Изобретение относится к области машиностроения, а именно к способам получения комбинированных покрытий, обеспечивающих защиту от атмосферной, в том числе и морской коррозии стальных деталей.
Основными способами получения защитных покрытий для стальных деталей являются цинкование и кадмирование, которые используются в сочетании с хроматированием, фосфатированием и нанесением лакокрасочных покрытий (ЛКП) [1].
С точки зрения защитных свойств в морской атмосфере кадмиевое покрытие имеет преимущество перед цинковым. Однако соединения кадмия обладают высокой токсичностью, канцерогенным и мутагенным действием, чрезвычайно опасны для биосферы. Поэтому возникает необходимость замены кадмиевого покрытия. В мировой практике для замены кадмиевого покрытия рекомендуются цинковые покрытия и сплавы на основе цинка (цинк-никель, цинк-кобальт, цинк-железо, цинк-олово) в сочетании с дополнительной обработкой [2-6].
По защитным свойствам такие покрытия приближаются к кадмиевым. Однако технологически нанесение таких покрытий сложно, так как требует поддержания определенной концентрации легирующего компонента в покрытии. При увеличении содержания легирующего компонента покрытие может стать катодным по отношению к стали и провоцировать коррозию стали в порах покрытия. Сохранение анодного характера защиты стальных деталей возможно при определенном содержании легирующего компонента в покрытии.
Следует отметить еще одну технологическую трудность при нанесении покрытий сплавами цинка. Это - возможность контактного вытеснения легирующих компонентов на цинковых анодах, что приводит к необходимости частых корректировок электролитов.
Таким образом, известные способы получения защитных покрытий сложны и не дают устойчивых положительных результатов.
В качестве прототипа выбран наиболее близкий по технической сущности и достигаемому результату способ защиты стальных деталей. При использовании этого способа детали обезжиривают химическим или электрохимическим методом в фосфатно-щелочном растворе следующего состава, г/л:
Тринатрийфосфат - 30 - 70
Углекислый натрий - 20-25
Едкий натр - 5-15
Жидкое стекло - 10 - 20
Режим электрохимического обезжиривания: температура раствора 50-70oC, плотность тока 3-10 А/дм2, время обезжиривания до 10 мин. Детали завешивают в ванну в качестве катода, а в конце процесса на 30 с переключают на анод.
Режим химического обезжиривания: температура раствора 60-90oC, время - до полного обезжиривания.
После обезжиривания детали активируют в растворе серной или соляной кислоты (50-100 г/л) в течение 1-2 мин. Далее детали подвергают электролитическому цинкованию в щелочном цинкатном растворе состава г/л:
Оксид цинка - 10 - 15
Едкий натр - 80 - 150
ПАВ из класса полимерных тетраалкиламмониевых солей - 3- 4 мл/л
Режим цинкования: температура 18-25oC, катодная плотность тока 1-3 А/дм2.
Оцинкованные детали фосфатируют в растворе состава, г/л:
Барий азотнокислый - 30-40
Цинк азотнокислый - 20 - 10
Монофосфат цинка - 8-12
Фосфатирование осуществляют по режиму: температура 80-85oC, время 5-10 мин. После фосфатирования детали обрабатывают в растворе хроматов состава, г/л:
Бихромат натрия - 80 - 100
Режим: температура 50-80oC, время обработки 5-10 мин [7].
Описанный способ технически прост, исключает применение токсичных кадмиевых соединений, однако защитные свойства полученного покрытия существенно ниже защитных свойств кадмиевого покрытия. В связи с недостаточными защитными свойствами цинкового покрытия его нельзя использовать для замены кадмиевого покрытия.
Технической задачей предлагаемого изобретения является разработка способа получения на стальных деталях покрытия, обладающего повышенными защитными свойствами и более высокой коррозионной стойкостью по сравнению с цинковым покрытием из нетоксичных электролитов.
