Изобретение относится к волокнистой структуре, включающей, по меньшей мере, два слоя, более конкретно к структуре, которую можно использовать для изготовления композитов.
Получение композита, армированного волокном, включает стадию формования волокнистой структуры в форме с последующим литьевым формованием смолы на полимерной основе для того, чтобы импрегнировать волокнистую структуру. После этого смолу отверждают сшиванием (в случае термоотверждающихся смол) либо охлаждением (в случае термопластичных смол). Следовательно, волокнистая структура должна обладать рядом свойств, а в особенности следующими свойствами:
- до импрегнирования она должна обладать способностью легко формоваться, и поэтому она должна быть легко деформируемой, в особенности руками;
- она должна обладать способностью подвергаться импрегнированию настолько легко, насколько это будет возможно, и поэтому она должна быть настолько проницаемой для импрегнирующей смолы, насколько это будет возможно; и
- она должна упрочнять конечный материал по возможности в наибольшей степени.
В Европейских патентах EP 0 745 716, ЕР 0 659 922 и ЕР 0 395 548 для получения волокнистых армирующих структур было предложено использование извитых полипропиленовых волокон. Однако для ряда применений упрочняющие свойства полипропиленового волокна недостаточны и упомянутое волокно также нелегко смачивается и импрегнируется смолами, такими как сложные полиэфиры. Поэтому желательно использование других волокон, обладающих лучшими механическими свойствами и способных подвергаться импрегнированию в большей степени. Кроме того, также желательно иметь возможность использования неизвитых волокон в свете признания того факта, что получение извитости представляет собой дополнительную стадию, а также того, что не всегда возможно создать извитость волокна, в особенности стекловолокна.
WO 96/27039 описывает армирующую структуру, включающую центральное полотно из нетканого материала либо из вязаного материала, полученных из стекловолокна. Однако заявитель обнаружил, что вязаные материалы и нетканые материалы, относящиеся к матам из рубленых прядей, отличаются низкой проницаемостью для импрегнирующей смолы. Кроме этого, вязаный стекломатериал не позволяет получить легкие структуры.
В качестве других документов предшествующего уровня техники также можно упомянуть WO 96/13627 и ЕР 0 694 643.
В контексте настоящего изобретения термин «мат» относится к соединенным нетканым материалам. Такой мат обладает достаточной когезией для того, чтобы с ним можно было бы работать руками без разрушения его структуры. Он обладает такой когезией, поскольку он соединен воедино в общем случае химическим способом (использование химического связующего) либо механическим способом, таким как иглопробивание либо прошивание.
Волокнистая структура, соответствующая изобретению, разрешает упомянутые выше проблемы. Волокнистая структура, соответствующая изобретению, включает, по меньшей мере, один слой из распределенных по случайному закону непрерывных прядей и, по меньшей мере, один слой армирующей ткани, при этом различные слои структуры соединены друг с другом механически либо химически.
Слой непрерывных прядей формируют из петель непрерывных прядей, частично наложенных одна поверх другой. Данный слой предназначен для придания всей структуре ее толщины и способности деформироваться. Он деформируется и является проницаемым для смол, обычно используемых при изготовлении композитов. В общем случае различные петли состоят из большого числа прядей, например от 80 до 600 прядей. Такую структуру можно видеть на фиг.1. Данную структуру на фиг.1 получают из нескольких (только пяти либо шести) непрерывных прядей. Стрелка слева указывает на направление, в котором слой движется в ходе его получения. Фиг.1 просто упрощенным способом демонстрирует начало формования слоя непрерывных прядей так, чтобы проиллюстрировать форму петель. Собственно говоря, слой, когда он будет полностью сформирован, обычно включает так много петель, что видеть сквозь него больше уже нельзя. В особенности данный случай имеет место тогда, когда масса, приходящаяся на единицу площади, у него будет равна 450 г/м2. Термин «прядь» понимается как обозначение совокупности примыкающих элементарных нитей, более конкретно от 10 до 300 элементарных нитей. В общем случае данный слой характеризуется величиной массы, приходящейся на единицу площади, в диапазоне от 200 до 700 г/м2, а более конкретно от 350 до 500 г/м2, в особенности равной приблизительно 450 г/м2. Преимущественно слой непрерывных прядей получают из стекла, что придает ему существенные упрочняющие свойства. В качестве слоя непрерывных прядей стекловолокна можно использовать материал, продаваемый компанией Saint-Gobain Vetrotex под торговым наименованием UNIFLO®. Данный слой, функция которого по существу заключается в том, чтобы придавать толщину и быть проницаемым, также обладает и упрочняющим свойством. При одном и том же граммаже (то есть массе, приходящейся на единицу площади) структура, соответствующая изобретению, обладает лучшей проницаемостью в сравнении с той же самой структурой, в которой слой непрерывных прядей замещен на мат из рубленых прядей. Пряди в слое непрерывных прядей в общем случае имеют длину в диапазоне от двух метров до величины, в четыре раза превышающей полную длину структуры, которая их включает.
