Изобретение касается устройства в виде пресс-формы с выпускным каналом, имеющим отношение ширины выпускного канала, соответственно периметра выпускного канала, к высоте выпускного канала больше 10, и устройства для абсолютно плотного ограничения плоского выпускного канала, причем посредством этого устройства положение по крайней мере одной стенки выпускного канала может регулироваться относительно противолежащего ограничения выпускного канала в широких пределах доступным снаружи устройством регулирования как в целом, то есть равномерно по всей ширине, так и локально, то есть по ширине узко ограниченного участка. Далее изобретение касается способа, при котором, используя следующее исполнение изобретения, непрерывно выпускается полотно из массы посредством пресс-формы с по меньшей мере одной регулируемой стенкой, при котором во время выпуска массы высота выпускного канала устанавливается посредством первой системы регулирования в целом и посредством второй системы регулирования, независимой от первой системы регулирования, при помощи второй системы управления или регулирования на участках, так что на всем протяжении выпуска толщина полотна из массы изменяется либо в целом, либо только локально на определенных участках, либо так и так одновременно. До сих пор не был известен способ, при котором ширина полотна из массы могла бы изменяться во время выпуска вследствие изменения параметров выпускного канала в пресс-форме.
Описанные устройства известны во многих вариантах. Они применяются специально в области обработки пластмасс в выпускных каналах для плавки термопластов, чтобы обеспечить изменение сопротивления выпускного канала. В EP 0367022, DE 3530383 A1, DE 4400069 C1 и DE-AS 1231412 описываются экструзионные сопла, у которых высота выпускного канала может изменяться. Эти известные решения состоят из более или менее толстой, массивной, монолитной металлической стенки, которая может деформироваться устройством регулирования, нажимающим на стенку с обратной стороны. Они функционируют только до тех пор, пока массивная стенка при деформации не перейдет через область линейной упругой деформации, так как они предназначены для того, чтобы стенка при возврате устройства регулирования снова возвращалась точно в первоначальное исходное положение. Вследствие применения в этих устройствах, по соображениям необходимой прочности, относительно толстой стенки в узких пределах устанавливается как равномерная регулировка стенки по всей ширине выпускного канала (общая регулировка), так и локальная регулировка на малом ограниченном участке стенки (относительная регулировка).
В DE-OS 2305877 описывается ограничение выпускного канала, состоящее из нескольких тонких, плоских, лежащих друг на друге отдельных листов, и имеющее в результате большую гибкость. Однако гибкость здесь достигается за счет того, что при таком решении важный критерий абсолютного уплотнения относительно жидкости, протекающей в выпускном канале, не выполняется, так как для регулирования необходима подвижность всех отдельных листов на краях. Для этого листы на краях вдвигаются в пазы, находящиеся между обеими половинами корпуса выпускного канала. Удельное давление, необходимое для уплотнения на этих краях, не обеспечивается, так как не допускается относительное движение между листами и половинами выпускного канала.
Решения с большим диапазоном регулирования при одновременном абсолютном уплотнении выпускного канала при помощи известных устройств родового вида не выявлены. Кроме того, известные устройства дают также мало возможностей реализовать способ, при котором масса выдавливается через абсолютно уплотненный канал пресс-формы, причем посредством второй встроенной в пресс-форму независимой системы регулирования, воздействующей на стенку выпускного канала, толщина полотна массы во время выпуска массы может изменяться либо в целом, либо только локально на определенных участках, либо так и так одновременно, или при котором ширина полотна массы во время выпуска может изменяться вследствие изменения геометрии выпускного канала в пресс-форме.
Так как подобных устройств для регулирования выпускного канала с большим ходом регулирования при помощи двух работающих независимо на одной стенке канала устройств регулирования одновременно как по всей высоте, так и только на отдельных участках по высоте до сих пор не было, то также до сих пор не было и способа, при помощи которого можно было бы изменять полотно массы во время выпуска. Поэтому в основе изобретения лежит задача, с одной стороны, разработать устройство родового вида так, чтобы обеспечить увеличенный диапазон общего и относительного регулирования при одновременном абсолютном уплотнении устройства, и, с другой стороны, разработать способ, при помощи которого полотно массы во время выпуска могло бы изменяться по всей толщине и на участках по своей локальной толщине, а также по ширине.
В соответствии с изобретением эта задача решается тем, что устройство регулирования воздействует на гибкую стенку выпускного канала, выполненную из плоских, лежащих друг на друге отдельных листов, причем отдельный лист, вдоль которого течет среда, выполнен в виде листа выпускного канала, который образует общую стенку с выпускным каналом и прочно приварен вокруг к корпусу выпускного канала.