Для решения поставленной задачи разработан способ получения комбинированного покрытия для защиты от коррозии стальных деталей, включающий обезжиривание в фосфатно-щелочном растворе, активирование в растворах кислот, нанесение цинкового покрытия из электролита, содержащего (г/л): оксид цинка 10-15, едкий натр 80-150, поверхностно-активное вещество из класса полимерных тетраалкиламмониевых солей 3-4 мл/л, фосфатирование в растворе, содержащем нитраты бария и цинка, монофосфат цинка, и обработку в растворе хроматов, отличающийся тем, что в электролит цинкования дополнительно вводят комплексное соединение олова с многоосновной органической кислотой: выбранной из группы - щавелевая, лимонная, винная в количестве 5-50 г/л, а в раствор фосфатирования дополнительно вводят поверхностно-активное вещество - смесь натриевых солей сернокислых эфиров вторичных спиртов, содержащих 6-16 атомов углерода.
Предлагаемый способ отличается тем, что нанесение цинкового покрытия из электролита осуществляют при катодной плотности тока 1-3 А/дм2 и температуре электролита 18 - 25oC.
В предлагаемом способе фосфатирование проводится в растворе состава, г/л:
Барий азотнокислый - 45-60
Цинк азотнокислый - 30-15
Монофосфат цинка - 12-18
ПАВ - смесь натриевых солей сернокислых эфиров вторичных спиртов, содержащих 6-16 атомов углерода
1-2 мл/л при следующем режиме: температура раствора 75-85oC; время 5-10 мин.
В предлагаемом изобретении используется комбинированное покрытие, включающее цинковое покрытие, модифицированное незначительным количеством олова (по данным химического анализа, содержание олова в покрытии колеблется в пределах 0,01-1%), в сочетании с дополнительным фосфатным покрытием. Только применение сочетания обоих видов покрытий обеспечивает необходимые защитные свойства комбинированного покрытия.
Предлагаемое электролитическое покрытие обеспечивает анодный характер защиты стальных деталей в течение длительного времени и поэтому обладает высокими защитными свойствами.
Кроме того, состав цинковых покрытий, модифицированных оловом, практически не зависит от режима осаждения.
Разработанный способ получения комбинированного покрытия обеспечивает существенное повышение его защитных свойств по сравнению с фосфатированным цинковым покрытием при исключении токсичных соединений кадмия.
Улучшение защитных свойств покрытия получено за счет введения в щелочной цинкатный электролит комплексного соединения олова с многоосновными органическими кислотами и формирования более совершенных фосфатных пленок на поверхности полученного электролитического покрытия в модифицированном растворе фосфатирования, что достигается за счет увеличения концентрации компонентов раствора и за счет введения ПАВ - смеси натриевых солей сернокислых эфиров вторичных спиртов, содержащих 6-16 атомов углерода.
Следует также отметить, что введение комплексного соединения олова в электролит позволяет существенно снизить скорость контактного обмена и избежать контактного вытеснения олова на цинковых анодах, что позволяет избежать частых корректировок электролита.
Последующее фосфатирование способствует улучшению защитных свойств электролитических цинковых покрытий. На цинковом покрытии, модифицированном оловом, получены более совершенные мелкокристаллические равномерные фосфатные покрытия с повышенными защитными свойствами, что подтверждено коррозионными испытаниями. После фосфатирования проводится обработка в растворе хроматов для улучшения защитных свойств покрытия.
Пример осуществления
Образцы из стали 30ХГСА обезжиривали химическим или электрохимическим методом в фосфатно-щелочном растворе следующего состава г/л:
Тринатрийфосфат - 50
Углекислый натрий - 20
Едкий натр - 10
Жидкое стекло - 15
Режим электрохимического обезжиривания: температура раствора 60oC, плотность тока 5 А/дм2, время обезжиривания 5 мин. Образцы завешивали в ванну в качестве катода, а в конце процесса на 30 с переключали на анод.
Режим химического обезжиривания: температура раствора 75oC, время 10 мин.
