Изобретение относится к области машиностроения и может использоваться для повышения эксплуатационных свойств деталей горячего тракта газовой турбины авиационных, корабельных и энергетических газотурбинных двигателей: сопловых лопаток, в том числе сегментов соплового аппарата, изготовленных из никелевых и кобальтовых сплавов.
Направляющие лопатки турбин ГТД и ГТУ в процессе эксплуатации подвергаются воздействиям значительных динамических и статических нагрузок, высоких и быстросменяющихся температур, а также коррозионному и эрозионному разрушению. Исходя из предъявляемых требований для изготовления лопаток газовых турбин применяются жаропрочные и жаростойкие никелевые и кобальтовые сплавы типа ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000 и др.
Повышение эксплуатационных свойств лопаток обусловлено в частности тем, что замена поврежденных лопаток турбин является трудоемким и дорогостоящим мероприятием, так как требует снятия их с ротора, приобретения новых лопаток, установки их на ротор и проч. [Гонсеровский Ф.Г., Силевич В.М. Технико-экономическое обоснование способа ремонта эрозионно-изношенных паротурбинных лопаток в условиях электростанций. // Тяжелое машиностроение. - 2001. - №9. -
С.21-22]. В связи с этим разработка новых способов упрочняющей обработки лопаток турбин, позволяющих повысить их ресурс, является актуальной задачей.
Одним из путей повышения температуры в турбине при сохранении ресурса лопаток является применение теплозащитных покрытий (ТЗП). Керамические ТЗП, при их достаточной толщине, могут ощутимо снизить теплоприток к основному материалу охлаждаемой лопатки и обеспечить ее работоспособность в условиях высоких температур.
Наиболее перспективным материалом для формирования теплозащитного слоя ТЗП является керамика на основе диоксида циркония, стабилизированного оксидом иттрия (ZrO2·Y2O3). Для обеспечения адгезии керамического слоя и защиты основного материала детали от окисления ТЗП имеет жаростойкий подслой.
Известен способ нанесения теплозащитного покрытия на лопатку турбины [Патент РФ №2325467, МПК C23C 4/10. Способ получения создающего термический барьер покрытия. /Я.Вигрен, М.Ханссон./ Вольво аэро корп./ 2008], включающий предварительную обработку поверхности лопатки и нанесение связующего подслоя, жаростойкого слоя системы MeCrAlY и теплозащитного керамического слоя на основе диоксида циркония, стабилизированного оксидом иттрия.
Известен также способ нанесения теплозащитного покрытия на лопатку турбины (Патент США №4,904,542 "Многослойное коррозионно-стойкое покрытие"), включающий газотермическое нанесение многослойного покрытия, состоящего из чередующихся керамических и металлических слоев. Также известно многослойное высокотемпературное покрытие, состоящее из керамических слоев, разделенных металлическими слоями. Данное покрытие имеет ряд существенных недостатков. Входящая в его состав керамика образована путем плазменного напыления, что существенно снижает его термическую усталость и долговечность. Материал металлических слоев выбирается исходя из характеристик его стойкости к эрозии. Это ведет к тому, что при наличии перепадов температуры как по толщине, так и по его поверхности в материале металлического слоя возникнут термические напряжения, которые будут переданы керамике, имеющей низкую прочность на растяжение.
Известен также способ подготовки поверхности детали под нанесение многослойного покрытия на металлические изделия методом катодного распыления, включающий ионную очистку и/или модификацию поверхности изделия [Патент РФ №2228387. МПК C23C 14/06. Способ нанесения многослойного покрытия на металлические изделия. Опубл. 2004 г.]. Однако функциональным назначением ионно-имплантационной обработки поверхности в данном случае не является повышение жаростойкости слоя.
Наиболее близким к предлагаемому техническому решению является способ повышения стойкости блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов к термомеханическим нагрузкам, при котором на внешних поверхностях верхней и нижней полок блока и пера лопатки формируют жаростойкое покрытие, затем наносят теплозащитный керамический слой (патент РФ №2078148). Известный способ включает также предварительную абразивно-жидкостную обработку и обработку шлифпорошком, нанесение слоя жаростойкого покрытия из сплава на никелевой основе методом вакуумно-плазменной технологии, нанесение второго слоя из сплава на основе алюминия, легированного никелем 13-16% и иттрием 1,5-1,8%, вакуумный отжиг и подготовку поверхности перед нанесением третьего, керамического слоя из диоксида циркония, стабилизированного 7-9 мас.%, оксида иттрия (ZrO2·7% Y2O3) и последующие дополнительные вакуумный диффузионный и окислительный отжиг.
Основным недостатком аналогов и прототипа являются низкие эксплуатационные свойства блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, полученных по известному способу (патент РФ №2078148), поскольку в процессе эксплуатации блока перепад температур между различными его элементами приводит к возникновению значительных термических напряжений и, как следствие, к интенсивному разрушению лопатки. Поэтому эффект повышения стойкости лопаток турбомашин к термомеханическим нагрузкам сводится лишь к понижению температуры лопатки.
