Изобретение относится к обработке металлов давлением, а именно к технологическому оборудованию для изготовления гофрированных лент для теплообменников.
Известно устройство для гофрирования ленты (см. а.с. N 261352, МКИ B 21 D 13/00), принятое за прототип и предназначенное для изготовления охлаждающих пластин радиатора из малоупругих материалов (алюминия). Устройство содержит последовательно установленные рулонницу, механизмы смазки, формовки, прижима и калибровки, а также механизм резки по упору и тару для укладки готовых изделий.
Недостатком изобретения является то, что горизонтальное направление ленты через ванну механизма смазки позволяет надежно смазать только ее нижнюю поверхность. Для смазки верхней поверхности вводится дополнительно капельница, которая смазывает поверхность неравномерно. Кроме того, жесткая установка упора для резки не позволяет на данном устройстве изготавливать пластины различной длины. В прототипе сохраняется недостаток, присущий предыдущему устройству, а именно невозможность переналадки механизмов его на различные размеры по длине, ширине и высоте.
Технический результат, получаемый предлагаемым изобретением, состоит в расширении технологических возможностей и повышении качества изделия.
Это достигается тем, что в автоматической линии для изготовления охлаждающих пластин алюминиевого радиатора, содержащей последовательно расположенные и соединенные с редуктором главного привода рулонницу, механизм смазки с емкостью и крышкой, подающим роликом, механизмы предварительного гофрирования, последовательного сближения гофров, калибровки, резки по упору и устройство укладки,
- крышка механизма смазки установлена с возможностью поворота вокруг оси, соединенной с емкостью и расположенной над ней со стороны, противоположной подаче ленты,
- подающий ролик установлен на крышке и расположен ниже уровня масла в емкости,
- корпуса механизма предварительного гофрирования и механизмов последовательного сближения гофров закреплены на съемной плите посредством общей шпонки,
- приводные валы соединены с редуктором главного привода быстроразъемными муфтами,
- механизмы последовательного сближения гофров выполнены с верхними направляющими, установленными с возможностью поворота,
- плита механизма резки выполнена с эллиптическими пазами для осуществления возможности ее перемещения,
- упор выполнен подпружиненным и установлен на плите с возможностью вертикального возвратно-поступательного перемещения от клина, жестко связанного с пневмоцилиндром,
- последовательно расположенные рулонницу, механизмы смазки, предварительного гофрирования, последовательного сближения гофров, калибровки, резки и устройство укладки.
- подающий ролик, в механизме смазки, установлен на крышке ниже уровня масла,
- корпуса механизма последовательного гофрирования и механизмов предварительного сближения гофров укреплены на съемной плите посредством общей шпонки, а их приводные валы соединены с редуктором главного привода при помощи быстроразъемных муфт, причем верхние направляющие в механизмах последовательного сближения гофров выполнены с возможностью поворота,
- на плите механизма резки выполнены пазы и установлен, с возможностью вертикального возвратно-поступательного перемещения, подпружиненный упор, взаимодействующий с клином, жестко связанным с пневмоцилиндром.
Изобретение поясняется чертежом.
На фиг. 1 показан общий вид линии.
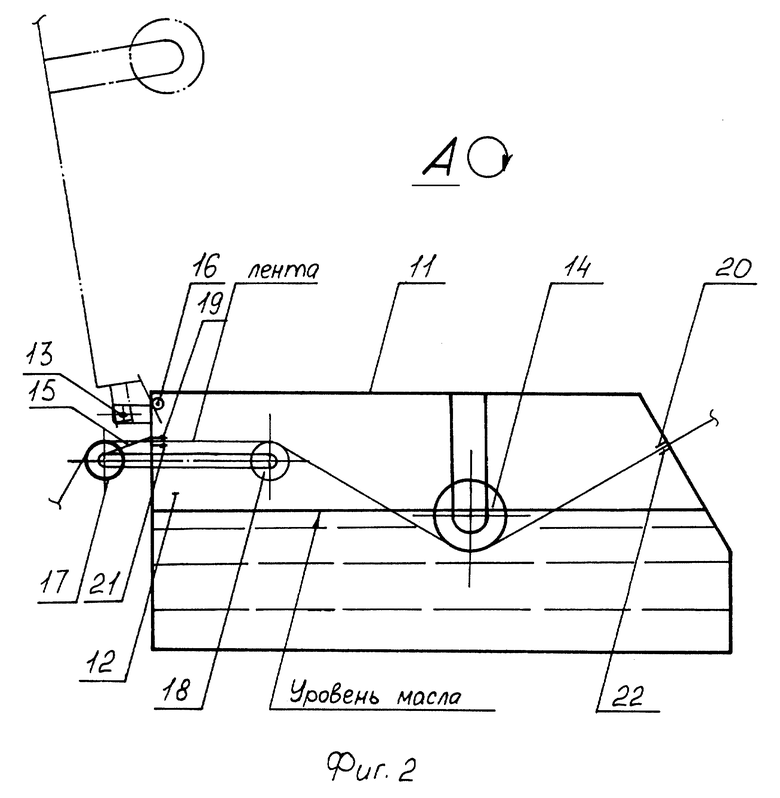
На фиг. 2 - вид А на фиг. 1.
