Предлагаемая группа изобретений относится к технике и технологии низкотемпературной плазменной обработки материалов и может быть использована при производстве из термопластичных материалов микросфер, имеющих достаточно широкое применение в различных отраслях техники.
В плазменных технологиях для обработки дисперсных материалов как правило используют дуговые и ВЧ-плазмотроны. Отличительной особенностью технологических процессов с использованием ВЧ- и СВЧ-плазмотронов является высокий ресурс установок на основе этих плазмотронов и возможность получения высокочистой плазмы, что в ряде технологий имеет принципиальное значение. Изучению проблем плазменных технологий посвящено не одно десятилетие. Несмотря на это вопрос совершенствования технологического процесса продолжает оставаться актуальным, а сама технология продолжает быть довольно тонким процессом, на эффективную реализацию которого влияет значительное количество технологических нюансов.
Известен способ плазменной обработки дисперсных тугоплавких материалов /см. пат. РФ N 2128148, МПК С 03 В 19/10, приор. 03.09.97/, включающий введение материала спутно в высокотемпературную область плазменного потока, примыкающую к внешней стороне среза плазмотрона, по сечению которого формируют равномерный скоростной и тепловой потоки. Сформировать равномерный скоростной и тепловой поток описанными в изобретении средствами не представляется возможным, а получение приведенных результатов вообще проблематично.
Известно устройство плазменной обработки дисперсных материалов /см. Плазменные процессы в металлургии и технологии неорганических материалов. "Наука", М. , 1973 г. , с. 226-227/, содержащее водоохлаждаемую разрядную камеру плазмотрона, газораспределительный узел и питатель, обеспечивающий ввод материала внутрь разрядной камеры. Это устройство не позволяет получать продукцию высокого качества и малопроизводительно из-за загрязнения стенок камеры вследствие вихревых потоков в зоне ввода материала.
Известен выбранный нами в качестве прототипа способ плазменной обработки дисперсных термопластичных материалов /см. Бабальянц В. Ф. и др. Применение низкотемпературной плазмы в стекольно-ситалловой промышленности (обзор). М. , 1973, с. 40-43/, включающий инициирование разряда, формирование плазменного потока, подачу материала с помощью транспортирующего газа навстречу плазменному потоку в его высокотемпературную область, примыкающую к внешней стороне выхода плазмотрона. Этот способ не обеспечивает высокого качества сфероидизации и малоэффективен из-за больших энергетических затрат на транспортирующий газ.
Известно выбранное нами в качестве прототипа устройство обработки дисперсных термопластичных материалов индукционно связанной плазмой /см. заявку Японии N 6058839, МПК H 05 H 1/30, публ. 03.08.94/, включающее охлаждаемую разрядную камеру, выполненную в виде набора из 3-х коаксиально установленных труб, газораспределительный узел, выполненный из набора расположенных по касательной к трубам с входного торца каналам, и питатель, установленный с возможностью подачи материала в высокотемпературную область потока, при этом индуктор плазмотрона выполнен с регулируемым шагом. Предложенное конструктивное решение со спутной подачей обрабатываемого материала и с комбинированной подачей рабочего газа не может обеспечить высокой производительности из-за неравномерности теплового потока и нестабильности скорости подаваемого газового потока. Большое количество подаваемого рабочего газа приводит к сжатию плазмоида и ведет к значительному ухудшению энергетических показателей процесса.
Предлагаемая группа изобретений позволяет стабилизировать процесс по давлению и расходу газа, дифференцировать подачу материала по срезу питателя, что приводит к увеличению производительности, резкому снижению энергозатрат при обеспечении стабильно высокого качества сфероидизации.