Задачей изобретения является создание способа упрочнения блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, позволяющего повысить его эксплуатационные свойства за счет снижения воздействия на блок разрушающих факторов, связанных со значительными термическими напряжениями, возникающими из-за перепада температур между различными его элементами.
Поставленная задача решается за счет того, что в способе упрочнения блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, включающем формирование жаростойкого покрытия на внешних поверхностях верхней и нижней полок блока и пера лопатки и нанесение теплозащитного, керамического слоя, в отличие от прототипа, теплозащитный керамический слой наносят на внешние поверхности нижней полки и пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки, причем толщину теплозащитного керамического слоя на различных элементах соплового блока варьируют от 10 до 300 мкм из условия обеспечения в процессе его эксплуатации компенсации разности температур элементов блока.
Поставленная задача решается также за счет того, что формирование жаростойкого покрытия осуществляют путем нанесения первого и второго жаростойких слоев, причем в качестве материала первого жаростойкого слоя используют сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, причем первый жаростойкий слой толщиной от 10 до 70 мкм наносят вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом, с последующим диффузионным отжигом при температуре 1000°С - 1050°С в течение от 2 до 5 часов в вакууме от 10-3 до 10-4 мм рт. ст., затем вакуумным ионно-плазменным, или электроннолучевым, или магнетронным методом наносят второй жаростойкий слой толщиной от 8 до 60 мкм состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное, вновь подвергают отжигу в вакууме от 10-3 до 10-4 мм рт. ст., при температуре 930-960°С в течение от 2 до 5 часов, затем газотермическим методом наносят дополнительный подслой толщиной от 5 до 20 мкм состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное.
Поставленная задача решается также за счет того, что на рабочую поверхность блока ионно-плазменным методом и/или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное, или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от О, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами: Nb, Pt, Yb, Y, La, Hf, Cr, N, Si, или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляет от 3 до 1000.
Поставленная задача решается также за счет того, что формирование жаростойкого покрытия осуществляют путем нанесения газотермическим методом жаростойкого слоя толщиной от 6 до 80 мкм, при этом, как вариант, в качестве газотермического метода используют плазменное напыление, а в качестве жаростойкого материала используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное, или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное.
Поставленная задача решается также за счет того, что перед нанесением жаростойкого покрытия проводят ионно-имплантационную обработку поверхности лопатки ионами, выбранными из следующих элементов: Nb, Pt, Yb, Y, La, Hf, Cr, Si, или их сочетанием при энергии ионов от 0,2 кэВ до 3 0 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
Поставленная задача решается также за счет того, что керамический слой состава: Y2O3 - 5…9 вес.%, ZrO2 - остальное, наносят толщиной от 10 мкм до 300 мкм, а нанесение слоя керамического материала осуществляют газотермическим, и/или ионно-плазменным, и/или магнетронным методами, и/или электронно-лучевым испарением и конденсацией в вакууме, при этом лопатку с нанесенными слоями покрытия подвергают отжигу при температуре от 800°С до 1050°С в течение от 2 до 5 часов в вакууме не хуже от 10-3 мм рт. ст.
Поставленная задача решается также за счет того, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 3,0 мкм, а перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 2,0 мкм. Кроме того, перед нанесением жаростойкого слоя поверхность лопатки может быть подвергнута электролитно-плазменной полировке.
Существующие в настоящее время охлаждаемые сопловые лопатки, особенно объединенные в блоки по две или три лопатки, в процессе эксплуатации часто выходят из строя в результате появления дефектов в виде трещин. Исследования, проведенные авторами показали, что одной из основных причин появления указанных трещин, наряду с процессами термоусталости, ползучести, деградации материала и окислительных процессов, является возникновение значительных термических напряжений на участках между элементами блока (в основном между верхней полкой и пером лопатки) в результате разности их температур. Разность температур между элементами блока связана, в свою очередь, с конструкцией охлаждаемого блока. Указанная же конструкция обеспечивает неравномерность отвода теплоты от верхней и нижней полок, а также пера лопатки. Для устранения описанной причины разрушения блока лопаток в данном техническом решении предлагается использование принципа теплоизоляции частей блока, позволяющей сделать более однородной температуру в блоке. В частности это возможно за счет избирательной теплоизоляции элементов блока, подвергающихся более интенсивному нагреву. Поэтому основной функцией избирательно нанесенного керамического слоя является выравнивание температуры в блоке, поскольку использование сплошного керамического покрытия на всей поверхности блока, подвергаемой воздействию высокотемпературного потока газа, не приведет к эффекту снижения термических эксплуатационных напряжений между элементами блока, а лишь снизит их температуру.
В то же время предлагаемое техническое решение предусматривает использование жаростойкого покрытия на всей рабочей поверхности блока, что также способствует повышению эксплуатационных его свойств за счет защиты от окисления. И именно такая комбинация сплошного жаростойкого слоя и избирательного теплозащитного слоя позволяет решить поставленную в предлагаемом изобретении задачу.
