, в котором используется встроенный источник света. Микроскоп Scalar был настроен при насыщенности и интенсивности цвета при автоматической экспозиции, которая возможна. Пять изображений запачканной зоны из каждого образца были получены и сохранены в виде файлов изображений в естественных цветах размером 640х480 пикселов с форматом «bmp» (стандартный формат растровых графических файлов, разработанный корпорацией Microsoft для Windows и OS/2) с цветностью 24 разряда на точку (24 bit true-color). Таким образом, всего было получено 25 изображений (5 изображений на образец для каждого из 5 образцов).
Затем исходные изображения в формате «bmp» были открыты в программном обеспечении Image Pro Plus версии 4.0, которое представляет собой продукт компании Media Cybernetics, LP. После этого с помощью программного продукта Image Pro Plus изображения были преобразованы из их исходного формата 24 bit true-color в изображение, соответствующее 8-битовой шкале уровней серого. Функция получения гистограмм программного продукта Image Pro Plus затем была применена для изображений, и после этого были построены гистограммы показателей интенсивности серого для изображений. Это обеспечивает возможность подсчета количества пикселов при определенном уровне серого, который находится в диапазоне от «0» - черный до «255» - белый. Данные из гистограммы затем были переданы в рабочую таблицу Microsoft Excel 2000 путем использования динамического обмена данными (DDE) (стандартного программного протокола в Windows).
При динамической передаче данных в Excel 2000 затем создается рабочая таблица, которая содержит 25 столбцов, каждый из которых содержит 256 строк. Каждый из столбцов в рабочей таблице содержит значения гистограммы для одного изображения. Каждый столбец состоит из 256 значений, которые представляют собой подсчитанное число пикселов в изображении, которые имеют соответствующую величину от 0 до 255. Для каждой из строк затем было получено среднее значение для создания средней гистограммы для данного конкретного материала.
Типовая средняя гистограмма показывает бимодальное распределение серой зоны, отображающей запачканную зону комплекта для испытаний, и белой зоны, отображающей незапачканную зону комплекта для испытаний. Исследование средних гистограмм показало наличие плато между серой зоной и белой зоной и то, что вся запачканная зона определялась уровнем серого, составляющим 90 или менее. Таким образом, запачканная зона материала может быть охарактеризована суммой уровней серого от 0 до 90, при этом меньшие уровни характерны для зон с меньшей интенсивностью серого цвета и тем самым обеспечивающих лучшее маскирование. Сумма уровней серого, составляющих 90 или менее, представляет собой «показатель маскирования». Средний показатель маскирования для каждого комплекта для испытаний был получен посредством усреднения показателя маскирования, полученного для каждого из пяти образцов для испытаний для данного комплекта для испытаний. Фиг.10 представляет собой типовую среднюю гистограмму, показывающую интенсивность пачкания для поглощающего изделия, имеющего пленку с отверстиями в соответствии с настоящим изобретением в качестве покрывающего слоя данного изделия.
В представленной ниже таблице приведены средние значения времени проникновения текучей среды, средние показатели повторного смачивания (в граммах) и показатель маскирования для комплектов #1-#5 для испытаний.
Как видно из вышеприведенной таблицы, комплекты #1 и #5 для испытаний, созданные посредством использования пленок с отверстиями в соответствии с настоящим изобретением, обеспечивают уникальную комбинацию способностей к обработке текучих сред и маскирующих свойств.
