Пьезоэлектрические исполнительные элементы состоят обычно из множества расположенных стопкой пьезоэлементов. Каждый из этих элементов состоит в свою очередь из пьезокерамического слоя, который снабжен с обеих сторон металлическими электродами. Если к этим электродам прикладывается напряжение, то пьезокерамический слой реагирует искажением решетки, которое приводит вдоль главной оси к могущему быть использованному линейному расширению. Так как оно в свою очередь составляет меньше двух тысячных долей толщины слоя вдоль главной оси, то для достижения желаемого абсолютного линейного расширения должны предоставляться в распоряжение соответственно более большие толщины слоя активной пьезокерамики. С увеличением толщины пьезокерамического слоя внутри одного пьезоэлемента, однако, увеличивается также необходимое для срабатывания пьезоэлемента напряжение. Чтобы удерживать его в приемлемых границах, изготавливают многослойные исполнительные элементы, в которых толщины отдельных пьезоэлементов лежат обычно между 20 и 200 мкм. Пьезоэлектрический исполнительный элемент должен тогда для желательного линейного расширения содержать соответствующее количество отдельных элементов или, соответственно, отдельных слоев.
Известные пьезоэлектрические исполнительные элементы многослойной конструкции поэтому содержат, в целом, вплоть до нескольких сотен отдельных слоев. Для их изготовления неспеченные пьезокерамические пленки располагают попеременно с электродным материалом стопкой и совместно ламинируют и спекают в монолитный композит высотой порядка 5 мм. Еще большие исполнительные элементы с еще большим абсолютным отклонением можно получать, например, за счет склеивания нескольких таких стопок. Достаточно высокие жесткости, особенно, если пьезоэлектрическим исполнительным элементом должны передаваться большие силы, имеют пьезоэлектрические исполнительные элементы полностью монолитной многослойной конструкции, которые проявляют достаточно жесткое соединение отдельных слоев в стопке.
Для электрического контактирования таких пьезоэлектрических исполнительных элементов многослойной конструкции на внешней стороне пьезоэлектрического исполнительного элемента или также в отверстии в середине площадки отдельных исполнительных элементов размещают, например, полоски металлизации. Чтобы электродный слой мог служить в качестве электрода для двух соседних пьезокерамических слоев, электрическое контактирование электродных слоев внутри стопки происходит с переменной полярностью. Чтобы соединить, например, каждый второй электродный слой с одной из полосок металлизации, она должна быть изолирована относительно промежуточно расположенных электродных слоев. Это удается простым образом за счет того, что каждый второй электродный слой в области одной полоски металлизации имеет выемку, в которой он не доходит вплоть до полоски металлизации. Остальные электродные слои тогда имеют выемки в области второй полоски металлизации, чтобы позволить контактирование с переменной полярностью.
Другая возможность переменного контактирования состоит в том, что каждый второй электродный слой дополнительно изолируют в области полосок металлизации. Это удается, например, за счет стеклоизоляций, которые наносят после изготовления многослойного монолитного пьезоэлектрического исполнительного элемента, например, электрофорезом на краю электродных слоев. Этот способ, однако, является неэкономичным и ограничивается пьезоэлектрическими исполнительными элементами, керамические сдельные слои которых имеют толщину по меньшей мере 100 мкм. Вследствие малого участка стеклоизоляции контактированные подобным образом пьезоэлектрические исполнительные элементы являются, кроме того, непригодными, если требуется высокая надежность и при условиях незащищенности от окружающей среды.
Пьезоэлектрические исполнительные элементы, попеременное контактирование которых происходит через выемки электродных слоев, являются в области контактирования пьезоэлектрически неактивными, так как там за счет соответственно отсутствующего электрода не может быть создано электрическое поле. Это имеет как при поляризации, так также и при работе пьезоэлектрического исполнительного элемента следствием, что в этой пьезоэлектрически неактивной области контактирования возникают механические напряжения, которые могут приводить к трещинам на полосках металлизации параллельно к электродным слоям. Это может приводить к полному разрыву полосок металлизации и имеет следствием, что при точечном приложении напряжения снаружи на полоски металлизации часть пьезоэлектрического исполнительного элемента отсоединяется от напряжения питания и тем самым становится неактивной. Число трещин зависит от общей высоты исполнительного элемента, а также от прочности граничной поверхности - внутренний электрод/пьезокерамика и в длительном режиме работы при переменных условиях нагрузки может также дальше увеличиваться. Существующее уже при поляризации раскрытие трещины увеличивается дальше параллельно с управлением исполнительного элемента, однако, при отключении напряжения возвращается снова к исходной величине. Таким образом, при динамическом режиме работы наблюдается динамическое изменение трещин или, соответственно, динамическое изменение раскрытия трещин, которое может дальше повреждать полоски металлизации.