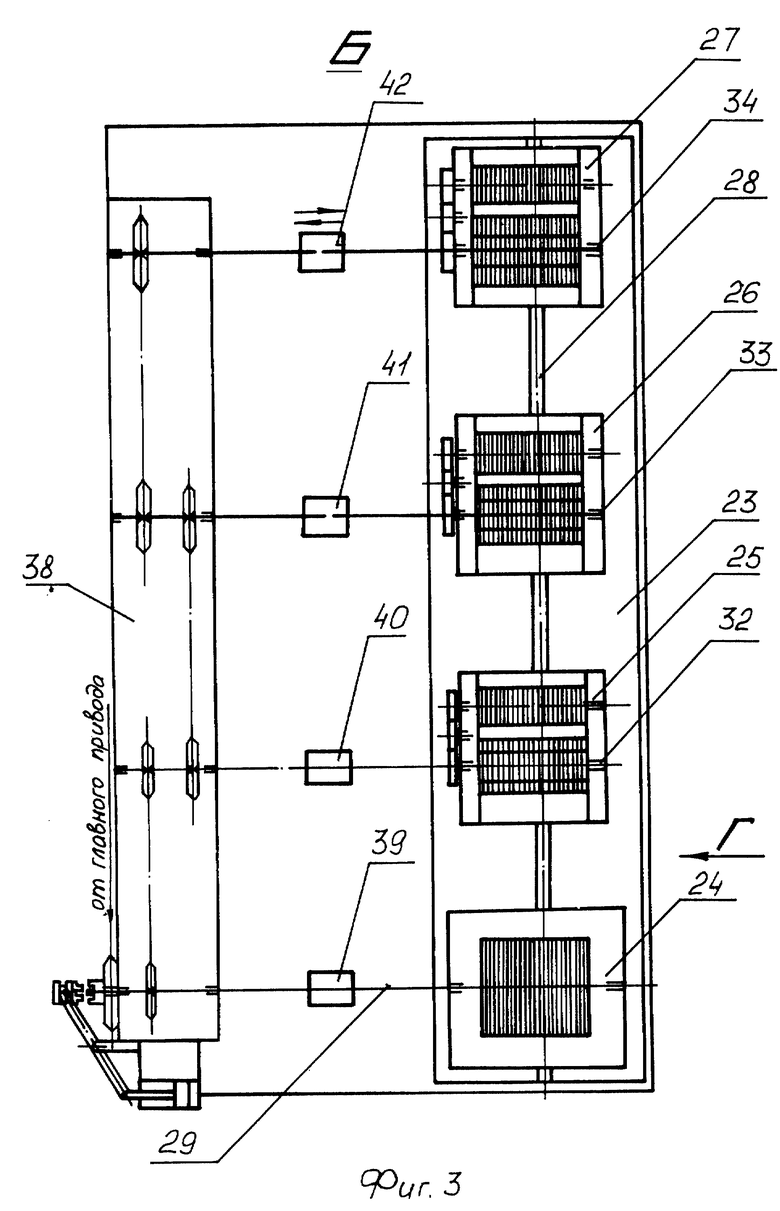
На фиг. 3 - вид Б на фиг. 1.