Способ выпуска полотна из массы реализуется тем, что при образовании полотна из массы посредством пресс-формы, у которой два независимых устройства регулирования, действующих по меньшей мере на одну из двух кромок выпуска, во время выпуска массы при помощи этого устройства регулирования высота зазора выпуска пресс-формы изменяется по ширине как в целом, так и только на отдельных участках, так что по всему протяжению выпуска толщина полотна из массы меняется во времени либо в целом, либо только локально на определенных участках, либо по своей ширине.
Под пакетом листов следует понимать стопку листов, нижние стороны которых плотно лежат на верхних сторонах находящихся под ними листов. Лист, поверхность которого в соответствии с пунктом 2 может образовать стенку выпускного канала, соединен также с рамкой, плотно привинченной, приваренной или подобным образом соединенной с выпускным каналом. Желаемая гибкость пакета листов достигается тогда, когда в соответствии с пунктом 3 отдельные листы имеют толщину меньше 2 мм, предпочтительно, однако, меньше 1 мм. Для функционирования устройства в соответствии с пунктом 4 целесообразно приварить отдельные листы по крайней мере по одному из их краев к рамке или к корпусу, с которым связан выпускной канал. Для обеспечения гибкости пакета листов особенно предпочтительно, чтобы этот пакет был не плоским, а в соответствии с пунктом 5 имел изгиб. Дальнейшее увеличение диапазона регулирования достигается посредством того, что в соответствии с пунктом 6 элементы регулирования связаны с пакетом листов силовым замыканием, так что он может деформироваться отжатием и нажатием.
Особенно предпочтительно, если согласно пункту 7 на гибкую стенку воздействуют два независимых устройства регулирования, причем при помощи первого устройства регулирования может осуществляться равномерное регулирование стенки по всей ширине, а при помощи второго устройства регулирования стенка может деформироваться дополнительно локально по ширине. Максимальное регулирование достигается тогда, когда в соответствии с пунктом 8 на две стенки выпускного канала могут воздействовать соответственно два независимых устройства регулирования, причем посредством первого устройства регулирования может производиться равномерное регулирование соответствующей стенки по всей ширине, а посредством второго устройства регулирования соответствующая стенка может деформироваться дополнительно локально по ширине. В соответствии с пунктом 9 соединение с силовым замыканием увеличивает диапазон регулирования дополнительно, так как стенка может не только вжиматься в выпускной канал, но также и выталкиваться из него.