Такой технический эффект получен нами, когда
- в способе обработки дисперсных термопластичных материалов индукционно связанной плазмой, включающем введение материала навстречу плазменному потоку, в его примыкающую к внешней стороне выхода плазмотрона область, по сечению плазмотрона формируют стабильный по давлению и расходу поток рабочего газа, а подачу материала осуществляют со скоростью, убывающей по направлению движения плазменного потока;
- в устройстве обработки дисперсных термопластичных материалов индукционно связанной плазмой, включающем охлаждаемую разрядную камеру, размещенную в корпусе в виде цилиндрической трубы, установленный на входе в камеру газораспределительный узел, образующий с ней кольцевой канал, и питатель, установленный с возможностью подачи материала в высокотемпературную область плазменного потока, газораспределительный узел выполнен в виде установленной на оси плазмотрона с возможностью перемещения вдоль нее охлаждаемой цилиндрической вставки, выходной торец которой выполнен вогнутым, конусным с углом α при вершине, найденным из условия 90o ≤ α ≤ 120o, вставка концентрично установлена в выполненной в основании головки плазмотрона полости в виде усеченного конуса с большим основанием в сторону разрядной камеры, разрядная камера сопряжена с по крайней мере 2-мя ресиверными камерами, последняя из которых размещена в основании плазмотрона, выполнена в форме круглой полости и связана со входом разрядной камеры через газораспределительный узел, ресиверные камеры последовательно соединены между собой равномерно распределенными по периметру по крайней мере 3 каналами, цилиндрический корпус разрядной камеры на выходе сопряжен с охлаждаемым козырьком в форме полураструба, а выходная трубка насадки питателя выполнена в корпусе полураструба со скосом в сторону плазмотрона.
Если зону корпуса полураструба, где установлена трубка насадки питателя, выполнить плоской, то возрастает производительность процесса за счет уменьшения ухода частиц из рабочей зоны.
Если насадку питателя выполнить в виде по крайней мере одного четырехгранника в форме клина (И. Н. Бронштейн и К. А. Семендяев. Справочник по математике для инженеров. М. , 1986, с. 186), внутри которого на противоположных боковых поверхностях размещены с полушагом друг относительно друга полочки, обеспечивающие проход материала по сквозному каналу, то повышается качество процесса за счет снижения линейной скорости движения материала, выравнивания потока и увеличения равномерности по всему срезу.
Подходы для реализации такого конструктивного решения полочек известны,
Количество каналов между ресиверными камерами, кратное трем, создает условия для эффективного перемещения газа из одной ресиверной камеры в другую без пульсаций.
На фиг. 1 показана общая схема устройства, реализующего заявленную группу изобретений /пример конкретного исполнения по п. 4 формулы/, где разрядная камера - 1, ее цилиндрический корпус - 2. газораспределительный узел в виде цилиндрической вставки - 3 с коническим вогнутым торцем - 4, которая расположена в полости - 5 основания - 6 головки плазмотрона, между которыми образована кольцевая щель - 7. Цилиндрическая вставка - 3 сопряжена с последней ресиверной камерой - 8. которая сообщается с первой ресиверной камерой - 9 по меньшей мере тремя трубками - 10. Со стороны выхода - 11 разрядной камеры - 1 с осью - 12 установлен козырек - 13 в виде полураструба с плоским верхом, в котором выполнено сквозное отверстие - 14. в которое вставлена трубка - 15 насадки - 16, выполненной с прямоугольным поперечным сечением. Внутри насадки - 16 питателя на противоположных стенках расположены полочки - 17, сдвинутые по вертикали относительно друг друга на полушаг, причем свободные края - 18 полочек - 17 ориентированы горизонтально. Полочки - 17 наклонены вниз. Наиболее удаленная от выходного отверстия - 11 грань трубки - 15 клинообразной насадки -16 выполнена со скосом - 19 в сторону камеры - 1. Снаружи корпуса - 2 расположена кварцевая труба - 20, снаружи которой концентрично установлен индуктор - 21.
А-А - ориентация поперечного сечения козырька 13 и трубки 15;
М - направление потока сфероидизируемых частиц;
P - направление потока плазмы за пределами разрядной камеры 1;
S - толщина потока М в направлении потока P плазмы;
α - угол при вершине конуса торца - 4 вставки - 3;
β - угол наклона нижней стороны козырька - 13 относительно оси - 12 разрядной камеры - 1;
γ - угол наклона оси - 12 относительно горизонтали.