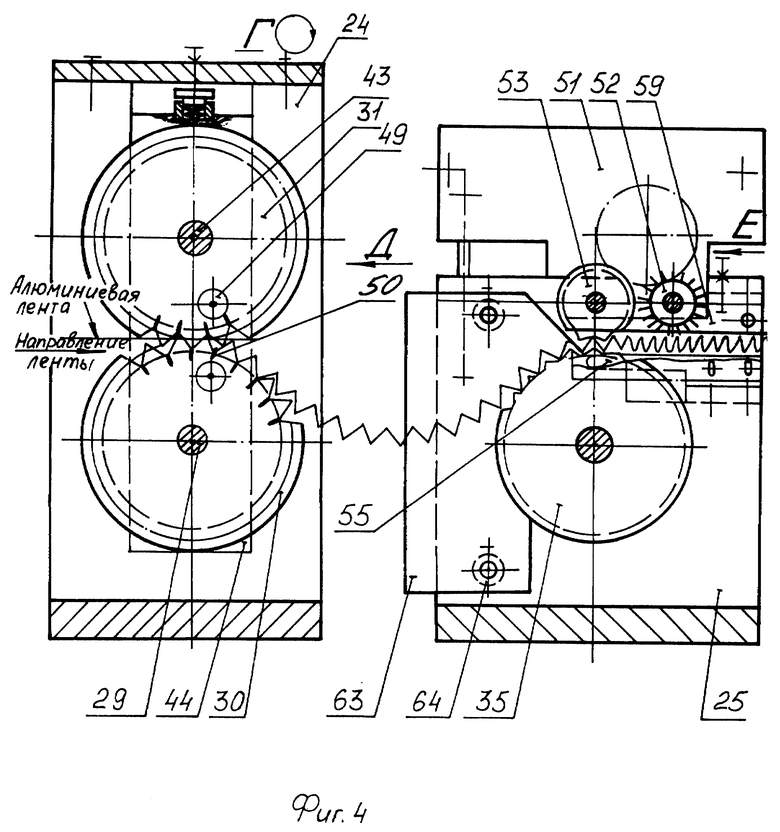
На фиг. 4 - вид Г на фиг. 3.
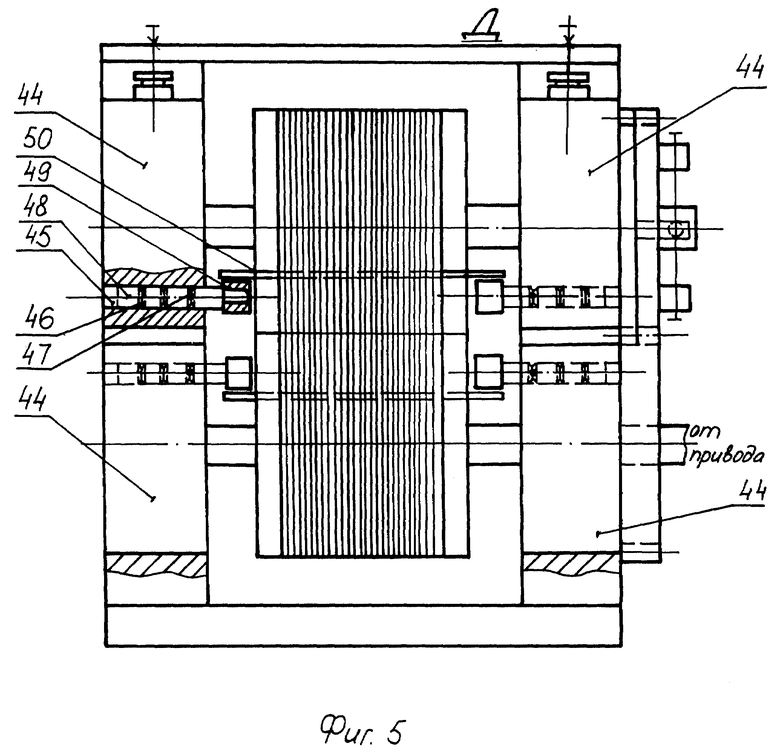
На фиг. 5 - вид Д на фиг. 4.
