Изобретение относится к способу изготовления волокнистого покрывного материала, в котором в качестве связующего используют волокно из поливинилового спирта (ПВС). Покрывной материал, изготовленный согласно изобретению, может быть применен особенно удачно в качестве покрытия для стен. Для такого применения его можно приклеивать к стенам одной стороной с использованием связующего на водной основе, а на другую его сторону наносить краситель (на водной основе или с органическим растворителем).
Под термином «покрывной материал» здесь понимают нетканый материал, состоящий из полностью диспергированных элементарных нитей. В общем, покрывной материал обладает весом на единицу площади в пределах 10-60 г/м2, а более предпочтительно - 20-40 г/м2, например 30 г/м2.
Непрерывное изготовление покрывного материала включает пропускание слоя из диспергированных элементарных нитей через ряд последовательно расположенных устройств, на каждом из которых нужно производить определенную обработку упомянутых элементарных нитей. После формирования волокнистого слоя на «устройстве для формирования», его затем пропускают через «устройство для нанесения связующего», за которым следует «устройство для тепловой обработки». Слой транспортируют через эти устройства с помощью конвейерных лент и его обычно переносят с одной ленты на другую. При передаче его с одного устройства на другое путем переноса с одной транспортерной ленты на другую, формируемый покрывной материал имеет тенденцию терять свою связанность, в результате чего возникают дефекты в структуре, например весовая неравномерность готового покрывного материала.
Непрерывный способ изготовления согласно изобретению включает следующие этапы:
- этап, на котором штапелированные элементарные нити и штапелированное ПВС волокно диспергируют в технологической воде, после чего следует
- этап, на котором слой формируют на устройстве для формирования путем напуска дисперсии на ткань для формирования, сквозь которое стекает технологическая вода, а элементарные нити и волокно осаждается на ткани, после чего следует
- этап тепловой обработки в устройстве для тепловой обработки.
С помощью изобретения преодолевают недостатки, упомянутые выше. В действительности, когда вводят ПВС волокно в начале процесса, которое служит в качестве связующего в покрывном материале, совсем не обязательно использовать устройство для нанесения связующего, что означает, что покрывной материал должен быть подвергнут меньшему числу переносов с одного конвейера на другой. Кроме того, установлено, что ПВС волокно придает жесткость формируемому слою, вероятно, благодаря тому, что ПВС волокно сообщает различным ингредиентам слоя способность к слипанию и удерживает их вместе. Слой, таким образом, меньше разрушается во время переноса его с одного конвейера на другой.
Для диспергирования в воде элементарные нити должны обладать способностью оставаться в виде отдельных элементов и не группироваться друг с другом при введении их в технологическую воду. Если штапелированные комплексные нити, представляющие собой комплексы элементарных нитей, диспергируют в воде, эти комплексные нити должны обладать способностью разделяться на элементарные волокна при диспергировании их в воде. Под термином «комплексная нить» понимают комплекс прилегающих друг к другу элементарных нитей, составляющих преимущественно 10-2000 элементарных нитей. Таким образом, элементарные нити, преимущественно стеклянные элементарные нити, могут быть введены в технологическую воду в форме комплексных нитей, содержащих преимущественно 10-2000 элементарных нитей.
Элементарные нити, которые можно использовать в рамках настоящего изобретения, обычно содержат стеклянные элементарные нити и преимущественно стеклянные элементарные нити, которые могут быть использованы для диспергирования в форме штапелированных комплексных нитей. Элементарные нити могут быть аппретированы во время изготовления, если это приемлемо для того, чтобы удерживать их в виде комплексных нитей, особенно посредством аппретирующих жидкостей, содержащих органосилан и/или вещество, из которого образуется пленка. Предпочтительно в этом случае элементарные нити не сушить перед диспергированием их в воде, чтобы исключить слипание элементарных нитей между собой, в результате чего ухудшится их диспергирование и разделение на отдельные элементарные нити.
К числу штапелированных элементарных нитей, которые можно использовать в дополнение к стеклянным элементарным нитям, относятся целлюлозные волокна (или «целлюлозные элементарные нити» - синоним) и/или полиэфирные элементарные нити, особенно полиэтилентерефталатные (РЕТ) элементарные нити.