Дальнейшие подробности изобретения вытекают из последующего описания некоторых примеров исполнения на основании чертежей, где
фиг. 1 - устройство согласно изобретению внутри выпускного канала в частичном разрезе;
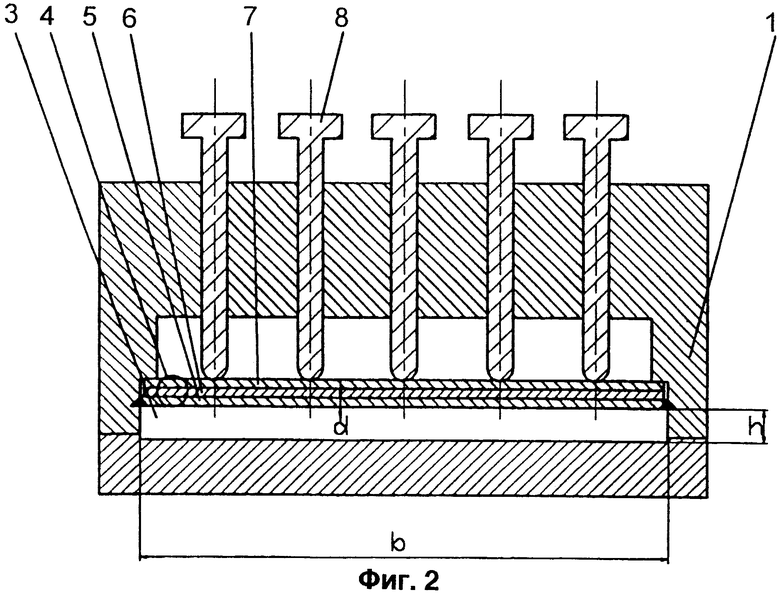
фиг. 2 - сечение А-А на фиг. 1;
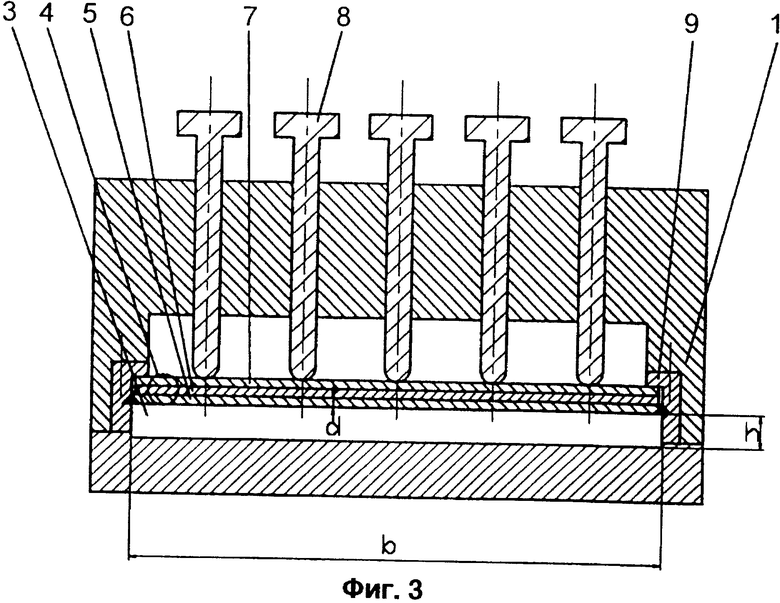
фиг. 3 - другое конструктивное решение устройства согласно изобретению, у которого пакет листов вварен в специальную рамку;
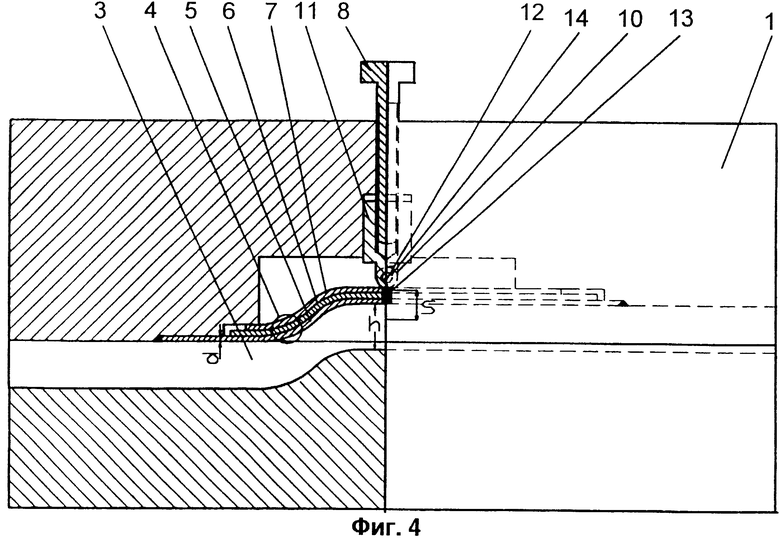
фиг. 4 - следующее конструктивное решение устройства согласно изобретению с натягивающим или нажимным соединением регулировочных винтов;
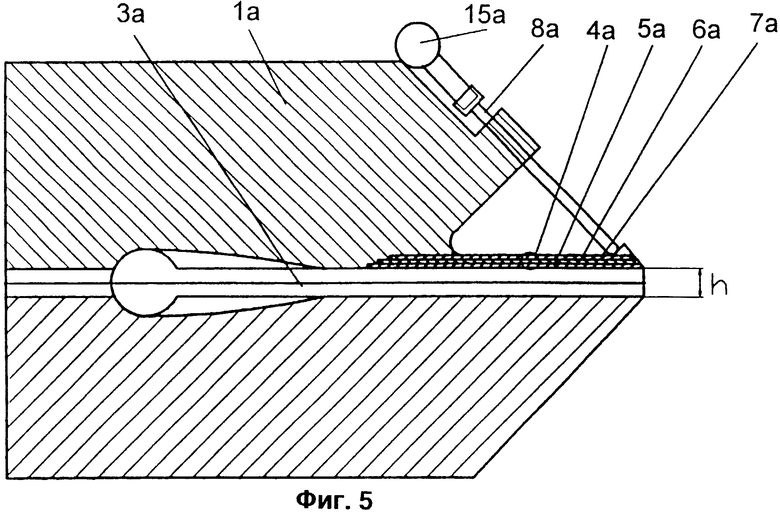
фиг. 5 - сечение варианта решения устройства согласно изобретению, которое находится на конце выпускного канала;
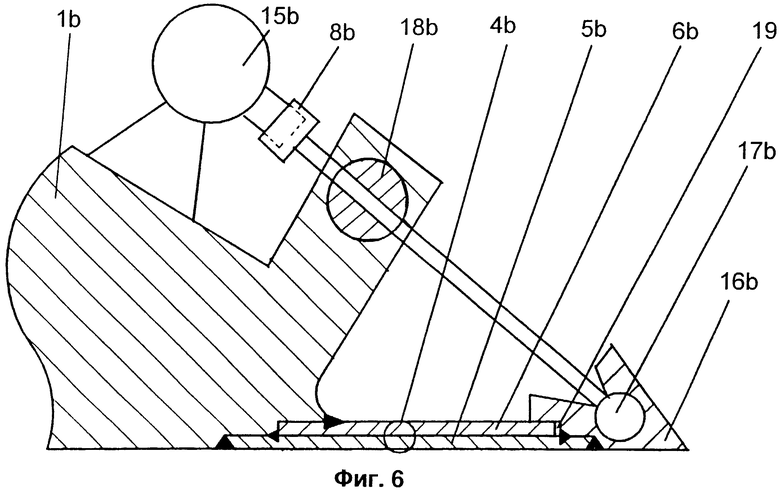
фиг. 6 - другой пример устройства регулирования в разрезе, которое позволяет осуществить регулирование стенки натяжением или нажимом;
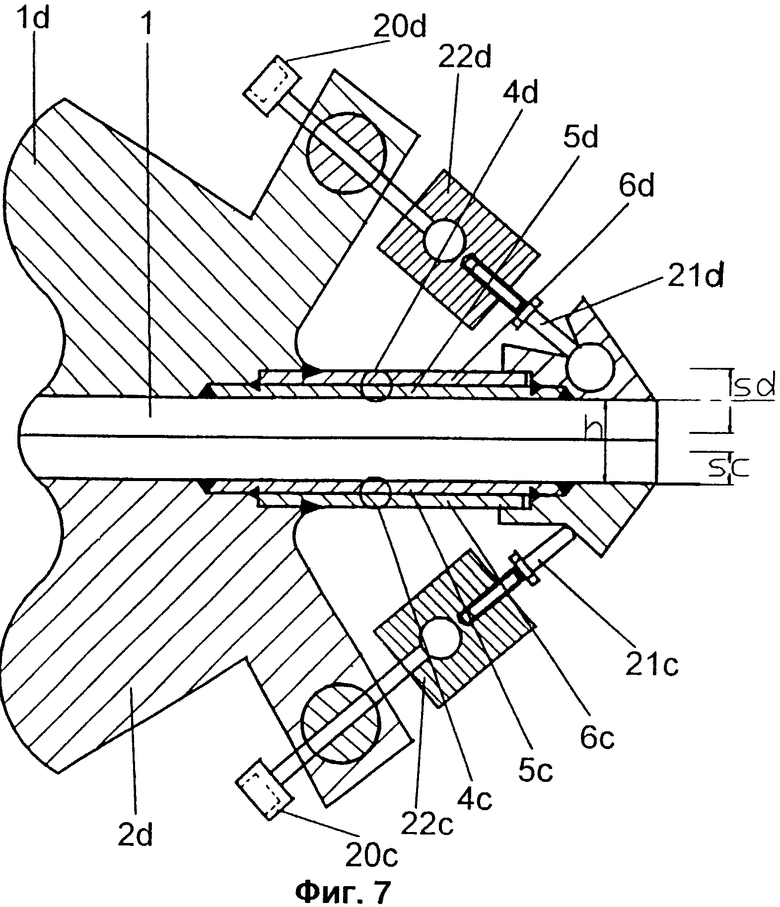
фиг. 7 - разрез пресс-формы, у которой обе стенки снабжены устройствами регулирования, имеющими независимые регулировочные винты для общей регулировки и для относительной регулировки;
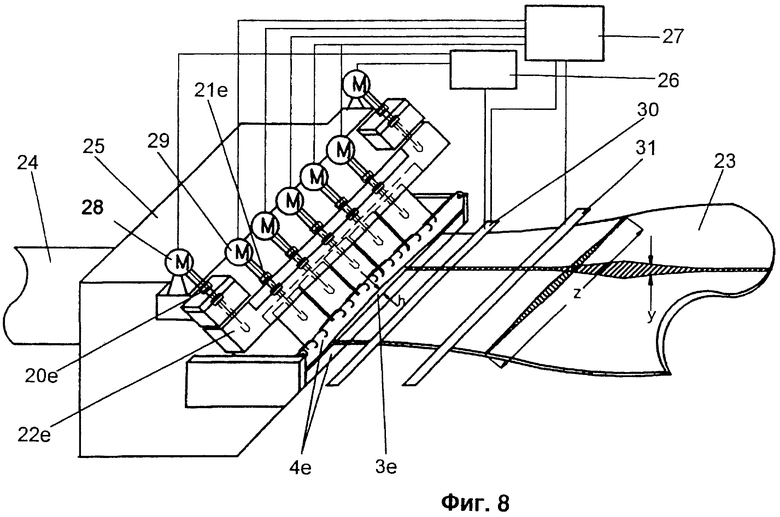
фиг. 8 - эскиз способа управления или регулирования выпуска полотна массы с изменяемой геометрией.