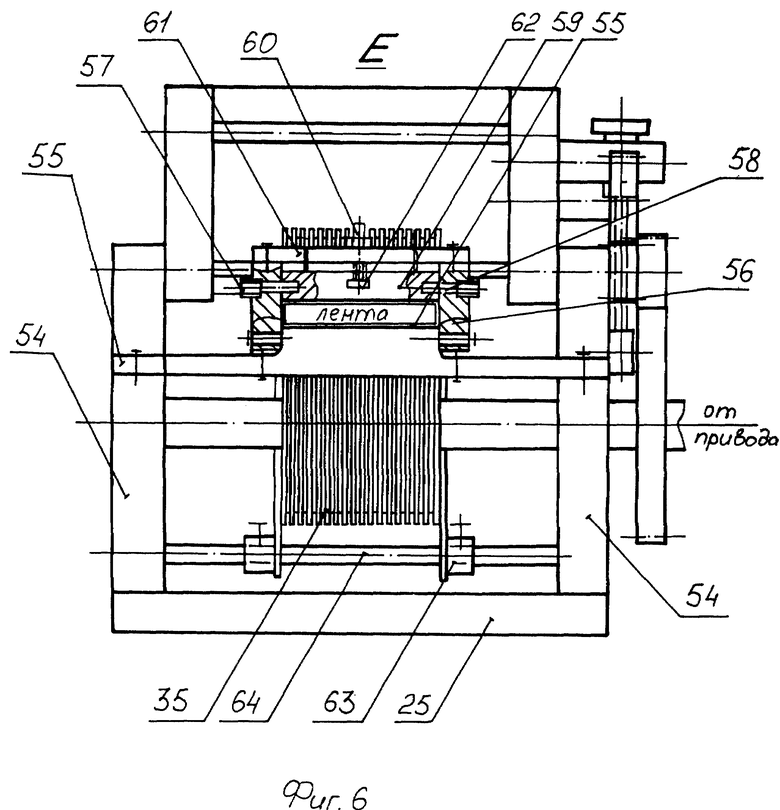
На фиг. 6 - вид Е на фиг. 4.
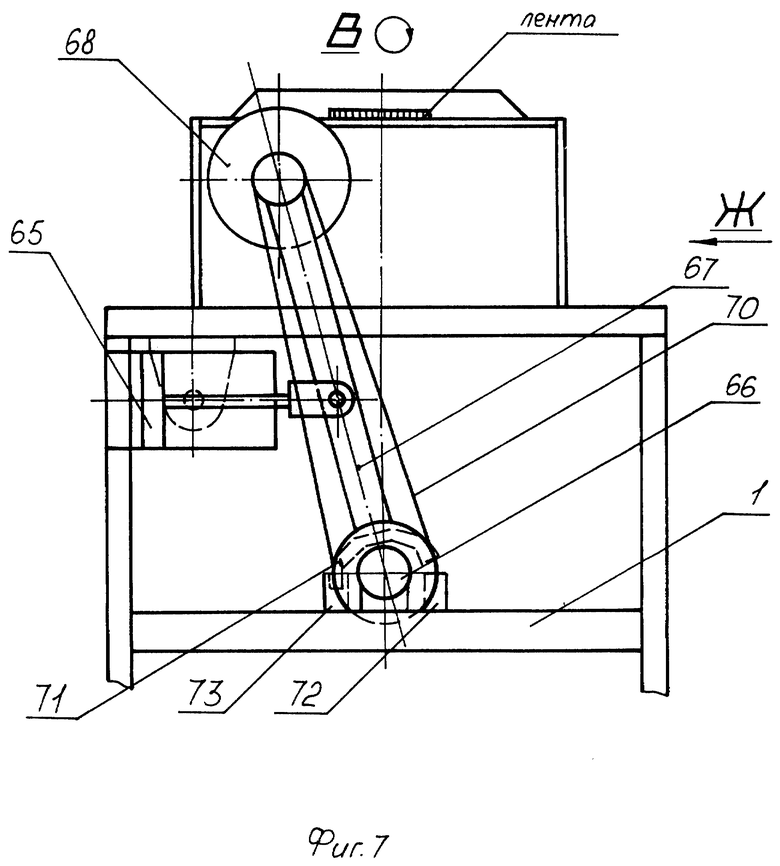
На фиг. 7 - вид В на фиг. 1.
