Изобретение относится к электроплазменной технологии и может быть использовано для термообработки и сфероидизации порошков тугоплавких материалов.
Известен способ плазменной обработки дисперсных тугоплавких материалов, включающий введение материала в высокотемпературную область плазменно го потока, примыкающую к внешней стороне среза плазмотрона (Бабальянц В.Ф. и др. Применение низкотемпературной плазмы в стекольно-ситалловой промышленности (обзор). - М., 1973, с. 36-43). В этом способе обработки материал вводят транспортирующим воздухом навстречу плазмообразующему потоку, что приводит к повышению энергозатрат на транспортирующий воздух.
Известно устройство плазменной обработки дисперсных материалов, содержащее разрядную камеру плазмотрона, газораспределительный элемент и питатель материала (см. Дресвин С.В. Низкотемпературная плазма. - Новосибирск, 1992). В этом устройстве область ввода материала размещена внутри разрядной камеры, что создает завихрения потока, загрязнение стенок камеры и ухудшение качества обрабатываемого материала.
Сущность заявленного способа состоит в том, что в известном способе плазменной обработки дисперсных тугоплавких материалов, включающем введение материала в высокотемпературную область плазменного потока, примыкающую к внешней стороне среза плазмотрона, по сечению плазмотрона формируют равномерный скоростной и тепловой поток, а материал вводят в область потока под углом к его оси, обеспечивающим спутное движение материала в потоке.
Сущность заявленного устройства состоит в том, что в известном устройстве плазменной обработки дисперсных тугоплавких материалов, содержащем разрядную камеру плазмотрона, газораспределительный элемент и питатель материала, элемент выполнен в виде охлаждаемой вставки, размещенной на входе разрядной камеры и образующей с ней кольцевой канал, а питатель установлен с возможностью подачи материала в область потока, примыкающую к внешней стороне среза разрядной камеры.
Кроме того, внутренняя поверхность вставки выполнена параболической.
Кроме того, боковая поверхность вставки выполнена конусной.
Кроме того, устройство дополнительно содержит размещенный за срезом разрядной камеры реактор в виде раструба.
Кроме того, раструб выполнен охлаждаемым.
Кроме того, питатель выполнен в виде круглой трубы, переходящей в прямоугольную, нижняя часть которой выполнена в виде лотка.
Кроме того, выходная кромка лотка размещена с внешней стороны плоскости среза разрядной камеры.
Кроме того, в круглом сечении трубы питателя размещен спиральный элемент.
Анализ существующих технических решений показывает, что производительность и качество получения однородных микрошариков в существенной мере зависят от подачи материала в зону потока плазмообразующего газа. Физика получения в разрядной камере плазменного потока такова, что на выходе из плазмотрона сечение неоднородно по скорости и температуре, т.е. центральная зона по этим параметрам существенно отличается от периферийной. Попытки в известных изобретениях доставить материал для обработки именно в центральную зону позволяет повысить качество обработки материала, но при этом зона обработки существенно уменьшается, что сказывается на производительности. Кроме того, подача материала навстречу потоку приводит к его возмущениям, завихрениям, при этом часть материала вообще не попадает в наиболее оптимальную зону обработки. В результате имеют место частичный выброс материала в периферийные зоны, загрязнение стенок камеры продуктами испарения, что существенно влияет на качество обработки.
Заявленный способ предполагает предварительное формирование равномерного по сечению скоростного и теплового плазмообразующего потока. Этот признак позволяет значительно расширить зону обработки материала, поскольку скоростной и тепловой поток становится однородным по всему сечению плазмотрона. Введение материала осуществляют в область потока под углом к его оси, и процесс обработки материала происходит в спутном потоке, при котором материал какое-то время движется в самом потоке. Таким образом, равномерный по скорости и температуре плазмообразующий поток подхватывает постоянно поступающий в область потока под углом к его оси материал, удерживая его во взвешенном состоянии в процессе обработки. В зависимости от фракции исходного материала угол его ввода к оси потока может несколько изменяться с целью продления времени пребывания материала во взвешенном состоянии в процессе обработки. Такое решение позволяет не только повысить производительность за счет увеличения зоны обработки в равномерном скоростном и тепловом потоке, но и, что самое главное, полностью устранить завихрения, снизить энергозатраты и существенно повысить качество за счет спутного движения материала в потоке и повышения времени на термообработку материала.
