Изобретение относится к способу и к устройству для осуществления этого способа изготовления композитного материала, сформированного путем соединения армирующих волокон, таких как стеклянные волокна, и термопластичного органического материала.
Уже существует ряд способов, позволяющих соединять стеклянные волокна и термопластичный органический материал. Стеклянные волокна могут быть в форме мата непрерывных нитей или отрезков нитей и/или тканей; органический материал может быть в жидкой форме или в твердой форме в виде порошка, пленки, полотна или нитей. Выбор формы, в которой стеклянные волокна и органический материал соединены, зависит от конфигурации изделия, которое следует изготовить, и от свойств, которыми должно обладать это изделие.
Также, если конфигурация изделия относительно проста и если его механические свойства должны быть высокими, то в качестве армирующего средства в большинстве случаев выбирают ткань. Свидетельство на полезную модель FR-2500360 иллюстрирует использование армирующего средства такого типа: изготовленные изделия представляют собой плоские панели или изогнутые изделия, полученные путем горячего прессования наложенных один на другой слоев ткани, например, из стеклянных волокон; термопластичный органический материал, соединенный с тканями из стеклянных нитей, вводится в форме моноволокон. Эти термопластичные нити могут быть нитями основы или нитями утка, или и теми и другими одновременно. Во время горячего прессования эти нити расплавляются и при охлаждении соединяют слои тканей из стеклянных волокон вместе. Композитные ламинаты, изготовленные таким образом, отличаются высоким содержанием армирующих волокон.
Способ производства таких ламинатов не является непрерывным и заключается в наложении ряда слоев ткани один на другой и в последующем нагревании композиции этих слоев под давлением в статическом прессе.
Более поздний по времени патент США-А-5227236 раскрывает усовершенствование способа, описанного выше: это усовершенствование заключается в использовании смешанных или, предпочтительно, соединенных нитей, которые склеены дисперсией или эмульсией термопластичного полимера. Под словами "смешанные нити" следует понимать нити, полученные одновременным соединением и сматыванием армирующих нитей, таких как стеклянные нити, и термопластичных армирующих нитей; под словами "соединенные нити" следует понимать нити, полученные путем соединения и сматывания множества армирующих моноволокон и термопластичных армирующих моноволокон, причем эти моноволокна перед этим были отделены механическими средствами от их исходных нитей. Точка плавления полимера, используемого для склеивания этих нитей, ниже, чем точка плавления органических моноволокон. Склеенные таким образом, эти нити используют в форме тканей. Установлено, что благодаря этому усовершенствованию время, необходимое для изготовления листа путем горячего прессования, сокращается. Однако этот способ также не является непрерывным.
Известно, что для изготовления композитных изделий сложной конфигурации используют процесс армирования, который обладает преимуществом при использовании армирующего средства в форме непрерывной нити, которая может перемещаться вместе с термопластичным органическим материалом под действием давления, создаваемого в процессе горячего прессования.
Способ изготовления такого продукта, который пригоден для горячего прессования, описан, например, в патенте США US-A-4277531 принятом в качестве наиболее близкого аналога данной заявки. В cooтвeтcтвии с этим патентом слой непрерывных стеклянных нитей, на первом этапе, прокалывают на иглопробивной машине для придания связанности, необходимой для последующей обработки; на втором этапе, на производственной линии, два слоя нитей, которые были таким образом проколоты, проводят вдоль параллельных траекторий через устройство для горячего прессования, где они соединяются. Нижняя поверхность нижнего слоя лежит на пленке из термопластичного органического материала; верхняя поверхность верхнего слоя покрыта пленкой такого же рода. Непосредственно перед соединением слоев устройство переводит слой термопластичного материала в жидкое состояние. Эту композицию одновременно нагревают и подвергают прессованию для того, чтобы обеспечить по крайней мере частичное расплавление пленок из органического материала и, после охлаждения, склеивание нитей, из которых состоят эти слои.
Этот способ обладает тем преимуществом, что позволяет осуществлять непрерывное производство полотна композитного материала, который готов к горячему формованию. Однако, хотя продукция, полученная таким образом, легко подвергается горячему формованию, содержание армирующих волокон в конечном изделии остается ограниченным.
Целью настоящего изобретения является создание способа, позволяющего изготавливать непрерывно композитный материал, в котором содержание армирующих волокон выше, чем в материале, который можно изготавливать непрерывно по способу, известному до настоящего времени.
Целью настоящего изобретения является создание способа, позволяющего изготавливать непрерывно композитный материал в форме полотна со скоростью, которая по крайней мере такая же высокая, как скорость, с которой можно осуществлять лучшие непрерывные способы, известные в данной области.
Другой целью настоящего изобретения является создание способа, позволяющего изготавливать непрерывно композитный материал в форме полотна, который сочетает способность к горячему формованию, характерную для материалов, которые содержат в качестве армирующего нетканый материал, с возможностью придавать материалу, получаемому в результате горячего формования, уровень механических свойств, которые характерны для материалов, содержащих в качестве армирующего материала ткань.