Как видно из фиг. 1, устройство для регулирования параметров плоского выпускного канала находится внутри пресс-формы, которая состоит из верхней 1 и нижней 2 половин. Выпускной канал 3 имеет по меньшей мере одну стенку, которая образована пакетом 4 тонких отдельных листов 5, 6 и 7. Пакет 4 состоит из листа 5 выпускного канала, который имеет с выпускным каналом совместную стенку, и, с целью герметичности по отношению к протекающей в выпускном канале среде, прочно приварен к верхней половине 1 пресс-формы, а также по меньшей мере одного опорного листа 6. В принципе, для листа 5 выпускного канала могут применяться также другие методы соединения с верхней половиной 1 пресс-формы, которая образует выпускной канал 3, если они гарантируют абсолютную герметичность по отношению к среде, протекающей в выпускном канале 3. В зависимости от применения могут использоваться также сколь угодно много опорных листов 6 и 7. Опорные листы 6 и 7 могут привариваться или соединяться с верхней половиной 1 пресс-формы, как на фиг. 1, но они могут быть также только наложены на лист канала выпуска. Тем не менее силовым или геометрическим замыканием должна быть обеспечена невозможность относительного движения отдельных листов 5-7 по меньшей мере в точке или по линии, чтобы обеспечить общее положение отдельных листов относительно друг друга. Чтобы обеспечить необходимое при деформации выравнивание удлинения отдельных листов 5-7, поверхности отдельных листов 5-7 тем не менее должны иметь возможность двигаться относительно друг друга. Отдельные листы 5-7 могут быть выполнены из металлов, в частности из эластичных пружинных сталей, но также из других материалов, например из пластмасс. Они также не обязательно должны быть выполнены из одного материала.
Толщина d отдельных листов 5-7 зависит от конкретного случая применения и выбранного материала. Для металлов она должна обеспечивать большую деформацию, как правило, меньше 2 мм, предпочтительно еще меньше 1 мм. Толщина d отдельных листов 5-7 не обязательно должна быть одинаковой, в отдельных случаях может быть предпочтительным применение ступенчатой толщины листов (d). Пакет листов 4 может быть плоским, однако предпочтительно, если он изогнут, как показано на фиг. 1, так как благодаря изгибу напряжение при растяжении может сокращаться в прочно приваренном листе 5 выпускного канала. На пакет 4 листов с обратной стороны воздействует устройство регулирования 8, при помощи которого положение пакета листов может изменяться. Длина I от начала пакета 4 листов до точки приложения силы устройства регулирования 8 должна быть по возможности большой, чтобы обеспечить больший ход регулирования (s). Она должна составлять по меньшей мере 20 мм, предпочтительно больше 30 мм.
Могут применяться разнообразные устройства регулирования. В простейшем случае, как показано на фиг. 1, это могут быть винты, однако могут применяться также разжимные болты, моторы, пьезопреобразователи или подобные элементы. В принципе, ход регулирования s может обеспечиваться также через жидкость. Устройство может функционировать уже с одним устройством регулирования, однако предпочтительно применение нескольких устройств регулирования по ширине канала (b), которые расположены на определенном расстоянии друг от друга, как показано на фиг. 2. На этом чертеже показано сечение выпускного канала 3 соответственно разрезу А-А на фиг. 1. Видно, что сверху на пакет 4 листов действуют несколько регулировочных винтов 8, которые соединены посредством резьбы с верхней половиной 1 пресс-формы. На фиг. 2 показано также, что опорные листы 6 и 7 пакета 4 листов по бокам не соединены с половиной 1 пресс-формы. Под плоским выпускным каналом следует понимать выпускной канал с отношением ширины b выпускного канала к высоте h выпускного канала по крайней мере 10. Выпускной канал может быть также круглым. В этом случае для определения отношения вместо ширины выпускного канала берется средний периметр выпускного канала.
На фиг. 3 показана другая форма интеграции пакета 4 листов в половину 1 пресс-формы. При этом пакет 4 листов, на который сверху воздействуют регулировочные винты 8 для изменения геометрии выпускного канала 3, вварен в специальную рамку 9, которая затем завинчена в половину 1 пресс-формы. Преимущество этого решения в том, что пакет 4 листов может быть заменен с незначительными затратами.
