Настоящее изобретение относится к способу изготовления радиального кольцевого уплотнения, выполняемого из покрываемого эластомером листа из пружинной стали и имеющего в разрезе волнистую форму по меньшей мере с одним обращенным внутрь этого кольцевого уплотнения выпуклым участком и по меньшей мере с одним обращенным в противоположном направлении наружу выпуклым участком, служащими для контактирования с уплотняемыми деталями.
Радиальное кольцевое уплотнение, которое имеет в разрезе волнистую, соответственно S-образную форму, описано в патенте US 4854600. При этом такое радиальное кольцевое уплотнение предназначено для работы в условиях высоких температуры и давления. Однако, поскольку описанное в патенте US 4854600 радиальное кольцевое уплотнение выполнено только из металла, оно не обеспечивает абсолютно газонепроницаемого уплотнения зазоров между уплотняемыми деталями. Помимо этого, известное радиальное кольцевое уплотнение имеет в разрезе явно выраженную S-образную форму, и поэтому его изготовление связано со сравнительно высокими издержками.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать более экономичный способ изготовления радиального кольцевого уплотнения, которое обеспечивало бы более эффективное уплотнение уплотняемых деталей, имело бы менее сложную форму и обладало бы высокой функциональной надежностью.
Указанная задача решается с помощью способа изготовления радиального кольцевого уплотнения, выполняемого из покрываемого эластомером листа из пружинной стали и имеющего в разрезе волнистую форму по меньшей мере с одним обращенным внутрь этого кольцевого уплотнения выпуклым участком и по меньшей мере с одним обращенным в противоположном направлении наружу выпуклым участком, служащими для контактирования с уплотняемыми деталями. Этот способ заключается в том, что не подвергнутому улучшению листу из пружинной стали придают форму, соответствующую профилю кольцевого уплотнения в разрезе, профилированный лист из пружинной стали сгибают в кольцо в соответствии с заданным диаметром кольцевого уплотнения, концы согнутого в кольцо листа из пружинной стали сваривают встык, материал кольцевого уплотнения из листа из пружинной стали подвергают улучшению и на кольцевое уплотнение из листа из пружинной стали наносят покрытие из эластомерного материала.
Изготовленное предлагаемым способом радиальное кольцевое уплотнение обеспечивает исключительно высокую надежность при сборке, т.е. исключается повреждение кольцевого уплотнения при его установке, а также при соединении взаимно уплотняемых деталей.
Помимо этого, поскольку радиальное кольцевое уплотнение имеет в разрезе "волнистую" форму и его изготавливают согласно изобретению из покрываемого эластомером листа пружинной стали, такое уплотнение обеспечивает более эффективное по сравнению с известными решениями уплотнение соединяемых деталей. При этом предлагаемый в изобретении способ изготовления радиального кольцевого уплотнения является менее трудоемким и связан с меньшими издержками по сравнению с технологией изготовления известного из US 4854600 уплотнения.
В качестве уплотняющих поверхностей на уплотняемых деталях служат простые, выполненные на прилегающих друг к другу концах кольцевые уступы. Радиальная фиксация осуществляется по закрытым концам взаимно охватывающих, соответственно охватываемых радиальных участков кольцевых уступов герметично соединяемых друг с другом деталей.
Изготовленное предлагаемым способом уплотнение позволяет также центрировать детали, герметично соединяемые друг с другом.
Ниже изобретение более подробно поясняется на примере одного из вариантов его выполнения со ссылкой на прилагаемый чертеж, на котором в разрезе показана часть корпуса с отверстием, закрытым запорным элементом.
Отверстие в корпусе 1 герметично закрыто запорным элементом 2 с прокладкой в виде радиального кольцевого уплотнения 3.