Цели настоящего изобретения достигаются с помощью способа изготовления композитных материалов, полученных путем соединения стеклянных нитей и термопластичного органического материала в форме моноволокон, в котором на движущуюся подложку непрерывно укладывают стеклянные нити, из которых по крайней мере 80 мас. % составляют соединенные нити, состоящие из стеклянных моноволокон и моноволокон из термопластичного органического материала, которые тщательно перемешаны, причем количество уложенных стеклянных моноволокон составляет более 40 мас. % общего количества материала, уложенного в форме стеклянных нитей и органического материала, переносят эту композицию из стеклянных нитей и органического материала в ряд зон, где композицию нагревают, прессуют и охлаждают, причем нагревание и/или охлаждение композиции проводят одновременно с прессованием, и разрезают композицию на листы или накатывают ее на вращающийся барабан. При этом подложка представляет собой полосу ткани, изготовленной из стеклянных нитей, из которых по крайней мере часть составляют соединенные нити, состоящие из стеклянных моноволокон и моноволокон из термопластичного органического материала. Кроме того, подложка представляет собой, транспортер. Причем, стеклянные нити и термопластичный органический материал, которые укладывают, находятся исключительно в форме, по крайней мере одной полосы ткани и/или трикотажного полотна, которые сформированы по крайней мере частично из соединенных нитей. Вместе с тем уложенный материал состоит исключительно из штапелированных нитей. А также что уложенный материал состоит исключительно из непрерывных нитей. Наряду с этим, по крайней мере одну полосу ткани и/или трикотажного полотна, которые сформированы по крайней мере частично из соединенных нитей, укладывают на подложку и по крайней мере одно полотно соединенных нитей, штапелированных или непрерывных, также укладывают, это полотно (полотна) вводят в контакт по крайней мере с одной поверхностью упомянутой полосы (полос), и затем композицию, состоящую из полотна (полотен) из нитей и полосы (полос) ткани и/или трикотажного полотна и сформированную таким образом, нагревают и прессуют с двух сторон перед охлаждением и разрезают или накатывают в рулон. Помимо этого, а) полотно из штапелированных соединенных нитей укладывают на движущийся транспортер; b) полосу ткани, сформированной исключительно из соединенных нитей, укладывают на это полотно; с) второе полотно штапелированных соединенных нитей выборочно укладывают на полосу ткани; d) композицию полотно (полотна) - полоса (полосы), сформированную таким образом, подают в первую зону, где эту композицию нагревают, и затем подают во вторую зону, где эту композицию одновременно прессуют и нагревают; е) эту композицию затем передают в третью зону, в которой ее прессуют и охлаждают; f) эту композицию, таким образом охлажденную, разрезают на выходе из третьей зоны. Кроме того, а) первую полосу ткани, сформированную исключительно из соединенных нитей, укладывают на движущийся транспортер; b) полотно из штапелированных соединенных нитей укладывают на эту полосу; с) вторую полосу ткани, сформированной исключительно из соединенных нитей, укладывают на это полотно; d) второе полотно из штапелированных соединенных нитей выборочно укладывают на эту последнюю полосу ткани; е) композицию полотно (полотна) - полоса (полосы), сформированную таким образом, подают в первую зону, где эту композицию нагревают, и затем подают во вторую зону, где эту композицию одновременно прессуют и нагревают; f) эту композицию затем передают в третью зону, в которой ее прессуют и охлаждают; g) эту композицию, таким образом охлажденную, разрезают на выходе из третьей зоны. В дополнение к этому а) первую полосу ткани, сформированной исключительно из соединенных нитей, укладывают на движущийся транспортер; b) одну или множество непрерывных соединенных нитей укладывают на эту полосу; с) вторую полосу ткани, сформированной исключительно из соединенных нитей, укладывают на эту (эти) непрерывную (непрерывные) нить (нити); d) одну или множество непрерывных соединенных нитей или полотно из штапелированных соединенных нитей выборочно укладывают на эту последнюю полосу ткани; е) композицию полотно (полотна) - полоса (полосы), сформированную таким образом, подают в первую зону, где эту композицию нагревают, и затем подают во вторую зону, где эту композицию одновременно прессуют и нагревают; f) эту композицию затем передают в третью зону, в которой ее прессуют и охлаждают; g) эту композицию, таким образом охлажденную, разрезают на выходе из третьей зоны. При этом ширина полотна (полотен) соединенных нитей равна ширине полосы (полос) ткани и/или трикотажного полотна, с которой (которыми) его (их) соединяют, а масса уложенного стекла составляет по крайней мере половину общей массы материала, уложенного на транспортер.