Целлюлозные волокна обычно получают из древесной массы. Эту древесную массу обычно получают из коммерчески поставляемых листов картона, которые размягчают водой. Вода, используемая для размягчения картона, затем служит для транспортирования древесной массы к линии, где готовят дисперсию. Эта смесь воды и древесной массы обычно содержит вполне достаточное количество воды, чтобы транспортировать древесную массу в виде потока. Перед получением дисперсной среды эта смесь древесной массы и воды обычно содержит 70-99 мас.% воды и 1-30 мас.% целлюлозы. Обычно полиэфирные элементарные нити штапелируют, и они имеют штапельную длину в пределах 3-25 мм и диаметр в пределах 7- 20 мкм. В качестве полиэфирных элементарных нитей, которые можно использовать в изобретении, можно упомянуть полиэфирные элементарные нити, поставляемые под маркой ЕР133 компанией Курарей.
В рамках настоящего изобретения преимущественно используют смесь стеклянных элементарных нитей и целлюлозного волокна в виде штапелированных элементарных нитей, когда требуется получить покрывной материал, обладающий высокой разрывной прочностью.
В рамках настоящего изобретения преимущественно используют смесь стеклянных элементарных нитей и полиэфирных элементарных нитей в виде штапелированных элементарных нитей, когда требуется получить покрывной материал с улучшенным внешним видом. В действительности полиэфирные элементарные нити придают покрывному материалу более равномерный внешний вид.
ПВС волокно является штапельным волокном и обычно имеет штапельную длину в пределах 3-15 мм и диаметр в пределах 7-20 мкм.
На первом этапе штапелированные элементарные нити и ПВС волокно диспергируют в воде, например в пульпере. Водный раствор, в котором диспергируют штапелированные элементарные нити и ПВС волокно, называют технологической водой. Эту дисперсию можно сначала приготовить в пульпере, например, при таком соотношении элементарных нитей и волокна, чтобы общая масса элементарных нитей и волокна составляла в пределах 0,01-0,5% от общей массы элементарных нитей, волокна и технологической воды.
Предпочтительно, чтобы в тот момент, когда смесь элементарных нитей, волокна и технологической воды поступает на этап формирования слоя, общая масса элементарных нитей и волокна составляла 0,01-0,5%, а предпочтительно - 0,02-0,05% от массы упомянутой смеси. Концентрацию элементарных нитей и волокна в смеси можно снизить тогда, когда ее переносят из пульпера в устройство для формирования слоя.
Масса используемого ПВС волокна предпочтительно составляет 1,5-20%, а предпочтительно - 2,5-15% от общей массы штапелированных элементарных нитей и ПВС волокна.
В виде штапелированных элементарных нитей можно использовать только стеклянные элементарные нити.
Другие штапелированные элементарные нити, которые можно использовать в изобретении, представляют собой смесь стеклянных элементарных нитей и целлюлозного волокна, особенно при соотношении стеклянных элементарных нитей и целлюлозного волокна 99:1-80:20 (по массе), а предпочтительно - 95:5-90:10 (по массе); следует иметь ввиду, что масса стеклянных элементарных нитей включает какое-то количество аппрета, которое они могут нести на себе.
Другие штапелированные элементарные нити, которые можно использовать в изобретении, представляют собой смесь стеклянных элементарных нитей и полиэфирных элементарных нитей, особенно при соотношении стеклянных элементарных нитей и полиэфирных элементарных нитей 99:1-70:30 (по массе), а предпочтительно -90:10-80:20 (по массе). Технологическая вода может содержать загуститель для повышения вязкости. Этот загуститель может присутствовать в технологической воде в количестве 0,0-0,5 мас.%; в качестве возможного примера такого загустителя может служить гидроксиэтилцеллюлоза (например, марки Natrosol 250HHR, поставляемая компанией «Геркулес»).
Технологическая вода может содержать катионный диспергатор. Этот катионный диспергатор может быть представлен в технологической воде в количестве 0,0-0,1 мас.%. В качестве возможного примера упомянутого катионного диспергатора может служить гуанидин или амин с жирной цепочкой. В частности, может быть использована аэрозоль марки С 61, поставляемая компанией CYTEC.
Загуститель предпочтительно вводят для того, чтобы технологическая вода имела вязкость в пределах 1-20 мПа·с, а предпочтительно - в пределах 5-12 мПа·с при температуре 20°С.
Дисперсию из технологической воды и штапелированных элементарных нитей перемешивают и затем переносят на водопроницаемую ткань для формирования (которая может быть также названа конвейерной лентой), сквозь которую организуют стекание технологической воды, а на ее поверхности удерживаются штапелированные элементарные нити и ПВС волокно. Остатки технологической воды могут быть удалены путем отсасывания. Технологическую воду можно использовать повторно и вновь смешивать со штапелированными элементарными нитями и ПВС волокном. Из смеси штапелированных элементарных нитей и ПВС волокна, таким образом, получают слой на поверхности ткани для формирования.