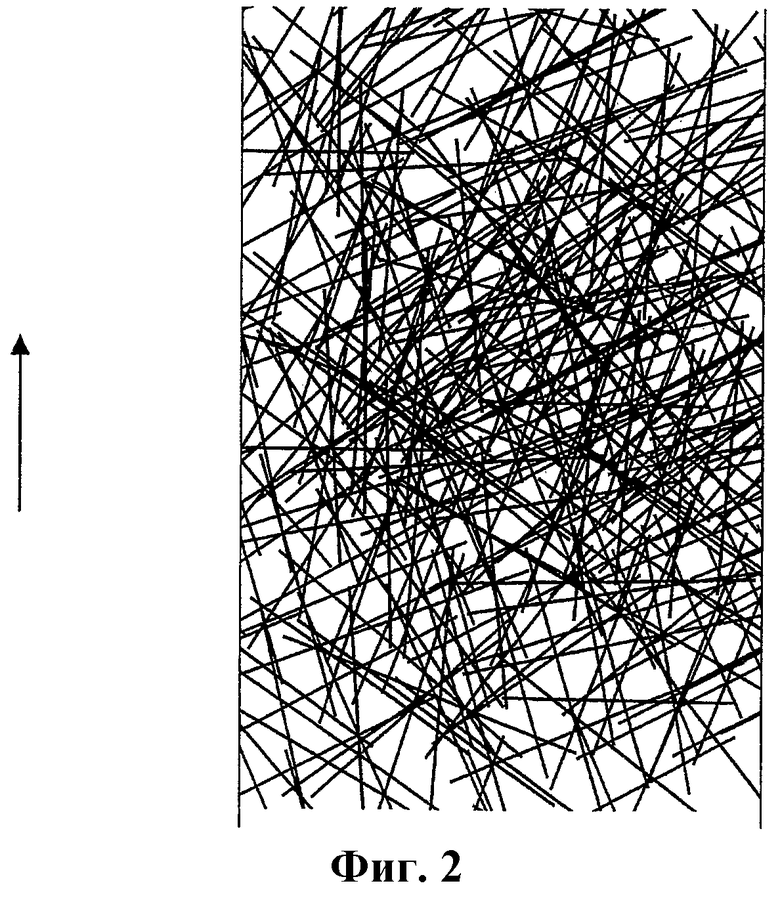
Слой армирующей ткани включает пряди и может обладать любой структурой. Он может быть изготовлен из нетканого материала, рубленых прядей, мата из рубленых прядей, мата из непрерывных прядей, тканого материала либо однонаправленного полотна. Предпочтительно слой армирующей ткани получают из рубленых прядей. Данные рубленые пряди, например, могут иметь длину в диапазоне от 1 до 15 см. В общем случае данный армирующий слой характеризуется величиной массы, приходящейся на единицу площади, в диапазоне от 100 до 600 г/м2, а более конкретно от 200 до 400 г/м2, например, равной приблизительно 300 г/м2. Фиг.2 демонстрирует слой рубленых прядей низкой плотности, показанный сверху. Стрелка слева указывает на направление, в котором слой движется.
Структура, соответствующая изобретению, предпочтительно включает центральный слой непрерывных прядей, расположенный между двумя слоями армирующей ткани. В данном случае структура, соответствующая изобретению, включает второй слой армирующей ткани, расположенный на другой стороне слоя непрерывных прядей по отношению к первому слою армирующей ткани. Данные два слоя армирующей ткани могут быть идентичными либо различными.
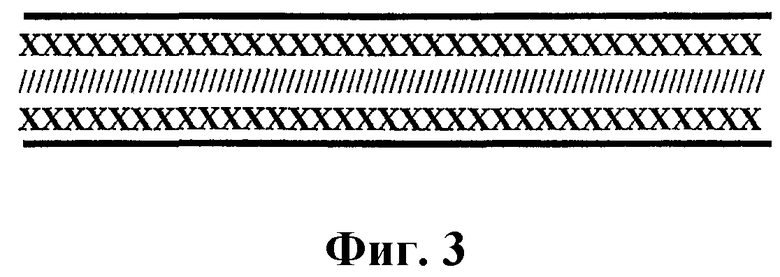
В особенности тогда, когда структура, соответствующая изобретению, в качестве слоя армирующей ткани включает слой рубленых прядей, упомянутая структура также может включать и слой покрытия, расположенный на армирующем слое, на другой стороне от стороны для слоя непрерывных прядей, относительно слоя армирующей ткани. Данное покрытие может образовывать, по меньшей мере, одну из двух внешних поверхностей структуры. Структура также может включать два покрытия. В особенности данный случай имеет место тогда, когда структура, соответствующая изобретению, включает центральный слой непрерывных прядей, расположенный между двумя слоями армирующей ткани. В данном случае структура, соответствующая изобретению, может включать два слоя покрытия, при этом каждое из которых образует один из двух внешних слоев структуры. Таким образом, структура включает два покрытия, каждое из которых образует две внешние поверхности структуры. Такая структура показана в поперечном сечении на фиг.3 (в данном случае символы имеют следующие значения:
непрерывные пряди: /////////////; рубленые пряди: ХХХХХХХХ; покрытия: _________).