Изобретение иллюстрируется чертежами, на которых изображено:
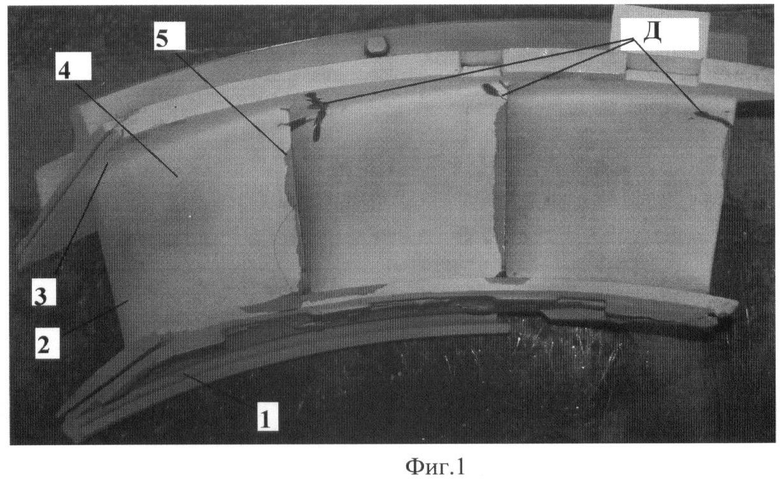
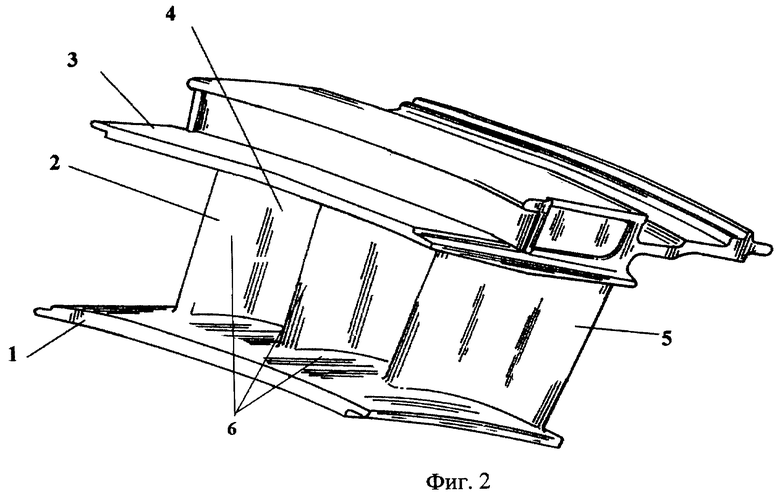
На фигуре 1 представлена фотография - блок лопаток с характерными эксплуатационными дефектами, расположенными, в основном, на границе между верхней полкой и пером лопатки. На фигуре 2 изображен блок с нанесенным избирательным компенсационным теплозащитным керамическим слоем. На чертеже обозначено: D - эксплуатационные дефекты; 1 - нижняя полка блока; 2 - входная кромка лопатки; 3 - верхняя полка блока; 4 - лопатка; 5 - выходная кромка лопатки; 6 - зоны с нанесенным избирательным компенсационным теплозащитным керамическим слоем.
Способ осуществляют следующим образом. На внешних поверхностях верхней и нижней полок блока и пера лопатки формируют жаростойкое покрытие, затем на часть поверхностей блока наносят теплозащитный керамический слой. Как правило, теплозащитный керамический слой наносят только на внешнюю поверхность нижней полки и поверхность пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки. При этом теплозащитный керамический слой наносят толщиной, обеспечивающей, в процессе эксплуатации соплового блока, компенсацию разности температур между материалом лопатки и материалом верхней полки. Необходимую толщину керамического слоя, а также изменение его толщины по поверхности лопатки определяют расчетным или экспериментальным путем. При этом учитываются коэффициенты теплопроводности наносимого керамического материала, разность температур между элементами блока и другие факторы, характерные для конкретных условий эксплуатации.
Формирование жаростойкого покрытия осуществляют одним из следующих вариантов.
1) Путем нанесения первого и второго жаростойких слоев, причем в качестве материала первого жаростойкого слоя используют сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, причем первый жаростойкий слой толщиной от 10 до 70 мкм наносят вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом, с последующим диффузионным отжигом при температуре 1000°С - 1050°С в течение от 2 до 5 часов в вакууме от 10-3 до 10-4 мм рт. ст., затем вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом наносят второй жаростойкий слой толщиной от 8 до 60 мкм состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное, вновь подвергают отжигу в вакууме от 10-3 до 10-4 мм рт. ст., при температуре 930-960°С в течение от 2 до 5 часов, затем газотермическим методом наносят дополнительный подслой толщиной от 5 до 20 мкм состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное.
