Пьезоэлектрические исполнительные элементы обычно состоят из многих расположенных стопкой пьезоэлементов. Каждый их этих элементов в свою очередь состоит из пьезокерамического слоя, который с обеих сторон снабжен металлическими электродами. Если к этим электродам прикладывают напряжение, то пьезокерамический слой реагирует деформацией решетки, которая приводит к полезному удлинению вдоль главной оси. Так как оно составляет меньше, чем две промилле толщины слоя вдоль главной оси, для достижения желательного абсолютного удлинения должно иметься в распоряжении соответственно большие толщины слоя активной пьезокерамики. С увеличением толщины слоя пьезокерамического слоя внутри пьезоэлемента, однако, возрастает также необходимое для срабатывания пьезоэлемента напряжение. Чтобы поддерживать его в управляемых пределах, толщины отдельных пьезоэлементов в многослойных исполнительных элементах лежат обычно между 20 и 200 мкм. Пьезоэлектрический исполнительный элемент для желательного удлинения поэтому должен содержать соответствующее количество отдельных элементов или, соответственно, слоев.
Известные пьезоэлектрические исполнительные элементы многослойной конструкции поэтому содержат до нескольких сотен отдельных слоев. Они могут быть расположены стопкой и, например, быть склеенными. Из US-5438232 известен способ для изготовления многослойных исполнительных элементов путем склеивания отдельных исполнительных элементов с помощью смолы. Однако такая склеенная стопка для многих применений имеет слишком малую жесткость, в частности, если этим пьезоэлектрическим исполнительным элементом должны передаваться большие силы. Достаточно высокие жесткости имеют пьезоэлектрические исполнительные элементы монолитной многослойной конструкции. Для их изготовления пьезоэлектрические сырые (неспеченные) пленки располагают в чередовании с электродным материалом в стопку и спекают совместно. Только таким образом может достигаться достаточно жесткое соединение отдельных слоев в стопку. Из статьи Н. Moilanen и др. в журнале Sensors and Aktuators А, 43, (1994), 357 - 365 известен способ для изготовления многослойного пьезоэлектрического исполнительного элемента, в котором как керамические слои, так и электродные слои получены путем попеременного напрессовывания. Через равномерные промежутки при этом требуется сушка или, соответственно, предварительное спекание при температурах до 750oC.
Из статьи S. Takahashi и др. в Ferroelectrics, 1983, т. 90, с. 181 - 190, известен способ для изготовления многослойного исполнительного элемента, который получается путем последовательной укладки в стопку и ламинирования керамических сырых пленок с напечатанными электродными слоями и последующего спекания стопки.
При изготовлении монолитных многослойных пьезоэлектрических исполнительных элементов при регулировании условий способа, в частности при процессе спекания должны учитываться свойства материала как пьезокерамики, так и электродного материала. Проблемы представляют собой, например, оптимальные температуры спекания для пьезокерамики, которые для достижения оптимальных величин зерен и таким образом оптимальных пьезоэлектрических свойств в зависимости от состава пьезокерамики могут лежать выше 1250oC. При такой высокой температуре спекания в качестве электродного материала может использоваться только платина. Она имеет слабое взаимодействие с керамикой и может использоваться вместе с большинством пьезокерамических материалов. Недостатками являются, однако, высокие материальные затраты для платины, а также ограниченная прочность на граничной поверхности между электродом и пьезокерамикой.
Если в качестве электродного материала используют более экономичный и обычный в случае многослойных конденсаторов Ag/Pd, то температура спекания ограничена точкой плавления сплава, которая может лежать (в случае Ag/Pd 70/30) ниже 1130oC. Таким образом ограничиваются пьезокерамическими материалами, оптимальная температура спекания которых лежит максимально в точке плавления сплава. Такие пьезокерамики для снижения оптимальной температуры спекания содержат типично от 20 до 50% сплава на B-позиции относительно титаната-цирконата свинца (PZT) в качестве основного материала. В качестве недостатка в случае таких керамик следует считаться с пониженной точкой Кюри, которая ограничивает максимальную температуру применения пьезоэлектрического исполнительного элемента. Кроме того, также при этой комбинации материалов прочность в стопке на граничной поверхности пьезокерамика/электрод оказывается ограниченной.