Цели настоящего изобретения достигаются и за счет того, что устройство для осуществления способа в соответствии с пп. 8 и 9 заключается в том, что оно содержит устройство для хранения бобин соединенных нитей, рубочное устройство, питаемое непрерывными нитями, поступающими от бобин, одно или большее количество устройств, обеспечивающих передачу, хранение и распределение штапелированных соединенных нитей в форме полотна (полотен), по крайней мере одно устройство с небольшим барабаном, снабженное двумя шпинделями, несущими по крайней мере два рулона ткани из соединенных нитей, транспортер, на который укладывают штапелированные нити и полосу (полосы) ткани, камеру предварительного нагрева, расположенную в конце транспортера, двухременной пресс, содержащий нагревательные барабаны в начальной части, охлаждающие барабаны в конечной части и, в центральной части - нагревательную зону, после которой следует охлаждающая зона, и автоматическую гильотину. Кроме того, устройство для осуществления способа в соответствии с п. 10 заключается в том, что оно содержит устройство для хранения бобин соединенных нитей, транспортер, на который укладывают соединенные нити в форме полос ткани и непрерывных нитей и, выборочно, штапелированные нити, причем в начале транспортера первое устройство с небольшим барабаном, несущим по крайней мере два рулона ткани, над транспортером одно или большее количество устройств для распределения непрерывных соединенных нитей, далее второе устройство с небольшим барабаном, несущим по крайней мере два рулона ткани, после которого расположено выборочно второе устройство для распределения непрерывных нитей или рубочное устройство и устройство для распределения штапелированных нитей, камеру для предварительного нагрева, расположенную в конце транспортера, двухременной пресс, содержащий нагревательные барабаны в начальной части, охлаждающие барабаны в конечной части и, в центральной части, - нагревательную зону, после которой следует охлаждающая зона, и, наконец, автоматическую гильотину.
Под соединенными нитями следует понимать нити, в которых стеклянные моноволокна и моноволокна из термопластичного органического материала тщательно перемешаны. Эти нити могут быть получены с помощью механических средств, как это описано, например, в патенте США-А-4818318. В соответствии с этим патентом армирующие нити и термопластичные нити подают с соответствующих рулонов и затем моноволокна, из которых эти рулоны состоят, разделяют в форме двух полотен одинаковой ширины. Полотна затем вводят в контакт друг с другом для образования только одного полотна, причем два вида моноволокон перемешивают как можно более равномерно. Все моноволокна, перемешанные таким образом, соединяют в одну нить.
Под соединенными нитями следует также понимать такие нити, которые получают непосредственно в процессе производства термопластичных органических моноволокон и стеклянных моноволокон. Способы, позволяющие изготавливать такие нити, описаны, например, в заявках на патент ЕР-А-0599695 и ЕР-А-0616055. В этих способах моноволокна, полученные путем экструзии и механической вытяжки термопластичного органического материала в расплавленном состоянии, вытягивают в форме полотна и смешивают с пучком или полотном стеклянных моноволокон (или распыляют на этот пучок или это полотно), причем стеклянные моноволокна также подвергают вытяжке. Способом такого рода можно прямо получать нить, внутри которой различные моноволокна смешаны гомогенно.
Под движущейся подложкой следует понимать ленту материала, сформированную из комбинации стеклянных нитей и нитей из термопластичного органического материала, например ленту материала, сформированную из стеклянных нитей, из которых по крайней мере 80 мас. % составляют соединенные нити, как это описано выше.
Под движущейся подложкой следует также понимать транспортер, который несет композицию, состоящую из стеклянных нитей и нитей из органического материала, из одной точки в другую производственной линии.
В соответствии с первым вариантом исполнения способа по настоящему изобретению стеклянные нити и материал, который укладывают непрерывно на подложку, находятся исключительно в форме по крайней мере одной полосы ткани и/или трикотажного полотна, которые сформированы по крайней мере частично из соединенных волокон.
Ткани, используемые в объеме настоящего изобретения, включают соединенные нити, которые могут быть в виде основы или утка, предпочтительно и те и другие одновременно. Аналогично, используемые трикотажные полотна могут состоять частично или полностью из соединенных волокон.
В соответствии со вторым вариантом исполнения настоящего изобретения материал, укладываемый на подложку, находится исключительно в форме штапелированных нитей.
В соответствии с третьим вариантом исполнения настоящего изобретения материал, укладываемый на подложку, находится исключительно в форме непрерывных нитей. Эти нити могут быть уложены в направлении движения подложки или в виде уложенных друг на друга петель.
В соответствии с четвертым вариантом исполнения настоящего изобретения по крайней мере одну полосу ткани и/или трикотажного полотна, которые сформированы по крайней мере частично из соединенных нитей, укладывают на подложку и по крайней мере одно полотно соединенных нитей, штапелированных или непрерывных, также укладывают, это полотно (полотна) вводят в контакт по крайней мере с одной поверхностью упомянутой полосы (полос), и затем композицию, состоящую из полотна (полотен) из нитей и полосы (полос) ткани и/или трикотажного полотна и сформированную таким образом, нагревают и прессуют с двух сторон перед охлаждением и разрезают.