Задачей настоящего изобретения поэтому является указать пьезоэлектрический исполнительный элемент вместе со способом изготовления, который имеет надежное электрическое контактирование, избегающее отрицательных последствий появляющихся трещин напряжения в контактировании.
Эта задача согласно изобретению решается за счет пьезоэлектрического исполнительного элемента согласно пункту 1 формулы изобретения. Предпочтительные формы развития изобретения, а также способ для изготовления пьезоэлектрического исполнительного элемента следуют из дальнейших пунктов формулы изобретения.
Соответствующий изобретению пьезоэлектрический исполнительный элемент может иметь обычную и предпочтительно монолитную конструкцию. Пьезоэлектрические керамические слои и электродные слои расположены чередуясь друг над другом стопкой и предпочтительно спечены друг с другом. Снаружи на стопке размещены по меньшей мере две полоски металлизации для переменного контактирования электродных слоев. Согласно изобретению полоски металлизации снабжены контактными лепестками, которые содержат электрически проводящий слой. Соединение является электрически проводящим и происходит по меньшей мере по всей высоте подлежащих контактированию электродных слоев таким образом, что сбоку полосок металлизации остается выступающая область контактных лепестков.
Предпочтительно контактный лепесток выполнен тонким, но прочным на разрыв и предпочтительно также гибким.
Выступающий контактный лепесток представляет в распоряжение электрически проводящую и соединенную с полосками металлизации увеличенную поверхность без необходимости одновременного увеличения за счет этого неактивной области пьезоэлектрического исполнительного элемента. Если во время поляризации или работы пьезоэлектрического исполнительного элемента появляются трещины напряжения в полосках металлизации, то они шунтируются за счет электрически проводящего слоя в выступающей области контактного лепестка. Ширина контактных лепестков и тем самым ширина выступающей области имеет такие размеры, что трещины в полосках металлизации с большим раскрытием трещин, хотя и приводят к локальной трещине также в контактном лепестке, однако, она останавливается еще внутри контактного лепестка. Таким образом, все появляющиеся внутри полосок металлизации трещины могут электрически проводяще шунтироваться так, что все первоначально контактированные электродные слои остаются электрически подключенными и, таким образом, весь исполнительный элемент не испытывает никакого уменьшения мощности.
С помощью изобретения является также возможным увеличить количество слоев и тем самым также высоту стопки пьезоэлектрического исполнительного элемента без того, что одновременно возрастающая опасность образования трещин ведет к прерыванию электрического контактирования и тем самым к ухудшению функциональной способности пьезоэлектрического исполнительного элемента. Таким образом является возможным создавать монолитные пьезоэлектрические исполнительные элементы многослойной конструкции с большей высотой стопки и тем самым с большим могущим быть использованным отклонением. В то время как до сих пор большие отклонения могли быть получены только за счет склеивания множества меньших монолитных исполнительных элементов, теперь может быть также увеличено отклонение отдельных монолитных пьезоэлектрических исполнительных элементов без необходимости принимать во внимание повреждение исполнительных элементов. Только монолитные пьезоэлектрические исполнительные элементы обладают высокими жесткостями, с которыми в динамическом режиме работы могут надежно передаваться высокие силы.
В одной предпочтительной форме выполнения изобретения контактный лепесток состоит из композитного материала, который наряду с электрически проводящим слоем содержит еще по меньшей мере один пластмассовый слой. Этот пластмассовый слой повышает прочность на разрыв контактного лепестка и служит для улучшенной защиты контактного лепестка относительно дальнейшего разрывания при работе пьезоэлектрического исполнительного элемента. Контактный лепесток из композитного материала имеет, кроме того, преимущество, что он по сравнению, например, с выполненным чисто металлическим контактным лепестком, например металлической пленкой, может быть легче. В динамическом режиме работы пьезоэлектрического исполнительного элемента он, таким образом, не является достойным упоминания дополнительным механическим балластом. Контактный лепесток является механически гибким и может, таким образом, легко приспосабливаться к различным видам встраивания пьезоэлектрического исполнительного элемента и, например, к различным встраиваемым блокам. По сравнению с обычными контактированиями возникают только малые дополнительные материальные расходы.