Кольцевое уплотнение 3 выполнено из имеющего в разрезе примерно S-образную или волнистую форму листа из пружинной стали, который согнут в кольцо в соответствии с заданным диаметром кольцевого уплотнения и концы которого сварены встык. На лист из пружинной стали нанесено покрытие из эластомера. Способ изготовления кольцевого уплотнения 3 состоит в следующем. Сначала не подвергнутому улучшению листу из пружинной стали придают форму, соответствующую профилю кольцевого уплотнения 3 в разрезе. Затем профилированный лист из пружинной стали сгибают в кольцо в соответствии с заданным диаметром кольцевого уплотнения. После этого концы согнутого в кольцо листа из пружинной стали сваривают встык. Далее материал кольцевого уплотнения из листа из пружинной стали подвергают улучшению и на кольцевое уплотнение из листа из пружинной стали наносят покрытие из эластомерного материала. Наносить такое покрытие на сформированное кольцевое уплотнение 3 можно, например, погружением в расплав эластомера, распылением или электростатическим путем.
В изготовленном таким способом кольцевом уплотнении 3 благодаря его примерно S-образной в разрезе форме обращенный радиально внутрь выпуклый участок 4 плотно и с предварительным натягом прилегает к радиальной уплотняющей поверхности кольцевого ступенчатого участка 6 запорного элемента 2, а обращенный радиально наружу выпуклый участок 5 также плотно и с предварительным натягом прилегает к уплотняющей поверхности кольцевого ступенчатого участка 7.
Осевая длина кольцевого ступенчатого участка 7 корпуса превышает ширину кольцевого уплотнения 3. Когда кольцевое уплотнение 3 при нахождении запорного элемента 2 в положении, в котором оно выполняет свою уплотнительную функцию, располагается в отверстии корпуса 1 на закрытом в осевом направлении концевом участке его кольцевого ступенчатого участка 7, осевой концевой участок, находящийся на открытом в осевом направлении конце этого кольцевого ступенчатого участка 7, может быть использован для радиального центрирования относительно кольцевой поверхности 8 запорного элемента 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1991 |
|
RU2047034C1 |