Формирование равномерно распределенного скоростного и теплового потока по сечению плазмотрона обеспечивается размещением на входе водоохлаждаемой разрядной камеры охлаждаемой вставки, образующей с разрядной камерой кольцевой канал. Равномерность скоростного потока создается при проходе плазмообразующего газа через кольцевой канал таким образом, что за вставкой по ходу потока скорости по сечению разрядной камеры будут выровнены. Равномерность потока по скорости сохранится и после прохождения плазмоида, после чего поток будет равномерным не только по скорости, но и по температуре. Поэтому в области потока, примыкающей к внешней стороне среза разрядной камеры, будут созданы условия для оптимального вхождения материала в высокотемпературную область сформированного плазмотроном потока. Поскольку питатель выполнен с возможностью подачи материала в область потока, примыкающую к внешней стороне среза разрядной камеры, очевидно, что весь поступающий с питателя материал будет попадать в зону обработки. Таким образом, кольцевой канал, образованный вставкой и разрядной камерой, обеспечивает получение в области потока, примыкающей к внешней стороне среза разрядной камеры плазмотрона, равномерный скоростной и тепловой поток, обеспечивая область обработки материала стабильными параметрами по скорости и температуре. Именно стабильность этих параметров и позволяет повысить производительность процесса и качество продукта.
Кроме того, внутренняя поверхность вставки выполнена параболической. При таком выполнении вставки воздух, проходя кольцевой канал между внутренними стенками разрядной камеры и боковой поверхностью вставки, вынужден сжаться с одновременным повышением скорости. По мере прохода наиболее узкой части воздух попадает в область более низкого давления и часть его будет поступать к параболической поверхности. В соответствии со свойствами параболической поверхности скоростные потоки за ней будут приобретать равномерность. Это как раз и позволяет получить равномерный по скорости, а после прохождения зоны плазмоида и по температуре стабильный газовый поток, обеспечивающий повышение производительности и качества продукта.
Кроме того, боковая поверхность вставки выполнена конусной. Такое выполнение боковой поверхности заставляет входящий в кольцевой канал воздух из-за уменьшающегося сечения сжиматься с одновременным повышением давления, а пройдя наиболее узкую часть кольцевого канала, воздух огибает внешние края вставки и поступает в менее разряженную область у внутренней поверхности вставки, где отражается от параболической поверхности и направляется вдоль оси разрядной камеры.
Кроме того, устройство дополнительно содержит размещенный за срезом разрядной камеры реактор в виде раструба. Такое выполнение устройства позволяет после выхода плазменного потока из среза разрядной камеры удержать форму потока с обрабатываемым в нем материалом, т.е. продлить время обработки материала, что положительно отражается на качестве выходящего продукта. Раструб предотвращает завихрения потока и нестационарность скоростных и тепловых полей. Такое решение позволяет предотвратить возможные вихревые потоки, т.е. стабилизировать процесс обработки материала и, кроме того, максимально продлить спутное движение материала в потоке, обеспечивая качество обработки материала.
Кроме того, раструб выполнен охлаждаемым. Это позволяет сохранить тепловую зону обработки, иметь стабильный равномерный скоростной и тепловой режим на протяжении всего процесса обработки материала от его входа на срезе разрядной камеры до выхода за пределы раструба.
Кроме того, питатель выполнен в виде круглой трубы, переходящей в прямоугольную, нижняя часть которой выполнена в виде лотка. Такое выполнение питателя позволяет материалу под собственным весом проходить круглое сечение трубы и после прохождения прямоугольной трубы с помощью лотка, являющегося нижней частью прямоугольной трубы, непосредственно поступать в сформированный плазмотроном поток на срезе разрядной камеры. Такая конструкция питателя обеспечивает возможность беспрепятственно и с постоянной скоростью выходящему материалу подхватываться потоком в области, примыкающей к внешней стороне среза разрядной камеры для последующей термообработки. Именно согласование скорости поступающего материала и скорости потока при их последующем спутном движении позволяет существенно повысить производительность процесса обработки.
Кроме того, выходная кромка лотка размещена с внешней стороны плоскости среза разрядной камеры. Размещение выходной кромки лотка питателя с внешней стороны плоскости среза разрядной камеры способствует поступлению материала в высокотемпературную область сформированного плазмотроном потока. Именно в области потока, примыкающей к внешней стороне среза разрядной камеры, будет иметь место оптимальный для обработки материала температурный режим.
Кроме того, в круглом сечении трубы питателя размещен спиральный элемент, что создает возможность выходящему из прямоугольной трубы материалу равномерно распределяться по ширине лотка, с выходной кромки которого непосредственно и поступает материал в поток газа. Такая равномерная подача материала по всей ширине выходной кромки лотка способствует повышению качества продукта, поскольку материал поступает не одиночной "струйкой" в одну зону потока, а распределяется равномерно по ширине лотка. Это ведет и к повышению производительности, так как ввод материала в равномерный скоростной и тепловой поток осуществляется по всей ширине лотка, т.е. по более широкому сечению потока.
Поэтому заявляемые признаки способа, а именно формирование по сечению плазмотрона равномерного скоростного и теплового потока и введение материала в область потока под углом к его оси, обеспечивающим спутное движение материала в потоке, позволяют создать условия для оптимальной обработки материала в плазменном потоке в их спутном движении. Заявляемые признаки устройства, а именно размещение на входе разрядной камеры вставки, образующей с камерой кольцевой канал, а также выполнение питателя с возможностью подачи материала в область потока, примыкающую к стороне среза разрядной камеры, позволяют создать конструкцию для осуществления заявляемого способа.
Проявляемые при этом свойства состоят в получении стабильного процесса обработки материала, что способствует повышению производительности с одновременным повышением качества получаемого продукта, снижению энергозатрат за счет устранения завихрений, полное отсутствие каких-либо загрязнений камеры сгорания, обеспечения непрерывности процесса за счет равномерной подачи материала в оптимальную зону обработки.
Таким образом, как заявленные признаки способа, так и заявленные признаки устройства позволяют создать условия эффективного тепло- и массообмена при минимальных теплопотерях в процессе термообработки частиц материала. Кроме того, обеспечиваются требования протяженности процесса, достаточного для качественной термообработки материала.
Сущность заявляемого изобретения поясняется чертежом, где показана схема устройства по заявляемому способу обработки. На чертеже обозначено: 1 - корпус устройства; 2 - питатель; 3 - исходный материал; 4 - кварцевая трубка; 5 - разрядная камера; 6 - индуктор; 7 - плазмообразующий газ; 8 - охлаждаемая вставка; 9 - боковая конусная поверхность вставки; 10 - кромка вставки; 11 - внутренняя параболическая поверхность вставки; 12 - кольцевой канал; 13 - высокотемпературный поток; 14 - плоскость среза разрядной камеры; 15 - круглая труба питателя; 16 - спиральный элемент; 17 - прямоугольная труба; 18 - лоток питателя; 19 - кромка лотка; 20 - охлаждаемый раструб; 21 - бункер.
В корпусе 1 устройства размещены питатель 2, заполненный исходным материалом 3. Наклонно к вертикальной оси устройства 1 в нем размещена кварцевая трубка 4 плазмотрона, внутри которой выполнена разрядная камера 5, а снаружи - охватывающий ее индуктор 6. На входе в разрядную камеру 5, предназначенном для поступления плазмообразующего газа 1, размещена охлаждаемая вставка 8, содержащая боковую конусную поверхность 9, кромку 10 и внутреннюю параболическую поверхность 11, так что между поверхностью 4 и поверхностью 9 образован кольцевой канал 12. Выход разрядной камеры 5, по которому поступает высокотемпературный поток 13, образует плоскость 14 среза разрядной камеры 5. Круглая труба 15 питателя 2, содержащая спиральный элемент 16, переходит в прямоугольную трубу 17, нижняя часть которой выполнена в виде лотка 18, оканчивающейся кромкой 19, которая в свою очередь размещена в плоскости 14 среза разрядной камеры 5. Охлаждаемый раструб 20 является расширенным продолжением разрядной камеры 5. Внутри раструба 20 образована зона для обработки материала 3, который по мере готовности скапливается в бункере 21.
Способ осуществляется следующим образом. Плазмообразующий газ 7 поступает на вход разрядной камеры 5 через кольцевой канал 12 между стенками разрядной камеры 5 и кромкой 10 вставки 8. За счет конической боковой поверхности 9 вставки 8 в кольцевом канале скорость газа повышается, а пройдя наиболее узкую часть канала - кромку 10, - газ расширяется, причем часть его направляется на внутреннюю параболическую поверхность 11, благодаря которой газ приобретает усредненную скорость потока по сечению плазмотрона. Затем в образовавшейся с помощью индукторов 6 плазме газ нагревается таким образом, что на плоскости 14 среза разрядной камеры 5 образуется равномерный скоростной и тепловой поток 13. Из питателя 2 исходный материал 3 поступает по вертикальной круглой трубе 15, внутри которой размещен элемент 16 в виде спиральной пружины, обеспечивающей равномерный переход материала 3 из круглой трубы 15 в прямоугольную трубу 17, причем, материал 3, поступающий по нижней поверхности трубы 17, продолжает перемещаться по ее продолжению в виде лотка 18, заканчивающегося кромкой 19, размещенной в плоскости 14 среза разрядной камеры 5. Поэтому материал 3 по всей ширине кромки 19 будет вводиться в область потока 13 под углом к его оси, обеспечивающим спутное движение материала 3 в потоке 13. Частицы материала 3, попавшие в поток 13, подвергаются термообработке на участке, ограниченном охлаждаемым раструбом 20. Захваченные потоком газа 13 и затем находясь в свободном падении они приобретают форму микрошариков, которые собираются в бункере 21 устройства 1.
Устройство выполнено следующим образом. Вставка 8 размещается на входе разрядной камеры 5, образуя с ней посредством боковой поверхности 9 кольцевой канал 12 для прохода плазмообразующего газа 7. Внутренняя поверхность 11 вставки 8 выполнена параболической, а боковая поверхность 9 - конусной. Благодаря такому конструктивному исполнению в плоскости 14 среза разрядной камеры 5 имеет место равномерный по сечению плазмотрона скоростной и тепловой поток 13. Питатель 2 материала 3, выполненный в виде круглой трубы 15, переходящей в прямоугольную 17, заканчивается лотком 18, выходная кромка 19 которого размещена с внешней стороны плоскости 14 среза разрядной камеры 5. За срезом разрядной камеры 5 размещен охлаждаемый раструб 20, после прохождения которого обработанный материал попадает в бункер 21.
Работа устройства осуществляется следующим образом. Поступающий на вход разрядной камеры 5 плазмообразующий газ 7 огибает охлаждаемую вставку 8 через кольцевой канал 12 и кромку 10, и, отражаясь от параболической поверхности 11, преобразуется в равномерный скоростной поток. Затем поток проходит зону плазмоида, после чего в плоскости 14 среза разрядной камеры 5 формируется равномерный скоростной и тепловой поток 13. Из питателя 2 материал 3 поступает по круглой трубе 15 с размещенным внутри спиральным элементом 16, благодаря которому материал 3 равномерно распределяется по нижней части прямоугольной трубы 11, а затем по лотку 18. Поскольку выходная кромка 19 лотка 18 размещена с внешней стороны плоскости 14 среза разрядной камеры 5, материал 3 будет поступать с выходной кромки 19 лотка 18 по всей его ширине в область потока 13, примыкающую к внешней стороне среза разрядной камеры 5. Поступивший в поток 13 материал 3 обрабатывается в зоне, ограниченной охлаждаемым раструбом 20, размещенным за срезом разрядной камеры 5. По мере обработки материал скапливается в бункере 21 устройства 1.
Поскольку ввод материала 3 осуществляют в область потока 13 под углом к его оси, то время нахождения исходного продукта 3 в потоке 13 продлевается за счет спутного их движения в раструбе 20, чем и повышается качество продукции в виде сфероидизированных микрошариков. Опытным путем был установлен оптимальный угол ввода материала 3 к оси потока - 45oC, при этом при увеличении угла сокращается время спутного движения исходного материала 3 в потоке 13, что сопровождается снижением качества получаемого продукта. При уменьшении угла часть исходного материала 3 не попадает в оптимальную зону обработки, что опять же сказывается на снижении качества получаемого продукта.
Повышение производительности обеспечивается тем, что в равномерный скоростной и тепловой поток 13 исходный материал 3 поступает равномерно по всей ширине кромки 19 лотка 18. При таком выполнении полностью исключаются какие-либо завихрения в потоке 13, загрязняющие разрядную камеру 5 плазмотрона или обрабатываемый материал 3 в зоне его термообработки. Существенно и то, что исходный материал 3 самостоятельно поступает в зону обработки, не требуя при этом энергетических затрат на его транспортировку. Кроме того, обрабатываемый исходный материал 3, поступающий в питатель 2, может различаться по фракциям и виду материала. Поэтому в зависимости от вида сырья и размера частиц обрабатываемого материала 3 угол ввода материала 3 в область потока 13 может корректироваться с тем, чтобы для каждого фракционного состава материала 3 была возможность подбора оптимального времени спутного движения материала в потоке, т.е. требуемого режима обработки. Так, например, для более тяжелых фракций 700-1000 мкм угол ввода материала может быть уменьшен, поскольку более тяжелые фракции с большей скоростью проходят зону реактора. А при обработке более легких фракций 0-50 мкм влияние потока 13 на материал 3 будет существеннее, поэтому для оптимизации времени спутного движения угол ввода материала 3 может быть несколько уменьшен. Такое изменение угла для обработки различных фракций материала позволяет для каждой из фракций получать высокое качество, т.е. появляется возможность управления процессом обработки, что существенно расширяет функциональные возможности заявляемого технического решения. К основным преимуществам заявляемого технического решения следует отнести высокую надежность осуществляемого процесса, стабильность параметров, простоту исполнения и практически отсутствие бракованной продукции.
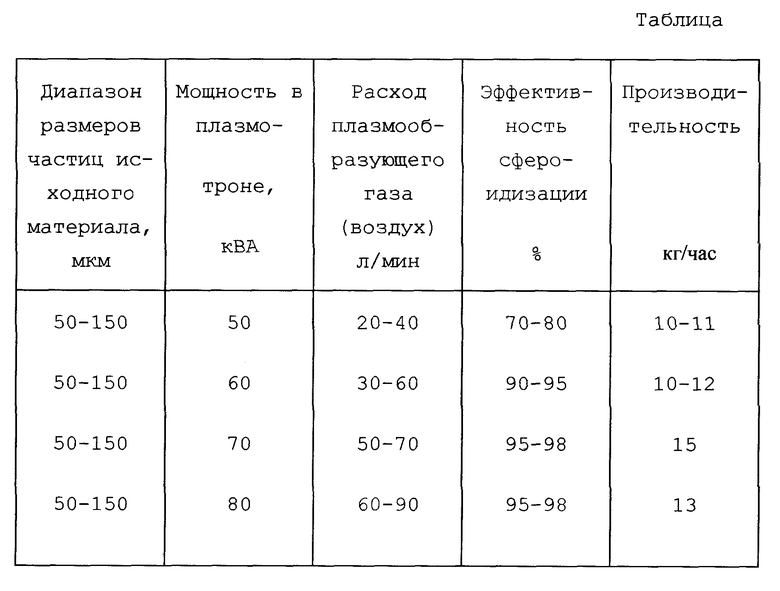
Пример конкретного выполнения способа. Изготавливали стеклянные микрошарики при нормальных условиях окружающей среды. Материал - стекло марки ЛС-1. По сечению плазмотрона формировали равномерный скоростной 0,6 м/с и тепловой (3000K) поток 13, в область которого под углом 45o к оси потока 13 вводили материал 3 с диаметром частиц в диапазоне 150-300 мкм, что обеспечивало необходимое время обработки при спутном движении в течение 10-20 мкс. В этих условиях при мощности в плазмотроне 70 кВА и расходе плазмообразующего газа 7 в диапазоне 50-70 л/м производительность устройства составляла 15-18 кг/час при эффективности сфероидизации 90-95%.