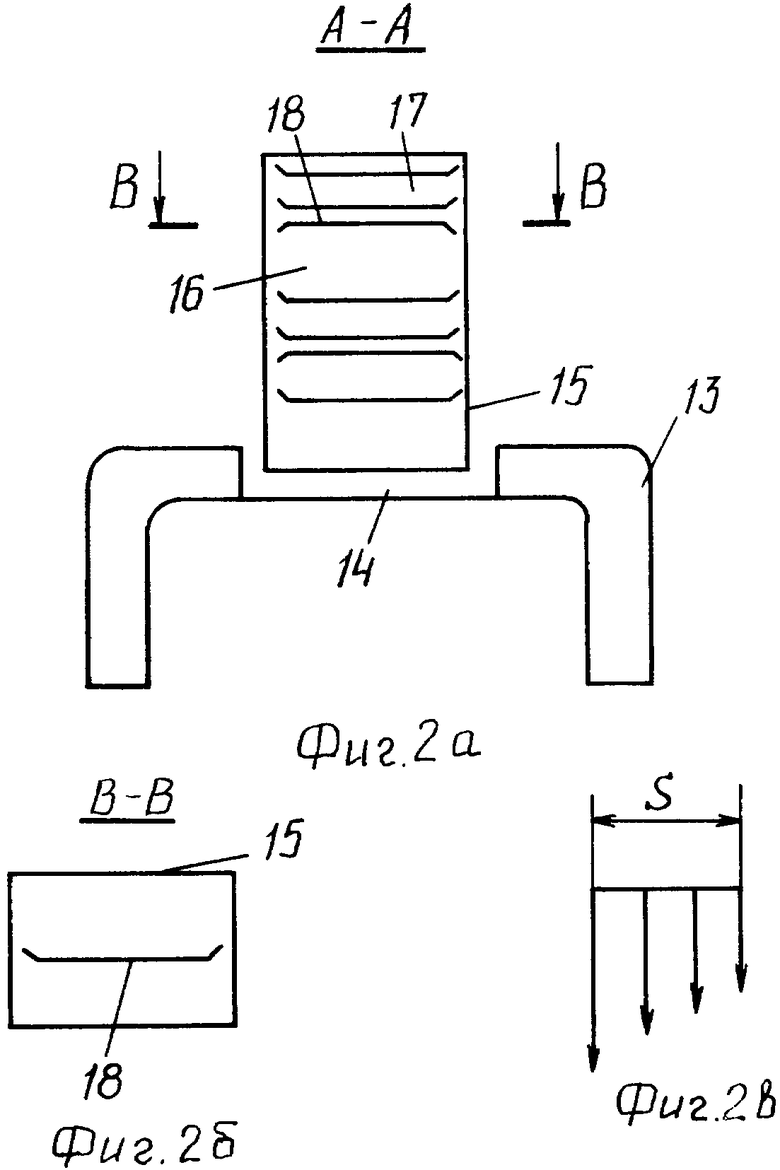
На фиг. 2а и 2б показано поперечное вертикальное А-А и горизонтальное B-B сечения устройства по козырьку - 13 и трубке - 15 насадки питателя.
На фиг. 2в показана эпюра скоростей движения частиц дисперсного материала в потоке М в продольном сечении, совпадающем с осью - 12 симметрии плазмотрона. Длина вектора пропорциональна величине линейной скорости движения частиц.
Устройство, реализующее предложенную группу изобретений, работает следующим образом.
Через стабилизатор расхода и расходомер /на фиг. 1 не показаны/ подают плазмообразующий газ и возбуждают ВЧ-разряд.
С целью получения плазмоида и удержания его на оси 12 плазмотрона рабочий газ подают по регулируемой по радиальному зазору кольцевой щели 7, образованной цилиндрической вставкой 3, выполненной на входе в разрядную камеру 1, и полостью 5. Щель необходима для увеличения скорости подачи газа. Цилиндрическая вставка 3 размещена в полости 5 в виде усеченного конуса большим основанием в сторону разрядной камеры. Благодаря этому газ, пройдя узкую щель, не распространяется по всей камере, а с большой скоростью целенаправленно поступает в пристеночную область и эффективно отжимает плазмоид от стенок. В результате плазмоид надежно удерживается концентрично относительно оси плазмотрона.
