Изобретение относится к области строительства и ремонта трубопроводов и предназначено для изоляции неразъемных стыковых соединений предварительно теплоизолированных трубопроводов в полимерной оболочке для тепловых сетей, водопроводов, нефтяных трубопроводов диаметром 57-1020 мм.
Известен теплоизолированный стык предварительно теплоизолированных трубопроводов, включающий полимерную муфту, присоединенную к концам полимерных оболочек, изолированных теплоизоляционным материалом и соединенных между собой трубопроводов, теплоизоляционный материал, заполняющий пространство между внутренней поверхностью упомянутой муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляционного материала этих трубопроводов (1).
Недостатком известного стыка является то, что полимерная муфта присоединена встык к концам полимерных оболочек, что снижает надежность стыка.
Известен наиболее близкий к предлагаемому теплоизолированный стык предварительно теплоизолированных трубопроводов, включающий термоусаживающуюся полимерную муфту, присоединенную с охватом к концам полимерных оболочек, изолированные теплоизоляционным материалом и соединенные между собой трубопроводы, теплоизоляционный материал, заполняющий пространство между внутренней поверхностью упомянутой муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляционного материала этих трубопроводов, и аппликаторы, расположенные по периметру концов оболочек между их наружными поверхностями и внутренней поверхностью упомянутой муфты (2).
Недостатком известного стыка является низкая его эксплуатационная надежность, обусловленная отсутствием упрочняющих и герметизирующих стык элементов, охватывающих наружные поверхности концов муфты и сопряженные с ними наружные поверхности полимерных оболочек. Другим недостатком является сложная конструкция муфты, так как она предусматривает наличие увеличенной площади поперечного сечения в средней части.
Известен наиболее близкий к предлагаемому способ выполнения теплоизолированного стыка предварительно теплоизолированных трубопроводов, включающий соединение концов трубопроводов друг с другом, установку по периметру поверхности оболочки из полимерной трубы каждого из соединяемых концов трубопроводов аппликаторов, установку термоусаживающейся полимерной муфты на стык с охватом ее концами аппликаторов, термоусадку муфты, проверку герметичности соединения муфты и оболочек и заполнение пространства между внутренней поверхностью муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом (3).
К недостаткам известного способа выполнения теплоизолированного стыка следует отнести его трудоемкость, связанную с необходимостью выполнения во всех случаях продольного сварного шва, который ввиду различной толщины по длине муфты свариваемых поверхностей, очевидно, будет иметь и различную прочность.
Известен способ ремонта предварительно теплоизолированных трубопроводов, включающий удаление поврежденного участка и выполнение, по крайней мере, одного теплоизолированного стыка на его месте (3).
Недостатками известного способа ремонта являются высокая трудоемкость и низкий срок службы выполненного в результате ремонта, по крайней мере, одного теплоизолированного стыка.
Задачей изобретения является создание надежного, долговечного неразъемного стыкового соединения предварительно теплоизолированных трубопроводов в полимерной оболочке, используемого как при строительстве, так и при ремонте трубопроводов.
Для достижения технического результата теплоизолированный стык предварительно теплоизолированных трубопроводов, включающий термоусаживающуюся полимерную муфту, присоединенную с охватом к концам полимерных оболочек, изолированных теплоизоляционным материалом и соединенных между собой трубопроводов, теплоизоляционный материал, заполняющий пространство между внутренней поверхностью упомянутой муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляционного материала этих трубопроводов, и аппликаторы, расположенные по периметру концов оболочек между их наружными поверхностями и внутренней поверхностью упомянутой муфты, дополнительно содержит манжеты, охватывающие наружные поверхности концов упомянутой муфты и сопряженные с ними наружные поверхности полимерных оболочек, и замковые пластины, наложенные на манжеты в зоне соединения их концов друг с другом.
В конкретных случаях при реализации изобретения - теплоизолированный стык предварительно теплоизолированных трубопроводов:
- трубопроводы обычно выполнены стальными и соединены между собой при помощи электросварки;
- в качестве материала термоусаживающейся полимерной муфты и полимерных оболочек использован полиэтилен низкого давления, а в качестве теплоизоляционного материала - пенополиуретан;
- муфта может иметь один или несколько продольных швов;
- муфта имеет, по крайней мере, одно отверстие и заглушку в нем конической формы;
- в качестве аппликатора использована лента армированная крепежная типа ТЕРМА-ЛКА с прочностью адгезионного соединения с полиэтиленовым покрытием в воздушной среде в интервале температур от +15oС до +35oС не менее 3,5 кН/м;
- замковые пластины наложены на манжеты в зоне соединения их концов друг с другом внахлест;
- в другом варианте концы манжет могут быть соединены друг с другом встык, а в зоне их соединения наложены на манжеты замковые пластины.
Технический результат достигается и тем, что в способе выполнения теплоизолированного стыка предварительно теплоизолированных трубопроводов, включающем соединение концов трубопроводов друг с другом, установку по периметру поверхности оболочки из полимерной трубы каждого из соединяемых концов трубопроводов аппликаторов, установку термоусаживающейся полимерной муфты на стык с охватом ее концами аппликаторов, термоусадку муфты, проверку герметичности соединения муфты и оболочек и заполнение пространства между внутренней поверхностью муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом, после термоусадки муфты устанавливают манжеты, охватывающие наружные поверхности концов муфты и сопряженные с ними наружные поверхности полимерных оболочек, а на манжеты в зоне соединения их концов друг с другом накладывают замковые пластины и производят термоусаживание.
В конкретных условиях реализации способа используют муфту, изготовленную из отрезка полимерной трубы, не прошедшей обработку коронным разрядом, при этом муфту подвергают механическому увеличению внутреннего диаметра до величины, превышающей наружный диаметр оболочки.
Может быть использована муфта, изготовленная из отрезка предварительно радиационно обработанной полимерной трубы или из предварительно радиационно обработанного отрезка полимерной трубы.
В случае использования муфты, состоящей из двух и более продольных частей, или муфты, сформированной из листа в процессе одевания с помощью, например, хомутов, упомянутые части или лист предварительно подвергают радиационной обработке.
Радиационную обработку обычно ведут облучением электронными пучками с энергией 5-10 МэВ, мощностью до 10 кВт с поглощенными дозами излучения 100-300 кГц.
Как правило, перед соединением концов трубопроводов друг с другом муфту надвигают на один из них поверх оболочки без снятия упаковочной полиэтиленовой пленки, охватывающей внутреннюю и наружную поверхности муфты, при этом надвигание осуществляют на сухую и очищенную поверхность оболочки при очищенных торцах теплоизоляции, а после снятия упаковочной полиэтиленовой пленки производят зачистку внутренней поверхности муфты не менее чем на 150 мм с каждого ее конца.
При использовании муфты, предварительно продольно разрезанной или состоящей из двух и более продольных частей, очевидно ее можно надеть на стык перед или после соединения концов трубопроводов друг с другом. Муфту из листа формируют в процессе одевания с помощью, например, хомутов. Надетую муфту надвигают на один из концов трубопроводов поверх оболочки.
Продольный разрез муфты выполняют преимущественно электрическим лобзиком.
Поверхности под сварку у предварительно продольно разрезанной муфты, у муфты, состоящей из двух и более продольных частей, и у муфты, сформированной из листа, целесообразно подвергать механической разделке и зачистке, причем у последней - до одевания на стык.
Продольные швы у муфты формируют в процессе сварки с использованием ручного экструдера из материала муфты, который расплавляют, например, газовой горелкой. Шов формируют за один или более проходов. Требуемое исходное взаимное расположение продольных частей муфты обеспечивают за счет использования проставок, например деревянных и стягивающих элементов, например хомутов. Оправдано создание опорной поверхности для свариваемых поверхностей путем подкладывания бруска, например деревянного. Стягивающие элементы по мере формирования швов переставляют вдоль муфты.