Термин «покрытие» понимается как обозначение нетканого материала, образованного из полностью диспергированных элементарных нитей. Данный слой покрытия в общем случае характеризуется величиной массы, приходящейся на единицу площади, в диапазоне от 10 до 60 г/м2, а более конкретно от 20 до 40 г/м2, например, равной приблизительно 30 г/м2.
В контексте настоящего изобретения для соединения различных точек внутри одного слоя структуры и/или для соединения различных точек в различных слоях структуры возможно использование химического средства (также называемого связующим). В частности, в результате использования связующего можно увеличить когезию в слое непрерывных прядей независимо от его связи с другими слоями структуры. В данном случае связующее соединяет петли слоя непрерывных прядей и фиксирует геометрию слоя непрерывных прядей, тем самым предотвращая расплющивание данного слоя во время импрегнирования. В результате предотвращается возникновение во время импрегнирования явления перемещения прядей, образующих данный слой, которое в определенный момент в ходе импрегнирования может сделать импрегнирование очень затруднительным. Именно в данном смысле использование связующего увеличивает проницаемость структуры для импрегнирующей смолы. Соединенный таким образом слой непрерывных прядей можно называть матом из непрерывных прядей.
Связующее можно использовать в жидкой форме (которая включает раствор, эмульсию либо суспензию), наносимой при использовании устройства каскадного или распылительного типа, либо в форме порошка, наносимого при использовании дозатора порошкообразных материалов, либо в форме пленки.
В общем случае связующее можно использовать в форме порошка, который можно распылять на слой или структуру, подлежащие соединению. Если функция связующего заключается в соединении различных слоев структуры, его также можно использовать в виде пленки, расположенной между соединяемыми слоями. После этого подходящая термообработка приведет к плавлению и/или сшиванию компонента связующего таким образом, чтобы он импрегнировал в различных точках, которые он должен соединять. Если связующее включает термопластичный полимер, тепловая обработка приводит к плавлению данного полимера таким образом, что он импрегнирует в различные участки структуры, что в результате приводит при возвращении к комнатной температуре к получению прочных мостиков между различными соединяемыми точками. Если связующее включает термоотверждающееся соединение (в особенности полимер), тепловая обработка будет вызывать сшивание данного соединения (при необходимости после плавления) так, чтобы оно соединило бы прочными мостиками различные соединяемые участки. В обоих случаях (термопластичное связующее либо термоотверждающееся связующее) тепловая обработка также служит и для испарения любого растворителя, использованного для нанесения связующего. Химическим соединением может быть смола на основе сложного полиэфира термоотверждающегося либо термопластичного типа. В качестве сшиваемого (термоотверждающегося) связующего возможно использование полиакрилата.
Различные слои структуры, соответствующей изобретению, соединяют друг с другом механическим и/или химическим способами. Термин «механический способ» понимается как обозначение прошивания либо иглопробивания, при этом прошивание предпочтительно. Термин «химический способ» понимается как обозначение связующего, упомянутого выше. Связующее может воедино соединять друг с другом попарно различные слои ткани. Связующее можно использовать в форме порошка, либо в форме жидкости, либо в форме пленки, проложенной между различными слоями структуры. Тогда, когда один либо оба слоя армирующей ткани будет покрывать покрытие, данное покрытие либо данные полотна с ворсом предпочтительно соединяют со структурой химическим способом (в общем случае при использовании клея), в особенности если на поверхности структуры предпочтительно избежать присутствия видимых признаков механического соединения воедино на участках из эстетических соображений. Таким образом, различные слои, не являющиеся покрытием, могут быть соединены воедино в результате прошивания либо иглопробивания, тогда как покрытие либо полотна с ворсом, образующие одну либо обе поверхности структуры, можно соединить со структурой при помощи связующего.
Если связующее уже использовали для придания свойства когезии слою непрерывных прядей, то для соединения различных слоев структуры предпочтительно использование связующего той же самой природы.
Вся конечная структура (готовая к использованию) может содержать от 0,5 до 10 мас.% связующего (после тепловой обработки), в том числе связующего, возможно использованного для придания свойства когезии слою непрерывных прядей. Слой непрерывных прядей может содержать от 1 до 5 мас.% связующего (после тепловой обработки) в расчете на свою собственную массу.
Если различные слои ткани структуры будут соединены в результате прошивания либо иглопробивания, то в дополнение к этому петли слоя непрерывных прядей также можно соединить друг с другом при использовании связующего, при этом никакое связующее не будет соединять друг с другом различные слои ткани.
Если, по меньшей мере, один слой армирующей ткани будет включать рубленые пряди, и если различные слои ткани структуры будут соединены в результате прошивания либо иглопробивания, то в дополнение к этому рубленые пряди упомянутого слоя армирующей ткани также можно соединить друг с другом при использовании связующего, при этом никакое связующее не будет соединять друг с другом различные слои ткани.