В дальнейшей форме развития изобретения контактный лепесток содержит снабженную металлическим покрытием пластмассовую пленку. Предпочтительно металлический электрически проводящий слой в выступающей области контактного лепестка дополнительно каширован дальнейшим пластмассовым слоем. Это имеет преимуществом, что контактный лепесток в выступающей области является электрически изолированным со всех сторон так, что даже при сильном изгибе в выступающей области не может появиться короткого замыкания со свободно доступными на краю пьезоэлектрического исполнительного элемента электродными слоями. За счет пластмассовых слоев, нанесенных с обеих сторон электрически проводящего и, например, металлического слоя, прочность на разрыв контактного лепестка дополнительно повышается.
В способе для изготовления соответствующего изобретению пьезоэлектрического исполнительного элемента монолитный многослойный композит изготовлен обычным и известным по себе образом. Для этого можно штабелировать друг на друга неспеченные пленки с напечатанным электродным материалом и совместно спекать их свободно или под давлением. Пьезокерамические пленки и, при необходимости, также готовые пьезоэлектрические исполнительные элементы могут иметь круглую, прямоугольную или любую другую форму поперечного сечения. Электродный материал печатают на пленку таким образом, что после укладки в стопку только каждый второй электродный слой в области контактирования ведет вплоть до внешнего края пьезокерамической пленки или, соответственно, более поздней стопки. За счет нанесения соответственно по одной полоске металлизации на две области контактирования, например, каждый второй электродный слой соединяется с одной полоской металлизации, а остальные электродные слои соединяются со второй полоской металлизации. Полоска металлизации содержит металл, который напылен или осажден методом ионного распыления или нанесен с помощью металлсодержащей пасты и подвергнут вжиганию.
На полоски металлизации затем наносят контактный лепесток так, что его электрически проводящий слой по всей высоте стопки контактируемых электродных слоев электрически проводяще и прочно соединен. Электрически проводящее соединение может быть произведено с помощью проводящего клея, процесса пайки или, при необходимости, одновременно с вжиганием полосок металлизации. Предпочтительно контактный лепесток напаивают. Особенно щадящим процессом пайки является пайка лазерным лучом. Это позволяет производить селективный ввод требующейся для пайки энергии в контактный лепесток, причем сам пьезоэлектрический исполнительный элемент подвергается только минимальной термической нагрузке. Он также не должен предварительно нагреваться так, что не может происходить никакого повреждения керамики за счет термоудара или перегрева.
Необходимый для пайки припой предпочтительно уже является нанесенным на контактный лепесток. Для этого в предусмотренной для пайки области он обычным образом, например напылением, методом ионного распыления или гальванизации, снабжается покрытием подходящего оловянного припоя обычного состава.
Для нанесения контактного лепестка посредством лазерной пайки является преимуществом, если контактный вывод содержит композитный материал из пластмассы и электрически проводящего слоя, пластмасса которого является прозрачной для длины волны примененного для пайки лазера. Таким образом, лазерная энергия может почти полностью вводиться в электрически проводящий слой или, соответственно, в нанесенный поверх него оловянный припой.
Припаивание полосок металлизации с контактными лепестками производят непрерывно по всей длине полоски металлизации или по меньшей мере по всей высоте стопки подлежащих контактированию электродных слоев. Для этого можно использовать непрерывный лазер или соответственно растрированный импульсный лазер. Длительность лазерной пайки составляет обычно только несколько секунд и пайка может производиться автоматизированно.
В последующем изобретение поясняется более подробно с помощью примера выполнения и относящихся к нему шести фигур.
Фигура 1 показывает контактирование пьезоэлектрического исполнительного элемента в схематическом представлении поперечного сечения.