Несмотря на то, что выше были описаны конкретные варианты осуществления изобретения, предусмотрено, что настоящая заявка охватывает модификации и варианты изобретения при условии, что они находятся в пределах объема приложенных пунктов формулы изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СВОЙСТВА МАСКИРОВАНИЯ ПЯТЕН | 2005 |
|
RU2387431C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ОБЛАДАЮЩЕЕ СТОЙКОСТЬЮ К ПАЧКАНИЮ | 2007 |
|
RU2422122C2 |
| ДВУХСЛОЙНАЯ СТРУКТУРА ДЛЯ ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ | 2004 |
|
RU2369407C2 |
| ДВУХСЛОЙНАЯ СТРУКТУРА ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2311159C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2826029C2 |
| АБСОРБИРУЮЩИЙ ПРЕДМЕТ ОДЕЖДЫ С ПОЯСОМ И СПОСОБ | 2006 |
|
RU2414874C2 |
| НЕТКАНАЯ ПЛАСТИЧЕСКАЯ ПЛЕНКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ И ИЗДЕЛИЕ ДЛЯ ПОГЛОЩЕНИЯ ВЛАГИ | 1995 |
|
RU2150387C1 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2813180C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2825751C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2826022C2 |
Изобретение относится к медицине. Описана трехмерная пленка с отверстиями, включающая в себя первую плоскую поверхность в первой воображаемой плоскости, вторую плоскую поверхность во второй воображаемой плоскости и множество отверстий, проходящих от первой поверхности до второй поверхности. Трехмерная пленка с отверстиями также включает в себя, по меньшей мере, один элемент, перекрывающий каждое из множества отверстий для образования тем самым множества меньших отверстий, при этом элемент, перекрывающий каждое из отверстий, имеет верхнюю поверхность, расположенную ниже первой воображаемой плоскости. Трехмерная пленка с отверстиями имеет улучшенные свойства при обработке текучей среды при использовании пленки в поглощающих изделиях одноразового применения. 6 н. и 51 з.п. ф-лы, 11 ил., 1 табл.
1. Трехмерная пленка с отверстиями, пригодная для использования в качестве компонентов изделий для личной гигиены, содержащая:
первую плоскую поверхность в первой воображаемой плоскости;
вторую плоскую поверхность во второй воображаемой плоскости, расположенной ниже первой воображаемой плоскости;
первое множество отверстий;
по меньшей мере, один элемент, перекрывающий каждое из указанного первого множества отверстий для образования, тем самым, множества меньших отверстий, при этом каждое из множества меньших отверстий сообщается с соответствующим отверстием из первого множества отверстий, причем элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости,
при этом указанный, по меньшей мере, один элемент, перекрывающий каждое из указанного множества отверстий, содержит:
первый поперечный элемент, перекрывающий каждое из указанного множества отверстий, и
второй поперечный элемент, перекрывающий каждое из указанного множества отверстий.
2. Трехмерная пленка с отверстиями по п.1, в которой отверстия из первого множества отверстий образованы от первой воображаемой плоскости до третьей воображаемой плоскости.
3. Трехмерная пленка с отверстиями по п.1, в которой верхняя поверхность элемента, перекрывающего каждое из указанного множества отверстий, по существу, параллельна первой воображаемой плоскости и второй воображаемой плоскости.
4. Трехмерная пленка с отверстиями по п.1, в которой третья воображаемая плоскость расположена ниже первой и второй воображаемых плоскостей.
5. Трехмерная пленка с отверстиями по п.1, в которой первый поперечный элемент пересекает второй поперечный элемент.
6. Трехмерная пленка с отверстиями по п.5, в которой первый поперечный элемент и второй поперечный элемент расположены ортогонально относительно друг друга.
7. Трехмерная пленка с отверстиями по п.1, причем указанная пленка с отверстиями имеет множество выпуклостей, расположенных на первой плоской поверхности.
8. Трехмерная пленка с отверстиями по п.1, в которой каждый из указанных элементов, перекрывающих каждое из первого множества отверстий, имеет ширину в диапазоне от приблизительно 4,0 мм до приблизительно 24,0 мм.
9. Трехмерная пленка с отверстиями по п.1, в которой каждый из первых и вторых поперечных элементов имеет ширину в диапазоне от приблизительно 4,0 мм до приблизительно 24,0 мм.
10. Трехмерная пленка с отверстиями по п.1, причем указанная пленка имеет площадь пропускного сечения в диапазоне от приблизительно 20% до приблизительно 30%.
11. Трехмерная пленка с отверстиями, пригодная для использования в качестве компонентов изделий для личной гигиены, содержащая:
первую, по существу, плоскую поверхность, расположенную в первой воображаемой плоскости;
вторую, по существу, плоскую поверхность, расположенную во второй воображаемой плоскости;
множество соединенных друг с другом рамочных частей, при этом каждая из рамочных частей имеет, по меньшей мере, первую и вторую внутренние стенки, расположенные напротив друг друга и на расстоянии друг от друга;
множество поперечных элементов, при этом каждый из поперечных элементов проходит от одной из внутренних стенок одной из рамочных частей до противоположной второй внутренней стенки одной из рамочных частей, причем каждый из поперечных элементов имеет верхнюю поверхность, расположенную в воображаемой плоскости, расположенной ниже первой воображаемой плоскости;
множество отверстий, проходящих от, по меньшей мере, первой плоской поверхности до второй плоской поверхности, при этом каждое из указанных отверстий ограничено, по меньшей мере, одной из рамочных частей и, по меньшей мере, одним из поперечных элементов, при этом множество поперечных элементов содержит:
первое множество поперечных элементов, при этом каждый из первого множества поперечных элементов проходит от одной из концевых зон рамочной части до противоположной концевой зоны рамочной части, и
второе множество поперечных элементов, при этом каждый из второго множества поперечных элементов проходит от одной из боковых стенок рамочной части до противоположной боковой стенки рамочной части.