Пряди, использованные для получения различных слоев структуры, соответствующей изобретению, можно изготовить из стекла, углерода либо арамида. Таким образом, слой непрерывных прядей можно изготовить из стекла; подобным же образом из стекла можно изготовить и слой армирующей ткани. Однако все слои структуры, соответствующей изобретению, можно изготовить из прядей стекловолокна. В общем случае прядь стекловолокна, которую можно использовать, аппретируют по способу, известному специалисту в соответствующей области. В частности, для получения слоя непрерывных прядей можно использовать прядь стекловолокна при аппретировании до количества в диапазоне от 0,04 до 3 мас.%, а, в особенности, приблизительно равного 0,2 мас.%.
Структуру, соответствующую изобретению, можно получать непрерывным или периодическим способами.
Непрерывный способ получения может включать следующие последовательные стадии, проводимые на движущемся ленточном транспортере:
- получение первого слоя рубленых прядей в результате наложения рубленых прядей на движущийся ленточный транспортер; затем
- получение слоя непрерывных прядей на первом слое рубленых прядей в результате создания петель (непосредственно из фильеры либо из пучка стекловолокна) и после этого
- получение второго слоя рубленых прядей в результате наложения рубленых прядей на слой непрерывных прядей.
Тогда, когда это потребуется, до того как будет получен первый слой рубленых прядей, возможна укладка покрытия. Тогда, когда это потребуется, покрытие можно наложить после того, как будет получен второй слой рубленых прядей. Поэтому структура может включать два покрытия, каждое из которых располагается на внешних поверхностях структуры.
В данном непрерывном способе различные слои структуры можно объединять, по меньшей мере, при помощи одного механического способа, такого как иглопробивание либо прошивание, и/или, по меньшей мере, при помощи одного химического способа, такого как использование связующего. В частности, все слои структуры могут быть соединены друг с другом в результате иглопробивания либо прошивания. Если на одной либо обеих поверхностях структуры используют одно либо два покрытия, все другие (не являющиеся покрытием) слои структуры (в особенности, слой либо слои армирующей ткани и слой непрерывных прядей) можно соединить друг с другом в результате иглопробивания либо прошивания, а слой либо слои покрытия можно соединить с остальной структурой посредством клеевого соединения. В данном случае слой непрерывных прядей и слой (слои) армирующей ткани объединяют заранее, используя прошивание либо иглопробивание, а после этого на внешние поверхности структуры накладывают слой либо слои покрытия, при этом все данные операции можно проводить непрерывно.
Для получения мостиковых связей между петлями слоя непрерывных прядей в таком непрерывном способе абсолютно нет никакой необходимости в использовании связующего, хотя оно и не исключается. Это объясняется тем, что иглопробивание либо прошивание придают всей структуре свойство когезии таким образом, что со структурой становится возможным работать руками без какой-либо опасности нарушения ее целостности. Однако в дополнение к иглопробиванию либо прошиванию для связывания друг с другом петель слоя непрерывных прядей также возможно и использование связующего. Все, что будет необходимо для того, чтобы это сделать, заключается в нанесении связующего на слой непрерывных прядей до того, как будет получен второй слой рубленых прядей. В общем случае если желательно связать друг с другом только петли слоя рубленых прядей, связующее наносят в результате распыления. Использование связующего также может оказаться желательным и для соединения различных слоев структуры в дополнение к иглопробиванию либо прошиванию. Для того чтобы это сделать, можно, например, распылить связующее между стадиями получения различных слоев. Также возможно использование связующего в форме пленки, которую располагают между различными слоями структуры, соединяемыми друг с другом воедино.
Для придания всей структуре свойства когезии также возможно использование связующего и без использования иглопробивания либо прошивания. Это объясняется тем, что связующее не только фиксирует геометрию слоя непрерывных прядей, тем самым предотвращая схлопывание данного слоя во время импрегнирования, но также и попарно соединяет различные слои структуры. Это предотвращает возникновение во время импрегнирования явления перемещения прядей, которое, с одной стороны, в определенный момент в ходе импрегнирования может сделать импрегнирование очень затруднительным, а с другой стороны, сделало бы конечную деталь неоднородной. Именно по данной причине используют связующее, поскольку оно делает структуру более проницаемой для импрегнирующей смолы. Таким образом, между различными слоями связующее можно распылять в жидкой форме, либо между различными слоями его можно наносить в форме плавящейся пленки. Тепловую обработку можно провести для всей структуры таким образом, чтобы имело место проведение только одной стадии тепловой обработки.
Периодический способ получения может включать отдельное получение слоя непрерывных прядей в форме мата. Для того чтобы это сделать, сначала на движущемся ленточном транспортере получают петли слоя, после этого ленточный транспортер пропускают под устройством для нанесения связующего (в общем случае связующее находится в жидкой форме), затем ленточный транспортер пропускают через печь таким образом, чтобы провести тепловую обработку, и после этого таким образом полученный мат из непрерывных прядей сматывают и получают рулон. Таким образом, слой непрерывных прядей (соединенный при помощи связующего) можно хранить в форме рулона мата из непрерывных прядей. После хранения рулон можно отматывать в отдельной операции таким образом, чтобы затем мат из непрерывных прядей можно было бы вставлять в структуру, соответствующую изобретению.