В разрядную камеру подают рабочий газ, имеющий комнатную температуру. Под действием поля индуктора 21 формируется плазмоид, его температура достигает 8500oC. Объем газа резко увеличивается, что является причиной пульсаций плазмоида. Это негативно сказывается на стабильности плазмоида, в конечном счете ведущей к возникновению вихревых потоков на выходе 11 плазмотрона, что резко снижает производительность и качество продукта.
В предложенном конструктивном решении торец 4 цилиндрической вставки 3 выполнен вогнутым, конусным. Форма полости на выходном торце вставки и значение угла α при вершине конуса в пределах от 90o до 120o найдены нами опытным путем. В отличие от параболической формы вставки, приводящей к возникновению "рваной" плазмы и как следствие - выгоранию вставки, предложенная нами форма способствует формированию в полости этого конуса "подушки", демпфирующей колебания плазмоида. При этом конусная полость расширяющаяся в сторону разрядной камеры, в которой размещена цилиндрическая вставка, является запирающим устройством от обратного хода газа и способствует формированию демпфирующей воздушной подушки с необходимыми параметрами.
С другой стороны, разрядная камера 1 через газораспределительный узел сопряжена с ресиверной камерой 8, которая в свою очередь соединена с первой ресиверной камерой 9 по крайней мере 3 каналами, которые обеспечивают условия для эффективного перемещения газа без пульсаций. Из магистрали плазмообразующий газ подается с избыточным давлением в первую камеру 9, где давление газа выравнивается и усредняется. В последней камере 8, размещенной в основании 6 головки плазмотрона непосредственно у кольцевого щелевого канала, происходит финишное выравнивание давления.
Количество каналов, кратное трем, создает условия для эффективного перемещения газа из одной ресиверной камеры в другую.
Как следствие этих процессов резко сглаживаются вихревые явления как собственно в разрядной камере, так и на ее выходе 11, что приводит к получению стабильного по расходу и давлению выравненному тепловому потоку, обеспечивающему условия для высококачественной сфероидизации и снижению энергозатрат. Съемки, произведенные по оси плазмоида скоростной кинокамерой СКС-8 со скоростью 3000 кадров в минуту, показали отсутствие пульсаций плазмоида.
Нагретый в плазмотроне рабочий газ выходит в виде удлиненного конуса, диаметр которого не позволяет обработать достаточное количество подаваемого материала. Размещение питающей трубки в непосредственной близости от плазменной струи не приводит к улучшению технологического процесса, а наоборот способствует зарастанию трубки и снижению производительности.
В предложенном конструктивном решении на выходе 11 плазмотрона выполнен охлаждаемый козырек 13 в виде полураструба, сверху в корпусе которого установлена трубка 15 насадки 16 питателя. Козырек препятствует подъему вверх горячего плазменного потока и тем самым увеличивает длину рабочей зоны, в которой происходит сфероидизация, т. к. подаваемый материал падает косо вниз. Форма козырька в виде полураструба обеспечивает с одной стороны поджатие снизу плазменной струи холодными слоями воздуха, что линеаризует поток, с другой стороны, в верхней части мягко отжимает плазменную струю от корпуса полураструба и предотвращает зарастание трубки питателя. По нашим оценкам использование такой конструкции приводит к повышению производительности в 2-3 раза
Плазменный поток, имеющий на выходе плазмотрона высокую температуру, по ходу движения остывает по логарифмическому закону. Выполнение питающей трубки 15 со скосом в сторону разрядной камеры обеспечивает подачу материала с дифференцированной по срезу трубки скоростью: высокотемпературную зону у среза плазмотрона материал проходит с большей скоростью, более холодные зоны - с меньшей (см. эпюры скоростей на фиг. 2в). Разные скорости и соответственно разное время нагрева материала оптимально соответствуют и разным температурам потока, в результате теплофизические условия обработки материала выравниваются, что увеличивает долю высококачественного продукта по нашим данным в 1,5 раза.