На фиг. 4 показано устройство, как на фиг. 1, но с еще большим диапазоном регулирования. В этом случае пакет 4 листов посредством приваренной, частично прорезанной трубки 10 силовым замыканием соединен с резьбовой втулкой 11. Силовое замыкание обеспечивается тем, что круглый стержень 12 вставляется через сваренную в нижней части 13 с пакетом 4 листов и до глубины пакета 4 листов частично прорезанную трубку 10 и через вдающуюся в эту прорезь на конце резьбовой втулки 11 проушину 14. Вращением регулировочных винтов 8, закрепленных винтовой резьбой в верхней половине 1 пресс-формы и вставленных своей нижней частью в резьбовую втулку 11, можно как увеличить, так и уменьшить высоту h выпускного канала 3. Кроме того, вне приваренной области 13 поверхности отдельных листов 5-7 могут снова двигаться относительно друг друга, вследствие чего сохраняется высокая гибкость пакета 4 листов. При таком решении опорные листы 5, 6, 7 не приварены к половине пресс-формы. Преимущество соединения с геометрическим замыканием состоит в том, что высоту h выпускного канала можно не только уменьшать, но также и увеличивать. При отсутствии вынужденного эластичного возврата пакета листов в исходное состояние возможный ход регулирования (s) может быть еще больше. При больших размерах пакета листов в такой конструкции можно достичь хода регулирования (s) больше 20 мм.
Для однозначной идентификации, начиная с фиг. 5, позиции с одинаковыми функциями обозначены той же цифрой с дополнением соответствующей буквы. На фиг. 5 показан разрез варианта исполнения устройства регулирования согласно изобретению, находящегося в конце выпускного канала. При этом конец пакета 4a листов одновременно образует конец выпускного канала 3a. Регулировочные винты 8a, которые находятся в винтовой резьбе в половине 1a пресс-формы, воздействуют сверху на пакет 4a отдельных листов 5a, 6a и 7a. Вращением вручную или вращением посредством регулировочного мотора 15a можно уменьшить высоту h выпускного канала 3a.
На фиг. 6 показано сечение другого устройства регулирования положения пакета 4b листов. Благодаря силовой связи регулировочных винтов 8b с профилем 16b, сваренным с листом 5b выпускного канала, положение пакета 4b листов может изменяться посредством натяжения или нажима. Для этого к концам регулировочных винтов 8b приварены шары 17b), которые сидят в отверстиях профиля 16b, сваренного с пакетом 4b листов. Регулировочные винты 8b связаны через резьбу в цилиндрической детали 18b. Цилиндрическая деталь 18b со своей стороны находится в отверстии верхней части 1b пресс-формы. Вращением регулировочных винтов рукой или посредством регулировочных моторов 15b пакет 4b листов может подтягиваться или прижиматься. Накладка 6b не сварена с профилем 16b. Она лежит в пазу, находящемся между профилем 16b и листом 5b выпускного канала. В конце этого паза между накладкой 6b и профилем 16b остается щель 19 для сохранения гибкости пакета 4b листов.
На фиг. 7 в разрезе показан пример пресс-формы с двумя противоположно расположенными регулируемыми стенками. При таком решении на пакет 4c, d листов воздействуют соответственно два независимых устройства регулирования 20c, d и 21c, d, причем устройство регулирования 20c, d состоит только из двух регулировочных винтов, располагающихся на обеих кромках пресс-формы. С их помощью регулировочные балки 22c, d могут смещаться в целом, это значит, что пакеты 4c, d листов также загибаются на всей ширине. Между регулировочными балками 22c, d и пакетами 4c, d листов по ширине устройства расположены еще несколько устройств регулирования 21c, d, при помощи которых пакеты 4c, d листов могут дополнительно ограниченно перемещаться в определенных местах. Решение "с" позволяет только уменьшить высоту выпускного канала h относительно нейтрального положения пакета 4c листов на ход регулирования (sc). Такое решение снова функционирует только до тех пор, пока гарантируется полный эластичный возврат пакета 4c листов. Правда, это обеспечивает удобство регулирования и легкость обслуживания, так как общая и относительная регулировки разделены и позволяют, при сохранении относительной регулировки высоты выпускного канала h, обеспечить регулировку в целом, что часто необходимо на практике. Это решение принципиально может быть выполнено также с массивной стенкой выпускного канала вместо пакета листов. Пакет листов при этом обеспечивает только еще более увеличенный диапазон регулирования. Конструкция снова может быть встроена либо только в одну стенку выпускного канала, либо также в две стенки выпускного канала. Это справедливо также для исполнения d, при котором устройства регулирования 20d и 21d силовым замыканием соединены соответственно с регулировочной балкой 22d и соответственно с пакетом 4d листов. Это решение дает максимум возможностей регулирования, если оно встроено в две стенки выпускного канала, так как, что уже пояснено для фиг. 6, позволяет также при помощи регулировочных винтов 20d и 21d увеличивать высоту h выпускного канала. При этом достижимый ход регулирования sd составляет более чем двойной ход регулирования sc, так как при этой конструкции пакет 4d листов может также в незначительной мере деформироваться пластично. Может быть реализован ход регулирования более 10 мм.