В соответствии с первой альтерантивной формой этого последнего варианта исполнения:
а) полотно из штапелированных соединенных нитей укладывают на движущийся транспортер;
b) полосу ткани, сформированную исключительно из соединенных нитей, укладывают на это полотно;
c) второе полотно штапелированных соединенных нитей выборочно укладывают на полосу ткани;
d) композицию полотно (полотна) - полоса (полосы), сформированную таким образом, подают в первую зону, где эту композицию нагревают и затем подают во вторую зону, где эту композицию одновременно прессуют и нагревают;
e) эту композицию затем передают в третью зону, в которой ее прессуют и охлаждают;
f) эту композицию, таким образом охлажденную, разрезают на выходе из третьей зоны.
В соответствии со второй альтернативной формой этого варианта исполнения:
a) первую полосу ткани, сформированную исключительно из соединенных нитей, укладывают на движущийся транспортер;
b) полотно из штапелированных соединенных нитей укладывают на эту полосу;
c) вторую полосу ткани, сформированную исключительно из соединенных нитей, укладывают на это полотно;
d) второе полотно из штапелированных соединенных нитей выборочно укладывают на эту последнюю полосу ткани;
e) композицию полотно (полотна) - полоса (полосы), сформированную таким образом, подают в первую зону, где эту композицию нагревают, и затем подают во вторую зону, где эту композицию одновременно прессуют и нагревают;
f) эту композицию затем передают в третью зону, в которой ее прессуют и охлаждают;
g) эту композицию, таким образом охлажденную, разрезают на выходе из третьей зоны.
В соответствии с третьей альтернативной формой этого варианта исполнения:
a) первую полосу ткани, сформированную исключительно из соединенных нитей, укладывают на движущийся транспортер;
b) одну или множество непрерывных соединенных нитей укладывают на эту полосу;
c) вторую полосу ткани, сформированную исключительно из соединенных нитей, укладывают на эту (эти) непрерывную (непрерывные) нить (нити);
d) одну или множество непрерывных соединенных нитей или полотно из штапелированных соединенных нитей выборочно укладывают на эту последнюю полосу ткани;
e) композицию полотно (полотна) - полоса (полосы), сформированную таким образом, подают в первую зону, где эту композицию нагревают, и затем подают во вторую зону, где эту композицию одновременно прессуют и нагревают;
f) эту композицию затем передают в третью зону, в которой ее прессуют и охлаждают;
g) эту композицию, таким образом охлажденную, разрезают на выходе из третьей зоны.
В объеме четвертого варианта исполнения настоящего изобретения и его альтернативных форм ширина полотна (полотен) соединенных нитей, которое (которые) укладывают, предпочтительно равна ширине полосы (полос) ткани и/или трикотажного полотна (полотен), с которой (которыми) его (их) соединяют.
Когда полосы ткани и/или трикотажного полотна и полотна штапелированных или непрерывных нитей соединяют, то получают полотна, в которых средняя часть и/или по крайней мере один из поверхностных слоев содержит по крайней мере один слой стеклянных волокон, способный перемещаться в форме во время проведения операции горячего прессования этих полотен.
Когда укладывают полотно штапелированных нитей, его можно получить путем использования распределительного устройства, расположенного у основания питателя-накопителя для предварительной подачи соединенных нитей. Также можно получить это полотно непосредственно из рубочного устройства, в которое непрерывно подают множество ровингов соединенных нитей, подаваемых со множества бобин.
Слой непрерывных соединенных нитей может быть получен путем рассеивания одной или, предпочтительно, большего количества нитей с помощью одного или большего количества устройств, непрерывно питаемых одной или большим количеством нитей, сматываемых с бобин.
Полотна или слои непрерывно укладываемых нитей предпочтительно имеют ту же ширину, что и полосы ткани, которую при этом используют.
В способе по настоящему изобретению ширина стекла, которое укладывают, может составлять по крайней мере половину полной ширины материала, укладываемого на транспортер.
Подробное описание, приведенное ниже, позволит лучше оценить изобретение и его преимущества. Это описание проиллюстрировано рядом чертежей, на которых изображено:
на фиг. 1 - устройство, которое позволяет выполнять первый вариант исполнения настоящего изобретения;
на фиг. 2 - устройство, которое позволяет выполнять второй вариант исполнения настоящего изобретения;
на фиг. 3 - устройство, которое позволяет выполнять третий вариант исполнения настоящего изобретения;
на фиг. 4 - диаграмма, на которой представлены механические характеристики композитных материалов, полученных по известным способам и по способу, соответствующему настоящему изобретению.
Эти различные устройства описаны как примеры, и они не могут ни в какой мере служить ограничениями настоящего изобретения.
На фиг. 1 схематически показана линия для производства композитных листов, которая содержит в начале по крайней мере один многоэтажный шпулярник 10, на котором установлено множество бобин соединенных нитей 11. Нити, сматываемые с этих бобин, направляют и собирают с помощью различных элементов перед входом в рубочное устройство 12. Штапелированные нити собирают и перемещают с помощью транспортера 13 в накопитель 14.