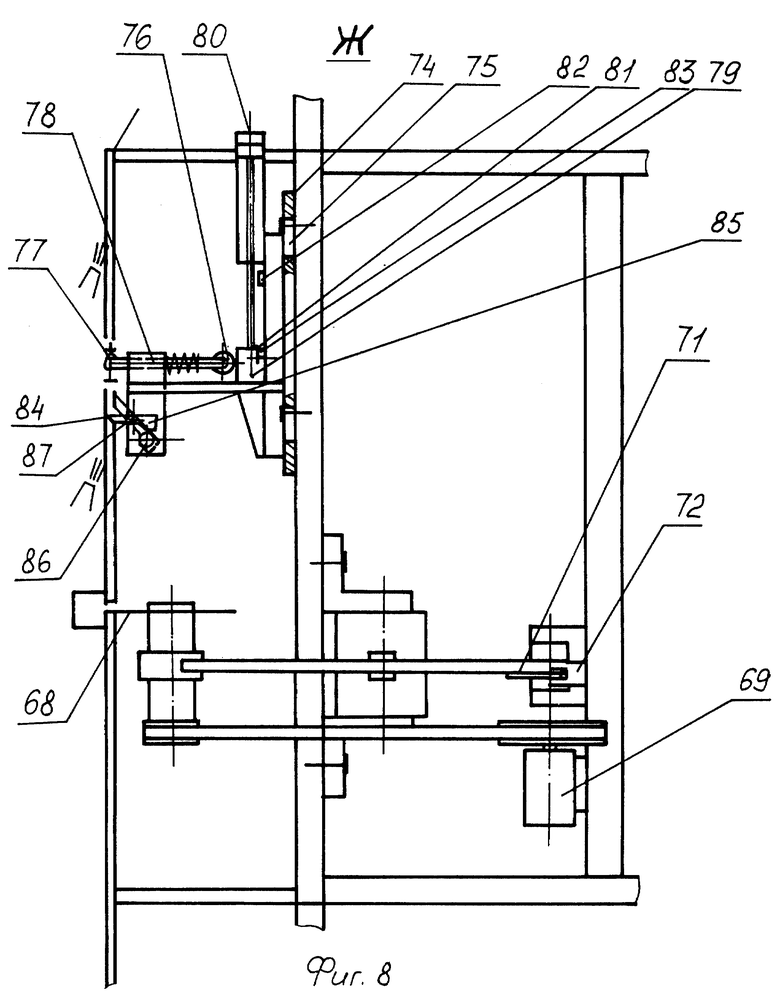
На фиг. 8 - вид Ж на фиг. 7.
Линия для изготовления охлаждающих пластин алюминиевого радиатора содержит последовательно расположенные на столе 1 рулонницу 2, механизм смазки 3, механизм предварительного гофрирования 4, механизмы последовательного сближения 5, 6, 7 гофров, механизм калибровки 8, механизм резки 9 и устройство укладки 10. На крышке 11 механизма смазки, соединенной с емкостью 12 посредством оси 13, вынесенной над ней, противоположно подаче, установлен подающий ролик 14 и упор 15, взаимодействующий со штифтом 16 емкости. На емкости смонтированы направляющие ролики 17 и 18. На крышке и емкости, на входе и выходе, имеются губки 19, 20, 21 и 22 с возможностью регулирования проема между ними (не показано). На общей съемной плите 23 установлены корпуса механизма предварительного гофрирования 24 и механизмов последовательного сближения 25, 26 и 27 гофров посредством общей шпонки 28. Приводной вал 29 блоков формовочных роликов 30, 31 и приводные валы 32, 33, 34 подающих роликов 35, 36, 37 механизмов последовательного сближения соединены с редуктором главного привода 38 посредством быстроразъемных муфт 39, 40, 41, 42 известной конструкции. Приводной 29 и ведомый 43 валы со смонтированными на них блоками формовочных роликов установлены в ползунах 44, имеющих возможность вертикального перемещения в корпусе предварительного гофрирования 24, в отверстиях 45 которых смонтированы с канавками 45 для винтов 47 оси 48 роликов 49, взаимодействующих с выталкивателями 50 блоков формовочных роликов. В верхнем поворотном корпусе 51 каждого механизма сближения гофров расположены сборочный 52 и верхний прижимной 53 ролики. В нижнем корпусе механизма сближения 25 гофров на приводных валах установлены подающие ролики 35, 36, 37. На стенках 54 нижнего корпуса механизма сближения 25 смонтирована нижняя направляющая 55 со щеками 56, которые посредством полуосей 57, 58 соединены с верхней направляющей 59 с возможностью поворота вокруг них посредством винта 60, установленного на планке 61 и шарнирно соединенного с ней через T-образный паз 62. Щеки 63 смонтированы с возможностью горизонтального перемещения на скалках 64, установленных в стенках нижнего корпуса механизма сближения. С приводом от пневмоцилиндра 65 на поворотной опоре 66 стола 1 установлена кулиса 67 с дисковым ножом 68 и приводом от электродвигателя 69 через ременную передачу 70, имеющая с ним общую ось и снабженная якорем 71, взаимодействующим с конечными выключателями 72, 73. На плите 74 посредством эллиптических пазов 75, имеющий возможность перемещения относительно стола 1 на расстоянии, равном длине отрезаемой пластины, установлен оснащенный снизу роликом 76 подпружиненный упор 77 с возможностью вертикального перемещения в направляющей 78 под воздействием клина 79 с приводом от пневмоцилиндра 80 с закрепленным на нем якорем 81, взаимодействующим с конечными выключателями 82, 83, и упор 84 с якорем 85, взаимодействующий с конечным выключателем 86, имеющий возможность поворота вокруг оси 87. На кронштейнах 88 между узлами в пазах (не показано), выполненных перпендикулярно движению ленты, установлены направляющие 89.
Линия работает следующим образом.