2) Ионно-плазменным методом и/или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное, или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами: Nb, Pt, Yb, Y, La, Hf, Cr, N, Si, или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляет от 3 до 1000.
3) Формирование жаростойкого покрытия осуществляют путем нанесения газотермическим методом жаростойкого слоя толщиной от 6 до 80 мкм, при этом, как вариант, в качестве газотермического метода используют плазменное напыление, а в качестве жаростойкого материала используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное, или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное.
Для повышения защитно-упрочняющего эффекта покрытия перед нанесением жаростойкого покрытия проводят ионно-имплантационную обработку поверхности лопатки ионами, выбранными из следующих элементов: Nb, Pt, Yb, Y, La, Hf, Cr, Si, или их сочетанием при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2. Для этого сопловой блок лопаток помещают в вакуумную камеру комбинированной ионно-плазменно-имплантационной установки и производят по выбранным режимам ионно-имплантационную обработку. Кроме того, перед нанесением жаростойкого слоя на поверхность лопатки дополнительно может быть нанесен слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 3,0 мкм.
После этого (фиг.2) на всю рабочую поверхность нижней полки блока 1, верхней полки блока 3, лопаток 4 наносят вакуумно-плазменное покрытие толщиной от 10 до 70 мкм. Затем, одним из известных методов, например плазменным (газотермическим) напылением наносят керамический теплозащитный слой, причем керамический слой наносится избирательно, только на поверхность нижней полки блока 1 и поверхность лопаток 4 (фиг.2). Толщина слоя на менее теплонапряженных участках блока, таких как выходная кромка пера лопатки 4, может браться меньшей, чем на входной кромке лопатки 4. Для получения теплозащитного слоя может использоваться керамика состава: Y2O3 - 5…9% вес., ZrO2 - остальное. Толщина слоя, в зависимости от конкретных параметров лопатки и условий эксплуатации, может составлять от 10 мкм до 300 мкм, с возможностью варьирования, как это было показано выше, толщиной слоя по покрываемой поверхности элементов блока. Нанесение слоя керамического материала может также осуществляться ионно-плазменным, магнетронным методами, а также электронно-лучевым испарением и конденсацией в вакууме. При этом перед нанесением керамического слоя дополнительно может быть нанесен слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 2,0 мкм. После нанесения слоев покрытия лопатку подвергают отжигу при температуре от 800°С до 1050°С в течение от 2 до 5 часов в вакууме не хуже от 10-3 мм рт. ст. В результате проведения указанных операций на рабочей поверхности блока сопловых лопаток 4 формируются зоны с нанесенным избирательным компенсационным теплозащитным керамическим слоем 6 (фиг.2). В целом же полученное покрытие обеспечивает повышенную жаростойкость и снижение эксплуатационных термических нагрузок на элементы блока, что позволяет повысить его эксплуатационные свойства.
Для оценки заявляемого способа и сравнения его со способом-прототипом (патент РФ №2078148) были проведены следующие исследования для лопаток из никелевых и кобальтовых сплавов. Первая группа блока сопловых лопаток была обработана с получением теплозащитного покрытия согласно способа-прототипа. Вторая группа блока сопловых лопаток была обработана по вариантам заявляемого способа. Кроме того исследования проводились на образцах из указанных сплавов. В том числе и при имитации эксплуатационных нагрузок, связанных с возникновением теплонапряженного состояния в нескомпенсированных по температуре элементах детали (образцы и способ испытания являются ноу-хау). Образцы и лопатки изготавливались из никелевых и кобальтовых сплавов, а также сплавы никеля с кобальтом, никеля с железом и кобальта с железом, а также сплавы никеля, кобальта и железа (брались сплавы: ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000).
Поверхности деталей полировали электролитно-плазменным методом (параметры процесса обработки ноу-хау). Ионно-имплантационную обработку лопаток проводили используя ионы: Nb, Pt, Cr, Y, Yb, C, B, Zr, N, La, Hf, Si, Ti, и их комбинации, при энергии ионов: 0,2 кэВ; 0,6 кэВ; 1,2 кэВ; 5,0 кэВ; 10,0 кэВ; 20,0 кэВ; 30 кэВ; дозе имплантации ионов: 1·1010 ион/см2; 5·1010 ион/см2; 1·1020 ион/см2; 5·1020 ион/см2 (согласно таблице 1).