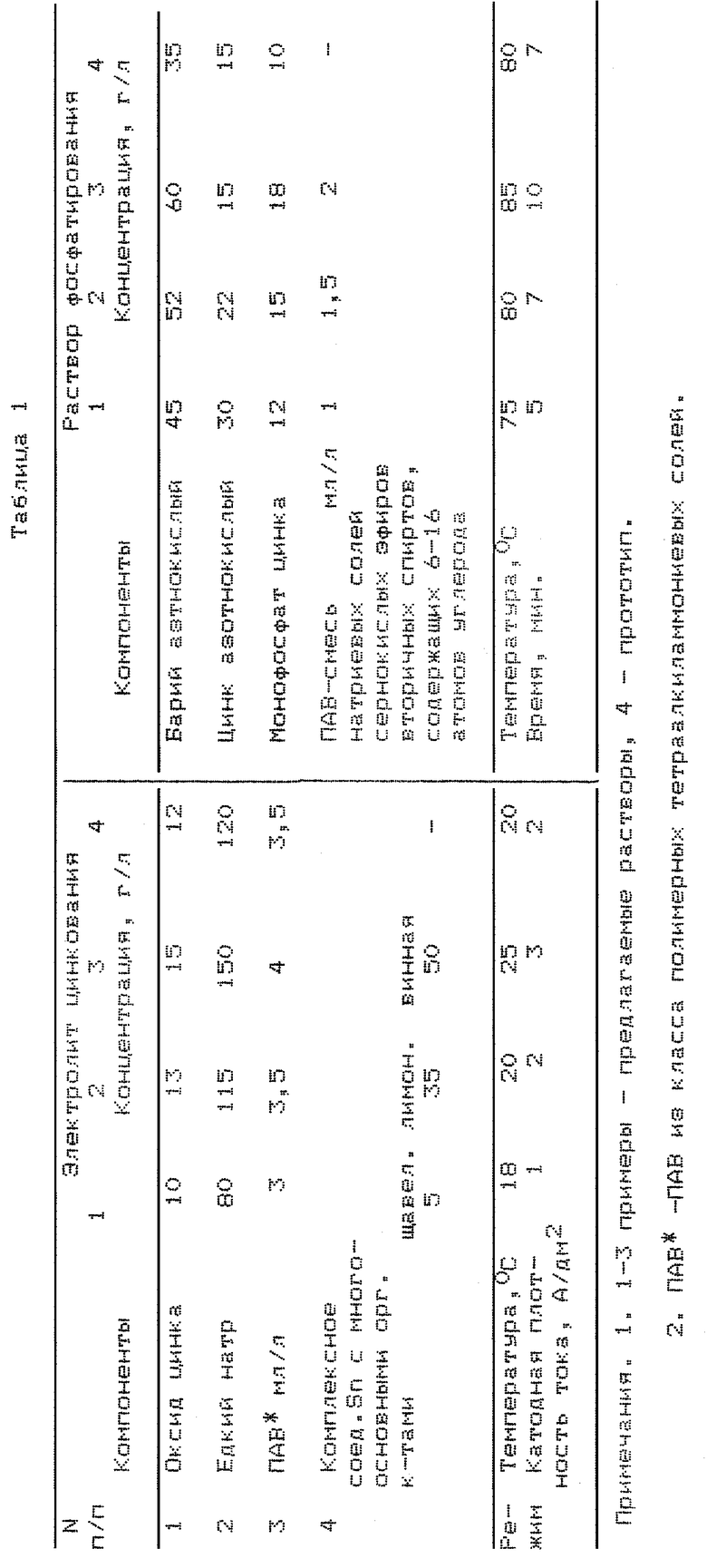
Обезжиренные образцы активировали в растворах, содержащих соляную или серную кислоту в концентрации 75 г/л, в течение 2 мин, а затем подвергали электролитическому цинкованию и фосфатированию в растворах и по режимам, приведенным в табл. 1.
Фосфатированные образцы обрабатывали в растворе хроматов. В случае необходимости возможно дополнительно наносить лакокрасочные покрытия. В табл. 2 приведены результаты по защитным свойствам и коррозионной стойкости комбинированного покрытия.
В электролитах (табл. 1) по прототипу (4) и предлагаемому изобретению (1-3) получены цинковое и модифицированное оловом цинковое покрытия удовлетворительного качества (мелкокристаллические полублестящие). Полученные покрытия могут служить основой для последующего осаждения фосфатного покрытия. Мелкокристаллические равномерные фосфатные покрытия с повышенными защитными свойствами получены на модифицированном оловом цинковом покрытии при использовании предлагаемых растворов фосфатирования 1-3. После фосфатирования образцы обрабатывали в растворе хроматов.