Конденсатор с перфорированным барабаном 15, соединенный трубопроводом 16 с нижней частью накопителя 14, подает штапелированные нити к первой распределительной шахте 17, которые обычно используют в текстильной промышленности.
Эта шахта 17, оснащенная дозирующим устройством, распределяет штапелированные нити в виде первого полотна 18 на движущемся транспортере 19.
За шахтой 17 по ходу продукта и над транспортером 19 установлено устройство с небольшим барабаном 20, снабженное двумя шпинделями, имеющими возможность свободно вращаться и несущими два рулона ткани 21 и 22, изготовленные из соединенных нитей. Полосу ткани 23 сматываю с рулона 21 и укладывают с помощью устройства 24 поверх полотна 18. Когда рулон 21 заканчивается, устройство 20 поворачивается на 180o, для того чтобы продолжить разматывание полосы ткани с рулона 22. Для обеспечения удобства замены рулона между небольшим барабаном 20 и устройством 24 размещен накопитель ткани и механизм, позволяющий центрировать полосу 23 (не показан). Этот механизм показан на фиг. 3, на которой представлена линия для осуществления другого варианта исполнения настоящего изобретения, и его действие описано ниже.
За устройством 20 по ходу процесса размещена вторая шахта 25, также подающая штапелированные нити с помощью конденсатора с перфорированным барабаном 26, соединенным трубой 27 с накопителем 14. Шахта 25, оснащенная дозирующим устройством, распределяет штапелированные нити в виде второго полотна 28 на полосе ткани 23. Это полотно уплотняют с помощью устройства 29, расположенного на выходе этого бункера.
Этот "сэндвич", сформированный из полосы ткани из соединенных нитей, расположенной между полотнами соединенных штапелированных нитей, вводят в камеру предварительного нагрева 30. Эта камера позволяет нагревать "сэндвич" до температуры, более высокой, чем температура плавления термопластичного органического материала, из которого изготовлена часть моноволокон, смешанных со стеклянными моноволокнами. Эта тепловая обработка может быть проведена, например, посредством использования горячего воздуха.
Нагретый таким образом "сэндвич" затем вводят в пресс 31 известного типа, например, такой, как описанный в патенте США-А-4277531.
Этот пресс преимущественно содержит два ремня 32 и 33, приводимых в движение барабанами 34, 35 (в случае первого ремня) и 36 и 37 (в случае второго ремня). Барабаны 34 и 36 нагревают; барабаны 35 и 37 охлаждают. Устройство также содержит между этими двумя парами барабанов две зоны, в которых "сэндвич" прессуют с двух его сторон и транспортируют. В первой зоне 38 средства прессования вносят свою долю в нагревание "сэндвича" до температуры, которая выше, чем температура плавления термопластичного органического материала; во второй зоне 39 средства прессования выполняют охлаждающую функцию, которая дополняется действием барабанов 35 и 37.
Охлажденная, жесткая полоса выходит из пресса 31, и ее разрезают автоматическими гельотинными ножницами 40 на листы 41.
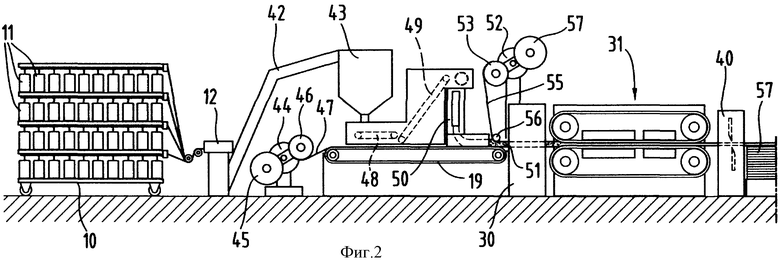
На фиг. 2 схематически показана линия для производства композитных листов в соответствии со вторым вариантом исполнения настоящего изобретения. Как и в предыдущем варианте исполнения, шпулярник 10, на котором установлено множество бобин соединенных нитей 11, расположен в начале линии. Эти нити также подают к рубочному устройству 12. Нити, штапели-руемые этим устройством, собирают и подают транспортером 42 сверху в бункер 43, расположенный над движущимся транспортером 19.
Перед этим транспортером расположено устройство с небольшим барабаном 44, снабженное двумя шпинделями, имеющими возможность свободно вращаться и несущими два рулона ткани 45 и 46, изготовленные из соединенных нитей. Полосу ткани 47 сматывают с рулона 46 и укладывают на транспортер 19. Бункер 43, который позволяет накапливать значительное количество штапелированных нитей для того, чтобы рубочное устройство могло работать без перерывов, используют для подачи посредством транспортеров 48 и 49 штапелированных нитей в распределительную шахту 50. Последняя подает полотно штапелированных нитей 51 на движущийся транспортер 47.
