Изобретение относится к области химико-термической обработки жаропрочных никелевых сплавов и может быть использовано при нанесении защитных покрытий на охлаждаемые рабочие и сопловые лопатки турбины стационарных и транспортных газотурбинных двигателей.
Известен способ [Н.К. Фотеев, Качество поверхности после электроэрозионной обработки /СТИН, N 8, 1997, с. 43 - 48], в котором поверхность детали подготавливают путем электроэрозионной обработки и последующих температурных выдержек. Однако этот способ направлен на получение поверхностного бесструктурного слоя с высокой микротвердостью на различных сталях, т.е. на управление качеством поверхности после эрозионнной обработки с целью увеличения срока службы деталей. Выдержки разных сплавов в печи в течение 1 часа при t = 800oC сохраняют микротвердость слоя, близкую к первоначальной.
Известен способ нанесения диффузионных покрытий [Патент РФ N 1238597 от 25.04.1994 г. Векслер Ю.Г., Кузнецов В.П., Лесников В.П. и др.], выбранный в качестве прототипа как наиболее близкий по технической сущности. В указанном способе диффузионные покрытия наносятся на наружные и внутренние поверхности лопаток из жаропрочных никелевых сплавов с полостями и перфорационными отверстиями, изготовленными методом электроэрозионного прожига, прошедших обработку абразивной эмульсией на гидроимпульсной установке.
Проведенные исследования показали, что при электроэрозионном прожиге отверстий и полостей вольфрамовыми электродами на поверхности жаропрочных никелевых сплавов формируется твердая бесструктурная зона с включениями карбидов вольфрама, которая не удаляется при проведении гидроимпульсной прокачки и препятствует последующему формированию защитных покрытий.
Предлагаемое техническое решение направлено на увеличение ресурса работы лопаток путем улучшения качества покрытия и получения в перфорационных отверстиях и полостях лопаток равномерного защитного покрытия заданной толщины.
Поставленная задача решается следующим образом.
После операции электроэрозионного прожига дополнительно осуществляют нагрев лопаток при температуре 1000-1050oC в течение 2-3 часов в вакууме или защитной атмосфере. Такой нагрев обеспечивает рекристаллизацию бесструктурного слоя, распад пересыщенного твердого раствора и уменьшение твердости вышеуказанного слоя.
Последующее проведение гидроимпульсной прокачки приводит к удалению измененного слоя в перфорационных отверстиях и обеспечивает гарантированное получение защитных покрытий.
Пример.
Было подготовлено три партии охлаждаемых рабочих лопаток из жаропрочного никелевого сплава ЖС26ВНК с полостями и перфорационными отверстиями, изготовленными методом электроэрозионного отжига.
Первая партия лопаток после операции электроэрозионного прожига подвергалась гидроимпульсной прокачке (прототип).
Вторая партия лопаток после операции электроэрозионного прожига проходила отжиг при 800oC в течение 1 часа (известный способ) и последующую гидроимпульсную прокачку.
Третья партия лопаток после операции электроэрозионного прожига подвергалась отжигу в вакууме при Т=1000-1050oC в течение 2-3 часов и последующей гидроимпульсной прокачке.
Одновременно на все три партии лопаток на наружную и внутреннюю поверхность наносили защитное диффузионное покрытие в циркулирующей газовой среде (прототип).
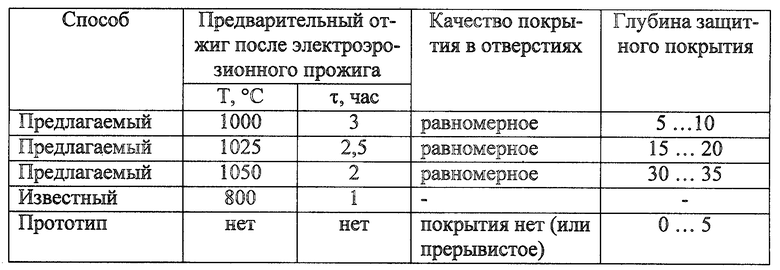
В таблице приведены режимы предварительного отжига лопаток с перфорационными отверстиями после электроэрозионного прожига, а также результат определения глубины защитного диффузионного покрытия в отверстиях после его нанесения.
Таким образом, предлагаемый способ нанесения защитных диффузионных покрытий на рабочие и сопловые лопатки с перфорационными отверстиями после электроэрозионного прожига обеспечивает гарантированное получение равномерного защитного покрытия заданной толщины, что увеличивает ресурс рабочих и сопловых лопаток в 1,5-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ НА ПЕРЕ ПОЛОЙ ЛОПАТКИ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2708723C1 |
| СПОСОБ УПРОЧНЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2010 |
|
RU2445199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБОМАШИН | 2010 |
|
RU2441102C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБИН ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2435872C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 2010 |
|
RU2441101C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 1999 |
|
RU2171315C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 2010 |
|
RU2441100C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2426817C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2402639C1 |
Изобретение может быть использовано при нанесении защитных покрытий на охлаждаемые рабочие и сопловые лопатки турбины стационарных и транспортных газотурбинных двигателей. В способе, включающем гидроимпульсную прокачку полостей и перфорированных отверстий и последующее нанесение диффузионных покрытий, перед гидроимпульсной прокачкой осуществляют предварительный отжиг при температуре 1000-1050oС в течение 2-3 ч в вакууме или защитной атмосфере. Изобретение направлено на увеличение ресурса работы лопаток турбины за счет получения в перфорированных отверстиях и полостях равномерного защитного покрытия заданной толщины. 1 табл.
Способ нанесения защитных покрытий на детали из жаропрочных никелевых сплавов с полостями и перфорационными отверстиями, изготовленными методом электроэрозионного прожига, включающий гидроимпульсную прокачку полостей и перфорационных отверстий и последующее нанесение диффузионных покрытий, отличающийся тем, что перед гидроимпульсной прокачкой осуществляют предварительный отжиг при температуре 1000 - 1050oС в течение 2 - 3 ч в вакууме или защитной атмосфере.
| СПОСОБ АЛИТИРОВАНИЯ ДЕТАЛЕЙ | 1984 |
|
SU1238597A1 |
| Герметизатор скважины | 1977 |
|
SU763607A1 |
| DE 4035789 C1, 13.06.1991 | |||
| ЕЛИСЕЕВ Ю.С | |||
| И ДР | |||
| Химико-термическая обработка и защитные покрытия в авиадвигателестроении | |||
| - М.: Высшая школа, 1999, с | |||
| Прибор для измерения угла наклона | 1921 |
|
SU253A1 |