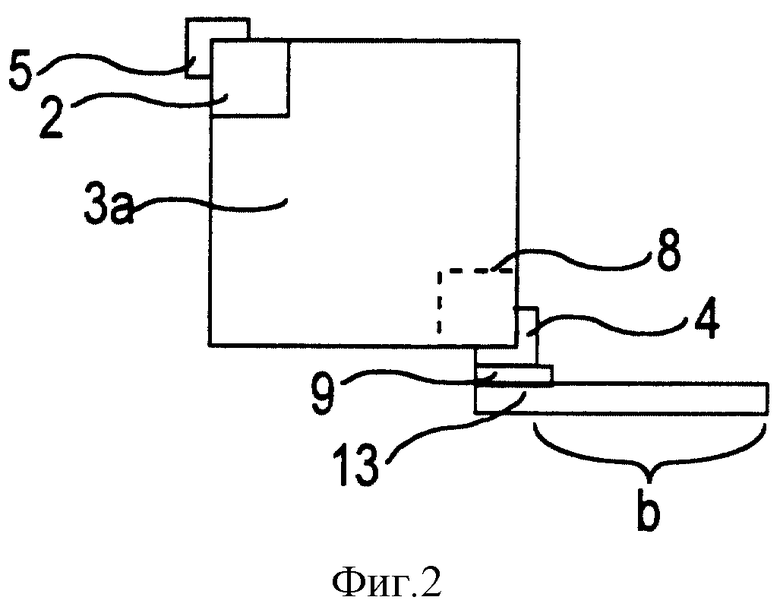
Фигура 2 показывает соответствующий изобретению пьезоэлектрический исполнительный элемент в схематическом поперечном сечении.
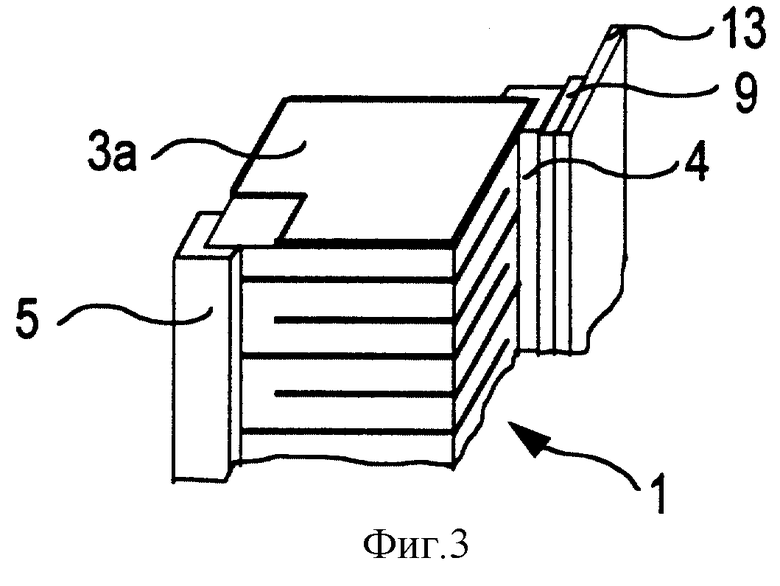
Фигура 3 показывает соответствующий изобретению пьезоэлектрический исполнительный элемент в перспективном схематическом представлении и
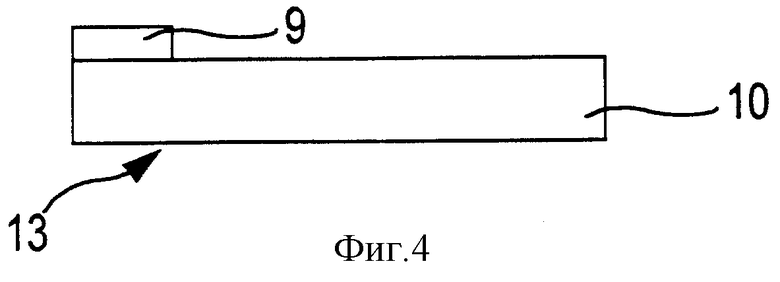
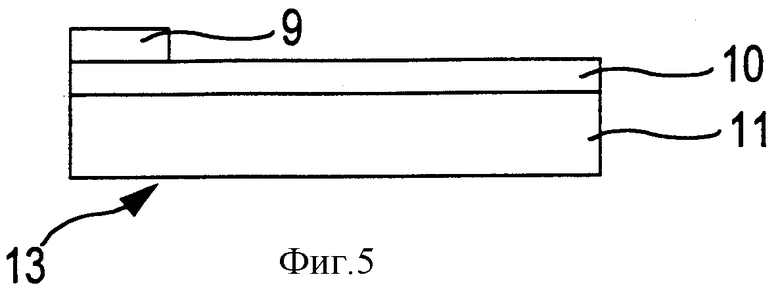
Фигуры 4-6 показывают возможные формы выполнения контактного лепестка в схематическом поперечном сечении.