За шахтой 50 по ходу процесса над транспортером установлено второе устройство с небольшим барабаном 52, снабженное двумя шпинделями, имеющими возможность свободно вращаться и несущими два рулона ткани 53 и 54, также изготовленные из соединенных нитей. Полосу ткани 55 сматывают с рулона 53 и укладывают на полотно 51 на выходе из шахты 50 с помощью устройства 56. Как и в случае превого варианта исполнения настоящего изобретения, накопитель ткани и устройство, обеспечивающее центрирование полосы ткани (которое не показано), установлены между небольшим барабаном 44 и начальной частью транспортера 19 и между небольшим барабаном 52 и устройством 56 (см. фиг. 3).
Этот "сэндвич", сформированный из полотна из штапелированных нитей, расположенного между двумя полосами ткани, так же, как и раньше, вводят в камеру предварительного нагрева перед тем, как ввести в пресс 31, идентичный с описанным в контексте с первым вариантом исполнения настоящего изобретения. Жесткую полосу, которая выходит из пресса, разрезают автоматическими гельотинными ножницами 40 на листы 57.
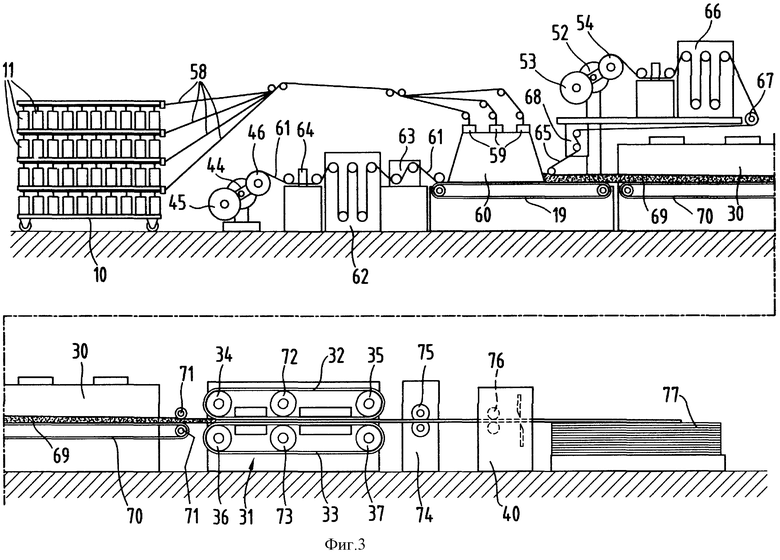
На фиг. 3 схематически показана линия для производства композитных листов в соответствии с третьим вариантом исполнения настоящего изобретения.
Как и в вариантах исполнения, описанных выше, шпулярник 10 на котором установлено множество бобин соединенных нитей 11 расположен в начале линии. Эти нити сматывают с бобин 11 и затем направляют и собирают с помощью различных устройств для образования ровингов 58.
Разматывание этих нитей производят с помощью трех устройств 59, которые в то же самое время являются устройствами для транспортирования и распределения упомянутых ровингов. Эти устройства укрыты в камере 60, установленной над начальной частью транспортера 19.
Эта линия также включает два устройства с небольшими барабанами 44 и 52, несущими рулоны ткани, изготовленные из соединенных нитей, установленные так же, как и в линии, представленной на фиг. 2, перед и после устройства 59 для распределения ровингов.
Первую полосу ткани 61, состоящую из соединенных нитей, сматывают при постоянном натяжении с рулона 46. Полосу подают в компенсатор ткани 62 и затем в поворотную раму 63, оснащенную детекторами кромки, которые позволяют раме устанавливаться точно перед тем, как эта полоса входит в контакт с транспортером 19. Когда рулон 46 заканчивается, небольшой барабан 44 поворачивается так, чтобы установить рулон 45 в положение размотки.
Конец полосы 61 останавливают около устройства 64 на время, требующееся для сшивания с начальным концом полосы с рулона 45. В это время компенсатор 62 осуществляет подачу ткани для питания линии.
Вторую полосу ткани 65, также состоящей из соединенных нитей, укладывают на полотно из ровингов 58, которые были уложены на полосу ткани 61. Эту полосу 65 сматывают при постоянном натяжении с рулона 54; ее подают в компенсатор 66 и затем, после огибания вала 67, подают в поворотную раму 68, оснащенную детекторами кромки, которые позволяют раме устанавливаться точно относительно полосы 61 и полотна из ровингов 58.
"Сэндвич" 69, сформированный из полотна из ровингов 58 и полос 61 и 65, вводят в термокамеру 30, обогреваемую воздухом, на поддерживающей перфорированной и относительно антиадгезионной ленте 70, например, сетке из стеклонитей с покрытием из политетрафторэтилена. При прохождении через эту термокамеру "сэндвич" 69 нагревают до температуры выше температуры плавления термопластичного органического материала. После выхода "сэндвича" из термокамеры его объем уменьшается, так как он несколько уплотняется валами 71.
