Изобретение относится к области металлургии, в частности к химикотермической обработке металлов и сплавов, а именно к способам диффузионного насыщения поверхностных слоев материалов различными элементами; оно может быть использовано для получения антикоррозионных, жаростойких и эрозионностойких покрытий на деталях, имеющих внутренние полости сложной конфигурации, применяемых в авиационной, судостроительной и энергомашиностроительной промышленности.
Целью изобретения является улучшение качества покрытия путем повышения равномерности его по длине внутренних каналов сложной конфигурации и повышение производительности обработки.
При алитировании преимущественно лопаток из жаропрочных сплавов с узкими внутренними каналами осуществляют принудительную циркуляцию газовой среды от источника насыщающего элемента к наружным и внутренним поверхностям деталей с периодическим изменением скорости потока.
П р и м е р. Проводили насыщение алюминием из газовой фазы наружных и внутренних поверхностей охлаждаемых лопаток газотурбинного двигателя, выполненных из жаропрочного никелевого сплава и прошедших абразивную обработку внутренней полости на гидроимпульсной установке. Лопатки устанавливали в специальную оснастку и крепили в реакционной камере.
Порошковую смесь в специальных поддонах устанавливали в муфель раздельно от лопаток. В качестве источника алюминия использовали порошок ферроалюминия, а в качестве активатора хлористый аммоний (NH4Cl) и хлористый алюминий (AlCl3).
Муфель вакуумировали через патрубок и нагревали до 950oC. Циркуляцию образовавшейся газовой среды осуществляли за счет вращения центробежного вентилятора. В результате принудительной циркуляции осуществлялась эффективная прокачка газовой смеси через порошковую смесь (источник алюминия), внутренние каналы и у наружной поверхности лопаток.
Длительность диффузионного насыщения составляла 4 ч. Периодичность работы вентилятора, обеспечивающего циркуляцию газовой среды с переменной скоростью потока, соответствовала режиму: 15 мин работы вентилятора и 5 мин выдержки в выключенном состоянии.
Кроме того, на том же оборудовании в режимах проводили газовое алитирование лопаток с постоянной во времени циркуляцией газовой среды, т.е. вентилятор работал непрерывно в течение всего времени насыщения (4 ч).
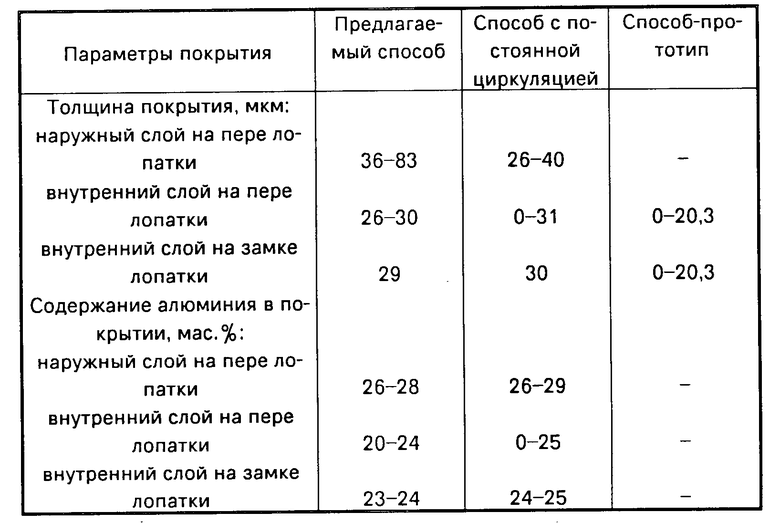
Результаты контроля покрытия, полученного предлагаемым способом, способом с постоянной циркуляцией, и данные способа-прототипа приведены в таблице.
Периодическое изменение скорости циркуляции газовой среды (15 мин работы вентилятора + 5 мин выдержки в выключенном состоянии) обеспечивает получение равномерного по всей длине лопатки покрытия как на наружной поверхности, так и во внутренней полости. При этом покрытие образуется без разрывов в застойных зонах лопатки.
Из таблицы видно, что неравномерность по толщине и содержанию алюминия в покрытии, полученном предложенным способом, на наружной поверхности пера (36-38 мкм; 26-28%) и особенно на внутренней поверхности полости (26-30 мкм; 20-24% ), характеризующейся наличием застойных зон для движущегося газового потока, меньше, чем в покрытии, полученном при непрерывном движении газового потока с постоянной скоростью (соответственно 26-40 мкм; 26-29% и 0-31 мкм; 0-25%).
Нулевые значения показателей соответствуют разрывам в покрытии в застойных зонах в уголках полости на конце пера и вблизи штырьков.
Использование предлагаемого способа химико-термической обработки изделий из металлов и сплавов позволяет управлять процессом не только за счет регулирования температуры и длительности насыщения, но и давления в камере и скорости газового потока.
Таким образом, по сравнению с известным способом, описываемый способ обеспечивает одновременное насыщение внутренних и наружных поверхностей деталей, улучшая при этом равномерность и качество покрытия по длине каналов и в различных местах по длине детали.
При этом способе значительно сокращается цикл насыщения и изготовления деталей в целом, а получение качественного покрытия, например, охлаждаемых лопаток турбины ГТД способствует увеличению ресурса не менее чем в два раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2002 |
|
RU2222637C1 |
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО КОБАЛЬТОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2018 |
|
RU2694414C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ПОКРЫТИЯ | 2003 |
|
RU2244041C1 |
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО ХРОМОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2014 |
|
RU2572690C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2001 |
|
RU2199605C1 |
| СПОСОБ АЛИТИРОВАНИЯ ПОВЕРХНОСТИ ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2008 |
|
RU2382830C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2009 |
|
RU2413785C1 |
| СПОСОБ ЗАЩИТЫ ОТ ВЫСОКОТЕМПЕРАТУРНОГО ОКИСЛЕНИЯ ПОВЕРХНОСТИ ВНУТРЕННЕЙ ПОЛОСТИ ОХЛАЖДАЕМЫХ ЛОПАТОК ТУРБИН ИЗ БЕЗУГЛЕРОДИСТЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2007 |
|
RU2349678C2 |
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2007 |
|
RU2347847C1 |
| Способ защиты внутренних поверхностей реактора от насыщения компонентами рабочей среды при химико-термической обработке деталей | 2016 |
|
RU2628309C1 |
СПОСОБ АЛИТИРОВАНИЯ ДЕТАЛЕЙ, преимущественно лопаток из жаропрочных сплавов, с узкими внутренними каналами, включающий нагрев до температуры обработки и диффузионную выдержку, отличающийся тем, что, с целью улучшения качества покрытия путем повышения равномерности его по длине внутренних каналов сложной конфигурации и повышения производительности обработки, в процессе диффузионной выдержки осуществляют принудительную циркуляцию газовой среды от источника насыщающего элемента к наружным и внутренним поверхностям деталей с периодическим изменением скорости потока.
| ПРОМЫШЛЕННАЯ ОЧИСТИТЕЛЬНАЯ УСТАНОВКА С ФИЛЬТРУЮЩИМ УСТРОЙСТВОМ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2016 |
|
RU2707225C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