Если зону полураструба, где установлена трубка 15 насадки 16 питателя, выполнить плоской, то значительно возрастает доля обрабатываемого материала из-за предотвращения ухода частиц материала в поперечном направлении за пределы плазменного потока
ПРИМЕРЫ конкретного выполнения заявляемой группы изобретений.
Примеры составлены на основе среднестатистических данных, полученных при работе шести установок, сконструированных по предлагаемой группе изобретений на предприятии "ЗАО СПЕЦХИММОНТАЖ".
1. Параметры устройства.
Разрядная камера плазмотрона выполнена в виде решетки из шести водоохлаждаемых секций. Длина - 300 мм, наружный диаметр - 100 мм, внутренний диаметр - 80 мм. Корпус разрядной камеры - кварцевая трубка диаметром 103 мм, толщина стенки - 3 ± 2 мм. Газораспределительный узел из медной вставки диаметром 74 мм, высотой 55 мм, и с углом α при вершине конуса выходного торца, равным 90o, толщина щели на входе - 0.4 мм, на выходе 0.8 мм. Стабилизатор расхода газа - СДВ-15. Измеритель расхода газа - типа pH - 5 с утяжеленным поплавком. Ресиверные камеры: объем первой - 250 см3, объем второй 25 см3 соединены между собой тремя каналами диаметром 10 мм, размещенными под углом 120o. Трубка питателя из нержавеющей стали длиной 110 мм и шириной 32 мм, толщина стенок 1,5 мм, сечение клинообразного канала в направлении потока от 8 до 3 мм, полочки расположены с шагом 7 мм. Полочка выступает на величину 40% от величины сечения и наклонена относительно горизонтали на 40o. Количество трубок - 2, одна за другой. Скос нижней части трубки в сторону плазмотрона составляет 40o относительно горизонтали. Длина козырька 120 мм, угол его наклона β - 8o. Расстояние от выхода плазмотрона до входа трубки питателя 25 мм.
11. Методики измерений.
А). Контроль стабильности давления на выходе плазмотрона. Давление выходящего из плазмотрона газа измеряли с использованием ртутных дифференциальных манометров. Методика разработана в ВНИИ ТВЧ им. В. П. Вологдина, дифманометры аттестованы в ВНИИМ им. Д. И. Менделеева.
Б) Контроль стабильности расхода газа на выходе плазмотрона. Расход газа измеряли с использованием манометров кл. 1. роторного расходомера типа pH - 2.5 кл. 0.1 и расходомера PC - 5 м. Методика разработана в ВНИИМ им. Д. И. Менделеева.
В) Контроль готовой продукции. Контролируемые параметры: производительность за единицу времени и качество. Понятие качества включает достижение требуемых показателей по ГОСТ 13508 - 74 по сферичности и наличию осколков, гранулометрическому составу, отсутствию пузырей, прозрачности и мутности, ударопрочности и стойкости к истиранию.
Выборочный контроль готовой продукции на соответствие ГОСТ 13508 - 74 проводили на предприятии "Катафот" (г. Москва). Гигиенический сертификат 78.01.06.592. Т. 12806. 03. 99. От 10. 03. 99. Текущий контроль осуществляли на микроскопе фирмы "Стейк" с ценой деления 0,05 мм, и микроскопе МБС-9 по методикам нашего предприятия.
Г) Эпюры скоростей движения материала на срезе трубки питателя находили расчетным путем по известным соотношениям и экспериментально по рассеянию потока. Расход материала определяли взвешиванием и варьировали в пределах 0,5 - 20,0 кг/час.
