Предлагаемая группа изобретений относится к технике и технологии низкотемпературной плазменной обработки материалов и может быть использована при производстве из термопластичных материалов микросфер, имеющих достаточно широкое применение в различных отраслях техники.
Плазменные технологии относятся к категории наукоемких технологий. Их отличительной особенностью является необходимость оптимизации теплофизических процессов, происходящих как собственно в плазмотроне, так и процессов, связанных с нагревом и охлаждением материала по заданной программе в процессе обработки плазменной струей. Неотъемлемой составной частью оптимизации является возможность точного дозирования массы материала и времени его пребывания в активной высокотемпературной зоне. Несмотря на значительный объем информации, посвященной этому вопросу, проблема реализации параметров потока обрабатываемого материала и согласования их с характеристиками плазменного потока остается актуальной.
Известен способ плазменной обработки дисперсных термопластичных материалов /см. Бабальянц В.Ф. и др. Применение низкотемпературной плазмы в стекольно-ситалловой промышленности (обзор), М., 1973, с.40-43/, включающий инициирование разряда, формирование плазменного потока, подачу материала с помощью транспортирующего газа навстречу плазменному потоку в его высокотемпературную область, примыкающую к внешней стороне выхода плазмотрона. Этот способ не обеспечивает высокого качества получаемых сфер и требует больших энергетических затрат на транспортирующий газ.
Известен способ выравнивания характеристик распределения массы в потоке сыпучих материалов /см. заявку Польши №271558, МПК В 01 F, опубл. 02.10.89/, включающий смешение материала в бункере, снабженном плоской подкладкой, которая наклонена к горизонту под меньшим углом, чем угол внутреннего трения в движении непрерывного слоя, образованного упомянутым потоком на этой подкладке, обеспечение торможения автоматически сползающего слоя материала с подкладки специальным элементом, расположенным за подкладкой и являющимся ее продолжением. Такой способ не позволяет достаточно эффективно воздействовать на поток и выравнивать распределение массы.
Известен способ обработки дисперсных термопластичных материалов индукционно связанной плазмой, выбранный нами в качестве прототипа /см. пат. РФ №2178392, МПК Н 05 Н 1/30, приор. 28.03.2000 г./, состоящий в том, что материал вводят в примыкающую к внешней стороне плазмотрона область навстречу плазменному потоку со скоростью, убывающей по направлению движения плазменного потока, а по сечению плазмотрона формируют стабильный по давлению и расходу поток. Предлагаемый способ позволяет резко снизить энергозатраты вследствие стабилизации процесса по давлению и расходу газа, однако не позволяет достичь высокой производительности при высоком качестве сфероидизации.
Известен способ формирования потока мелкодисперсного сыпучего материала, выбранный нами в качестве прототипа /см. пат. РФ №2147921, МПК В 01 F 3/18, приор. 05.04.99/, включающий дозирование исходного материала, подачу материала самотеком, предварительное смешение в бункере с лопастным барабаном, сползание материала по наклонной пластине и финишное смешение. Окружная скорость лопастей ротора направлена поперек потоков, подающихся дозаторами смешиваемых материалов. При этом происходит предварительное смешение. Лопастями ротора смешиваемые материалы отбрасываются вниз, ударяются о наклонную пластину и направляются то на одну, то на другую сторону камеры финишного смешения. При этом вертикальная скорость смеси уменьшается.
Предложенный способ обеспечивает достаточно высокое качество смешения, однако не обеспечивает достаточного снижения вертикальной скорости смеси.
Нами экспериментально было показано, что можно практически до 100% повысить выход микросфер, значительно улучшить их качество, резко уменьшив содержание пузырьков, в процессе низкотемпературной плазменной обработки термопластичных материалов со стабильным по давлению и расходу потоком рабочего газа по сечению плазмотрона, обеспечив на выходе из питателя скорость обрабатываемого материала, близкой к скорости свободного падения тела (под свободным падением тела мы понимаем движение тела в поле тяготения Земли с начальной скоростью, равной нулю).
Предлагаемая группа изобретений позволяет оптимизировать процесс обработки термопластичных материалов, обеспечивает высокую производительность при высоком качестве сфероидизации.