12. Трехмерная пленка с отверстиями по п.11, в которой верхняя поверхность каждого из поперечных элементов, по существу, параллельна первой воображаемой плоскости и второй воображаемой плоскости.
13. Трехмерная пленка с отверстиями по п.12, в которой верхняя поверхность каждого из поперечных элементов расположена в третьей воображаемой плоскости ниже первой воображаемой плоскости и второй воображаемой плоскости.
14. Трехмерная пленка с отверстиями по п.11, в которой каждая из рамочных частей включает в себя противоположные разнесенные концевые зоны и противоположные разнесенные боковые стенки.
15. Трехмерная пленка с отверстиями по п.11, в которой каждый элемент из первого множества поперечных элементов пересекается с одним элементом из второго множества поперечных элементов.
16. Трехмерная пленка с отверстиями по п.15, в которой каждый элемент из первого множества поперечных элементов расположен ортогонально относительно одного из второго множества поперечных элементов.
17. Трехмерная пленка с отверстиями по п.11, в которой каждая из рамочных частей имеет, по существу, форму шестиугольника.
18. Трехмерная пленка с отверстиями по п.11, дополнительно содержащая
множество выпуклостей, проходящих вверх от первой плоской поверхности пленки.
19. Трехмерная пленка с отверстиями по п.11, причем указанная пленка имеет площадь пропускного сечения в диапазоне от приблизительно 20% до приблизительно 30%.
20. Трехмерная пленка с отверстиями, пригодная для использования в качестве компонентов изделий для личной гигиены, содержащая:
первую плоскую поверхность в первой воображаемой плоскости;
вторую плоскую поверхность во второй воображаемой плоскости;
множество отверстий, проходящих, по меньшей мере, от первой плоской поверхности до второй плоской поверхности;
по меньшей мере, один элемент, перекрывающий каждое из указанного множества отверстий, при этом элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости,
при этом указанный, по меньшей мере, один элемент, перекрывающий каждое из указанного множества отверстий, содержит:
первый поперечный элемент, перекрывающий каждое из указанного множества отверстий, и
второй поперечный элемент, перекрывающий каждое из указанного множества отверстий.
21. Трехмерная пленка с отверстиями по п.20, в которой верхняя поверхность элемента, перекрывающего каждое из указанного множества отверстий, по существу, параллельна первой воображаемой плоскости и второй воображаемой плоскости.
22. Трехмерная пленка с отверстиями по п.20, в которой третья воображаемая плоскость расположена ниже первой и второй воображаемых плоскостей.
23. Трехмерная пленка с отверстиями по п.20, в которой первый поперечный элемент пересекает второй поперечный элемент.
24. Трехмерная пленка с отверстиями по п.23, в которой первый поперечный элемент и второй поперечный элемент расположены ортогонально относительно друг друга.
25. Трехмерная пленка с отверстиями по п.20, в которой указанная пленка с отверстиями имеет множество выпуклостей, расположенных на первой плоской поверхности.
26. Трехмерная пленка с отверстиями по п.20, в которой каждый из элементов, перекрывающих каждое из первого множества отверстий, имеет ширину в диапазоне от приблизительно 4,0 мм до приблизительно 24,0 мм.
27. Трехмерная пленка с отверстиями по п.22, в которой каждый из первых и вторых поперечных элементов имеет ширину в диапазоне от приблизительно 4,0 мм до приблизительно 24,0 мм.
28. Трехмерная пленка с отверстиями по п.20, причем пленка имеет площадь пропускного сечения в диапазоне от приблизительно 20% до приблизительно 30%.
29. Трехмерная пленка с отверстиями по п.1, причем указанная пленка с отверстиями представляет собой покрывающий слой в поглощающем изделии.