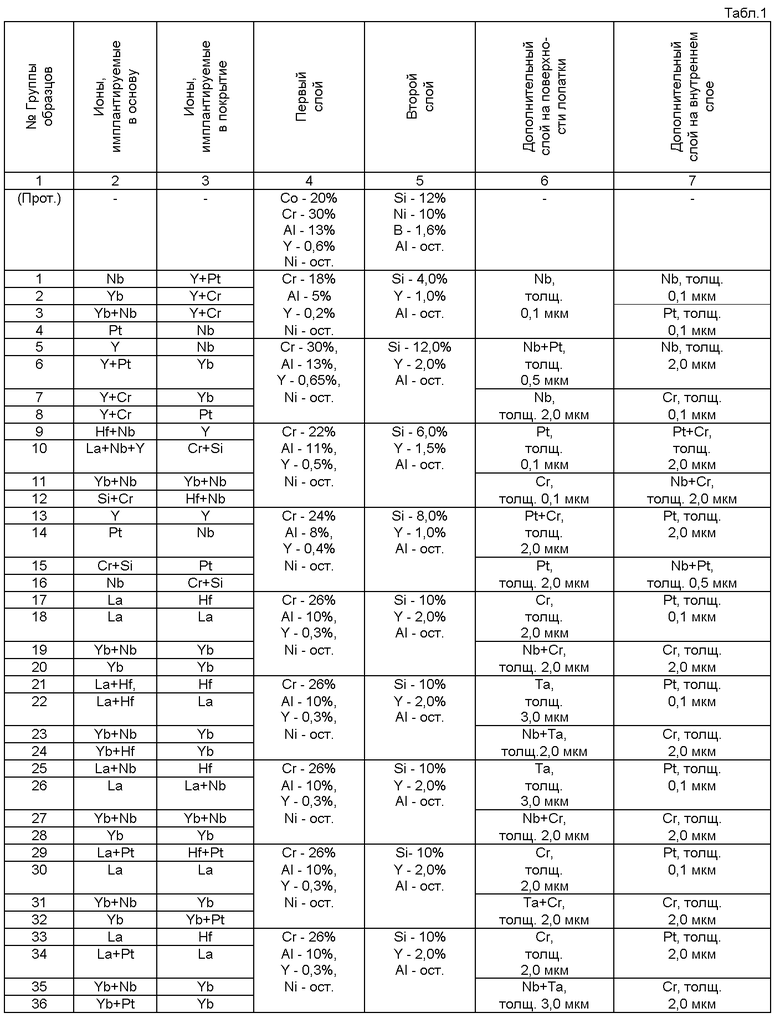
Формирование жаростойкого покрытия осуществляли по следующим вариантам.
1. Путем нанесения первого и второго жаростойких слоев. В качестве материала первого жаростойкого слоя использовали сплавы составов: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное (Si: 4,0%; 6,0%; 8,0%; 12,0%; Y: 1,0%; 1,6%; 2,0%). Первый жаростойкий слой толщиной от 10 мм до 70 мкм (10 мм; 30 мм; 50 мм; 70 мкм) наносили вакуумными методами (ионно-плазменным, электронно-лучевым, магнетронным), с последующим диффузионным отжигом при температуре 1000°С - 1050°С в течение от 2 часов до 5 часов (2 час; 3 час; 5 час) в вакууме от 10-3 до 10-4 мм рт. ст. На первый слой теми же методами наносили второй жаростойкий слой толщиной от 8 до 60 мкм (8 мм; 20 мм; 40 мм; 60 мкм) состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное (Cr: 18%; 24%; 30%; Al: 5%; 7%; 13%; Y: 0,2%; 0,35%; 0,65%), и вновь подвергали детали отжигу в вакууме от 10-3 до 10-4 мм рт. ст., при температуре 930-960°С в течение от 2 до 5 часов. Затем газотермическим (плазменным) методом наносили дополнительный слой толщиной от 5 мкм до 20 мкм (5 мкм; 12 мкм; 20 мкм) состава Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное (Cr: 18%; 24%; 30%; Al: 5%; 7%; 13%; Y: 0,2%; 0,35%; 0,65%). Первый жаростойкий слой наносился также шликерным методом.
2. Жаростойкое покрытие толщиной от 10 мкм до 70 мкм (10 мм; 30 мм; 50 мм; 70 мкм) наносилось вакуумными ионно-плазменными методами при чередовании нанесения жаростойкого сплава с периодической имплантацией ионами: Nb, Pt, Yb, Y, La, Hf, Cr, N, Si, или их сочетанием. При этом процесс каждой имплантационной обработки формируемого покрытия проводили до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои. Количество микрослоев в жаростойком слое составляло от 3 до 1000 (3 слоя; 85 слоев; 400 слоев; 1000 слоев). В качестве жаростойких сплавов использовались: 1) сплавы системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl (процентное соотношение ноу-хау); 2) Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное (Si: 4,0%; 6,0%; 8,0%; 12,0%; Y: 1,0%; 1,6%; 2,0%); 3) Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное (Cr: 18%; 24%; 30%; Al: 5%; 7%; 13%; Y: 0,2%; 0,35%; 0,65%); 4) Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное (Cr: 18%; 24%; 30%; Al: 5%; 7%; 13%; Y: 0,2%; 0,35%; 0,65%; Co: 16%; 24%; 30%). Процесс имплантации проводился при энергии ионов 0,2 кэВ; 0,6 кэВ; 1,2 кэВ; 5,0 кэВ; 10,0 кэВ; 20,0 кэВ; 30 кэВ; дозе имплантации ионов: 1·1010 ион/см2; 5·1010 ион/см2; 1·1020 ион/см2; 5·1020 ион/см2. Как вариант, перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносили слой из Та, Nb, Pt, Cr и их сочетания толщиной от 0,1 мкм до 3,0 мкм (0,1 мкм; 0,5 мкм; 1,2 мкм; 2,1 мкм; 3,0 мкм).