Такой результат получен когда
- в способе обработки дисперсных термопластичных материалов индукционно связанной плазмой, включающем формирование по сечению плазмотрона, стабильного по давлению и расходу потока рабочего газа, и подачу материала в примыкающую к внешней стороне выхода плазмотрона область равновесной плазмы, подают равномерный по массовому расходу поток материала перпендикулярно потоку плазмы со скоростью, близкой к скорости свободного падения тела, при ширине потока материала не более ширины зоны плазменного потока и при толщине не более трех среднестатистических диаметров частиц;
- в способе формирования потока мелкодисперсного сыпучего материала, включающем дозирование исходного материала, подачу его самотеком, предварительное и финишное смешение, при дозировании сглаживают пульсацию потока, на стадии предварительного смешения поток, поступающий из дозатора, делят на равные по массовому расходу потоки, затем с каждым из них осуществляют по меньшей мере два последовательных цикла, в каждом из которых поток материала вначале дополнительно делят на два подпотока, движущиеся с различными скоростями по зигзагообразным асимметричным траекториям, а потом эти подпотоки объединяют, по окончании последнего цикла меняют направление объединенного потока, а на стадии финишного смешения обеспечивают взаимодействие первоначально разделенных потоков так, что горизонтальные составляющие векторов их движения взаимно компенсированы.
На фиг.1 показана общая схема устройства, реализующего заявленную группу изобретений /пример конкретного исполнения/, где разрядная камера - 1, ее цилиндрический корпус 2, газораспределительный узел в виде цилиндрической вставки 3 с коническим вогнутым торцом 4, которая расположена в полости 5 основания 6 головки плазмотрона, между которыми образована кольцевая щель 7. Цилиндрическая вставка 3 сопряжена с последней ресиверной камерой 8, которая сообщается с первой ресиверной камерой 9 по меньшей мере тремя трубками 10. Выход разрядной камеры 11, ее ось 12. Снаружи корпуса 2 расположена кварцевая труба 13, за которой концентрично установлен индуктор 14. Со стороны выхода 11 разрядной камеры 1 установлен козырек 15 в виде полураструба с плоским верхом, в котором выполнено сквозное отверстие 16, в которое вставлен питатель-смеситель с корпусом 17.
М - направление потока сфероидизируемых частиц;
Р - направление потока плазмы за пределами разрядной камеры 1;
S - толщина потока М в направлении потока Р плазмы;
α - угол при вершине конуса торца 4 вставки 3;
β - угол наклона нижней стороны козырька 15 относительно оси 12 разрядной камеры 1.
На фиг.2 показан питатель-смеситель, где корпус 17, трубопроводы дозатора 18, вертикальная перегородка 19, узел предварительного смешения: распределители 20 потока, полочки 21, размещенные на перегородке 19, полочки 22, размещенные на боковых стенках корпуса 17, полочка 23, размещенная на боковой стенке корпуса, полочки 24 и 25 узла финишного смешения;
h1 - шаг полочек на перегородке;
h2 - шаг полочек на боковых гранях;
h3 - высота узлов предварительного и финишного смешения питателя;
D - ширина входного отверстия питателя;
d - расстояние между краями полочек;
δ - угол наклона боковой стенки корпуса к вертикальной оси;
θ - угол наклона полочек 21 и 22 к перегородке 19 и стенкам корпуса 17.
Способ формирования по сечению плазмотрона, стабильного по давлению и расходу рабочего газа, известен /см. пат. РФ №2178392, МПК Н 05 Н 1/30, прототип/. Устройство, реализующее этот способ, работает следующим образом /см. фиг.1/.
Через стабилизатор расхода и расходомер /на фиг.1 не показаны/ подают плазмообразующий газ и возбуждают ВЧ-разряд.
С целью получения плазмоида и удержания его на оси 12 плазмотрона рабочий газ подают по регулируемой по радиальному зазору кольцевой щели, образованной цилиндрической вставкой 3, выполненной на входе в разрядную камеру 1, и полостью 5. Щель необходима для увеличения линейной скорости подачи газа. Цилиндрическая вставка 3 размещена в полости 5 в виде усеченного конуса большим основанием в сторону разрядной камеры. Благодаря этому газ, пройдя узкую щель, не распространяется по всей камере, а с большой скоростью направленно поступает в пристеночную область и эффективно отжимает плазмоид от стенок. В результате плазмоид надежно удерживается концентрично относительно оси плазмотрона.