30. Трехмерная пленка с отверстиями по п.11, причем указанная пленка с отверстиями представляет собой покрывающий слой в поглощающем изделии.
31. Трехмерная пленка с отверстиями по п.20, причем указанная пленка с отверстиями представляет собой покрывающий слой в поглощающем изделии.
32. Трехмерная пленка с отверстиями, пригодная для использования в качестве компонентов изделий для личной гигиены, содержащая:
первую плоскую поверхность в первой воображаемой плоскости;
вторую плоскую поверхность во второй воображаемой плоскости, расположенной ниже первой воображаемой плоскости;
первое множество отверстий;
по меньшей мере, один элемент, перекрывающий каждое из первого множества отверстий для образования, тем самым, множества меньших отверстий, при этом каждое из множества меньших отверстий сообщается с соответствующим отверстием из первого множества отверстий, причем элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости;
второе множество отверстий,
при этом второе множество отверстий визуально отличимо от первого множества отверстий.
33. Трехмерная пленка с отверстиями по п.32, при этом указанная пленка содержит, по меньшей мере, первую часть, включающую в себя первое множество отверстий, и, по меньшей мере, вторую часть, включающую в себя второе множество отверстий, и
при этом поверхность пленки во второй части расположена ниже первой воображаемой плоскости.
34. Трехмерная пленка с отверстиями по п.32, в которой отверстия второго множества отверстий взаимодействуют для образования или рисунка, или знаков, или их комбинаций.
35. Трехмерная пленка с отверстиями по п.32, в которой второе множество отверстий окружено граничным элементом, при этом граничный элемент отделяет первое множество отверстий от второго множества отверстий.
36. Трехмерная пленка с отверстиями по п.32, в которой каждый из, по меньшей мере, одного элемента, перекрывающего каждое из первого множества отверстий, имеет длину от приблизительно 30,0 мм до приблизительно 150,0 мм.
37. Трехмерная пленка с отверстиями по п.35, в которой каждый из, по меньшей мере, одного элемента, перекрывающего каждое из первого множества отверстий, имеет ширину в диапазоне от приблизительно 4,0 до приблизительно 24,0 мм.
38. Трехмерная пленка с отверстиями по п.32, причем указанная пленка имеет площадь пропускного сечения от приблизительно 20% до приблизительно 30%.
39. Трехмерная пленка с отверстиями по п.32, в которой третья воображаемая плоскость расположена ниже первой воображаемой плоскости на расстоянии от приблизительно 3,0 мм до приблизительно 17,0 мм.
40. Трехмерная пленка с отверстиями, пригодная для использования в качестве компонентов изделий для личной гигиены, содержащая:
первую, по существу, плоскую поверхность, расположенную в первой воображаемой плоскости;
вторую, по существу, плоскую поверхность, расположенную во второй воображаемой плоскости, при этом вторая воображаемая плоскость расположена ниже первой воображаемой плоскости;
множество соединенных друг с другом рамочных частей, при этом каждая из рамочных частей имеет, по меньшей мере, первую и вторую внутренние стенки, расположенные напротив друг друга и на расстоянии друг от друга;
множество поперечных элементов, при этом каждый из поперечных элементов проходит от одной из внутренних стенок одной из рамочных частей до противоположной второй внутренней стенки одной из рамочных частей, причем каждый из поперечных элементов имеет верхнюю поверхность, расположенную в воображаемой плоскости, расположенной ниже первой воображаемой плоскости;
первое множество отверстий, проходящих от, по меньшей мере, первой плоской поверхности до второй плоской поверхности, при этом каждое из указанных отверстий ограничено, по меньшей мере, одной из рамочных частей и, по меньшей мере, одним из поперечных элементов;
второе множество отверстий,
при этом второе множество отверстий визуально отличимо от первого
множества отверстий.
41. Трехмерная пленка с отверстиями по п.40, при этом пленка содержит, по меньшей мере, первую часть, включающую в себя первое множество отверстий, и, по меньшей мере, вторую часть, включающую в себя второе множество отверстий, и
при этом поверхность пленки во второй части расположена ниже первой воображаемой плоскости.
42. Трехмерная пленка с отверстиями по п.40, в которой отверстия из указанного второго множества отверстий взаимодействуют для образования или рисунка, или знаков.
43. Трехмерная пленка с отверстиями по п.40, в которой второе множество отверстий окружено граничным элементом, при этом граничный элемент отделяет первое множество отверстий от второго множества отверстий.