Фигура 1 показывает известный пьезоэлектрический исполнительный элемент многослойной конструкции в вырезе в схематическом представлении. Он состоит из стопки пьезокерамических слоев 2 и расположенных между ними электродных слоев 3. В качестве пьезокерамики можно использовать любую керамику из олова, цирконата, титаната. Электродные слои выполнены из подходящего материала, предпочтительно из вжигаемой пасты, содержащей серебро. Электродные слои могут еще дополнительно содержать окислительные добавки для лучшей адгезии на пьезокерамических слоях 2, а также другие металлы в отдельности или в качестве дальнейшей добавки, например, платину или палладий.
Представленная здесь с шестью пьезокерамическими слоями 2 стопка объединена посредством совместного спекания, при необходимости, при повышенном давлении в прочный композит. На краю стопки параллельно к направлению штабелирования расположены полоски металлизации 4 и 5. Они могут также состоять из вжигаемой серебряной пасты, однако, могут быть альтернативно также напылены или нанесены методом ионного напыления. Однако ни вид металла, ни вид нанесения полосок металлизации на стопке пьезоэлектрического исполнительного элемента многослойной конструкции не является существенным. На каждой полоске металлизации 4, 5 закреплены в свою очередь электрические выводы 6 и 7, например, путем припаивания электрического провода. Соединение может при этом производиться в одной или нескольких точках полоски металлизации или контактного лепестка. После поляризации параллельно к направлению штабелирования получается работоспособный пьезоэлектрический исполнительный элемент, который при приложении напряжения к выводам 6 и 7 показывает отклонение в направлении r. Монолитные исполнительные элементы для передачи больших сил могут достигать высоты стопки до 40 мм и в зависимости от толщины пьезокерамических слоев охватывать до 1000 керамических слоев 2.
Далее из фигуры 1 следует, как отдельные электродные слои монтируют параллельно так, что каждый второй электродный слой имеет одинаковую полярность. Для этого электродные слои 3 располагают на пьезокерамических слоях 2 так, что в области контактирования при полосках металлизации остаются выемки 14, которые не покрыты электродным материалом. Эти выемки служат для изоляции электродного слоя относительно полоски металлизации, к которой он не должен быть подключен.
Фигура 2 показывает примерный пьезоэлектрический исполнительный элемент в поперечном сечении через плоскость внутреннего электрода. На фигуре представлен исполнительный элемент с квадратной горизонтальной проекцией, однако, он может также иметь любые другие формы. Самый верхний электродный слой 3а имеет в левом верхнем углу выемку, на которой виден лежащий снизу пьезокерамический слой 2. Эта выемка может быть не только квадратной, как показано, но иметь также прямоугольную, или эллиптическую, или круглую форму и быть расположенной не только в углу, но и также в середине стороны исполнительного элемента. Электродный слой 3а соединен электрически проводяще с полоской металлизации 4, которая размещена здесь в углу. Размещенная в противоположном углу полоска металлизации 5 вследствие выемки в электродном слое 3а не обладает контактом с ним. В противоположность этому она соединена с расположенным снизу (здесь не видным) электродным слоем 3b, который имеет в противолежащем углу исполнительного элемента выемку, представленную штриховой линией и обозначенную позицией 8.
Согласно изобретению полоски металлизации 4 и 5 соединены с контактным лепестком 13. Соединение происходит по всей высоте стопки или по меньшей мере по всей высоте подлежащих контактированию электродных слоев 3. Контактный лепесток 13 размещают с помощью соединительного средства 9, например проводящего клея или слоя припоя. Относительно стопки или, соответственно, соединения с полосками металлизации 4 и 5 контактный лепесток 13 имеет выступающую область, длина которой b является достаточной, чтобы появляющиеся во время работы или поляризации пьезоэлектрического исполнительного элемента 1 трещины в полосках металлизации проходили внутри контактного лепестка 13. Для примерных пьезоэлектрических исполнительных элементов с основной площадью 7•7 мм и с высотой до 40 мм является достаточным, если выступающая область имеет ширину b от 5 до 10 мм. При меньших высотах стопки ширина b выступающей области может выбираться также меньшей.