Задачей настоящего изобретения поэтому является указание способа изготовления для пьезоэлектрического исполнительного элемента монолитной многослойной конструкции, который не ограничен пьезокерамическим материалом с низкой точкой Кюри и температурой применения, который, несмотря на это, имеет хорошие пьезоэлектрические свойства и который, кроме того, обладает хорошей механической прочностью соединения.
Эта задача согласно изобретению решается способом по п. 1 формулы изобретения. Особые формы выполнения изобретения следуют из последующих пунктов формулы изобретения.
Изобретением впервые изготовлен пьезоэлектрический исполнительный элемент, который независимо от имеющейся при необходимости примеси на B-позиции с электродным слоем, содержащим серебро/палладий, имеет оптимальные величины зерен в пьезокерамических слоях. Пьезоэлектрические исполнительные элементы обладают оптимальными значениями, которые являются известными и ожидаемыми от для спеченного при оптимальных условиях и отдельно от электродного слоя пьезокерамического слоя одинакового состава. При этом пьезоэлектрический исполнительный элемент имеет монолитную конструкцию, в случае которой пьезокерамические сырые пленки и электродные слои были спечены совместно и поэтому имеют высокую прочность в соединении между электродным слоем и керамическим слоем. Состоящий, например, из сплава серебро/палладий электродный слой остается в процессе спекания невредимым, так как он может производиться при температуре, ниже температуры плавления электродного материала. Удивительным является, в частности, что таким образом может быть получен также пьезоэлектрический исполнительный элемент, который объединяет низкую концентрацию примеси на B-позиции или ее совершенное отсутствие, экономичные с точки зрения затрат электродные слои из сплава серебро/палладий, высокие размеры зерен и хорошие пьезоэлектрические свойства пьезокерамических слоев в стопке. Таким образом могут быть получены, в частности, также пьезоэлектрические исполнительные элементы, которые имеют высокую точку Кюри, что позволяет использовать пьезоэлектрический исполнительный элемент при более высоких температурах использования. Это было до сих пор не известно, так как пьезокерамики с высокими точками Кюри требуют более высоких температур спекания, чем было до сих пор возможно с более низкой точкой плавления примененных электродных слоев. Не оптимальные условия спекания при слишком низкой температуре спекания, однако, препятствуют росту зерен и дают в результате пьезокерамики с плохими пьезоэлектрическими свойствами. Хорошие пьезоэлектрические свойства получаются в противоположность этому, если, как в случае пьезоэлектрического исполнительного элемента согласно изобретению, размеры зерен пьезокерамических слоев лежат в той же области от 2 - 10 мкм, которая достигается при спекании одной керамики, то есть без электродов, с более высокой оптимальной температурой спекания.
Для также соответствующего изобретению изготовления пьезоэлектрического исполнительного элемента исходят из известного способа для изготовления монолитных многослойных схемных элементов, при котором пьезокерамические сырые пленки, снабженные электродным материалом, укладывают с чередованием друг на друга и в заключение вместе спекают. Согласно изобретению исходят из пьезокерамического порошка типа титаната-цирконата свинца (PZT), который имеет стехиометрический состав. Дополнительно к этому стехиометрическому составу добавляют незначительную долю гетеровалентной легирующей примеси на A-позиции величиной 1 - 5 мол.%, а также дальнейший избыток дополнительных 1 - 5 мол.% оксида свинца. Кроме того, используют электродный материал, содержащий серебро и палладий. Стопку затем ламинируют и спекают при контролируемых условиях в окислительной атмосфере, причем температура спекания может достигать максимально точки плавления содержащего серебро и палладий электродного материала. Спекание производят таким образом, что стехиометрически избыточный оксид олова испаряется и что, кроме того, серебро из электродных слоев диффундирует в пьезокерамические слои, причем стехиометрический состав пьезокерамики сохраняется.