Ткань для формирования представляет собой конвейерную ленту, т.е. перемещаемую ленту, на которой транспортируют слой к устройству для тепловой обработки.
Сформированный слой необязательно проводить через устройство для нанесения связующего, так как ПВС волокно, введенное в смесь в начале процесса, служит в качестве связующего для конечного покрывного материала. Однако не исключена возможность использования меньшего количества связующего в форме волокна, вводимого в начале процесса, и пополнения количества связующего в устройстве для нанесения связующего, расположенного ниже по ходу технологического процесса от устройства для формирования слоя. Таким образом, можно внести 25-100% от общей массы связующего в форме ПВС волокна, вводимого вначале, а остальную часть можно вносить в устройстве для нанесения связующего.
Готовый покрывной материал обычно содержит 1,5-15,0 мас.% связующего (которое может быть представлено исключительно ПВС волокном), а более предпочтительно - 2,5-10,0 мас.% связующего (которое может быть представлено исключительно ПВС волокном), а остальная масса покрывного материала обычно состоит из массы элементарных нитей, включая любые аппреты, которыми они покрыты. Покрывной материал согласно изобретению обычно формируют из стеклянных элементарных нитей, т.е. обычно состоит, по меньшей мере, из 55 мас.% стекла в форме элементарных нитей. Таким образом, покрывной материал может содержать, по меньшей мере, 80 мас.% стекла в форме элементарных нитей, особенно в том случае, когда в качестве штапелированных элементарных нитей используют только стеклянные элементарные нити.
Если готовый покрывной материал содержит как элементарные нити, так и целлюлозное волокно, то эти два типа компонентов, как уже было сказано, остаются в готовом покрывном материале в том соотношении, в котором они были введены.
Если готовый покрывной материал содержит как стеклянные элементарные нити, так и полиэфирные элементарные нити, то эти два типа компонентов, как уже было сказано, остаются в готовом покрывном материале в том соотношении, в котором они были введены. Если выбран вариант, в котором часть от общего количества связующего вносят в устройстве для внесения связующего, то его обычно вводят в форме водной дисперсии:
- либо путем пропитки между двумя тканями для формирования, и в этом случае продукт, удерживаемый между двумя тканями, погружают в ванну посредством пары валов;
- либо путем нанесения на слой штапелированных элементарных нитей водной дисперсии посредством каскада, т.е. путем слива водной дисперсии связующего в виде широкого потока на полотно из штапелированных элементарных нитей, направленного перпендикулярно к упомянутому полотну и перпендикулярно к направлению перемещения упомянутого полотна.
Связующее может быть такого типа, которое обычно используют в способе такого рода. В частности, это могут быть: пластифицированный поливинилацетат (PVAc), стирол-акрил, сшитый акрил, форм-мочевина, меламинформальдегид. Избыток связующего может быть удален путем отсасывания его сквозь ткань для формирования.
В устройство для тепловой обработки волокнистый слой необходимо вводить во влажном состоянии (содержание воды должно быть в пределах 20-70 мас.%, например около 40 мас.%) для того, чтобы предоставить возможность ПВС волокну раствориться в воде. Такое растворение имеет место под воздействием температуры, обычно превышающей около 60°С; ПВС волокно при этом превращается в капельки связующего.
Назначением этапа тепловой обработки является выпаривание воды и действие некоторых химических реакций между различными составляющими, например конденсация -ОН групп. Тепловая обработка может быть проведена путем нагрева до температуры в пределах 140-250°С. Продолжительность тепловой обработки обычно составляет 2-180 с. Покрывной материал можно сушить и подвергать тепловой обработке в термокамере горячим воздухом сквозь конвейерную ленту. После тепловой обработки, по существу, все ПВС волокно превращается в ПВС связующее и больше не присутствует в форме волокна.
На чертеже схематически изображен непрерывный технологический процесс изготовления покрывного материала согласно изобретению. Штапелированные элементарные нити и ПВС волокно диспергируют в пульпере 1 в присутствии технологической воды при перемешивании. Смесь может быть затем перелита в резервуар-хранилище 2 по трубопроводу 3, причем резервуар-хранилище предназначен для увеличения времени смешивания элементарных нитей с технологической водой. Этот резервуар-хранилище является опционным. Смесь затем направляют по трубопроводу 4 в трубопровод 5, в котором соединяют поток смеси, поступающий из трубопровода 4, с потоком восстановленной технологической воды, поступающей из напорного ящика 6 по трубопроводу 7. В это время соотношение элементарных нитей и волокна в смеси, включающей элементарные нити, волокно и технологическую воду, в значительной степени понижают. Технологическую воду отводят в зоне 14 и опционно отсасывают в зоне 15 сквозь ткань для формирования 8, и повторно используют, направляя по трубопроводу 17. Эту повторно используемую воду затем делят в зоне 16 так, чтобы, например, 10% возвращалось в пульпер по трубопроводу 10 и около 90% возвращалось в напорный ящик 6 по трубопроводам 9, 7 и затем 5. Циркуляцию в трубопроводах обеспечивают с помощью насосов 11, 12 и 13. Насос 11 называют насосом-вентилятором. Сформированный покрывной материал 18 подвергают операции переноса с одной конвейерной ленты на конвейерную ленту устройства 19 для тепловой обработки, а готовый покрывной материал накатывают в рулон 20.