3. Путем нанесения газотермическим методом (плазменным напылением) жаростойкого слоя толщиной от 6 до 80 мкм (6 мм; 30 мм; 50 мм; 80 мкм). В качестве жаростойких сплавов использовались: 1) сплавы системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl (процентное соотношение ноу-хау); 2) Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное (Si: 4,0%; 6,0%; 8,0%; 12,0%; Y: 1,0%; 1,6%; 2,0%); 3) Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное (Cr: 18%; 24%; 30%; Al: 5%; 7%; 13%; Y: 0,2%; 0,35%; 0,65%); 4) Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное (Cr: 18%; 24%; 30%; Al: 5%; 7%; 13%; Y: 0,2%; 0,35%; 0,65%; Co: 16%; 24%; 30%).
Теплозащитный керамический слой наносили только на внешние поверхности нижней полки и пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки. Толщина теплозащитного керамического слоя, обеспечивающая, в процессе эксплуатации соплового блока, компенсацию разности температур между материалом лопатки и материалом верхней полки определялась экспериментально и составляла величины от 10 мкм до 300 мкм по поверхности детали. Для формирования керамического слоя использовался состав Y2O3 - 5…9 вес.%, ZrO2 - остальное (Y2O3: 5%; 6%; 7%; 8%; 9%). Нанесение слоя керамического материала осуществляли плазменным (газотермическим), ионно-плазменным, магнетронным методами и электронно-лучевым испарением и конденсацией в вакууме. Лопатку с нанесенными слоями покрытия подвергали отжигу при температуре от 800°С до 1050°С в течение от 2 до 5 часов в вакууме не хуже от 10-3 мм рт. ст.
Оценка стойкости к образованию трещин между элементами блока лопаток («нижняя полка блока - лопатка», «верхняя полка блока - лопатка») проводилась как на образцах из исследуемых жаростойких сплавов, так и на натурных деталях. Были изготовлены специальные образцы, выполненные с возможностью создания перепада температур по охлаждаемой поверхности и компенсации созданного перепада за счет использования теплозащитного покрытия (конструкция образцов, схема испытания и нанесения покрытия, а также методика проведения испытаний является ноу-хау). Каждый образец позволял одновременно оценить влияние диапазона толщин испытуемого теплозащитного керамического слоя. Сравнение результатов испытаний на образцах и натурных деталях показало их достаточно большую относительную сходимость для подобных сложных видов деталей и условий проведения эксперимента. Оценку стойкости проводили по времени образования на деталях (образцах) появления первых трещин. По результатам испытаний время до начала образования на деталях первых трещин составило: 1) на натурных деталях: прототип - (8-9) тыс. часов; предлагаемый способ - (11-15) тыс. часов; 2) на образцах: прототип - (120-150) часов; предлагаемый способ - (190-240) часов.
Изотермическая жаростойкость покрытий оценивалась на образцах диаметром d=10 мм и длиной l=30 мм. Образцы покрытиями помещались в тигли и выдерживались на воздухе при температуре Т=1200°С. Жаростойкость покрытий оценивалась по характерному времени (τ) до появления первых очагов газовой коррозии или других дефектов, которые определялись путем визуального осмотра через каждые 50 часов испытаний при температуре 1200°С. Взвешивание образцов вместе с окалиной производилось через 500 и 1000 ч испытаний, при этом определялась величина удельного прироста массы образца на единицу его поверхности по сравнению с исходным весом ΔP, г/м2. Полученные результаты представлены в таблице 2.
