Изобретение относится к области строительства, преимущественно дорожного строительства, и может быть широко использовано при изготовлении железобетонных конструкций с большими пролетами порядка 30-100 м, используемых в мостостроении.
Широко известны устройства для образования каналов под напрягаемую арматуру, представляющие собой гофрированную металлическую оболочку в виде трубы, применяемую в анкерной системе "Фресси", разработанной французским объединением "Фрейсине" (В. В. Михайлов, А. А. Фоломеев. Предварительно напряженные железобетонные конструкции с проволочной и прядевой арматурой. - М. : Стройиздат, 1971 г. , с. 246, 247).
Как показал опыт создания конструкций с пролетами до 100 м, известные устройства вследствие недостаточной их жесткости при одностороннем давлении бетонной смеси, имеют повышенную металлоемкость, обусловленную необходимостью использования труб с толщиной стенки 1,5-2,0 мм.
Задачей настоящего изобретения является повышение надежности и долговечности работы при снижении материалоемкости строительных конструкций с оставляемыми в них устройствами для образования каналов под напрягаемую арматуру.
Достигается это тем, что устройство для образования каналов под напрягаемую арматуру выполнено в виде образованной из металлической ленты с соотношением ее ширины к ее толщине, равным 35-140, гофрированной оболочки по форме трубы, гофры которой выполнены по форме пар витков двухзаходной резьбы, расстояние в паре между которыми равно 2,1-2,4 высоты гофра, а расстояние между парами гофр равно 3,0-4,0 высоты гофра, а отношение диаметра гофрированной оболочки к ширине металлической ленты, из которой образована гофрированная оболочка, составляет 0,8-7. При этом гофрированная оболочка может быть выполнена по длине составной из секций, соединенных между собой навинченной на их концы муфтой, образованной из участка гофрированной оболочки с расстоянием между гофрами и парами гофр, равными соответствующим расстояниям соединяемых секций, а диаметр муфты превышает диаметр соединяемых секций на 3-7 мм. Кроме того, каждая секция гофрированной оболочки в зоне торцов муфты может быть герметизирована лентой на участке, перекрывающем не менее расстояния между смежными парами гофр.
Изобретение поясняется чертежом, где:
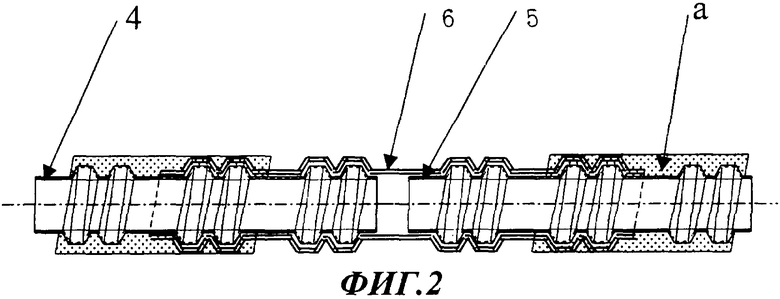
на фиг. 1 изображен общий вид - разрез устройства для образования каналов под напрягаемую арматуру с единой гофрированной оболочкой;
на фиг. 2 изображен общий вид - разрез устройства для образования каналов под напрягаемую арматуру с составной из секций гофрированной оболочкой.
Для изготовления устройства для образования каналов под напрягаемую арматуру использована заготовка - металлическая лента с соотношением ее ширины к ее толщине "S", равным 35-140. В результате получают гофрированную оболочку 1 по форме трубы, гофры которой выполнены по форме пар витков 2 и 3 двухзаходной резьбы, расстояние "h" в паре между которыми равно 2,1-2,4 высоты "b" гофра, а расстояние "H" между парами гофр равно 3,0-4,0 высоты гофра. Отношение диаметра "d" (внутреннего) гофрированной оболочки к ширине металлической ленты, из которой образована гофрированная оболочка 1, составляет 0,8-7. Гофрированная оболочка 1 может быть выполнена по длине составной из секций 4 и 5, соединенных между собой навинченной на их концы муфтой 6, образованной из участка гофрированной оболочки с расстоянием между гофрами и парами гофр, равными соответствующим расстояниям соединяемых секций, а диаметр муфты превышает соответствующий диаметр соединяемых секций на 3-7 мм. Каждая секция гофрированной оболочки на участке "а" торцов муфты 6 герметизирована клейкой лентой на участке, перекрывающем не менее расстояния между смежными парами гофр.