На фиг. 8 показан эскиз способа для экструдирования полотна массы с изменяемой геометрией. Благодаря достигаемому при помощи описанного устройства существенно увеличенному ходу регулирования и двум независимым соответственно связанным силовым замыканием устройствам регулирования 20e и 21e, воздействующим по меньшей мере на гибкую стенку 4e выпускного канала 3e, появляются новые технологические возможности. На эскизе показан пример соответствующего изобретению способа экструдирования полотна массы 23, причем толщина y и ширина z полотна массы 23 во время экструдирования могут изменяться. При этом масса транспортируется при помощи экструдера 24 под давлением через пресс-форму 25. В пресс-форме 25 находится выпускной канал 3e с гибкой стенкой 4e, которая может изменять свое положение посредством независимых устройств регулирования 20e и 21e. Выпускной канал истечения 3е может, конечно, иметь также и другую геометрическую форму. Так, например, он может быть круглым. Тогда посредством устройства регулирования 20e, действующего на регулировочную балку 22e, можно равномерно по всей ширине увеличивать или уменьшать высоту h выпускного канала во время выпуска массы. Диапазон регулирования должен быть больше 8 мм, предпочтительно больше 12 мм. Посредством устройства регулирования 21e, встроенного в регулировочную балку 22e, стенка 4e дополнительно регулируется локально в определенном положении по ширине около положения, установленного при помощи устройства регулирования 20e. В этом случае диапазон регулирования должен быть больше 2 мм, предпочтительно больше 4 мм.
Обе регулировки могут, в принципе, производиться вручную. Однако, как правило, рационально осуществлять эту регулировку посредством управляющей или регулирующей аппаратуры 26, 27. Для этого каждое отдельное устройство регулирования связано с управляемым приводом регуляторов 21, 29. Для работы с регулированием должна непрерывно регистрироваться толщина y и ширина z полотна массы 23. При этом толщина у во время выпуска массы регистрируется системой измерения толщины 30, а ширина z - системой измерения ширины 31, и эта информация подается на регулятор, который производит сравнение заданного значения с фактическим, вырабатывает новые управляющие значения и подает их на приводы регуляторов 28, 29. В тех случаях, когда ход регулирования очень большой, предпочтительно выполнить обе стенки 4e выпускного канала 3e гибкими и оборудовать их устройствами регулирования 20, а также управляющей и регулирующей аппаратурой 26, 27. Это рекомендуется особенно тогда, когда во время выпуска массы одновременно должна изменяться ширина 2 полотна массы 23. Этот способ может применяться, например, для заполнения расплавом пресс-формы с комплексной геометрией, причем пресс-форма и выпускное устройство перемещаются относительно друг друга. В области экструзионных дутьевых форм этот способ может применяться для осуществления во время шлангового процесса выпуска, наряду с известным зависимым от времени профилированием заготовки в экструзионном устройстве, также зависимого от времени профилирования заготовки по периметру. В результате можно эффективнее влиять на возникающее распределение толщин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ РАБОЧАЯ ЛОПАТКА ТУРБИНЫ | 2007 |