В табл. 2 приведены сравнительные результаты коррозионных испытаний покрытий, полученных по предлагаемому способу, прототипу и аналогу. Испытания проводили в камере солевого тумана, толщина электролитических покрытий составляла 6 мкм. Как видно из данных табл.2, покрытие на основе цинка, полученное по способу, который выбран в качестве прототипа, обладает более низкой коррозионной стойкостью и защитными свойствами по сравнению с кадмиевым покрытием, нанесенным по способу, выбранному в качестве аналога, и покрытием, полученным по предлагаемому способу. Появление первых продуктов коррозии, которое характеризует коррозионную стойкость покрытия, на комбинированном цинковом покрытии обнаружено через 26 ч, тогда как появление первых продуктов коррозии стали, которое свидетельствует о защитных свойствах покрытия, обнаружено через 138 ч. Для кадмиевого покрытия в сочетании с фосфатным появление первых продуктов коррозии покрытия наблюдалось через 106 ч, а на стали коррозия отсутствует в течение всего времени испытаний (240 ч). Для покрытия, полученного по предлагаемому способу, появление первых продуктов коррозии покрытия обнаружено через 138 часов, а коррозия стали не наблюдалась в течение всего времени испытаний. Полученные данные свидетельствуют о более высоких коррозионной стойкости и защитных свойствах покрытия, полученного по предлагаемому способу.
Таким образом, применение предлагаемого способа позволяет заменить токсичное кадмиевое покрытие и получить покрытие для защиты стальных деталей от коррозии с повышенными защитными свойствами и коррозионной стойкостью. Предлагаемый способ может найти применение в авиационной и других отраслях промышленности.
Литература
1. Гальванические покрытия в машиностроении. Справочник, т. 1. - М. - Машиностроение. - 1985. - Стр. 37.
2. Galvanotechnik 1993. - 84, N 7. - S. 2293.
3. Galvanotechnik 1994. - 85, N 7. - S. 2195-2209.
4. Технологическая инструкция. Осаждение покрытия цинк-кобальт из щелочных электролитов Лимеда А 1-К. Вильнюс. - 1990.
5. А.С. СССР N 1294878, МКИ C 25 D 3/60. БИ N 9. - 1987.
6. А.С. СССР N 1808883, МКИ C 25 D 3/56. БИ N 14. - 1993.
7. Гальванические покрытия в машиностроении. Справочник, т. 1, 2. - М. - Машиностроение. - 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2606364C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2718794C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЗАЩИТНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ДЕТАЛИ | 2010 |
|
RU2427671C1 |
| ЭЛЕКТРОЛИТ ЦИНКОВАНИЯ | 2005 |
|
RU2301289C1 |
| ЭЛЕКТРОЛИТ КАДМИРОВАНИЯ И СПОСОБ НАНЕСЕНИЯ КАДМИЕВЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2008 |
|
RU2353713C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗДЕЛИИ ИЗ МАГНИЕВОГО СПЛАВА | 2001 |
|
RU2207400C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ ЦИНКА | 2000 |
|
RU2169798C1 |
| СПОСОБ ФОСФАТИРОВАНИЯ ПОВЕРХНОСТИ ТИТАНОВОГО СПЛАВА | 2005 |
|
RU2299268C1 |
| РАСТВОР ДЛЯ ОБРАБОТКИ МАГНИТНЫХ СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2089677C1 |

Изобретение относится к области машиностроения, а именно к способам получения покрытий для защиты от коррозии стальных деталей. Предлагаемый способ включает следующие операции: обезжиривание детали, активирование в растворах кислот, нанесение на нее цинкового покрытия в щелочном цинкатном электролите, содержащем комплексное соединение олова с многоосновными органическими кислотами, фосфатирование в растворе, содержащем нитраты цинка, бария, монофосфат цинка и поверхностно-активное вещество - смесь натриевых солей сернокислых эфиров вторичных спиртов, содержащих 6-16 атомов углерода, обработку в растворе хроматов. Технический результат: разработка способа получения покрытия, обладающего повышенными защитными свойствами и более высокой коррозионной стойкостью по сравнению с цинковым покрытием, из нетоксичных электролитов. 2 з.п. ф-лы, 2 табл.
Барий азотнокислый - 45 - 60
Цинк азотнокислый - 15 - 30
Монофосфат цинка - 12 - 18
Поверхностно-активное вещество - смесь натриевых солей сернокислых эфиров вторичных спиртов, содержащих 6-16 атомов углерода - 1-2 мл/лл