| КЛАПАННАЯ ФОРСУНКА ДЛЯ ВПРЫСКИВАНИЯ ТОПЛИВА | 2001 |
|
RU2270930C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ГИДРОЦИЛИНДРОМ | 1991 |
|
RU2082024C1 |
| КЛАПАН С ЭЛЕКТРОМАГНИТНЫМ УПРАВЛЕНИЕМ, В ЧАСТНОСТИ ТОПЛИВНАЯ ФОРСУНКА | 1996 |
|
RU2160378C2 |
| КЛАПАН С ЭЛЕКТРОМАГНИТНЫМ ПРИВОДОМ | 1997 |
|
RU2177075C2 |
| ТОПЛИВНЫЙ ИНЖЕКТОР С УРАВНОВЕШЕННЫМ ПО ДАВЛЕНИЮ УПРАВЛЯЮЩИМ КЛАПАНОМ | 2007 |
|
RU2451821C2 |
| КЛАПАННАЯ ФОРСУНКА ДЛЯ ВПРЫСКИВАНИЯ ТОПЛИВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2177074C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИВОД | 1999 |
|
RU2228477C2 |
| СПОСОБ ВЫПРЯМЛЕНИЯ ПРОДОЛГОВАТОЙ ДЕТАЛИ | 2009 |
|
RU2492955C2 |
| ТОПЛИВНАЯ ФОРСУНКА | 2009 |
|
RU2550296C2 |
Изобретение относится к уплотнительной технике. Радиальное кольцевое уплотнение выполнено из покрытого эластомером листа из пружинной стали и имеет в разрезе волнистую форму по меньшей мере с одним обращенным внутрь кольцевого уплотнения выпуклым участком и по меньшей мере с одним обращенным в противоположном направлении наружу выпуклым участком, служащими для контактирования с уплотняемыми деталями. Не подвергнутому улучшению листу из пружинной стали придают форму кольцевого уплотнения в разрезе. Лист сгибают в кольцо. Концы листа сваривают встык. Материал кольцевого уплотнения подвергают улучшению и на уплотнение наносят покрытие из эластомерного материала. Изобретение позволяет повысить надежность уплотнения. 1 з.п. ф-лы, 1 ил.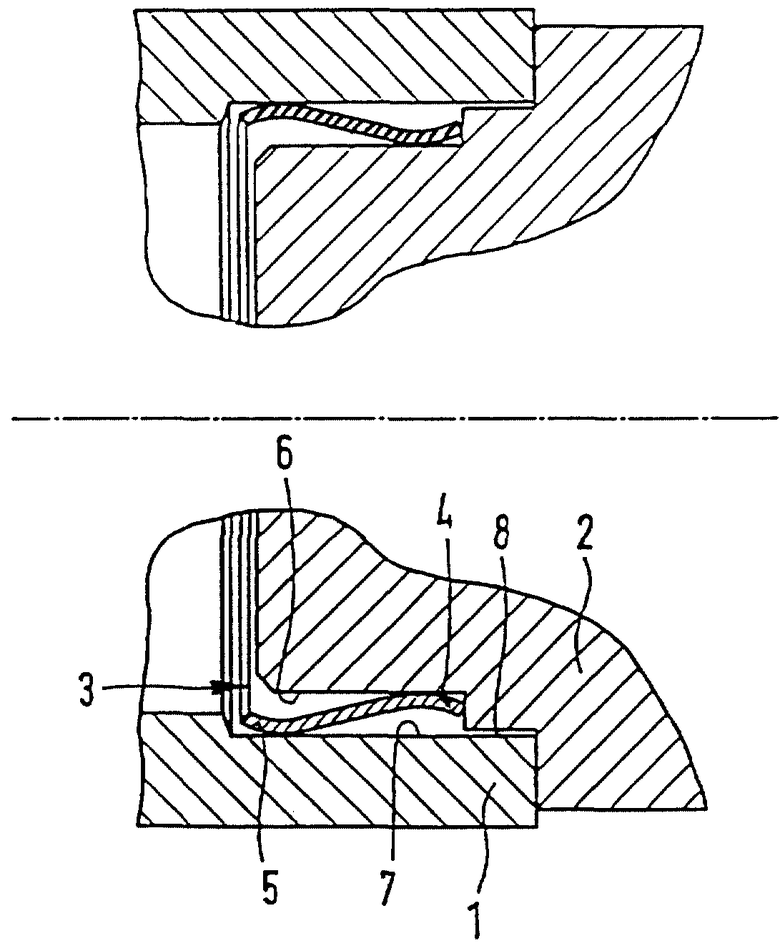
| US 4845600 А, 08.08.1989 | |||
| ЛЕКАРСТВЕННОЕ СРЕДСТВО ПРОТИВОМИКРОБНОГО ДЕЙСТВИЯ, СПОСОБ ПОЛУЧЕНИЯ ЛЕКАРСТВЕННОГО ПРЕПАРАТА НАПРАВЛЕННОГО ДЕЙСТВИЯ, СОДЕРЖАЩЕГО НАНОЧАСТИЦЫ | 2007 |
|
RU2327459C1 |
| US 3490777 А, 20.01.1970 | |||
| Уплотнитель разъемного соединения | 1985 |
|
SU1310571A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА УПЛОТНЕНИЯ НЕОДНОРОДНОГО ГЛИНИСТОГО ГРУНТА | 1991 |
|
RU2010083C1 |
| ГОЛЬШТЕЙН М.И | |||
| и др | |||
| Специальные стали | |||
| - М.: Металлургия, 1985, с.202 | |||
| Уплотнения и уплотнительная техника: Справочник / Под общей ред | |||
| ГОЛУБЕВА А.И | |||
| и КОНДАКОВА Л.А | |||
| - М.: Машиностроение, 1986, с.147. | |||