|
RU2410546C2 |
| УСТРОЙСТВО ДЛЯ РЕКОМБИНАЦИИ ВОДОРОДА И КИСЛОРОДА | 1991 |
|
RU2069582C1 |
| УКУПОРОЧНОЕ И ВЫДАЧНОЕ УСТРОЙСТВО С ИНДИКАЦИЕЙ ВСКРЫТИЯ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ПАКЕТА | 2002 |
|
RU2288148C2 |
| КОМПОНЕНТ ТЕПЛОЗАЩИТНОГО ЭКРАНА, ЧЕРЕЗ КОТОРЫЙ ПРОХОДИТ ПОД ДАВЛЕНИЕМ ОХЛАЖДАЮЩАЯ СРЕДА, И ТЕПЛОЗАЩИТНЫЙ ЭКРАН ДЛЯ КОМПОНЕНТА, ЧЕРЕЗ КОТОРЫЙ ПРОХОДИТ ГОРЯЧИЙ ГАЗ | 1997 |
|
RU2190807C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНОГО ПОЛОТНА | 2010 |
|
RU2480193C1 |
| РАСПРЕДЕЛИТЕЛЬ СУСПЕНЗИИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2638666C2 |
| КРЫЛО САМОЛЕТА, А ТАКЖЕ СТРУКТУРА КРЫЛА С УСТРОЙСТВОМ ДЛЯ ОКАЗАНИЯ ВЛИЯНИЯ НА ПОТОК | 2010 |
|
RU2488521C2 |
| ;САНИТАРНО-ТЕХНИЧЕСКОЕ ДУШЕВОЕ УСТРОЙСТВО | 2019 |
|
RU2709887C1 |
| БАШЕННАЯ НАСАДКА | 1992 |
|
RU2076002C1 |
| АВТОНОМНЫЙ УЗЕЛ ИЗМЕЛЬЧИТЕЛЯ ДЛЯ ИЗМЕЛЬЧЕНИЯ И ПРОСЕИВАНИЯ МАТЕРИАЛА | 2008 |
|
RU2478434C2 |
Изобретение относится к способу и устройству регулирования параметров плоского выпускного канала, в котором отношение ширины выпускного канала к его высоте больше 10. По меньшей мере одна стенка выпускного канала гибкая и имеет устройства регулирования, расположенные на обратной стороне по ширине гибкой стенки. Указанные устройства обеспечивают возможность регулировки высоты выпускного канала в целом или на отдельных участках. Гибкая стенка выполнена из отдельного листа, вдоль которого направлена текущая среда, и по меньшей мере одного опорного листа. Отдельный лист образует с выпускным каналом общую стенку. Листы плоско лежат один на другом с образованием пакета листов. Лист выпускного канала абсолютно герметично и плотно соединен с половиной пресс-формы по всей окружности. По второму варианту устройство включает первое и второе устройства регулирования для воздействия на стенки выпускного канала независимо друг от друга. Первое устройство регулирования выполнено с возможностью равномерного перемещения стенок по всей ширине. Посредством второго устройства регулирования возможна деформация стенок дополнительно по локально ограниченной ширине. В способе выпуска полотна массу посредством питающего агрегата под давлением транспортируют через пресс-форму с плоским выпускным каналом. Из пресс-формы массу выпускают через выпускной канал с по меньшей мере одной регулируемой стенкой. Во время выпуска массы изменением положения стенки при помощи первой системы регулирования регулируют высоту выпускного канала в целом. При помощи второй системы регулирования регулируют высоту также по ширине выпускного канала. При этом по всему протяжению полотна толщину его изменяют либо в целом, либо только на определенных участках. 3 с. и 10 з.п. ф-лы, 8 ил.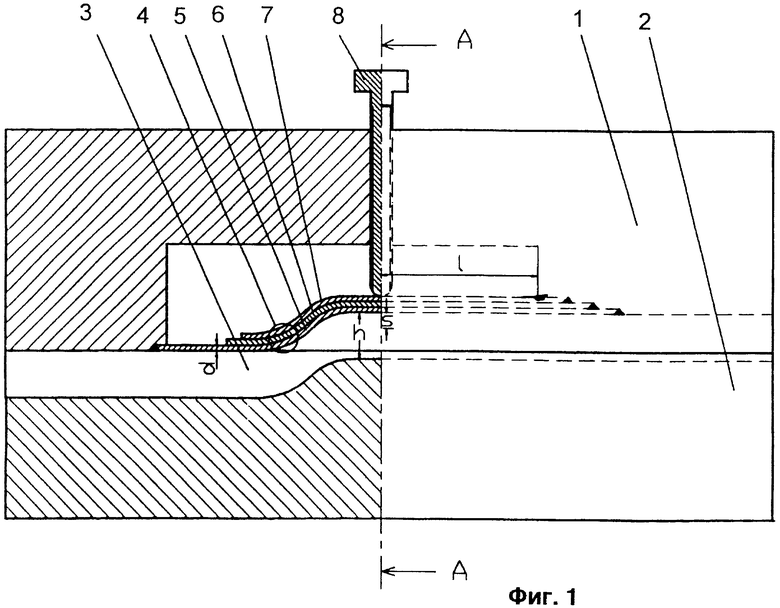
| АНТЕННЫЕ УСТРОЙСТВА ДЛЯ ЭЛЕКТРОМАГНИТНЫХ СКВАЖИННЫХ КАРОТАЖНЫХ ЗОНДОВ | 2003 |
|
RU2305877C2 |
| DE 4020728 A1, 03.01.1991 | |||
| US 4439125 А, 27.03.1984 | |||
| US 3850568 А, 23.11.1974 | |||
| Щелевой мундштук | 1973 |
|
SU719487A3 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Кристаллизатор | 1970 |
|
SU337022A1 |
| US 3854859 А, 17.12.1974 | |||
| ГОЛОВКА ШПРИЦМАШИНЫ С РЕГУЛИРУЕЛ\ЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО ОТВЕРСТИЯ | 0 |
|
SU295684A1 |