Как и в предыдущих вариантах исполнения "сэндвич" затем вводят в пресс 31, оснащенный двумя ремнями 32 и 33, в котором его нагревают до температуры, более высокой, чем температура плавления термопластичного органического материала. Между барабанами 34 и 36, которые нагревают, и барабанами 35 и 37, которые охлаждают, этот пресс оснащен парой обогреваемых барабанов 72 и 73. Эти барабаны также прессуют "сэндвич" и способствуют удалению воздуха, который все еще находится в нем.
Охлажденная жесткая полоса выходит из пресса 31 и поступает в устройство 74, оснащенное ножами 75, которые обрезают кромки у этой полосы.
Как и в предыдущих вариантах исполнения, эту полосу разрезают в поперечном направлении гильотинными ножницами 40, управляемыми автоматически выпускными валами 76, настраиваемыми так, чтобы получать листы 77 определенной длины.
В этих примерах исполнения настоящего изобретения любое отдельное устройство может быть заменено другим устройством, которое в целом может выполнять те же функции. Таким образом, пресс 31 может быть заменен каландром, снабженным несколькими парами валов, обеспечивающих постепенное уменьшение температуры "сэндвича", или каландром, состоящим из одной пары нагреваемых валов, за которыми следуют два ремня, обеспечивающих движение и охлаждение этого "сэндвича".
Способ в соответствии с настоящим изобретением и варианты его осуществления, описанные выше, позволяют вырабатывать непрерывно композитные листы, в которых содержание стеклянных нитей может достигать и превосходить 60 мас. %.
Таким образом, для примера, были изготовлены композитные листы при следующих условиях при использовании производственной линии, представленной на фиг. 3.
Использовавшиеся ткани имели двухниточное саржевое переплетение при поверхностной плотности 650 г/м2, включавшее 4 одинаковых уточных и основных ровинга. Эти ровинги содержали 800 стеклянных моноволокон со средним диаметром 17 мкм и 800 моноволокон из полипропилена со средним диаметром 22 мкм. Полотно из штапелированных нитей было сформировано из таких же ровингов.
Первую полосу ткани (61) шириной 1.4 м сматывали и укладывали на транспортер (19), который перемещали со скоростью 2 м/мин.
Рубочное устройство (59), размещенное над транспортером (19), подавало 8 кг/мин штапелированных нитей. Эти штапелированные нити (длина штапеля 38 мм) укладывали на полосу (61) и формировали полотно с поверхностной плотностью 2.8 кг/м2.
Вторую полосу ткани (65) сматывали и укладывали на сформированное таким образом полотно.
"Сэндвич" (69), сформированный таким образом, подавали в термокамеру (30), нагретую до температуры 200oС циркулирующим горячим воздухом. На выходе из термокамеры (30) "сэндвич" (69) подвергли прессованию с помощью двух охлаждаемых водой валов (71). "Сэндвич", толщина которого после этого составляла приблизительно 5 мм, вводили в ременной пресс (31). В первой зоне этого пресса, заключенной между парами обогреваемых барабанов (34, 36 и 72, 73), "сэндвич" нагревали до температуры порядка 230oС. Во второй зоне этого пресса, заключенной между парами барабанов (72, 73 и 35, 37), последнюю из которых охлаждали, "сэндвич" постепенно охлаждали до температуры порядка 30oС. При прохождении через эти две зоны "сэндвич" подвергали прессованию под давлением порядка 1.5 бар. Обрезали кромки выходившего из пресса (31) плоского материала, толщина которого составляла приблизительно 3 мм, и затем разрезали на листы. Поверхностная плотность материала составляла приблизительно 4.2 кг/м2.
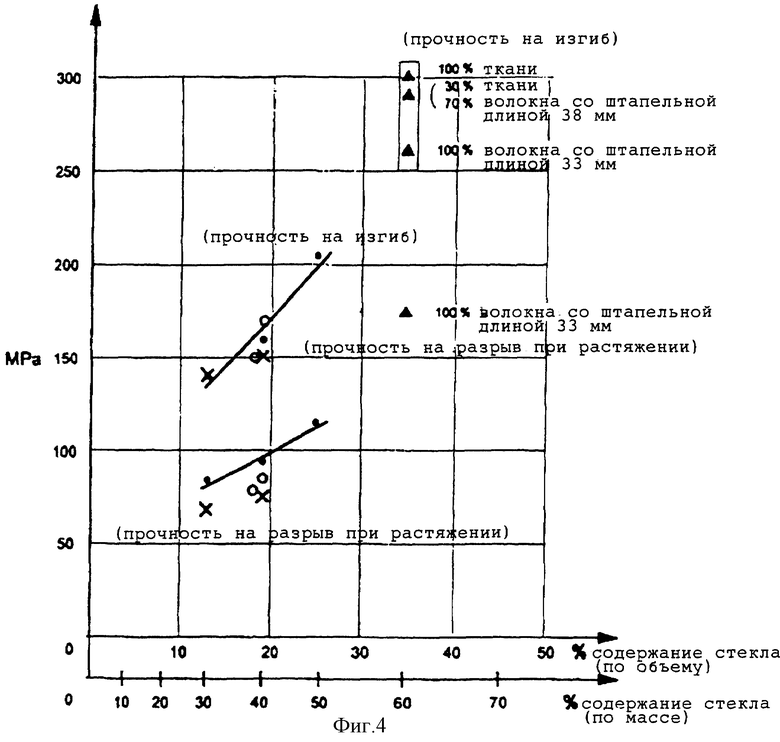
На диаграмме, представленной на фиг. 4, по ординате показаны величины разрывной прочности и сопротивления изгибу (МРа) различных изделий из стеклополипропиленовых композитов, содержание в которых стеклонитей, выраженное в процентах по массе и по объему, показано по абсциссе.