Металлическая лента пропускается через предварительно открытый механизм смазки 3. Открытая крышка 11 с помощью упора 15 фиксируется штифтом 16 и за счет установки оси 13, вынесенной за пределы емкости, губки 19, 20, 21, 22 входа разводятся, что позволяет беспрепятственно пропускать через него металлическую ленту, исключая повреждение ее поверхности. Затем крышка закрывается. При этом верхние губки 19, 20 на входе и выходе из емкости, с предварительно отрегулированным зазором относительно нижних губок 21, 22, прижимают ленту, а подающий ролик 14 окунает ее в масло. Далее лента подается в механизм предварительного гофрирования 4 и гофрируется во вращающихся блоках формирующих роликов 30, 31. На выходе из блоков вершины гофров снимаются с зубьев формующих роликов выталкивателями 50 под воздействием роликов 49, установленных на осях 48 в отверстиях ползунов 44. После этого лента поступает в механизм последовательного сближения 5 гофров, имеющий общий привод с механизмом предварительного гофрирования, попадает между нижним подающим 35 и верхним прижимным 53 роликами, где подхватывается нижней 55 и верхней 59 направляющими, и собирается (то есть сближаются ее гофры) сборочным роликом 52. Верхняя направляющая 59 отрегулирована посредством поворота ее вокруг полуосей 57, 58 винтом 60, установленным на планке 61 и связанным с ней через T-образный паз 62, и находится в наклонном положении, соответствующем переходу по высоте на ленте от подаваемой из узла предварительного гофрирования (малая высота) к подсобранной в месте контакта гофры с лопаткой сборочного ролика (увеличенная высота). Далее лента попадает в следующие механизмы сближения 6, 7 гофров, работа которых аналогична с предыдущим. На каждом механизме сближения происходит последовательное сближение гофров и на последнем механизме сближения 7 получается лента с шагом и высотой, соответствующими чертежу изделия (охлаждающей пластины радиатора). Затем лента проходит через механизм калибровки 8, механизм резки 9 и своим краем нажимает на упор 84 с якорем 85, имеющим возможность поворота вокруг оси 87, воздействующий на конечный выключатель 86, доходит по инерции до подпружиненного упора 77, а в это время от конечного выключателя 86 пневмоцилиндр 65 приводит в движение кулису 67 и дисковым ножом 68 отрезает пластину необходимой длины. В крайнем положении кулиса 67 якорем 71 воздействует на один из конечных выключателей 72, 73 и дается сигнал на отвод подпружиненного упора 77, по которому срабатывает пневмоцилиндр 80, и отводит клин 79. При этом подпружиненный упор 77, прокатываясь своим роликом 76 по клину 79, опускается вниз и освобождает путь отрезанной пластине в устройство укладки 10. После этого конечным выключателем 83 упор возвращается в исходное положение. Конструкция линии позволяет производить переналадки на требуемые размеры пластины по высоте, ширине и длине. Для переналадки на другую высоту следует отсоединить посредством быстроразъемных муфт 39, 40, 41, 42 приводные валы 29, 32, 33, 34 механизмов предварительного гофрирования 24 и сближения 25, 26, 27 гофров от редуктора главного привода 38 и заменить механизмы на другие, у которых высота зубьев роликов соответствует высоте требуемой пластины. Корпуса механизмов предварительного гофрирования и сближения гофров выполнены по максимальной ширине ленты. Для переналадки на меньшую ширину необходимо посредством горизонтального перемещения осей 48 в отверстиях ползунов установить ролики 49 с зазором 1 мм к торцу новых блоков формующих роликов и зафиксировать винтами, затем установить на скалках 64 щеки 63 на расстоянии друг от друга, равном ширине ленты плюс 1 мм, и закрепить. После этого наладить на новую ширину направляющие 89 в промежутках между последним механизмом сближения 27 гофров, калибровки, резки и укладки путем поперечной передвижки их относительно кронштейнов 88. Перемещением плиты 74 с упорами 77, 84 посредством эллиптических пазов 75 производится наладка на требуемую длину пластины.