Изобретение возвращается к удивительному познанию, что сверхстехиометрическое легирование на A-позиции, например, редкоземельным металлом с более высокой валентностью, во время способа спекания может компенсировать диффузию серебра из электродных слоев. Предпосылкой для этого является, однако, что при этом одновременно имеет место стехиометрический избыток оксида свинца. В качестве объяснения для этого предполагается, что избыточный оксид свинца во время процесса спекания создает жидкие фазы внутри образующейся пьезокерамической структуры, которые поддерживают диффузию серебра. Удивительным является далее то, что процесс диффузии серебра является квази саморегулирующимся. Движущей силой для процесса диффузии является гетеровалентное ошибочное заполнение A-позиций в PZT-кристаллической решетке, которое компенсируется одновалентным серебром. При достижении стехиометрического состава движущая сила исчезает, так что дальнейшая диффузия серебра прекращается. Удивительным в способе является далее, что несмотря на максимальную температуру спекания, например, 1130oC для сплава серебро/палладий 70/30 в пьезокерамике сохраняются высокие размеры зерен. Предполагается, что встраивание серебра в пьезокерамику поддерживает рост зерен. Несмотря на пониженную на 150 - 200oC температуру спекания достигаются такие большие размеры зерен и хорошие пьезоэлектрические значения, как в детали, спеченной при оптимальных условиях и без электродов, для которой могут выбираться соответственно более высокие температуры спекания. Также достижение оптимальной плотности по меньшей мере 96 процентов сдвигается в сторону низких температур.
За счет установленного в пьезокерамическом порошке избытка оксида свинца достигается дальнейший предпочтительный результат. На граничной поверхности пьезокерамика/электродный слой за счет диффузии палладия образуется Pd-Pb-O-содержащая фаза, которая может быть обнаружена после спекания в области граничной поверхности в промежутках по границам зерен. Предполагается, что эти фазы являются ответственными за установленное улучшенное сцепление между керамическими и электродными слоями в стопке.
Предпочтительным образом спекание производят в окислительной атмосфере. Когда достигнута максимальная температура спекания, при этой максимальной температуре вводят фазу выдержки 30 - 120 мин.
Предпочтительно независимо друг от друга устанавливают как избыток свинца, так и избыточную легирующую примесь на A-позиции до 1-3 мол.%. Для легирования на A-позиции выбирают редкие земли, предпочтительно лантан или неодим.
Изобретение поясняется ниже более подробно на двух примерах выполнения и относящихся к ним трех чертежей.
Фиг. 1 показывает схематическое поперечное сечение через чередующуюся стопку пьезокерамика/электроды после спекания.
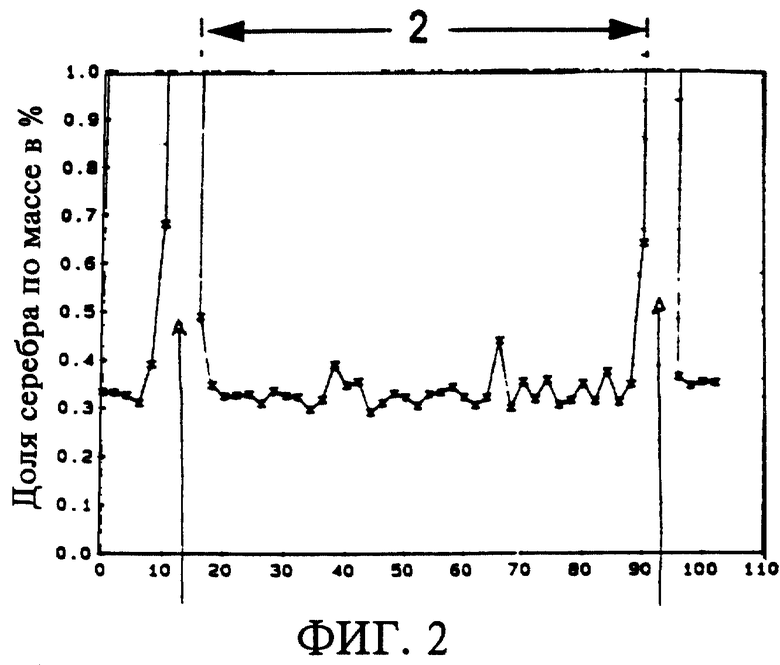
Фиг. 2 показывает измерительную кривую для содержания серебра пьезокерамического слоя по толщине слоя после спекания.,
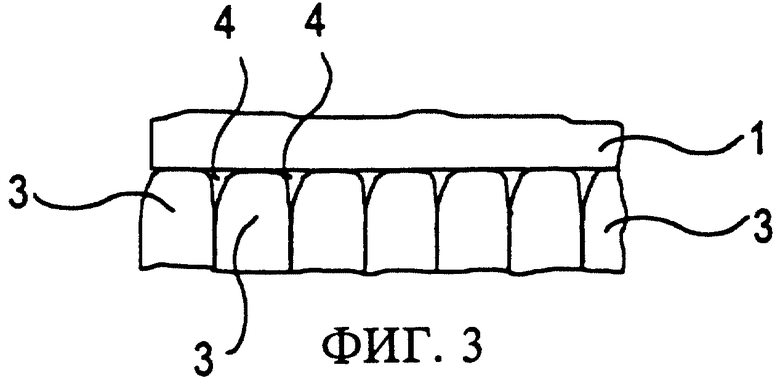
Фиг. 3 показывает в виде выреза область вблизи граничной поверхности электродный слой/пьезокерамический слой после спекания.
1. Изготовление пьезоэлектрического исполнительного элемента из пьезокерамики с высокой точкой Кюри 330oC.