Посредством использования изобретения получают покрывной материал с очень высокой разрывной прочностью при низком содержании связующего, особенно такой, что удовлетворяется следующее уравнение:
RT/(L.G)>0,03 или даже > 0,035,
где
RT - прочность на разрыв, даН, полоски материала шириной 50 мм;
L - доля связующего в покрывном материале, мас. %;
G - вес покрывного материала, г/м2.
RT определяют как среднее из двух значений разрывной прочности покрывного материала: в поперечном направлении и в продольном направлении.
При сравнении разрывной прочности покрывного материала согласно изобретению с тем же показателем обычного покрывного материала, скрепленного форм-мочевиной очень хорошего качества, прочность первого в два раза выше (при одинаковой доле связующего) (см. Примеры).
Покрывной материал согласно изобретению преимущественно предназначен для покрытия стен. Для этого типа применения нежелательно, чтобы покрывной материал содержал смолы типа ПВХ. Покрывной материал согласно изобретению поэтому обычно не содержит ПВХ.
В Примерах прочность на разрыв определяли по методике в соответствии со стандартом ISO 3342 (ISO - Международная организация по стандартизации).
Примеры 1-3
Использовали штапелированные стеклянные комплексные нити со штапельной длиной 18 мм, причем упомянутые комплексные нити содержали элементарные нити с диаметром 13 мкм; упомянутые элементарные нити были покрыты аппретом, содержавшим органосилан, и обладали влажностью 13 мас.%. Эти комплексные нити использовали в процессе, проиллюстрированном на чертеже. Штапелированные стеклянные комплексные нити загружали в пульпер так, чтобы их концентрация в упомянутом пульпере составляла 1,95 г/л (Пример 1), 1,9 г/л (Пример 2) и 1,8 г/л (Пример 3). Штапелированное ПВС волокно со штапельной длиной 4 мм (марки Kuralon 105-2, выпускаемое компанией Курарей) также загружали в пульпер так, чтобы его концентрация в упомянутом пульпере составляла 0,05 г/л (Пример 1), 0,1 г/л (Пример 2) и 0,2 г/л (Пример 3). Затем концентрацию стеклянных комплексных нитей понижали разбавлением в 10 раз, и концентрация элементарных нитей и волокна при напуске на ткань для формирования составляла 0,2 г/л. Концентрация ПВС волокна при напуске на ткань для формирования составляла 0,005 г/л, 0,01 г/л и 0,02 г/л соответственно. Ткань для формирования транспортировали со скоростью 80 м/мин, а расход смеси из стеклянных комплексных нитей, ПВС волокна и технологической воды при напуске ее на ткань составлял 35 м3/ч. Технологическая вода содержала 0,1 мас.% гидроксиэтилцеллюлозы (марки Natrosol 250HHR компании «Геркулес»), и 0,025 мас.% катионного диспергатора (аэрозоли марки С61 компании CYTEC). После дренажа и отсоса избытка воды ее содержание составляло 35 мас.%. Полотно затем сушили горячим воздухом в термокамере при температуре 180°С в течение 20 с. Полученный покрывной материал был очень равномерным и имел вес на единицу площади 50 г/м2. Он содержал ПВС волокно в количествах, указанных в Таблице 1, где представлены результаты.