Изготовление устройства из тонкой жести (0,25 мм, 0,4 мм или 0,8 мм) при указанных соотношениях размеров позволяет обеспечить низкую металлоемкость при высокой общей гибкости, необходимой при укладке трубы устройства по радиусу. Гофры в виде двухзаходной резьбы обеспечивают высокую радиальную прочность и жесткость, необходимые для восприятия давления бетонной смеси и местных усилий, возникающих при введении канатов в полость трубы. Гофры могут быть выполнены любой периодической формы, например, трапециевидной, синусоидальной и т. п. в зависимости от условий обеспечения высокого сцепления как с бетоном конструкции, так и с инъекционным раствором заполнения их каналов, что улучшает условия работы всей конструкции. При изготовлении устройства из секций 4 и 5 их соединяют навинчиванием муфты 6, края которой герметизируют клейкой лентой на участке, перекрывающем не менее расстояния между смежными парами гофр.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛОЧНЫЙ МОДУЛЬ ДЛЯ ПРЕДНАПРЯЖЕННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2002 |
|
RU2199621C1 |
| СПОСОБ ВРЕМЕННОГО ЗАКРЕПЛЕНИЯ ПРОЛЕТНЫХ СТРОЕНИЙ В ПРОЦЕССЕ МОНТАЖА С ПОМОЩЬЮ ВРЕМЕННЫХ НАПРЯГАЕМЫХ ПУЧКОВ ИЗ ВЫСОКОПРОЧНОЙ АРМАТУРЫ | 2004 |
|
RU2249067C1 |
| УСТРОЙСТВО ДЛЯ СОПРЯЖЕНИЯ АНКЕРНОГО СТАКАНА И КАНАЛООБРАЗОВАТЕЛЯ | 2001 |
|
RU2178489C1 |
| ВОДОПРОПУСКНОЕ СООРУЖЕНИЕ В АРМОГРУНТОВОЙ ОБОЙМЕ | 2004 |
|
RU2280124C1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| БАЛОЧНЫЙ МОДУЛЬ ДЛЯ НЕРАЗРЕЗНЫХ СБОРНО-МОНОЛИТНЫХ ПРЕДНАПРЯЖЕННЫХ ПРОЛЕТНЫХ СТРОЕНИЙ | 2000 |
|
RU2163274C1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ВОЗДУШНЫХ ПРОБОК ПРИ ИНЪЕКТИРОВАНИИ | 2001 |
|
RU2178487C1 |
| Гофрированная труба для кабелепровода (варианты), муфта для соединения гофрированных труб и способ монтажа кабелепровода | 2019 |
|
RU2700570C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
Изобретение относится к области строительства и может быть использовано при изготовлении железобетонных конструкций с большими пролетами порядка 30-100 м, используемых в мостостроении. Технический результат - повышение надежности и долговечности работы при снижении материалоемкости строительных конструкций с оставляемыми в них устройствами для образования каналов под напрягаемую арматуру. Устройство для образования каналов под напрягаемую арматуру выполнено в виде образованной из металлической ленты с соотношением ее ширины к ее толщине, равным 35-140, гофрированной оболочки по форме трубы, гофры которой выполнены по форме пар витков двухзаходной резьбы, расстояние в паре между которыми равно 2,1-2,4 высоты гофра. Расстояние между парами гофр равно 3,0-4,0 высоты гофра, а отношение диаметра гофрированной оболочки к ширине металлической ленты, из которой образована гофрированная оболочка, составляет 0,8-7. Гофрированная оболочка может быть выполнена по длине составной из секций, соединенных между собой навинченной на их концы муфтой, образованной из участка гофрированной оболочки с расстоянием между гофрами и парами гофр, равными соответствующим расстояниям соединяемых секций, а диаметр муфты превышает диаметр соединяемых секций на 3-7. Каждая секция гофрированной оболочки в зоне торцов муфты может быть герметизирована лентой на участке, перекрывающем не менее расстояния между смежными парами гофр. 2 з. п. ф-лы, 2 ил.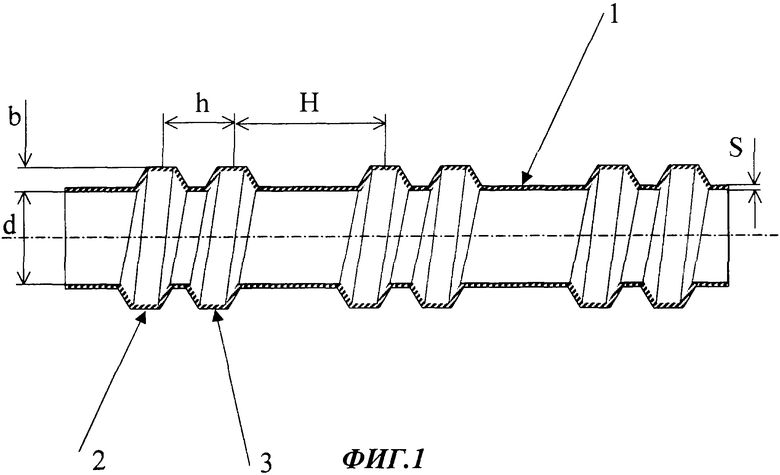
| МИХАЙЛОВ В.В | |||
| и др | |||
| Предварительно напряженные железобетонные конструкции с проволочной и передовой арматурой | |||
| - М.: Стройиздат, 1971, с.246 и 247 | |||
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗОРУДНЫХ ОКАТЫШЕЙ | 2014 |
|
RU2567946C1 |
| Привод к центробежной машине | 1988 |
|
SU1659110A1 |
| ОДНОФАЗНЫЙ МОСТОВОЙ АВТОНОМНЫЙ ИНВЕРТОР НАПРЯЖЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2421870C1 |
| DE 3636418 А1, 05.05.1988 | |||
| Арматурный предварительно напряженный элемент | 1984 |
|
SU1231175A2 |