Таким образом, благодаря переналадке по высоте, длине и ширине линия позволяет изготовить любую охлаждающую пластину для алюминиевых радиаторов, выпускаемых на заводах России. В предлагаемой линии в устройстве смазки подающий ролик размещен ниже уровня масла на крышке, установленной на оси, вынесенной над емкостью противоположно подаче, позволяет заправлять ленту в устройство без ее повреждения, а также нанесение равномерного слоя масла на верхнюю и нижнюю ее поверхности. Кроме того, установка верхней направляющей механизма торможения в полуосях позволяет точно отрегулировать по высоте просвет между нижней и верхней направляющими, соответствующий наклонному участку ленты между подающим и сборочным роликами, что, в итоге, позволит стабильно получать качественные, без заминов и повреждений геометрии ленты. Повышению качества изделия способствует также базирование всех механизмов гофрирования на единой шпонке, так как исключает возникновение серповидности, нестабильности высоты и неплоскостности поверхности изделия, что, в свою очередь, повышает качество при сборке радиатора. Большим преимуществом является и то, что отрезка пластины производится от одного бокового торца к другому, а это позволяет выполнить дисковой нож с минимальным диаметром, что повышает качество реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| УСТАНОВКА ДЛЯ ПРОФИЛИРОВАНИЯ ЛЕНТЫ | 2004 |
|
RU2279941C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА И УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2200889C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
Изобретение относится к обработке металлов давлением, а именно к технологическому оборудованию для изготовления гофрированных лент для теплообменников. Автоматическая линия для изготовления охлаждающих пластин алюминиевого радиатора содержит последовательно расположенные рулонницу, механизмы смазки, предварительного гофрирования, последовательного сближения гофров, калибровки, резки и устройство укладки, подающий ролик в механизме смазки установлен ниже уровня масла на крышке, имеющей возможность поворота вокруг оси, вынесенной над емкостью противоположно подаче ленты, корпуса механизма предварительного гофрирования и механизмов предварительного сближения гофров укреплены на съемной плите посредством общей шпонки, а их приводные валы соединены с редуктором главного привода при помощи быстроразъемных муфт, причем верхние направляющие в механизмах