Использование следующих приемов повышения стойкости блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов к термомеханическим нагрузкам: формирование жаростойкого покрытия на внешних поверхностях верхней и нижней полок блока и пера лопатки и нанесение теплозащитного керамического слоя; нанесение теплозащитного керамического слоя на внешние поверхности нижней полки и пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки; варьирование толщиной теплозащитного керамического слоя на различных элементах соплового блока от 10 до 300 мкм из условия обеспечения в процессе его эксплуатации компенсации разности температур элементов блока; формирование жаростойкого покрытия на внешних поверхностях верхней и нижней полок блока и пера лопатки; нанесение теплозащитного керамического слоя только на внешние поверхности нижней полки и пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки; нанесение теплозащитного керамического слоя толщиной, обеспечивающей, в процессе эксплуатации соплового блока, компенсацию разности температур между материалом лопатки и материалом верхней полки; формирование жаростойкого покрытия путем нанесения первого и второго жаростойких слоев; использование в качестве материала первого жаростойкого слоя сплава состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное; нанесение первого жаростойкого слоя толщиной от 10 до 70 мкм вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом, с последующим диффузионным отжигом при температуре 1000°С - 1050°С в течение от 2 до 5 часов в вакууме от 10-3 до 10-4 мм рт. ст.; нанесение вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом второго жаростойкого слоя толщиной от 8 до 60 мкм состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное; отжиг в вакууме от 10-3 до 10-4 мм рт. ст., при температуре 930-960°С в течение от 2 до 5 часов; нанесение газотермическим методом дополнительного подслоя толщиной от 5 до 20 мкм состава: Cr - 18% до 30%, Al - 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное; нанесение на рабочую поверхность блока ионно-плазменным методами и/или электронно-лучевым испарением и конденсацией в вакууме жаростойкого покрытия толщиной от 10 до 70 мкм; использование в качестве материала покрытия либо сплава системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплава состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное, или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное; чередование нанесения жаростойкого слоя с периодической имплантацией ионами: Nb, Pt, Yb, Y, La, Hf, Cr, N, Si, или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои; формирование количества микрослоев в жаростойком слое от 3 до 1000; формирование жаростойкого покрытия осуществляют путем нанесения газотермическим методом жаростойкого слоя толщиной от 6 до 80 мкм; использование в качестве газотермического метода плазменного напыления; использование в качестве жаростойкого материала либо сплава системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплава состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплава состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное, или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Со - от 16% до 30%; Ni - остальное; проведение, перед нанесением жаростойкого покрытия, ионно-имплантационной обработки поверхности лопатки ионами, выбранными из следующих элементов: Nb, Pt, Yb, Y, La, Hf, Cr, Si, или их сочетанием при энергии ионов от 0,2 кэВ до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2; нанесение керамического слоя состава: Y2O3 - 5…9 вес.%, ZrO2 - остальное, толщиной от 10 мкм до 300 мкм; нанесение слоя керамического материала газотермическим, и/или ионно-плазменным, и/или магнетронным методами и/или электронно-лучевым испарением и конденсацией в вакууме; отжиг лопатки с нанесенными слоями покрытия при температуре от 800°С до 1050°С в течение от 2 до 5 часов в вакууме не хуже от 10-3 мм рт. ст.; нанесение, перед нанесением жаростойкого слоя, на поверхность лопатки дополнительно слоя из: Та, Nb, Pt, Cr, или их сочетания, толщиной от 0,1 мкм до 3,0 мкм; нанесение, перед нанесением керамического слоя, дополнительно слоя из: Та, Nb, Pt, Cr, или их сочетания, толщиной от 0,1 мкм до 2,0 мкм; электролитно-плазменная полировка поверхности лопатки перед нанесением жаростойкого слоя позволяет достичь решения поставленной в изобретении задачи - создания способа упрочнения блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, позволяющего повысить его эксплуатационные свойства за счет снижения воздействия на блок разрушающих факторов, связанных со значительными термическими напряжениями, возникающими из-за перепада температур между различными его элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2009 |
|
RU2426632C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2426817C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2423551C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2479669C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2441103C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2441099C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2011 |
|
RU2479666C1 |
Изобретение относится к области машиностроения и может использоваться для повышения эксплуатационных свойств деталей горячего тракта газовой турбины авиационных, корабельных и энергетических газотурбинных двигателей: сопловых лопаток, в том числе сегментов соплового аппарата, изготовленных из никелевых и кобальтовых сплавов. В способе осуществляют формирование жаростойкого покрытия на внешних поверхностях верхней и нижней полок блока и пера лопатки и нанесение теплозащитного керамического слоя только на внешние поверхности нижней полки и пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки, причем толщину теплозащитного керамического слоя на различных элементах соплового блока варьируют от 10 мкм до 300 мкм из условия обеспечения в процессе его эксплуатации компенсации разности температур элементов блока. Изобретение позволяет повысить эксплуатационные свойства блока за счет снижения воздействия на него разрушающих факторов, связанных со значительными термическими напряжениями, возникающими из-за перепада температур между элементами блока. 20 з.п. ф-лы, 2 ил., 1 пр., 2 табл.
1. Способ упрочнения блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, включающий формирование жаростойкого покрытия на внешних поверхностях верхней и нижней полок блока и пера лопатки и нанесение теплозащитного керамического слоя, отличающийся тем, что теплозащитный керамический слой наносят только на внешние поверхности нижней полки и пера лопатки, а также на поверхность переходной зоны между верхней полкой и пером лопатки, причем толщину теплозащитного керамического слоя на различных элементах соплового блока варьируют от 10 до 300 мкм из условия обеспечения в процессе его эксплуатации компенсации разности температур элементов блока.