В случае периодического способа получения слой армирующей ткани также можно получать и отдельно в форме рулона, который можно отматывать в последующей операции таким образом, чтобы упомянутый слой вставить в структуру, соответствующую изобретению.
Таким образом, в случае периодического способа, когда два слоя рубленых прядей объединяют со слоем непрерывных прядей, по одному на каждой из сторон слоя непрерывных прядей, методика, например, может быть такой, как описанная ниже:
- получение первого слоя рубленых прядей в результате наложения рубленых прядей на движущийся ленточный транспортер либо в результате разматывания рулона мата из рубленых прядей; затем
- получение слоя непрерывных прядей поверх первого слоя рубленых прядей в результате создания петель (непосредственно из фильеры либо из пучка стекловолокна) либо в результате отматывания слоя непрерывных прядей из рулона мата, непрерывно вследствие того, что ленточный транспортер продолжает движение; и после этого
- получение второго слоя рубленых прядей на слое непрерывных прядей в результате наложения рубленых прядей либо в результате разматывания рулона мата из рубленых прядей, при этом данную стадию проводят непрерывно, поскольку ленточный транспортер продолжает движение.
Тогда, когда требуется, до того как будет получен первый слой рубленых прядей, возможна укладка покрытия. Тогда, когда требуется, покрытие можно наложить после того, как будет получен второй слой рубленых прядей. Поэтому структура может включать два покрытия, каждое из которых располагается на внешних поверхностях структуры.
В данном периодическом способе различные слои структуры можно объединять, по меньшей мере, при помощи одного механического способа, такого как иглопробивание либо прошивание, и/или, по меньшей мере, при помощи одного химического способа, такого как использование связующего. В частности, все слои структуры могут быть соединены друг с другом в результате иглопробивания либо прошивания. Если на одной либо обеих поверхностях структуры используют одно либо два покрытия, все другие (не являющиеся покрытием) слои структуры (в особенности, слой либо слои армирующей ткани и слой непрерывных прядей) можно соединить друг с другом в результате иглопробивания либо прошивания, а слой либо слои покрытия можно соединить с остальной структурой посредством клеевого соединения. В данном случае слой непрерывных прядей и слой (слои) армирующей ткани объединяют заранее, используя прошивание либо иглопробивание, а после этого на внешние поверхности структуры накладывают слой (слои) покрытия.
В контексте данного периодического способа для придания всей структуре свойства когезии также возможно использование связующего и без использования иглопробивания либо прошивания. Это объясняется тем, что связующее попарно соединяет различные слои структуры. Это предотвращает возникновение во время импрегнирования явления перемещения прядей, которое в определенный момент в ходе импрегнирования может сделать импрегнирование очень затруднительным. Именно по данной причине используют связующее, поскольку оно делает структуру более проницаемой для импрегнирующей смолы. Таким образом, между различными слоями связующее можно распылять в жидкой форме, либо между различными слоями его можно наносить в форме плавящейся пленки. Тепловую обработку, проводимую вследствие наличия связующего, предназначенного для соединения различных слоев структуры друг с другом, можно провести для всей структуры, как только различные слои ткани будут наложены друг на друга.
Сквозь слой непрерывных прядей можно сделать надрезы для того, чтобы увеличить его деформируемость. Данные надрезы могут иметь любое направление по отношению к упомянутому слою. Данные надрезы создают при помощи ножей, которые разрезают слой непрерывных прядей непосредственно по всей его толщине либо только по части его толщины в общем случае без удаления материала. Они имеют ограниченную длину, величина которой может равняться ширине слоя непрерывных прядей, помноженной на коэффициент, находящийся в диапазоне от 0,01 до 0,35. Слой непрерывных прядей, подобно структуре, соответствующей изобретению, имеет толщину, ширину и длину. Ширина слоя непрерывных прядей представляет собой наименьший размер слоя в плоскости непрерывных прядей. Предпочтительно направление надрезов соответствует направлению ширины. Таким образом, если слой непрерывных прядей предназначен для сматывания в форме мата, надрезы имеют то же самое направление, что и ось рулона слоя непрерывных прядей. Таким образом, надрезы делают сматывание слоя более легким, обеспечивая меньшую жесткость слоя в направлении сматывания. Однако также можно сматывать слой непрерывных прядей и без надрезов, при этом надрезы создают в момент его разматывания, непосредственно перед получением структуры, соответствующей изобретению. В любом случае наличие надрезов делает сматывание структуры, соответствующей изобретению, более легким.