Примеры 4-9 (для сравнения)
Процесс изготовления был таким же, как и в Примере 1, за исключением того, что ПВС волокно вводили в пульпер и добавляли связующее ниже по ходу технологического процесса от ткани для формирования и перед сушкой, путем слива потока раствора ПВС волокна или форм-мочевины на транспортируемое полото. Все полученные покрывные материалы имели поверхностную плотность 50 г/м2. Результаты приведены в Таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНИЖЕНИЯ АБРАЗИВНОГО ИЗНОСА СТЕКЛОВОЛОКОННОЙ ПРЯДИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ТКАНИ | 1999 |
|
RU2212382C2 |
| СТЕКЛОВОЛОКОННЫЕ ПРЯДИ, ПОКРЫТЫЕ ТЕПЛОПРОВОДНЫМИ НЕОРГАНИЧЕСКИМИ ЧАСТИЦАМИ, И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 1999 |
|
RU2196746C2 |
| ПРОПИТАННЫЕ СТЕКЛОВОЛОКОННЫЕ ПРЯДИ И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 1999 |
|
RU2209788C2 |
| НЕСУЩАЯ СТРУКТУРА ДЛЯ БИТУМНОЙ МЕМБРАНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658275C2 |
| АКУСТИЧЕСКАЯ ПЛИТА НА ОСНОВЕ ГИПСА | 2017 |
|
RU2770055C2 |
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ РЕЗИНОТКАНЕВЫЙ МАТЕРИАЛ | 2011 |
|
RU2469867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2178027C2 |
| ФИЛЬТРОВАЛЬНЫЙ МАТЕРИАЛ | 1993 |
|
RU2073552C1 |
| СТЕКЛЯННЫЙ МАТ ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ В ГЕРМЕТИЗИРУЮЩИХ ПОКРЫТИЯХ | 2001 |
|
RU2387609C2 |
| ВОЛОКНО, ПОГЛОЩАЮЩЕЕ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ, И ИСПОЛЬЗУЮЩЕЕ ЕГО ВОЛОКНИСТОЕ ИЗДЕЛИЕ | 2005 |
|
RU2397283C2 |
Изобретение относится к способу изготовления волокнистого покрывного материала, в котором в качестве связующего используют волокно из поливинилового спирта (ПВС).
Способ включает следующие этапы:
- этап, на котором штапелированные элементарные нити и штапелированное ПВС волокно диспергируют в технологической воде, после чего следует
- этап, на котором формируют слой на устройстве для формирования путем напуска дисперсии на ткань для формирования, сквозь которую отводят технологическую воду, а элементарные нити и волокно осаждаются на упомянутой ткани, после чего следует
- этап тепловой обработки в устройстве для тепловой обработки.
ПВС волокно придает жесткость слою формируемого волокна. Этот способ обеспечивает возможность получения покрывного материала с очень высокой прочностью на разрыв, при низком содержании связующего. 2 н. и 20 з.п. ф-лы, 1 ил.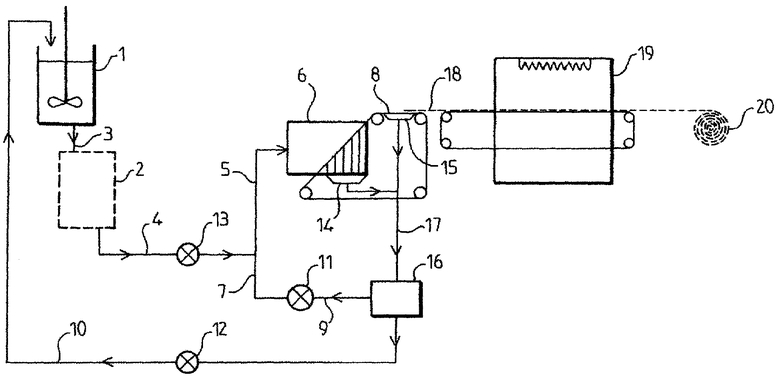
а. этап, на котором формируют дисперсию из штапелированных элементарных нитей, содержащих стеклянные элементарные нити, и штапелированного ПВС волокна в технологической воде, после чего следует
b. этап, на котором формируют слой на устройстве для формирования путем напуска дисперсии на ткань для формирования, сквозь которую отводят технологическую воду, причем указанная ткань представляет собой конвейерную ленту, а элементарные нити и волокно осаждаются на упомянутой ткани; после чего следует
с. этап, на котором слой подвергают тепловой обработке на конвейерной ленте в устройстве для тепловой обработки.
RT/(L.G)>0,03,
где RT - среднее значение разрывной прочности покрывного материала в продольном направлении и в поперечном направлении, даН, при ширине полоски 50 мм;
L - доля связующего в покрывном материале, мас.%;
G - вес, г/м2.
| Глушитель шума В.И.котлярова | 1986 |
|
SU1364755A1 |
| Узел включения звука электронного музыкального синтезатора | 1984 |
|
SU1211803A1 |
| US 2001032696 А1, 25.10.2001 | |||
| US 6034006 А, 07.03.2000 | |||
| WO 9506776 A1, 09.03.1995 | |||
| Композиция для изготовления сепараторной бумаги | 1990 |
|
SU1724775A1 |