последовательного сближения гофров выполнены с возможностью поворота, на плите механизма резки выполнены эллиптические пазы и установлен, с возможностью вертикального возвратно-поступательного перемещения, подпружиненный упор, взаимодействующий с клином, жестко связанным с пневмоцилиндром. Возможность переналадки обеспечивает расширение технологических возможностей, а базирование всех механизмов на единой шпонке и установка верхней направляющей механизма торможения в полуосях обеспечивает повышение качества изделий. 8 ил.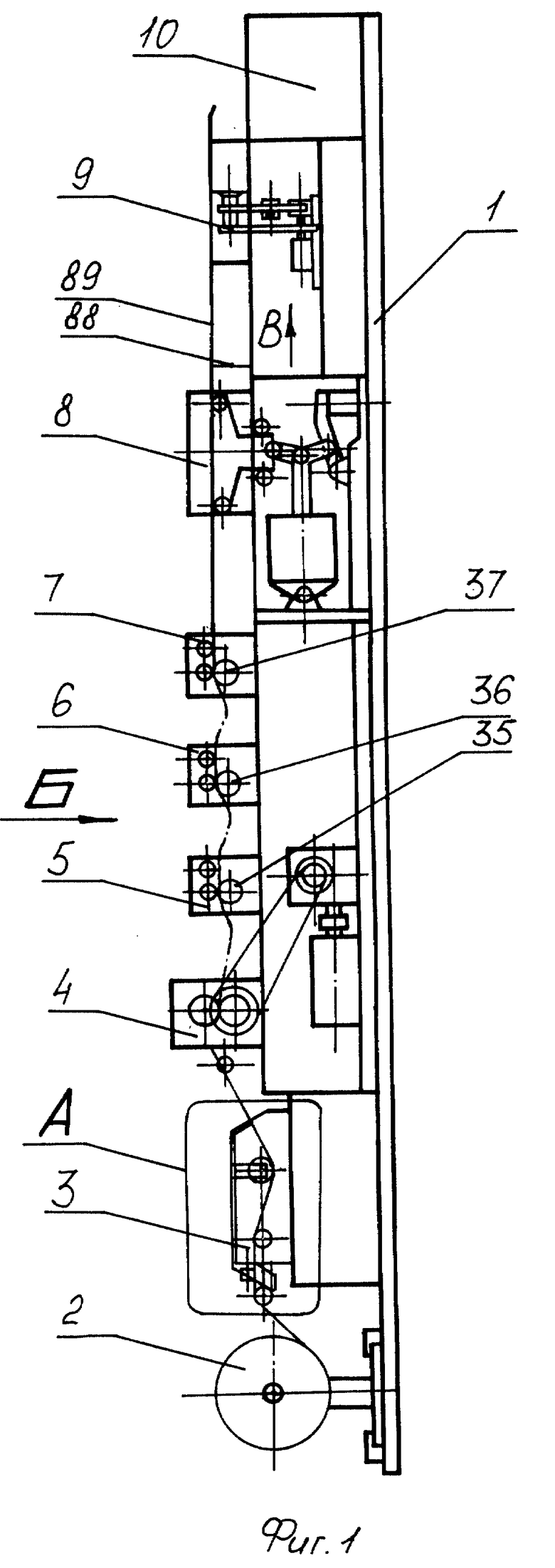
Автоматическая линия для изготовления охлаждающих пластин алюминиевого радиатора, содержащая последовательно расположенные и соединенные с редуктором главного привода рулонницу, механизм смазки с емкостью и крышкой и подающим роликом, механизмы предварительного гофрирования, последовательного сближения гофр, калибровки, резки по упору и устройство укладки, отличающаяся тем, что крышка механизма смазки установлена с возможностью поворота вокруг оси, соединенной с емкостью и расположенной над ней со стороны, противоположной подаче ленты, а подающий ролик установлен на крышке и расположен ниже уровня масла в емкости, корпуса механизма предварительного гофрирования и механизмов последовательного сближения гофр закреплены на съемной плите посредством общей шпонки, их приводные валы соединены с редуктором главного привода быстроразъемными муфтами, механизмы последовательного сближения гофр выполнены с верхними направляющими, установленными с возможностью поворота, плита механизма резки выполнена с эллиптическими пазами для осуществления возможности ее перемещения, а упор выполнен подпружиненным и установлен на плите с возможностью вертикального возвратно-поступательного перемещения от клина, жестко связанного с пневмоцилиндром.
| Устройство для гофрирования ленты | 1967 |
|
SU261352A1 |
| Способ изготовления из ленты гофрированных пластин и устройство для его осуществления | 1987 |
|
SU1493351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ ДЛЯ БЕЗОПОРНОГО ЗДАНИЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МЕТАЛЛИЧЕСКОЕ ЗДАНИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 1993 |
|
RU2094152C1 |
| US 3768294, 30.10.1973 | |||
| СПОСОБ ЛЕЧЕНИЯ ЭРОЗИВНОГО ЭЗОФАГИТА | 1991 |
|
RU2033800C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЛЛАДИЕВОГО КАТАЛИЗАТОРА ТОНКОЙ ОЧИСТКИ ВОДОРОДА ОТ КИСЛОРОДА | 1992 |
|
RU2050185C1 |