Готовят пьезокерамический порошок, который имеет номинальный состав Pb0,98, Nd0,02, (Zr0,54Ti0,46) O3,01. По возможности однородно смешанные исходные материалы могут изготавливаться известным способом, например способом смешанных оксидов или химическими путями, например, по способу соль-гель, способу цитратов, способу оксалатов или через другие металлорганические промежуточные соединения. В то время как для способа смешанных оксидов все предусмотренные для керамики катионы в форме их оксидов смешивают друг с другом и в заключение переводят в PZT, другие способы изготовления исходят из смешанных растворов металлорганических соединений желаемых катионов. За счет выпадения из раствора или за счет постепенного сгущения в так называемом способе соль-гель достигается крайне однородное распределение катионов в последующем твердом веществе.
После кальцинирования снова перемалывают, гомогенизируют и в заключение смешивают с органическим связующим. В заключение с полученным таким образом шликером вытягивают или разливают сырые пленки. После сушки сырых пленок их снабжают электродным материалом, например, напрессовывают пасту, которая содержит частицы сплава серебро/палладий (соотношение масс 70/30) в связующем при в целом позволяющей напрессовывание консистенции.
Пьезокерамические сырые пленки изготавливают с толщиной, которая с учетом типичной при спекании линейной усадки в 15% дает в результате толщину пьезокерамики 20 - 200 мкм. Для электродного слоя напрессовывают так много электродного материала, что после спекания получается электродный слой с толщиной порядка 2 - 3 мкм. При малом соотношении толщин слоев электродный слой/пьезокерамический слой нужно напрессовывать соответственно больше электродного материала, чтобы можно было компенсировать процесс диффузии серебра, ведущий к потере электродного материала. Электродный слой может при этом напрессовываться по всей поверхности или в любом, однако по возможности тонком, растре.
Пьезокерамические сырые пленки с напрессованным электродным материалом в заключение укладывают друг на друга в стопку, причем получается попеременное расположение пьезокерамического слоя и электродного слоя. За счет процесса ламинирования под давлением и повышенной температуре стопка предварительно уплотняется и после этого имеет уже достаточное сцепление, так что с ней можно уже работать как со стопкой. В этой стадии является также возможным разделять стопку большой основной площади после ламинирования на множество идентичных стопок меньшей основной площади, например, путем разрезания или штамповки. Множество таких частичных стопок могут снова объединяться в большую стопку. Общее число слоев, необходимых для более позднего пьезоэлектрического исполнительного элемента ориентируется по высоте смещения, которое должно достигаться с пьезоэлектрическим исполнительным элементом путем приложения напряжения. Так как отдельный пьезоэлемент может иметь смещение типично на 1-2 промилле своей толщины, необходимое число отдельных слоев для желаемого общего хода может быть совершенно просто вычислено через общую толщину слоя пьезокерамических слоев (после спекания). Для желаемого применения с ходом 20 мкм, например, достаточными являются порядка 150 пьезокерамических отдельных слоев с толщиной порядка 100 мкм.