2. Способ по п.1, отличающийся тем, что формирование жаростойкого покрытия осуществляют путем нанесения первого и второго жаростойких слоев, причем в качестве материала первого жаростойкого слоя используют сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, причем первый жаростойкий слой толщиной от 10 до 70 мкм наносят вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом, с последующим диффузионным отжигом при температуре 1000-1050°C в течение от 2 до 5 ч в вакууме от 10-3 до 10-4 мм рт.ст., затем вакуумным ионно-плазменным, или электронно-лучевым, или магнетронным методом наносят второй жаростойкий слой толщиной от 8 до 60 мкм состава Cr - от 18 до 30%, Al - от 5 до 13%, Y - от 0,2 до 0,65%, Ni - остальное, вновь подвергают отжигу в вакууме от 10-3 до 10-4 мм рт.ст., при температуре 930-960°С в течение от 2 до 5 ч, затем газотермическим методом наносят дополнительный подслой толщиной от 5 до 20 мкм состава Cr - от 18 до 30%, Al - от 5 до 13%, Y - от 0,2 до 0,65%, Ni - остальное.
3. Способ по п.1, отличающийся тем, что жаростойкое покрытие наносят толщиной от 10 до 70 мкм ионно-плазменным методом и/или электронно-лучевым испарением и конденсацией в вакууме, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0 до 12,0%, Y - от 1,0 до 2,0%, Al - остальное, либо сплав состава: Cr - от 18 до 34%, Al - от 3 до 16%, Y - от 0,2 до 0,7%, Ni - остальное или состава: Cr - от 18 до 34%, Al - от 3 до 16%, Y - от 0,2 до 0,7%, Со - от 16 до 30%, Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, N, Si или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляет от 3 до 1000.
4. Способ по п.1, отличающийся тем, что формирование жаростойкого покрытия осуществляют путем нанесения газотермическим методом жаростойкого слоя толщиной от 6 до 80 мкм.
5. Способ по п.4, отличающийся тем, что в качестве газотермического метода используют плазменное напыление, а в качестве жаростойкого материала используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0 до 12,0%, Y - от 1,0 до 2,0%, Al - остальное, либо сплав состава: Cr - от 18 до 34%, Al - от 3 до 16%, Y - от 0,2 до 0,7%, Ni - остальное или состава: Cr - от 18 до 34%, Al - от 3 до 16%, Y - от 0,2 до 0,7%, Со - от 16 до 30%, Ni - остальное.
6. Способ по любому из пп.1-5, отличающийся тем, что перед нанесением жаростойкого покрытия проводят ионно-имплантационную обработку поверхности лопатки ионами, выбранными из следующих элементов: Nb, Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием при энергии ионов от 0,2 до 30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
7. Способ по любому из пп.1-5, отличающийся тем, что керамический слой состава: Y2O3 - 5…9 вес.%, ZrO2 - остальное, наносят толщиной от 10 до 300 мкм, а нанесение слоя керамического материала осуществляют газотермическим, и/или ионно-плазменным, и/или магнетронным методами и/или электронно-лучевым испарением и конденсацией в вакууме.
8. Способ по любому из пп.1, 3-5, отличающийся тем, что лопатку с нанесенными слоями покрытия подвергают отжигу при температуре от 800°С до 1050°С в течение от 2 до 5 ч в вакууме не хуже от 10-3 мм рт.ст.
9. Способ по п.6, отличающийся тем, что лопатку с нанесенными слоями покрытия подвергают отжигу при температуре от 800°С до 1050°С в течение от 2 до 5 ч в вакууме не хуже от 10-3 мм рт.ст.
10. Способ по п.7, отличающийся тем, что лопатку с нанесенными слоями покрытия подвергают отжигу при температуре от 800°С до 1050°С в течение от 2 до 5 ч в вакууме не хуже от 10-3 мм рт.ст.
11. Способ по любому из пп.1-5, 9, 10, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой или слои из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 3,0 мкм.
12. Способ по п.6, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 3,0 мкм.
13. Способ по п.7, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 3,0 мкм.
14. Способ по п.8, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 3,0 мкм.
15. Способ по любому из пп.1-5, 9, 10, 12-14, отличающийся тем, что перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 2,0 мкм.
16. Способ по п.6, отличающийся тем, что перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 2,0 мкм.
17. Способ по п.7, отличающийся тем, что перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 2,0 мкм.
18. Способ по п.8, отличающийся тем, что перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 2,0 мкм.
19. Способ по любому из пп.1-5, отличающийся тем, что перед нанесением жаростойкого слоя поверхность лопатки подвергают электролитно-плазменной полировке.
20. Способ по п.6, отличающийся тем, что перед ионно-имплантационной обработкой поверхность лопатки подвергают электролитно-плазменной полировке.
21. Способ по п.11, отличающийся тем, что перед нанесением слоев из Та, Nb, Pt, Cr или их сочетания поверхность лопатки подвергают электролитно-плазменной полировке.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЗДАЮЩЕГО ТЕРМИЧЕСКИЙ БАРЬЕР ПОКРЫТИЯ | 2003 |
|
RU2325467C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2228387C2 |
| Устройство для правки и контроля колес | 1976 |
|
SU605196A1 |
| US 5876860 A, 02.03.1999. | |||