На конце выступающей области b тогда можно производить дальнейшее контактирование любым образом, например путем припаивания проволоки, для дальнейшего проведения к электрическим выводам 6 и 7.
Таким же образом соединяют вторую полоску металлизации 5 с подобным контактным лепестком 13. В качестве предпочтительного способа нанесения применяют способ лазерной пайки.
Фигура 3 показывает в виде выреза и в перспективном схематическом представлении пьезоэлектрический исполнительный элемент 1 с нанесенным контактным лепестком 13. Представленный пьезоэлектрический исполнительный элемент, хотя и проявляет линейное расширение, однако, еще не является пригодным для передачи больших сил. Для этого необходимы не представленные здесь пьезоэлектрически неактивные лицевые панели на верхней и нижней стороне пьезоэлектрического исполнительного элемента 1, которые также монолитно соединены со стопкой.
Фигура 4 показывает самую простую форму выполнения контактного лепестка в схематическом поперечном сечении, в случае которого контактный лепесток содержит только один электрически проводящий слой, например металлическую пленку 10. По выбору электрически проводящий слой (пленка) 10 вдоль края уже может быть снабжен слоем припоя 9 или другого электрически проводящего соединительного средства, которое служит для соединения с полосками металлизации 4 и 5. Длина контактного лепестка вертикально к представленной плоскости сечения соответствует, например, высоте стопки пьезоэлектрического исполнительного элемента 1, в то время как ширина контактного лепестка 13 или, соответственно, пленки 10 соответствует по меньшей мере ширине b выступающей области плюс ширина соединения с полосками металлизации. Для названных в качестве примера пьезоэлектрических исполнительных элементов 7•7•40 (мм)3 является достаточной выступающая область b от 5 до 10 мм.
Фигура 5 показывает другую форму выполнения контактного лепестка 13, в случае которой он содержит композитный материал из носителя 11 и электрически проводящего слоя 10. В качестве носителя 11 применяют, например, пластмассовую пленку, которая снабжена слоем электрически хорошо проводящего металла 10. В одной форме выполнения изобретения в качестве носителя 11 применяют каптоновую пленку пленку®, например, толщиной 25 мкм, которая покрыта слоем подходящего металла, например меди с толщиной 25 мкм. В качестве соединительного средства 9 наносят, например, гальванически оловянный слой 9. Применение меди для электрически проводящего слоя 10 имеет преимуществом хорошую пригодность для пайки, а также высокую электрическую проводимость.
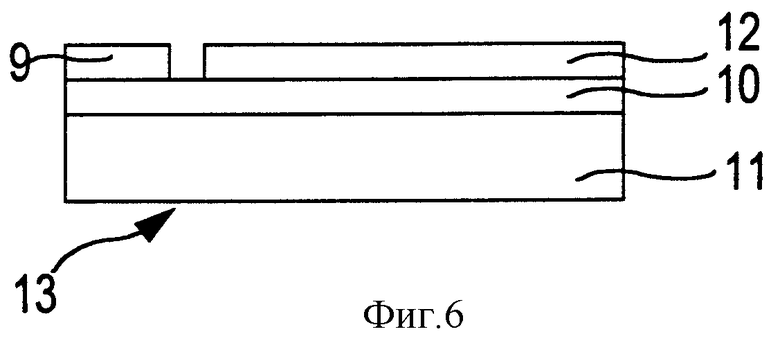
Фигура 6: В дальнейшей форме выполнения изобретения контактный лепесток 13 выполнен подобно выполнению на фигуре 5, однако, содержит рядом с полоской припоя 9 еще изолирующий слой 12, которым покрыта или, соответственно, каширована примерно вся поверхность электрически проводящего слоя 10. Этот изолирующий слой 12 может являться дальнейшим пластмассовым слоем, который граничит непосредственно с полоской припоя 9 или, как представлено, расположен на расстоянии от нее.