После ламинирования стопки или стопок производят спекание в окислительной атмосфере при 1130oC. Эту максимальную температуру выдерживают порядка 1 ч и после этого медленно охлаждают.
Фиг. 1: получают пьезоэлектрический исполнительный элемент, который имеет высокую механическую прочность соединения и поэтому высокую механическую допускаемую нагрузку. Как это может быть показано с помощью поперечных шлифов через стопку, электродные слои 1 в значительной степени являются взаимосвязанными. Поэтому достигается высокая степень покрытия поверхности, которая позволяет иметь однородное электрическое поле при приложении напряжения. Пьезокерамические слои 2 имеют высокие размеры зерен 2 - 10 мкм. Анализ пьезокерамики в результате дает следующий состав:
Pb0,96Ag0,02Nd0,02(Zr0,54Ti0,46)O3. Состав является однородным не только стехиометрически, но и по всему пьезокерамическому слою. Это может быть обнаружено, в частности, по измерению концентрации серебра посредством микроанализа.
Фиг. 2 показывает профиль содержания серебра в зависимости от расстояния к граничной поверхности пьезокерамический слой/электродный слой. Оказывается, что концентрация серебра по всей толщине слоя является крайне однородной.
Фиг. 3 показывает в увеличенном схематическом представлении поперечного сечения область граничной поверхности электродный слой/пьезокерамический слой. Можно хорошо видеть зернистость 3 пьезокерамического слоя. Полости между частицами порошка на границах зерен 4 на граничной поверхности к электродному слою 1, то есть геометрически заданные формой керамических зерен промежуточные пространства имеют фазу, в которой может быть обнаружен палладий, свинец и кислород. Эта фаза может быть обнаружена вплоть до удаления в 50 нм до нескольких мкм от граничной поверхности к электродному слою. Предполагают, что электродный слой 1 с помощью этой фазы сцепляется с пьезокерамическим слоем 2 и вносит вклад в его повышенную согласно изобретению прочность. Глубже внутри пьезокерамического слоя или в пьезокерамических зернах 3 палладий не может быть обнаружен.
Пьезоэлектрический исполнительный элемент этого состава является пригодным для температур применения до порядка 150oC.
Изготовление пьезокерамического слоя с низкой точкой Кюри 170oC.
Изготавливают в соответствии с известными методами пьезокерамический порошок номинального состава: Pb0,99La0,01{Zr0,30Ti0,36 (Ni1/3Nb2/3)0,34} O3,005. В соответствии с первым примером выполнения, из него готовят сырые пленки, снабжают электродным материалом, шихтуют в соответствующие стопки, ламинируют и спекают при одинаковых условиях. Получают пьезоэлектрический исполнительный элемент высокой прочности, для которого определена точка Кюри в 170oC. Таким образом этот исполнительный элемент может использоваться в области температур до максимально 80oC. Пьезокерамические слои 2 имеют после спекания следующий стехиометрический состав: Pb0,98Ag0,01La0,01{Zr0,30Ti0,36 (Ni1/3Nb2/3)0,34}O3.
Эта пьезокерамика или, соответственно, изготовленный из нее пьезоэлектрический исполнительный элемент имеет, как видно из формулы, комплексную примесь для B-позиции. За счет этого получается пьезокерамика с улучшенными пьезоэлектрическими свойствами, которая позволяет, в частности, повышенное относительное смещение.