Материалы, содержание стекла в которых составляет максимальную величину, равную 50 мас. %, были изготовлены в условиях непрерывного производственного процесса в соответствии с ранее известным способом; те, в которых содержание стекла было равно 60 мас. %, были получены по способу, соответствующему настоящему изобретению.
Непрерывный производственный процесс, соответствующий ранее известному способу, заключался в соединении стеклянных нитей и полипропиленовых пленок путем нагревания и прессования.
В конечном продукте эти стеклянные нити могли быть представлены в форме настила из штапелированных нитей (на диаграмме обозначены знаком "х") или в форме настила из непрерывных нитей (на диаграмме обозначены знаками "о", ". ").
Величины разрывной прочности изделий, полученных в соответствии с настоящим изобретением (надписи в скобках), относятся как к материалам, изготовленным только из тканей, которые, в свою очередь, состоят исключительно из соединенных нитей, так и к материалам, изготовленным только из штапелированных соединенных нитей (С33 - длина 33 мм), и к смешанным материалам, таким как тот, изготовление которого было описано выше в качестве примера (30% тканей, 70% нитей С38).
Независимо от того, что способ, соответствующий настоящему изобретению, позволяет получать в непрерывном процессе композитные материалы, в которых содержание стекла выше, чем в материалах, полученных в соответствии с известными способами, экстраполяция прямых линий, проходящих через значения величин прочности известных материалов, показывает, что прочность материалов, полученных в соответствии с настоящим изобретением, по крайней мере равна или даже превосходит прочность, которую правомерно ожидать просто как результат увеличения содержания стекла. Это показывает, что способность смачивания стеклянных нитей термопластичным органическим материалом достигает исключительного уровня.
Материалы, полученные по способу, соответствующему настоящему изобретению, особенно хорошо подходят для изготовления с использованием горячего формования или штамповки изделий сложной формы, таких как, например, очень многочисленные сложные компоненты, составляющие часть дизайна и производства автомобилей. В этом аспекте смешанные материалы, содержащие ткани и штапелированные нити или непрерывные нити, одновременно сочетают хорошее распределение армирующих свойств в формованном изделии сложной формы и высокий уровень механических свойств, которые требуются для изготавливаемого изделия.
Изобретение относится к производству композитных материалов, которое заключается в непрерывной укладке на движущееся средство стеклянных нитей, из которых по крайней мере 80 мас. % составляют соединенные нити, состоящие из стеклянных моноволокон и моноволокон из термопластичного органического материала, которые тщательно перемешаны, причем количество уложенных стеклянных волокон составляет более 40 мас. % общего количества материала, уложенного в форме стеклянных нитей, и органического материала, переносе этой композиции из стеклянных нитей и органического материала в ряд зон, где эту композицию нагревают, прессуют и охлаждают, причем нагревание и/или охлаждение этой композиции проводят одновременно с прессованием, разрезании этой композиции на листы или накатывании ее на вращающийся барабан. Это позволяет изготавливать композитный материал с высоким содержанием армирующих волокон. 3 с. и 11 з. п. ф-лы, 4 ил.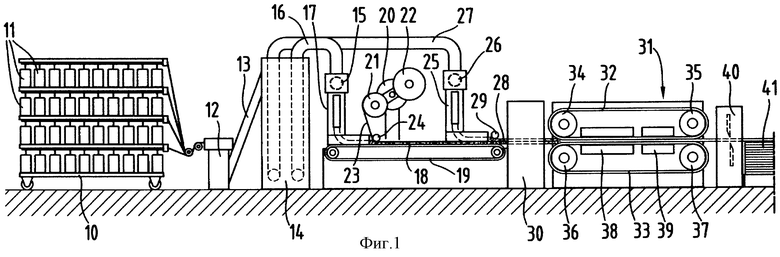
| US 4277531 А, 07.07.1981 | |||
| SU 110235 А, 03.09.1956 | |||
| ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ^АТШТНО-';<:к;:'^HfeiU .0 • '::1^..-, | 0 |
|
SU302420A1 |