Если в качестве способа нанесения используют способ лазерной пайки, то является особенно предпочтительным, если контактные лепестки согласно фигурам 5 и 6 содержат прозрачный для длины волны примененного лазера носитель 11, например названную каптоновую пленку. Таким образом, лазерная пайка может производиться с минимальными энергетическими затратами, причем лазерная энергия может вводиться почти полностью в подлежащий расплавлению припой 9. Термическая нагрузка пленки 11 или пьезоэлектрического исполнительного элемента 1 при этом исключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОНОЛИТНЫЙ МНОГОСЛОЙНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2169964C2 |
| МОНОЛИТНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2004 |
|
RU2279156C1 |
| НЕСУЩИЙ ЭЛЕМЕНТ ДЛЯ ПОЛУПРОВОДНИКОВОЙ МИКРОСХЕМЫ | 1997 |
|
RU2156521C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ПРОВОДЯЩИХ СОЕДИНЕНИЙ МЕЖДУ ДВУМЯ ИЛИ НЕСКОЛЬКИМИ ПРОВОДЯЩИМИ СТРУКТУРАМИ | 1997 |
|
RU2168877C2 |
| МОДУЛЬ МИКРОСХЕМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ МИКРОСХЕМЫ | 1997 |
|
RU2165660C2 |
| УСТРОЙСТВО КОРПУСИРОВАНИЯ ДЛЯ ЭЛЕКТРОННЫХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ | 1995 |
|
RU2153221C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ИЗГИБА И МОДУЛЬ ИЗ МНОЖЕСТВА ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ИЗГИБА | 1999 |
|
RU2197038C2 |
| СИСТЕМА ЗАЩИТЫ АППАРАТНЫХ СРЕДСТВ В ФОРМЕ ПЕЧАТНЫХ ПЛАТ, СФОРМИРОВАННЫХ ГЛУБОКОЙ ВЫТЯЖКОЙ В ПОЛУЧАШИ | 2005 |
|
RU2382404C2 |
| МИКРОСХЕМНАЯ КАРТА | 1995 |
|
RU2137195C1 |
| Многослойный конденсатор и способ изготовления многослойных конденсаторов | 1986 |
|
SU1838843A3 |
При работе пьезоэлектрических исполнительных элементов в многослойной конструкции вследствие напряжений во время поляризации или во время работы пьезоэлектрического исполнительного элемента могут появляться трещины в полосках металлизации, которые размещены снаружи на исполнительном элементе для контактирования электродных слоев. Сущность изобретения: предлагается наносить электрически проводящие контактные лепестки на полоски металлизации, чтобы оставалась выступающая область так, что при появляющихся трещинах последние электрически шунтировались. Технический результат: повышение надежности электрического контактирования. 2 с. и 9 з. п. ф-лы, 6 ил.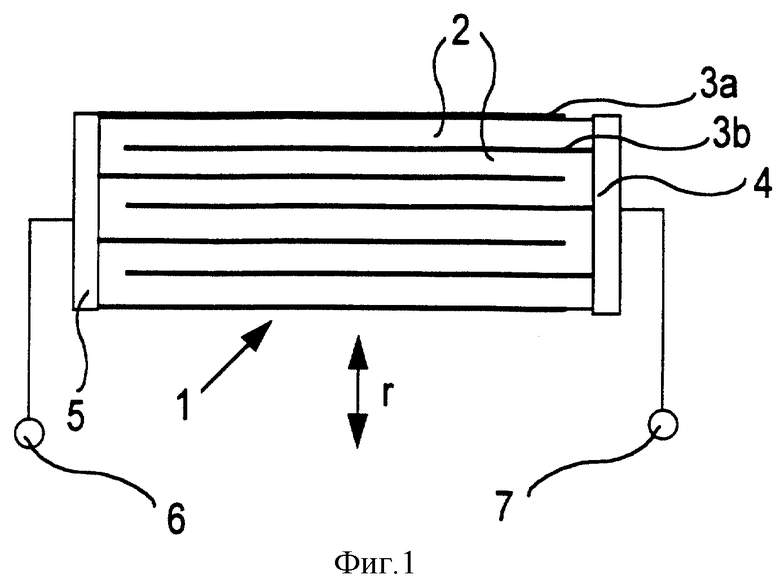
| Способ исследования стопы | 1976 |
|
SU584842A1 |
| МАНИПУЛЯТОР ДЛЯ НАВЕСКИ БУРИЛЬНОЙ МАШИНЫ | 0 |
|
SU350941A1 |
| УСТРОЙСТВО для РАСПРЕДЕЛЕНИЯ ЖИДКОСТИ ПО НЕЗАВИСИЛ1ЫМ ОБЪЕКТАМИЛИ ГАЗА | 0 |
|
SU247540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 1980 |
|
RU1688754C |