В разрядную камеру подают рабочий газ, имеющий комнатную температуру. Под действием поля индуктора 14 формируется плазмоид, его температура достигает 8500°С. Объем газа резко увеличивается, что является причиной возникновения пульсаций плазмоида. Это вызывает нестабильность плазмоида, что в конечном счете ведет к возникновению вихревых потоков на выходе 11 плазмотрона и резкому снижению производительности и качества продукта. Торец 4 цилиндрической вставки 3 выполнен вогнутым, конусным. Форма полости на выходном торце вставки и значение угла α при вершине конуса в пределах от 90 °до 120° найдены опытным путем. В отличие от параболической формы вставки, приводящей к возникновению “рваной” плазмы и как следствие - выгоранию вставки, предложенная форма способствует формированию в полости этого конуса “подушки”, демпфирующей колебания плазмоида. При этом конусная полость, расширяющаяся в сторону разрядной камеры, в которой размещена цилиндрическая вставка, является запирающим устройством от обратного хода газа и способствует формированию демпфирующей воздушной подушки с необходимыми характеристиками.
С другой стороны, разрядная камера 1 через газораспределительный узел сопряжена с ресиверной камерой 8, которая в свою очередь соединена с первой ресиверной камерой 9 по крайней мере 3 каналами, которые обеспечивают условия для эффективного перемещения газа без пульсаций. Из магистрали плазмообразующий газ подается с избыточным давлением в первую камеру 9, где давление газа выравнивается и усредняется. В последней камере 8, размещенной в основании 6 головки плазмотрона непосредственно у кольцевого щелевого канала, происходит финишное выравнивание давления.
Количество каналов, кратное трем, создает условия для эффективного перемещения газа из одной ресиверной камеры в другую.
Как следствие этих процессов, резко сглаживаются вихревые явления как собственно в разрядной камере, так и на ее выходе 11, что приводит к получению стабильного по расходу и давлению выровненному тепловому потоку, обеспечивающему условия для сфероидизации и снижению энергозатрат.
Нагретый в плазмотроне рабочий газ выходит в виде удлиненного конуса. На выходе 11 плазмотрона выполнен охлаждаемый козырек 15 в виде полураструба, сверху, в корпусе которого установлен питатель-смеситель. Форма козырька в виде полураструба обеспечивает, с одной стороны, поджатие снизу плазменной струи холодными слоями воздуха, что линеаризует поток, с другой стороны, в верхней части мягко отжимает плазменную струю от корпуса полураструба и предотвращает зарастание трубки питателя.
Формирование потока мелкодисперсного сыпучего материала для способа обработки дисперсного тугоплавкого материала индукционно связанной плазмой реализовано в питателе-смесителе /см. фиг.2/. Питатель-смеситель с корпусом 17, содержащий дозирующий узел 18 и узел предварительного и финишного смешения, выполнен четырехгранным, сужающимся книзу, две грани которого расположенные параллельно друг другу, выполнены в виде равнобочных трапеций, две другие - прямоугольные, угол δ наклона которых относительно вертикальной оси выбран из условия 20°<δ<34°.
Способ формирования потока материала решает задачи дозирования, смешения, а главное минимизации скорости вертикального падения материала на выходе из питателя-смесителя и, соответственно, на входе в зону равновесной плазмы.
По предложенной нами технологии дозируемый материал делят на два равные потока, для чего дозирующий узел и узел предварительного смешения делят на две симметричные части центральной вертикальной перегородкой 19. С целью выравнивания массового расхода в каждом потоке материал направляют по четному количеству трубопроводов. Проходя через трубопровод, мелкодисперсный сыпучий материал приобретает винтообразное движение и, как следствие, пульсацию. Для простоты опишем дальнейшие операции в каждом из симметричных каналов. Для ликвидации явлений пульсации поступивший из трубопроводов материал направляют на распределитель 20, выполненный в виде цилиндрического стержня, установленного в горизонтальной плоскости параллельно вертикальной перегородке 19, где поток делится на подпотоки путем упругого соударения. Разделенные подпотоки направляют по разным траекториям, для чего на внутренних поверхностях перегородки и прямоугольных граней с шагом h1 и h2 друг относительно друга выполнены ряды полочек 21, 22, причем вторые по ходу движения потока полочки 23, размещенные на боковых гранях, установлены перпендикулярно грани, а остальные полочки на гранях и перегородке установлены наклонно, угол θ наклона которых к стенке найден из условия 28°<θ<40°. Один из подпотоков движется на стенку питателя-смесителя и взаимодействует с полочкой 22, а другой - на перегородку 19, взаимодействует с полочкой 21, отражается от нее и попадает в ту же зону, куда приходит первый подпоток, и накладывается на него. В результате траектория движения подпотоков в вертикальном сечении имеет форму неравностороннего треугольника, в котором вершинами являются зона разделения 20, столкновения второго подпотока с полочкой 21 на центральной перегородке 19 и зона соединения на полочке 22 боковой грани. Вследствие того что полочки относительно вертикали размещены под разными углами и с шагом h1 и h2 друг относительно друга, в зону соединения два потока попадают под разными углами и с разной скоростью, накладываясь друг на друга, что стимулирует их активное перемешивание и торможение. Используют не менее двух циклов с “треугольной” траекторией движения, при этом вследствие того что боковые стенки питателя-смесителя выполнены наклонно, последующий треугольник имеет меньшую высоту.
Внутри рабочего объема поток материала неоднократно меняет направление движения, что обеспечивает уменьшение его кинетической энергии и скорости перемещения вниз по вертикали. Измерения скорости движения потока материала показали, что после первого треугольного цикла она уменьшается почти в два раза, а после второго - в 15-20 раз по отношению к скорости на входе, которая составляла 9 м/с.
Дополнительного эффекта замедления вертикального перемещения достигают путем изменения направления движения потока материала в режиме неупругого отражения на установленной перпендикулярно боковой грани полочке 23, т.е. под другим углом.
На стадии финишного смешения используют полочки 24 на конце перегородки 19 и полочки 25 на боковых гранях, которые, действуя как экраны, изменяют траекторию движения первоначально разделенных потоков так, что они направлены навстречу друг другу и в результате столкновения в параллелограмме сил горизонтальные встречные векторы компенсированы, а вертикальный соответствует начальной скорости падения, близкой к нулю.
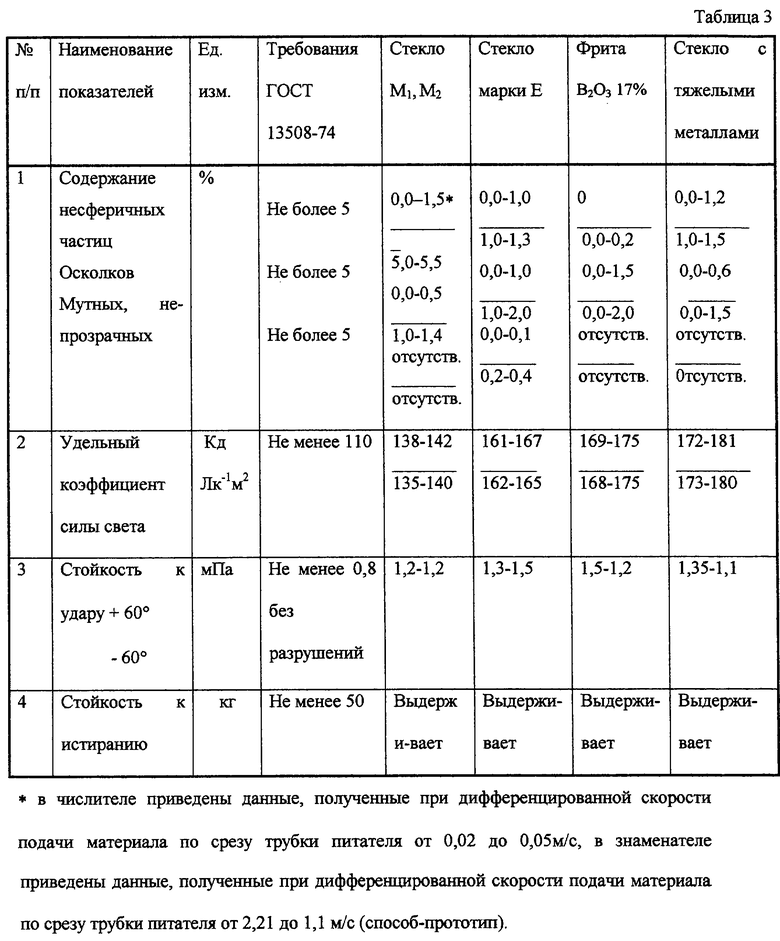
Использование сложной траектории движения в форме последовательности не имеющих вертикальных сторон треугольников, циклов разделение - соединение, придания совмещенному потоку дополнительного бокового импульса, а также финишное встречное соударение потоков материала обеспечивает эффективную гомогенизацию смеси по размерам частиц, устраняет пульсацию и минимизирует скорость материала на срезе питателя. Измеренная на срезе питателя скорость вертикального падения материала составила 0,02-0,05 м/с. Толщина слоя на выходе из питателя задавалась массовым расходом материала из дозатора.
Примеры конкретного выполнения заявляемой группы изобретений.
Примеры составлены на основе среднестатистических данных, полученных при работе десяти установок, сконструированных по предлагаемой группе изобретений на предприятии “ЗАО СПЕЦХИММОНТАЖ”.
I. Параметры устройства
Разрядная камера плазмотрона выполнена в виде решетки из шести водоохлаждаемых секций. Длина - 300 мм, наружный диаметр - 100 мм, внутренний диаметр - 80 мм. Корпус разрядной камеры - кварцевая труба диаметром 103 мм, толщина стенки - 3±2 мм. Газораспределительный узел выполнен из медной вставки диаметром 74 мм, высотой 55 мм и с углом α при вершине конуса выходного торца, равным 90°, толщина щели на входе 0,4 мм, на выходе 0,8 мм. Стабилизатор расхода газа - СДВ-15. Измеритель расхода газа - типа РН-5 с утяжеленным поплавком. Ресиверные камеры: объем первой - 250 см3, второй - 25 см3, соединены между собой тремя каналами диаметром 10 мм, размещенными под углом 120°.
Питатель-смеситель выполнен из нержавеющей стали толщиной 1,5 мм, дозирующий узел выполнен из четырех трубопроводов с диаметром 11 мм, угол δ наклона прямоугольных граней относительно вертикальной оси равен 20°, ряды полочек, выполненные на внутренних поверхностях перегородки и прямоугольных граней, равны 5×28 мм2, вторые по ходу движения потока полочки, размещенные перпендикулярно боковым граням, имеют размер 5×4×28 мм3, а остальные полочки на гранях и перегородке установлены наклонно, угол θ наклона которых к стенке равен 28°, распределители потока материала имеют диаметр 4 мм, первый из распределителей установлен на расстоянии 15 мм от дозатора, первая полочка на перегородке - на расстоянии 20 мм от дозатора, первая полочка на стенке - на расстоянии 30 мм от дозатора. Общая высота узла предварительного и финишного смешения h3 - 106 мм, ширина на входе D - 32,5 мм, на выходе из питателя d – 4 мм. Шаг h1 между полочками на перегородке равен 35 мм, шаг h2 между полочками на боковой грани – 33 мм, а количество парных полочек в узле предварительного смешения выбрано равным четырем в каждой симметричной части.
II. Методики измерений
А) Контроль стабильности давления на выходе плазмотрона. Давление выходящего из плазмотрона газа измеряли с использованием ртутных дифференциальных манометров. Методика разработана в ВНИИ ТВЧ им. В.П.Вологдина, дифференциальные манометры аттестованы в ВНИИМ им. Д.И.Менделеева.
Б) Контроль стабильности расхода газа на выходе плазматрона. Расход газа измеряли с использованием манометров кл. 1, роторного расходомера типа РН-2,5 кл. 0,1 и расходомера PC – 5 м. Методика разработана в ВНИИМ им. Д.И.Менделеева.
В) Контроль массового расхода. Методика разработана в ВНИИМ им. Д.И.Менделеева. В этой методике использованы: секундомер МС “Агот”, шкала - 3 с, кл.4. Весы электронные ВЛКТ - 0,2 М, кл.4, погр. 0,02 г. Массовый расход был установлен путем аппроксимации из 130 замеров.
Г) Контроль скорости движения материала на выходе из питателя. Для измерения скорости была применена следующая методика: в непосредственной близости от пути пролета материала, ограниченного с одной стороны срезом питателя (финишное отверстие), с другой - плоскостью осевого горизонтального сечения плазмотрона, были установлены цифровой стробоскоп (Квант - А) и фотоаппарат (Зенит - ЕТ). Фотосъемка производилась при включенной подаче материала, причем затвор фотоаппарата был полностью открыт, а частота срабатывания стробоскопа подбиралась с учетом удобства отслеживания траектории полета частиц.
В каждой серии измерений произвольно выбиралось несколько объектов измерения. Критериями отбора служили: узнаваемость; размер; положение в потоке.
Расчет производился по формулам
(1) S=Vot+gt2/2; (2) Vot=S-gt2/2; (3) Vo=(S-gt2/2)/t.
Д) Контроль готовой продукции
Контролируемые параметры: производительность за единицу времени и качество. Понятие качества включает достижение требуемых показателей по ГОСТ 13508-74 по сферичности и наличию осколков, гранулометрическому составу, отсутствию пузырей, прозрачности и мутности, ударопрочности и стойкости к истиранию.
Выборочный контроль готовой продукции на соответствие ГОСТ 13508-74 проводили на предприятии "Катафот" (г.Москва). Сертификат соответствия №РОСС RU. МТ18. Н00337 №0176106*, срок действ. с 15.07.02 по 15.07.03.
III. Характеристики исходного материала
Стекло перед обработкой дробилось и классифицировалось по размеру.
IV. Технические данные
Плазмообразующий газ - аргон, рабочий газ - воздух (класса КИП).
Давление в газовой магистрали 6-8 кгс/см2.
Давление на выходе стабилизатора 1,5-2,0 кгс/см2.
Расход газа 40-120 л/с.
Скорость подачи газа в рабочую зону 0,1-0,3 м/с.
Время обработки материала 25-45 мкс 10-30 мкс.
Расход воды на охлаждение плазмотрона 1,8-2,2 м3/час.
Стабильность расхода газа на выходе плазмотрона контролировалась в течение всего цикла работы установки. При давлении на входе плазмотрона, равном 0,8 кгс/см2, на выходе с учетом теплового расширения давление стабильно составляло 0,67 кгс/см2.
Толщина потока материала на выходе питателя равнялась 3 среднестатистическим размерам частиц, что в пересчете на массовый расход соответствует 2,78 г/с.
На устройстве, реализующем описанные выше способы, была проведена серия технологических наработок с варьированием энергетических и расходных характеристик.
В таблице 2 приведены результаты технологических наработок в зависимости от выбранных режимов. Производительность процесса практически не зависела от гранулометрического состава сырья. Даны усредненные значения для смеси гранулометрического состава (200-560) мкм и оптимального режима подачи рабочего газа.
В таблице 3 приведены физико-механические характеристики полученной продукции. Гранулометрический состав исходного материала от (200 до 560) мкм.
На 10 установках плазменной обработки, сконструированных в соответствии с предложенными способами, изготовлено более 300 тонн высококачественных стеклянных микросфер в пределах 50-630 мкм, используемых в специальных целях. При этом производительность в среднем на одну установку увеличена на 10-15%, брак по инородным включениям (пузырьки) уменьшен в 1,5-1,8 раза.

Предлагаемая группа изобретений относится к технике и технологии низкотемпературной плазменной обработки материалов и может быть использована при производстве из термопластичных материалов микросфер, имеющих достаточно широкое применение в различных отраслях техники. Изобретение позволяет оптимизировать процесс обработки термопластичных материалов, обеспечивает высокую производительность при высоком качестве сфероидизации. В способе обработки дисперсных термопластичных материалов индукционно связанной плазмой, включающем формирование по сечению плазмотрона стабильного по давлению и расходу потока рабочего газа и подачу материала в примыкающую к внешней стороне выхода плазмотрона область равновесной плазмы, подают равномерный по массовому расходу поток материала перпендикулярно потоку плазмы со скоростью, близкой к скорости свободного падения тела, при ширине потока материала не более ширины зоны плазменного потока и при толщине не более трех среднестатистических диаметров частиц. В способе формирования потока мелкодисперсного сыпучего материала, включающем дозирование исходного материала, подачу его самотеком, предварительное и финишное смешение, при дозировании сглаживают пульсацию потока, на стадии предварительного смешения поток, поступающий из дозатора, делят на равные по массовому расходу потоки, затем с каждым из них осуществляют, по меньшей мере, два последовательных цикла, в каждом из которых поток материала вначале дополнительно делят на два подпотока, движущиеся с различными скоростями по зигзагообразным асимметричным траекториям, а потом эти подпотоки объединяют, по окончании последнего цикла меняют направление объединенного потока, а на стадии финишного смешения обеспечивают взаимодействие первоначально разделенных потоков так, что горизонтальные составляющие векторов их движения взаимно компенсированы. 2 н.п. ф-лы, 2 ил., 3 табл.

| СПОСОБ ОБРАБОТКИ ДИСПЕРСНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНДУКЦИОННО СВЯЗАННОЙ ПЛАЗМОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2178392C2 |
| СМЕСИТЕЛЬ | 1999 |
|
RU2147921C1 |
| ВЫСОКОЧАСТОТНЫЙ ИНДУКЦИОННЫЙ ПЛАЗМОТРОН | 1997 |
|
RU2136125C1 |
| RU 2073316 C1, 10.02.1997 | |||
| ПЛАЗМЕННО-ДУГОВАЯ УСТАНОВКА | 1992 |
|
RU2072639C1 |
| US 4961770 А, 09.10.1990. | |||