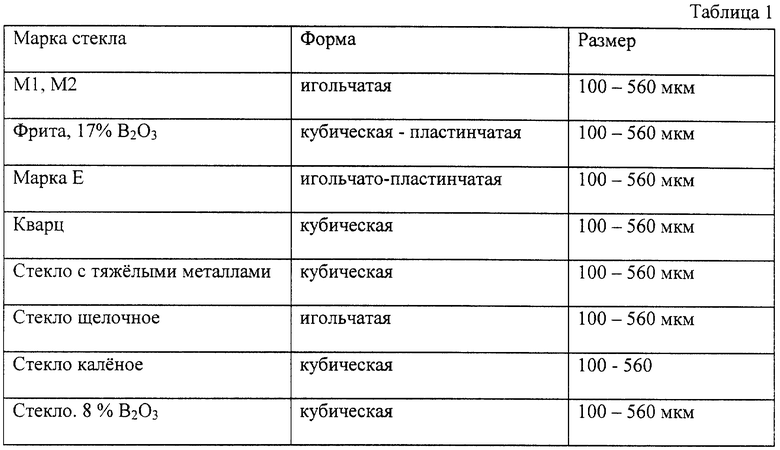
III. Характеристики исходного материала (см. табл. 1).
Стекло перед обработкой дробилось и классифицировалось по размеру.
IV. Технические данные.
Плазмообразующий газ - аргон, рабочий газ - воздух (класса КИП).
Давление в газовой магистрали 6 - 8 кгс/см2
Давление на выходе стабилизатора 1,5-2,0 кгс/см2
Расход газа (Q) 40-120 л/сек.
Скорость подачи газа в рабочую зону 0,1-0,3 м/сек.
Время обработки материала 10-30 мксек.
Расход воды на охлаждение плазмотрона 1,8-2,2 м3/час.
Стабильность расхода газа на выходе плазмотрона контролировалась в течение всего цикла работы установки. При давлении на входе плазмотрона, равном 0,8 кгс/см2, на выходе, с учетом теплового расширения, давление стабильно составляло 0,67 кгс/см2.
На устройстве, реализующем описанные выше конструктивные решения и технические параметры, была проведена серия технологических наработок с варьированием энергетических и расходных характеристик.
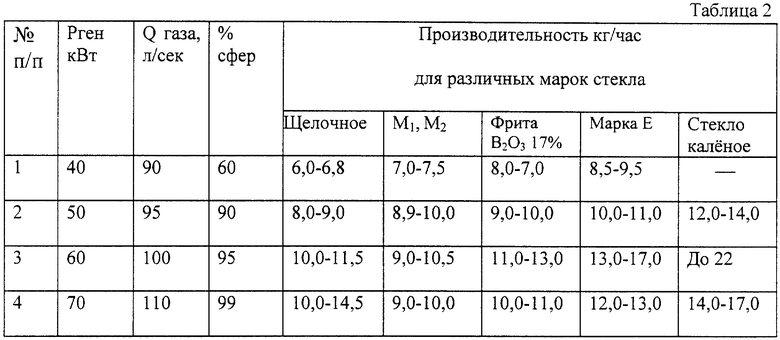
В табл. 2 приведены результаты технологических наработок в зависимости от выбранных режимов. Производительность процесса практически не зависела от гранулометрического состава сырья. Даны усредненные значения для смеси гранулометрического состава 200 - 480 мкм и оптимального режима подачи рабочего газа.