44. Трехмерная пленка с отверстиями по п.40, в которой каждый из, по меньшей мере, одного элемента, перекрывающего каждое из первого множества отверстий, имеет длину от приблизительно 30,0 мм до приблизительно 150,0 мм.
45. Трехмерная пленка с отверстиями по п.40, в которой каждый из, по меньшей мере, одного элемента, перекрывающего каждое из первого множества отверстий, имеет ширину в диапазоне от приблизительно 4,0 до приблизительно 24,0 мм.
46. Трехмерная пленка с отверстиями по п.40, причем указанная пленка имеет площадь пропускного сечения от приблизительно 20% до приблизительно 30%.
47. Трехмерная пленка с отверстиями по п.40, в которой третья воображаемая плоскость расположена ниже первой воображаемой плоскости на расстоянии от приблизительно 3,0 мм до приблизительно 17,0 мм.
48. Трехмерная пленка с отверстиями по п.40, в которой, по меньшей мере, часть поверхности каждого из рамочных элементов углублена относительно первой воображаемой плоскости.
49. Трехмерная пленка с отверстиями по п.48, в которой указанная часть рамочного элемента углублена относительно первой воображаемой плоскости на расстояние от приблизительно 2,0 мм до приблизительно 5,0 мм.
50. Трехмерная пленка с отверстиями, пригодная для использования в качестве компонентов изделий для личной гигиены, содержащая:
первую плоскую поверхность в первой воображаемой плоскости;
вторую плоскую поверхность во второй воображаемой плоскости;
множество отверстий, проходящих, по меньшей мере, от первой плоской поверхности до второй плоской поверхности;
по меньшей мере, один элемент, перекрывающий каждое из указанного множества отверстий, при этом элемент, перекрывающий каждое из указанных отверстий, имеет верхнюю поверхность, расположенную в третьей воображаемой плоскости, при этом третья воображаемая плоскость расположена ниже первой воображаемой плоскости;
второе множество отверстий,
при этом второе множество отверстий визуально отличимо от первого
множества отверстий.
51. Трехмерная пленка с отверстиями по п.50, при этом указанная пленка содержит, по меньшей мере, первую часть, включающую в себя первое множество отверстий, и, по меньшей мере, вторую часть, включающую в себя второе множество отверстий, и
при этом поверхность пленки во второй части расположена ниже первой воображаемой плоскости.
52. Трехмерная пленка с отверстиями по п.50, в которой отверстия из второго множества отверстий взаимодействуют для образования или рисунка, или знаков.
53. Трехмерная пленка с отверстиями по п.50, в которой второе множество отверстий окружено граничным элементом, при этом граничный элемент отделяет первое множество отверстий от второго множества отверстий.
54. Трехмерная пленка с отверстиями по п.50, в которой каждый из, по меньшей мере, одного элемента, перекрывающего каждое из первого множества отверстий, имеет длину от приблизительно 30,0 мм до приблизительно 150,0 мм.
55. Трехмерная пленка с отверстиями по п.50, в которой каждый из, по меньшей мере, одного элемента, перекрывающего каждое из первого множества отверстий, имеет ширину в диапазоне от приблизительно 4,0 до приблизительно 24,0 мм.
56. Трехмерная пленка с отверстиями по п.50, причем указанная пленка имеет площадь пропускного сечения от приблизительно 20% до приблизительно 30%.
57. Трехмерная пленка с отверстиями по п.50, в которой третья воображаемая плоскость расположена ниже первой воображаемой плоскости на расстоянии от приблизительно 3,0 мм до приблизительно 17,0 мм.
| Способ определения суммарного содержания углерода в неорганических газах | 1987 |
|
SU1430861A1 |
| ПЛЕНКА, ИЗГОТОВЛЕННАЯ ИЗ ОБЪЕМНОГО ПЕРФОРИРОВАННОГО ПЛАСТМАССОВОГО МАТЕРИАЛА, И СООТВЕТСТВУЮЩАЯ МАТРИЦА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2222300C2 |
| ПЕРФОРИРОВАННАЯ ПЛЕНКА, ОБЛАДАЮЩАЯ УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ РАСПРЕДЕЛЕНИЯ ЖИДКОСТИ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЭТУ ПЛЕНКУ | 1996 |
|
RU2176492C2 |