К этим известным по себе улучшениям свойств добавляется в качестве соответствующего изобретению свойства, что здесь также проявляется улучшенная прочность соединения пьезоэлектрического исполнительного элемента. Также этот состав керамики является после спекания стехиометрическим, так как избыточное (La)-легирующая примесь во время спекания компенсируется за счет диффузии серебра, а избыточный оксид свинца улетучивается из керамики за счет испарения. Также и здесь получается равномерное содержание серебра по керамическому слою, в то время как палладий может быть обнаружен опять-таки только в близких к граничной поверхности областях в форме уже названных в первом примере выполнения Pd-Pb-O-содержащих фаз в промежутках между частицами порошка на границах зерен 4
С помощью изобретения является возможным, представить монолитный пьезоэлектрический исполнительный элемент в многослойной конструкции, который по сравнению с известными пьезоэлектрическими исполнительными элементами проявляет улучшенную прочность соединения, который может изготавливаться с более экономичными, содержащими палладий/серебро электродными слоями, и который полностью независимо от имеющейся при известных обстоятельствах легирующей примеси на B-позиции может спекаться также ниже оптимальной по себе температуры спекания в высокоценную керамику с хорошими пьезоэлектрическими свойствами. Таким образом является, в частности, возможным изготавливать многослойные исполнительные элементы с температурами применения до 150oC, высокой допустимой механической нагрузкой и высокой надежностью также в динамическом режиме работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2012 |
|
RU2514353C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ С КОНТАКТИРОВАНИЕМ НОВОГО ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2178222C2 |
| МОНОЛИТНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2004 |
|
RU2279156C1 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2005 |
|
RU2288902C1 |
| СВИНЦОВОСОДЕРЖАЩАЯ ПЬЕЗОКЕРАМИКА | 1964 |
|
SU1840654A1 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2007 |
|
RU2357942C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИБОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472253C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЭЛЕКТРОКЕРАМИЧЕСКИЙ СТРУКТУРНЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ЭЛЕКТРОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2008 |
|
RU2469988C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПЬЕЗОМАТЕРИАЛА | 2015 |
|
RU2623693C2 |
| Способ обжига изделий пьезоэлектрической керамики | 1983 |
|
SU1198043A1 |
Предлагается монолитный пьезоэлектрический исполнительный элемент их стехиометрической PZT-керамики с низкой концентрацией примеси на A-позициях, с содержащими серебро и палладий электродными слоями, который обладает улучшенной механической прочностью при хороших пьезоэлектрических свойствах. К порошку типа PZT добавляют стехиометрический избыток гетеровалентного редкоземельного металла до общего содержания 1 - 5 мол.% и стехиометрический избыток дополнительных 1 - 5 мол.% оксида свинца. Сырые пленки с нанесенными электродными слоями ламинируют, спекают в окислительной атмосфере при максимальной t = 1130oC с фазой выдержки 30 - 120 мин. Способ изготовления независимо от концентрации примеси на B-позициях в керамики приводит к оптимальным размерам зерен и оптимальным пьезоэлектрическим свойствам. Могут быть получены многослойные пьезоэлектрические исполнительные элементы с высокими температурами применения до 150oC. 4 з.п. ф-лы, 3 ил.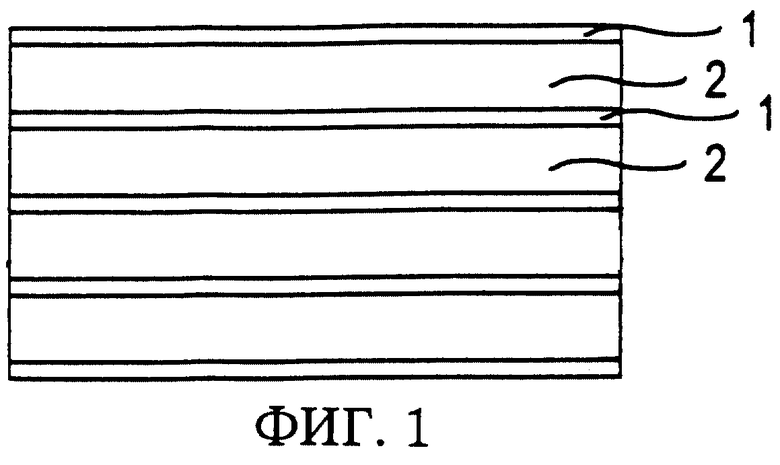
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 1980 |
|
RU1688754C |
| WO 9217420 A1, 15.10.1992 | |||
| JP 63062280 A, 18.03.1988. | |||