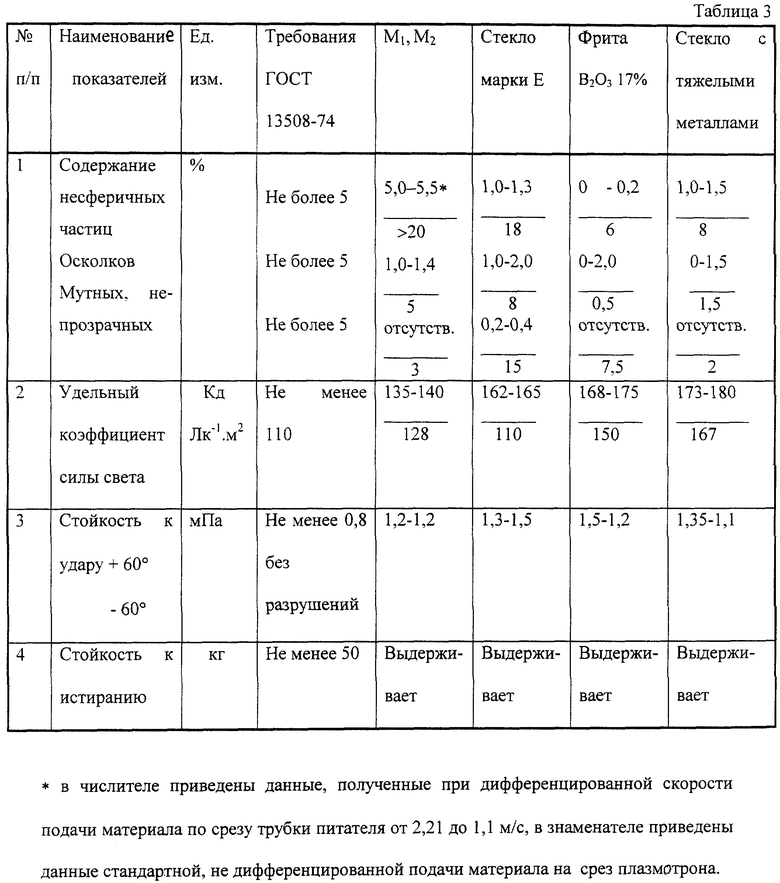
В табл. 3 приведены физико-механические характеристики полученной продукции. Гранулометрический состав исходного материала от 200 до 560 мкм.
Таким образом, технологический процесс, в котором реализована предложенная группа изобретений, обеспечивает получение продукции стабильно высокого качества при снижении энергозатрат. При этом используется широкий ассортимент стекол различного гранулометрического состава. Получаемая продукция пользуется значительным спросом как на Российском, так и на зарубежном рынке. Использование предложенной технологии позволяет отказаться от приобретения за рубежом дорогостоящей продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДИСПЕРСНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНДУКЦИОННО СВЯЗАННОЙ ПЛАЗМОЙ И СПОСОБ ФОРМИРОВАНИЯ ПОТОКА МАТЕРИАЛА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257689C2 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДИСПЕРСНЫХ ТУГОПЛАВКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128148C1 |
| ВЫСОКОЧАСТОТНЫЙ ИНДУКЦИОННЫЙ ПЛАЗМОТРОН | 2001 |
|
RU2233563C2 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРОИДИЗИРОВАННЫХ ПОЛИДИСПЕРСНЫХ ПОРОШКОВ | 2010 |
|
RU2434715C1 |
| СВЧ-ПЛАЗМОТРОН | 2006 |
|
RU2328095C2 |
| СВЧ-ПЛАЗМОТРОН ЦИКЛОННОГО ТИПА | 1994 |
|
RU2082284C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРОШАРИКОВ ИЗ КВАРЦА (ВАРИАНТЫ) И ВАРИАНТЫ ИХ ПРИМЕНЕНИЯ | 2014 |
|
RU2570065C1 |
| УСТАНОВКА И СПОСОБ ПОЛУЧЕНИЯ НАНОДИСПЕРСНЫХ ПОРОШКОВ В ПЛАЗМЕ СВЧ РАЗРЯДА | 2003 |
|
RU2252817C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДИСПЕРСНОГО МАТЕРИАЛА | 1991 |
|
SU1810025A1 |
Предложенная группа изобретений относится к технике и технологии низкотемпературной плазменной обработки материалов и может быть использована при производстве из термопластичных материалов микросфер, имеющих широкое применение в различных отраслях техники. Группа изобретений позволяет стабилизировать процесс по давлению и расходу рабочего газа, дифференцировать подачу материала по срезу питателя, что приводит к увеличению производительности, резкому снижению энергозатрат при обеспечении стабильно высокого качества сфероидизации. При обработке дисперсных термопластичных материалов индукционно связанной плазмой материал вводят навстречу плазменному потоку в его примыкающую к внешней стороне выхода плазмотрона область. По сечению плазмотрона формируют стабильный по давлению и расходу поток рабочего газа. Подачу материала осуществляют со скоростью, убывающей по направлению движения плазменного потока. Устройство включает охлаждаемую разрядную камеру, размещенную в корпусе в виде цилиндрической трубы, установленный на входе в камеру газораспределительный узел, образующий с ней кольцевой канал, и питатель, обеспечивающий подачу материала в высокотемпературную область плазменного потока. Газораспределительный узел выполнен в виде установленной на оси плазмотрона с возможностью перемещения вдоль нее охлаждаемой цилиндрической вставки, выходной торец которой выполнен вогнутым, конусным с углом α при вершине, найденным из условия 90°≤ α ≤ 120°. Вставка концентрично установлена в выполненной в основании головки плазмотрона полости в виде усеченного конуса с большим основанием в сторону разрядной камеры. Разрядная камера сопряжена с по крайней мере 2-мя ресиверными камерами, последняя из которых размещена в основании плазмотрона, и связана со входом разрядной камеры через газораспределительный узел. Ресиверные камеры последовательно соединены между собой равномерно распределенными по периметру по крайней мере 3 каналами. Цилиндрический корпус разрядной камеры на выходе сопряжен с охлаждаемым козырьком в форме полураструба, а выходная трубка насадки питателя выполнена в корпусе полураструба со скосом в сторону плазмотрона. 2 с. и 3 з. п. ф-лы, 2 ил. , 3 табл.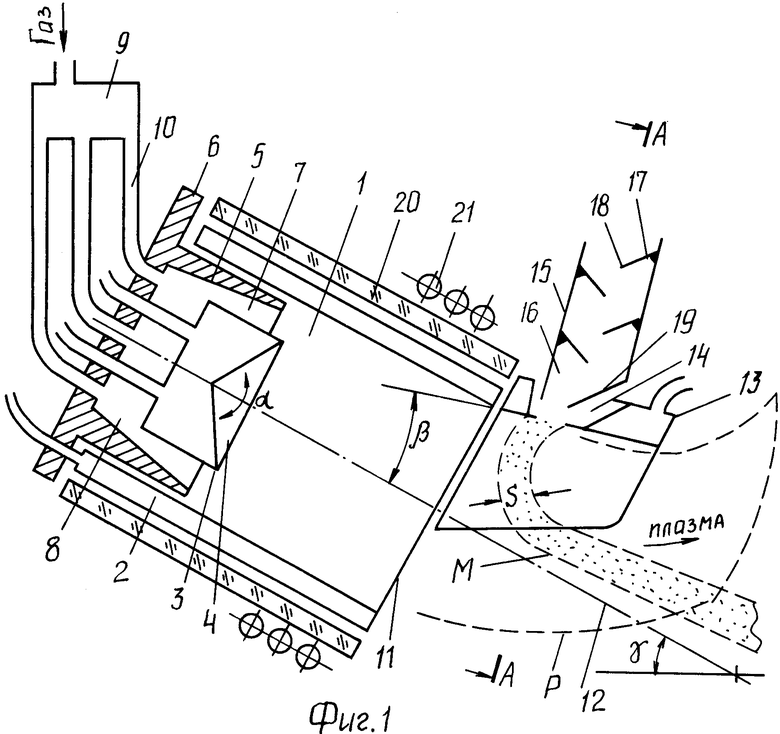
| JP 6058839 B4, 03.08.1994 | |||
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДИСПЕРСНЫХ ТУГОПЛАВКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128148C1 |
| ВЫСОКОЧАСТОТНЫЙ ИНДУКЦИОННЫЙ ПЛАЗМОТРОН | 1997 |
|
RU2136125C1 |
| US 4961770 A, 09.10.1990 | |||
| JP 10279306 C, 20.10.1998 | |||
| DE 3638016 A, 19.05.1988 | |||
| В.Ф.БАБАЛЬЯНЦ и др | |||
| Применение низкотемпературной плазмы в стекольно-ситалловой промышленности (обзор) | |||
| - М.: ЦНИИТЭИ легпищемаш, 1973, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |