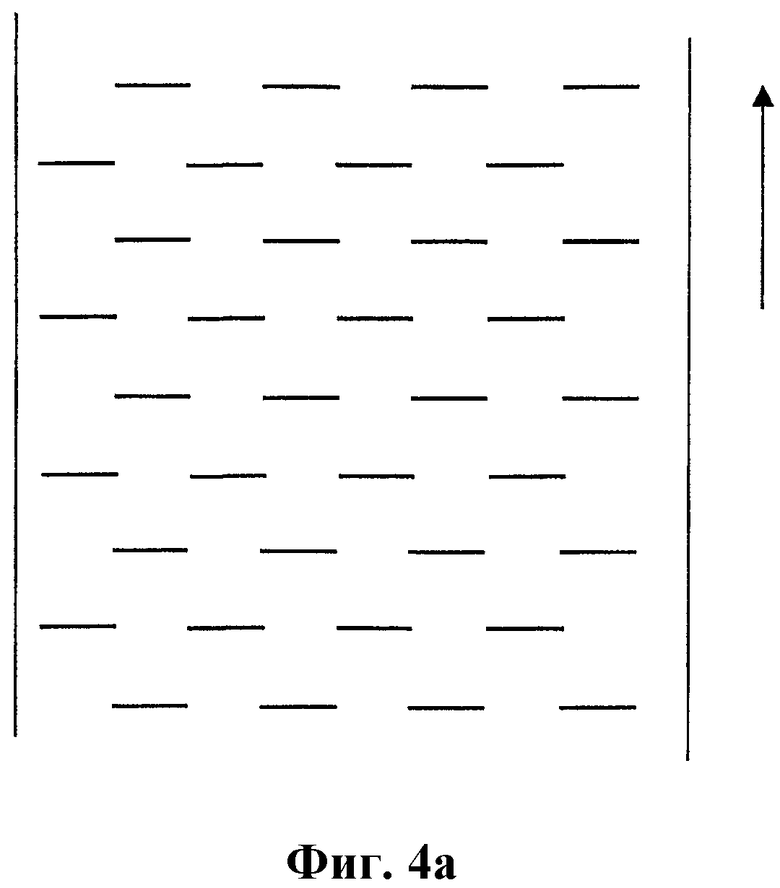
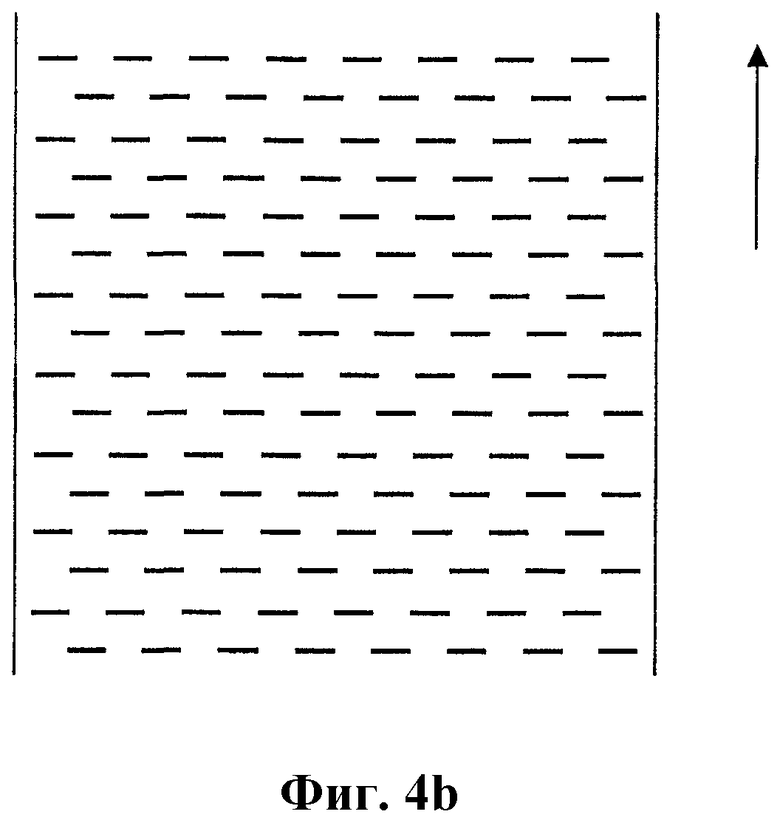
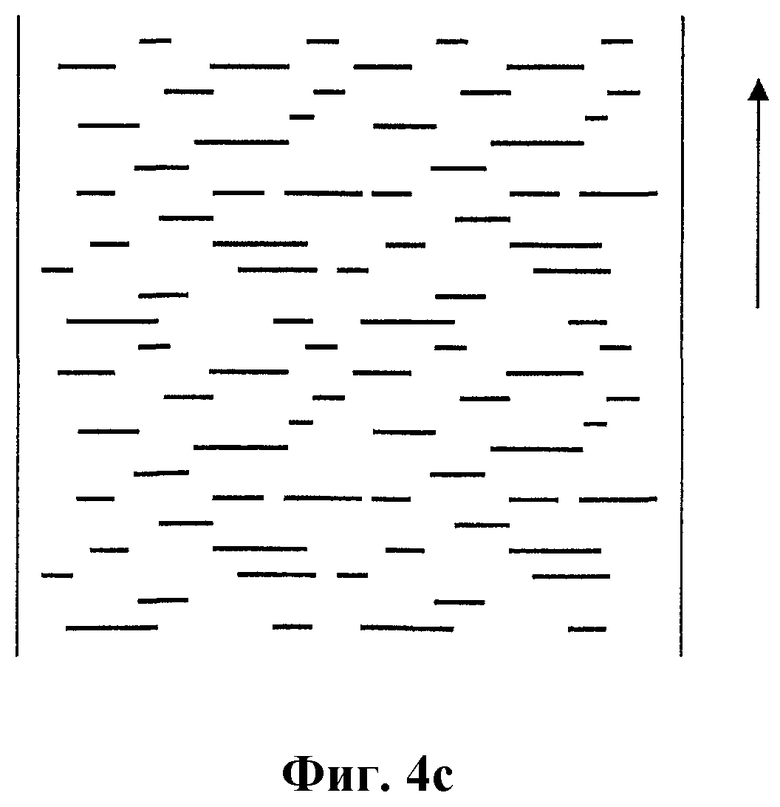
Каждый из надрезов, например, может иметь длину в диапазоне от 0,5 до 30 см. Надрезы, например, могут присутствовать в количестве в диапазоне от 30 до 200 надрезов на м2 слоя непрерывных прядей. Например, можно создать 100 таких надрезов на м2 слоя непрерывных прядей. Фиг.4 демонстрирует вид сверху для слоя непрерывных прядей с нанесенными взаимно параллельными надрезами, направление которых соответствует направлению ширины слоя. На фиг.4а, 4b и 4с продемонстрированы различные конфигурации надрезов. Надрезы могут иметь различные длины для одного и того же слоя непрерывных прядей, как это продемонстрировано на фиг.4с. Стрелки на фигурах указывают направление, в котором слой разматывают.
В результате варьирования количества связующего и количества и длины надрезов можно варьировать жесткость слоя непрерывных прядей. Поэтому при использовании надрезов возможна компенсация высокой жесткости, которую придает слою непрерывных прядей большое количество связующего. Поэтому за счет увеличения количества надрезов становится возможным использование большого количества связующего, что, таким образом, позволяет лучше зафиксировать геометрию слоя во время импрегнирования. Это объясняется выявлением того факта, что в том, что касается импрегнирования смолой, наличие надрезов никаких негативных последствий за собой не влечет (отсутствие явления уплотнения, объясненного выше).
Структуру, соответствующую изобретению, можно легко расположить в форме для импрегнирования, деформируя ее руками. Это сделать легко благодаря деформируемости слоя непрерывных прядей и благодаря возможному проскальзыванию различных слоев один над другим в пределах одной структуры. Соединение различных слоев структуры друг с другом за счет иглопробивания либо прошивания делает такое проскальзывание возможным. Структуру, соответствующую изобретению, можно легко импрегнировать, поскольку длительность выдерживания смолы в ходе импрегнирования в особенности мала. Импрегнируемость структуры можно оценить при использовании следующего испытания на проницаемость.
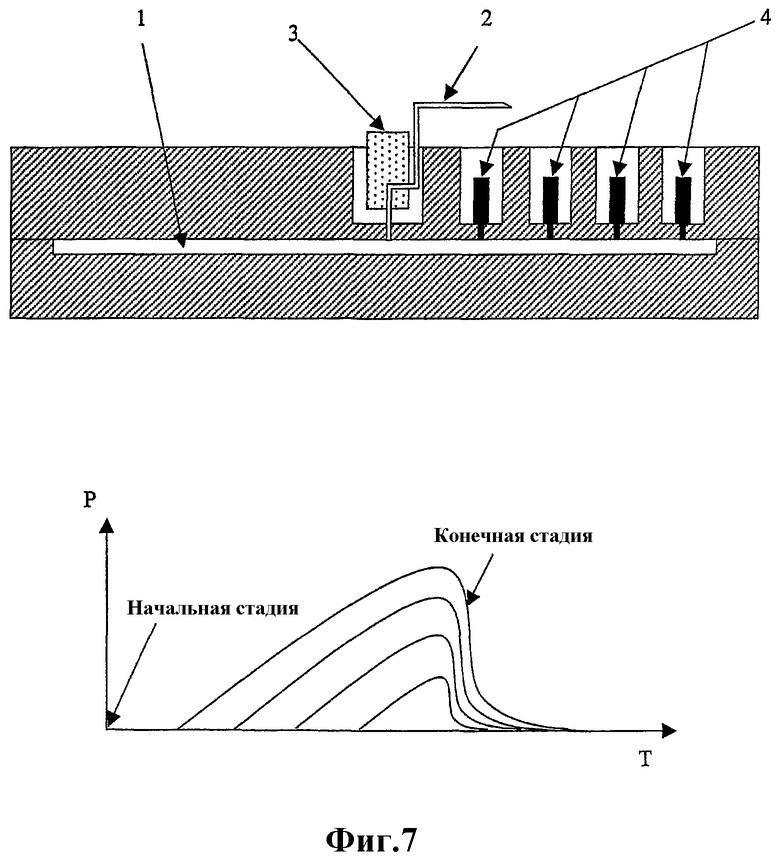
Плоский кусок получают, используя трансферное формование смолы (RTM) в форме, оснащенной датчиками давления. При расположении данных датчиков давления через равномерные промежутки получают графики давления в зависимости от времени. После этого применяют закон Дарси для того, чтобы получить проницаемость k в м2, при этом проницаемость получают по уравнению (закон Дарси):
Q/s = k.ΔP/η.Δx,
в котором:
Q представляет собой расход;
s представляет собой поперечное сечение гнезда формы;
η представляет собой динамическую вязкость импрегнирующей смолы;
ΔР представляет собой разность давлений между двумя датчиками;
Δх представляет собой расстояние между двумя датчиками.
Малые значения k свидетельствуют о низкой проницаемости (либо о высоком сопротивлении потоку), большие значения свидетельствуют о высокой проницаемости (либо о низком сопротивлении потоку).
Изобретение также относится к композитам, которые можно получить в результате импрегнирования структуры, соответствующей изобретению. Данную структуру, в частности, можно импрегнировать по способам, называемым RTM (трансферное формование смолы) либо SCRIMP (способ нагнетательного формования смолы для получения композитов Симана). Данные способы хорошо известны специалистам в соответствующей области.
Для импрегнирования структуры, соответствующей изобретению, в общем случае используют смолу следующего типа: ненасыщенный сложный полиэфир, фенолоальдегидная смола, полиакрилат, эпоксидная смола либо смола на основе винилового сложного эфира.
Фиг.5 демонстрирует фотографию слоя непрерывных прядей, у которого величина массы, приходящаяся на единицу площади, приблизительно равна 450 г/м2. Фиг.6 демонстрирует фотографию слоя рубленых прядей, у которого величина массы, приходящаяся на единицу площади, приблизительно равна 450 г/м2.
Фиг.7 демонстрирует в верхней части аппарат, который можно использовать для испытания на проницаемость, и в нижней части кривые, которые можно получить при отслеживании изменения давления Р с течением времени Т. Аппарат включает форму 1, подходящую для импрегнирования плоской структуры в результате нагнетания смолы, подаваемой через линию 2 в нагнетательную головку 3. Датчики давления 4 измеряют величины давления в форме.
Изобретение относится к волокнистой структуре, в особенности изготовленной из стекла, включающей, по меньшей мере, один слой распределенных по случайному закону непрерывных прядей и, по меньшей мере, один слой армирующей ткани, такой как слой рубленых прядей, при этом различные слои структуры соединяют друг с другом механически, прошиванием либо иглопробиванием, и/или химически, использованием связующего. Данную структуру можно получать непрерывным либо периодическим способами. Она отличается хорошей проницаемостью и хорошей деформируемостью, если ее использовать для получения композита. 4 н. и 22 з.п. ф-лы, 7 ил.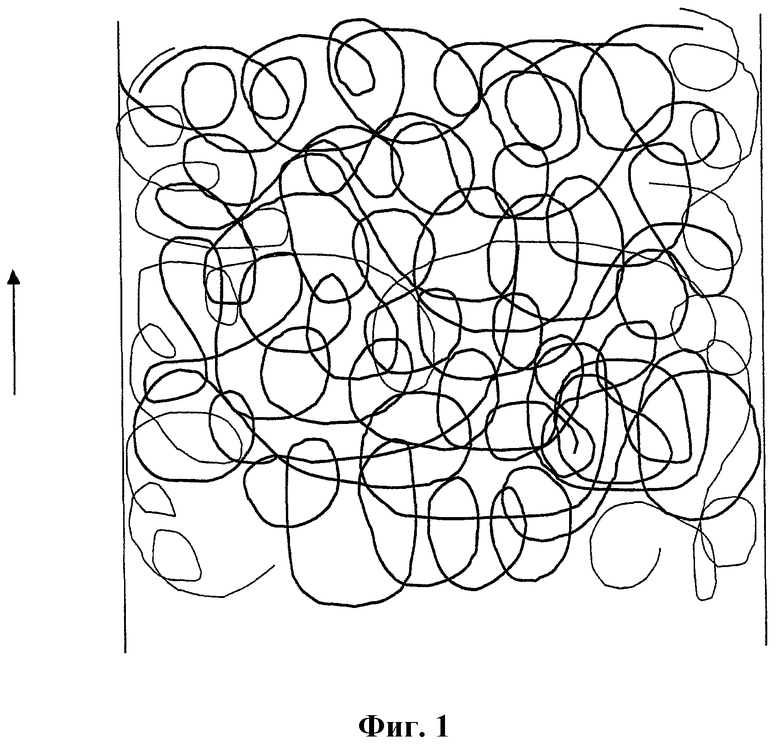
| Приспособление для отопления нагревательных стенок коксовальных печей | 1926 |
|
SU21899A1 |
| Нетканый материал | 1985 |
|
SU1330224A1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| ОПАЛУБКА ДЛЯ ВОЗВЕДЕНИЯ ОБДЕЛКИ СООРУЖЕНИЙ | 0 |
|
SU187824A1 |
| WO 9817852 A, 30.04.1998 | |||
| RU 97115816 A1, 10.07.1999 | |||
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |