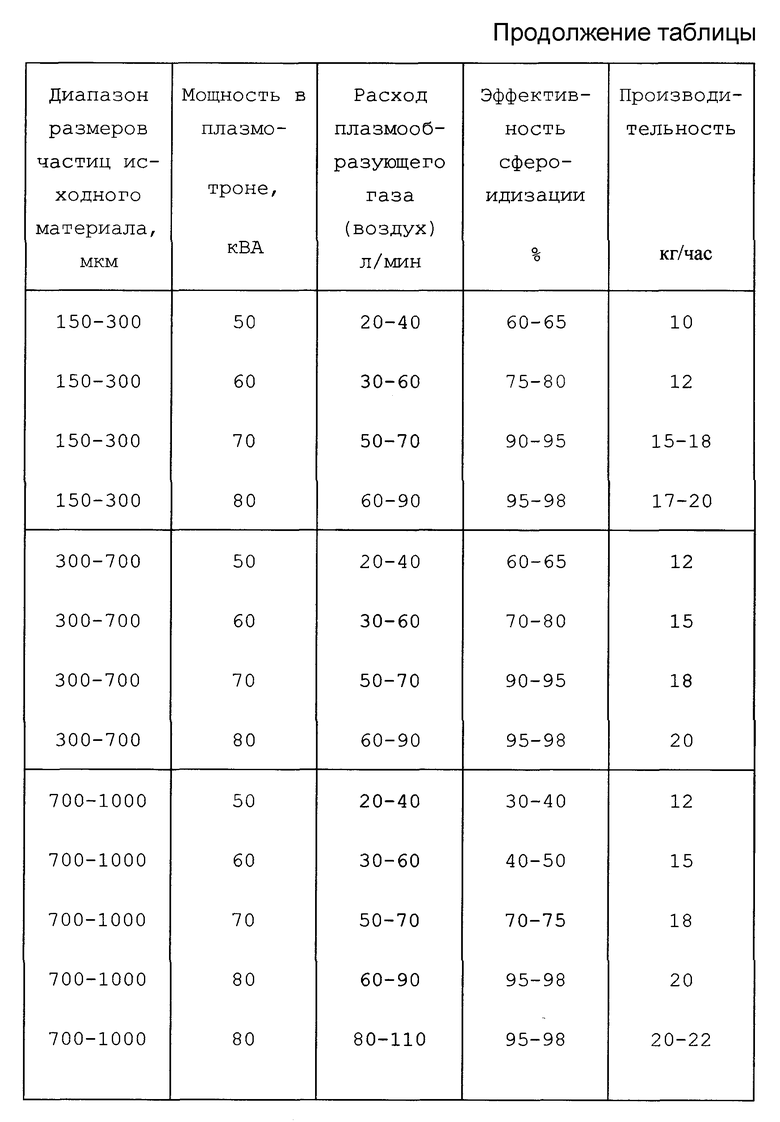
Пример конкретного выполнения устройства. Использовали высокочастотный генератор ВЧИ 11-60/1,76, включающий генераторный блок, блок нагрузочного контура и металлическую водоохлаждаемую разрядную камеру, помещенную в кварцевую трубу. Система подачи плазмообразующего газа включала компрессор СО-243. Система подачи стеклянного порошка осуществлялась питателем-дозатором типа ТО 10.06.000. Для каждого диапазона размеров частиц исходного материала изменяли мощность плазмотрона и соответствующий расход плазмообразующего газа (воздуха). Для каждого из режимов определялись эффективность сфероидизации в процентах и производительность. Результаты испытаний сведены в таблицу, где даны примеры плазменной обработки дисперсных материалов при нормальных условиях окружающей среды. Материал - стекло марки ЛС-1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДИСПЕРСНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНДУКЦИОННО СВЯЗАННОЙ ПЛАЗМОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2178392C2 |
| СПОСОБ ОБРАБОТКИ ДИСПЕРСНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНДУКЦИОННО СВЯЗАННОЙ ПЛАЗМОЙ И СПОСОБ ФОРМИРОВАНИЯ ПОТОКА МАТЕРИАЛА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257689C2 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СВЧ-ПЛАЗМОТРОН ДЛЯ ОБРАБОТКИ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1989 |
|
RU1618261C |
| Устройство для обработки огнеупорных оксидов в низкотемпературной плазме | 1989 |
|
SU1681942A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТУГОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446915C2 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| СВЧ-плазмотрон и способ генерации плазмы | 2023 |
|
RU2826447C1 |
| УСТАНОВКА И СПОСОБ ПОЛУЧЕНИЯ НАНОДИСПЕРСНЫХ ПОРОШКОВ В ПЛАЗМЕ СВЧ РАЗРЯДА | 2003 |
|
RU2252817C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ НАГРЕВАНИЕМ ПЛАЗМЕННОЙ СТРУЕЙ | 2009 |
|
RU2431685C2 |
Изобретение относится к электроплазменной технологии и может быть использовано для термообработки и сфероидизации порошков тугоплавких материалов. Целью изобретения является повышение производительности и качества изготавливаемого продукта. Способ плазменной обработки дисперсных тугоплавких материалов включает введение материала в высокотемпературную область плазменного потока, примыкающую к внешней стороне среза плазмотрона, по сечению которого формируют равномерный скоростной и тепловой поток. Материал вводят в область потока под углом к его оси. Устройство для осуществления способа содержит разрядную камеру плазмотрона, газораспределительный элемент и питатель материала. Элемент выполнен в виде охлаждаемой вставки, размещенной на входе разрядной камеры и образующей с ней кольцевой канал. Питатель установлен с возможностью подачи материала в область потока, примыкающую к внешней стороне среза разрядной камеры. 2 с. и 7 з.п. ф-лы, 1 табл., 1 ил.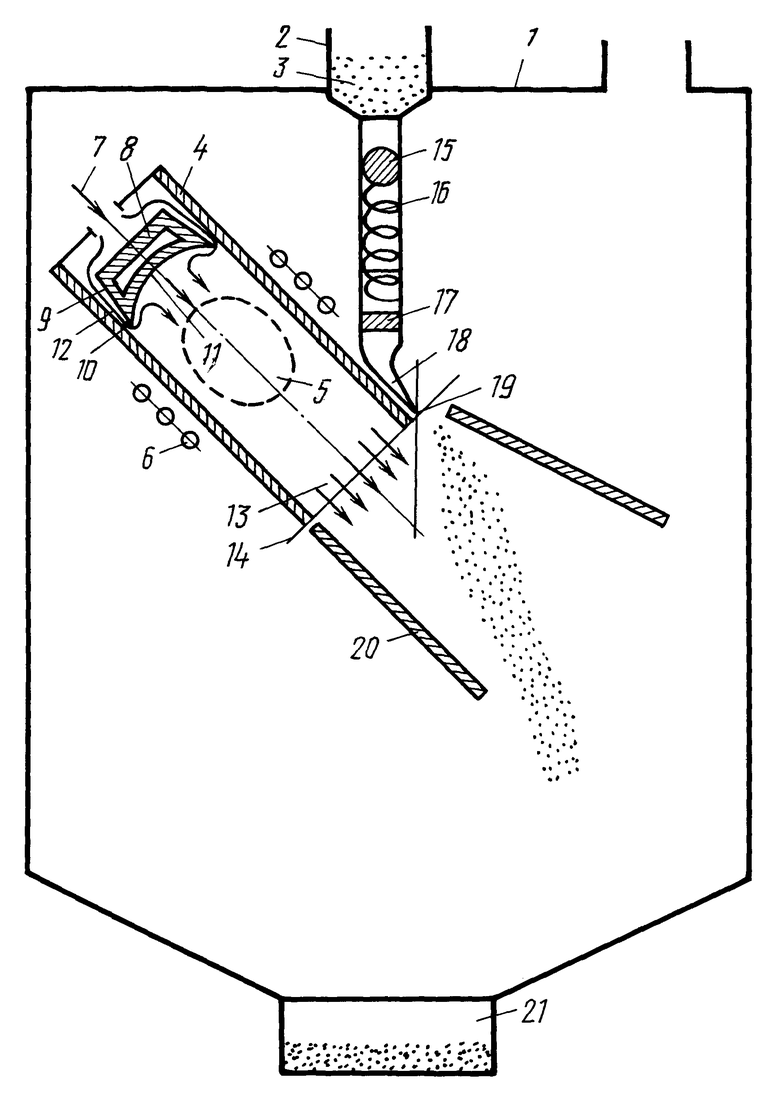
| Бабальянц В.Ф | |||
| и др | |||
| Применение низкотемпературной плазмы в стекольно-ситалловой промышленности ///Обзор | |||
| - М., 1973, с.36-43 | |||
| Дресвин С.В | |||
| Низкотемпературная плазма | |||
| - Новосибирск, 1992, с.10 | |||
| Способ получения микросфер | 1989 |
|
SU1689311A1 |