Предпочтительно оболочку каждого из концов трубопроводов перед установкой аппликатора предварительно обезжирить, например, ацетоном и прогреть, а саму установку аппликаторов производить таким образом, чтобы они выступали за концы установленной на стык муфты на расстояние 5-10 мм.
Операцию по термоусадке муфты осуществляют путем равномерного нагрева каждого ее конца по периметру поверхности, например, газовой горелкой, причем при диаметре трубопроводов более 400 мм нагревают попеременно оба конца муфты, используя при этом две, например, газовые горелки.
Рекомендуется наружные поверхности концов муфты и сопряженные с ними наружные поверхности полимерных оболочек перед установкой манжет зачистить и обезжирить, например, ацетоном.
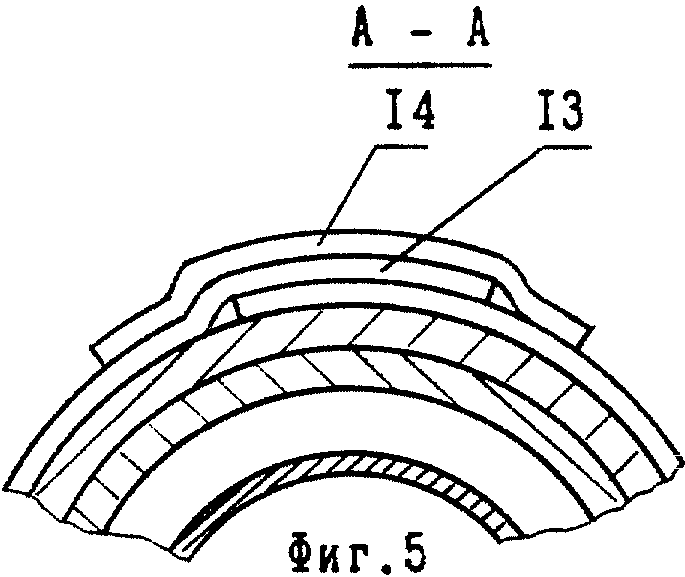
Наиболее удачной следует считать установку манжеты таким образом, чтобы она была расположена симметрично относительно края муфты, а зона соединения ее концов друг с другом - в верхней части, при этом на одном конце манжеты предварительно отрезают углы, устанавливают его первым и на него внахлест накладывают второй конец. Операцию по установке манжеты и замковой пластины сопровождают прогревом, например, газовой горелкой их клеевого слоя и уплотнением вручную с прокатыванием роликом. Обычно проверку герметичности соединения муфты и оболочек проводят опрессовкой путем закачки воздуха в отверстие, выполненное в муфте, при этом выявление утечек осуществляют с использованием мыльного раствора.
Технический результат при решении поставленной задачи достигается также тем, что в способе ремонта предварительно теплоизолированных трубопроводов, включающем удаление поврежденного участка и выполнение, по крайней мере, одного теплоизолированного стыка на его месте, теплоизолированный стык выполняют в соответствии с раскрытым в настоящем изобретении способом, а при удалении поврежденного участка без нарушения герметичности трубопроводов путем снятия оболочки из полимерной трубы и теплоизоляционного материала, теплоизолированный стык выполняют путем установки по периметру поверхности соединяемых оболочек из полимерной трубы аппликаторов, установки термоусаживающейся полимерной муфты на стык с охватом ее концами аппликаторов, термоусадки муфты, проверки герметичности соединения муфты и оболочек и заполнения пространства между внутренней поверхностью муфты, наружной поверхностью трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом, при этом после термоусадки муфты устанавливают манжеты, охватывающие наружные поверхности концов муфты и сопряженные с ними наружные поверхности полимерных оболочек, а на манжеты в зоне соединения их концов друг с другом накладывают замковые пластины и производят термоусаживание.
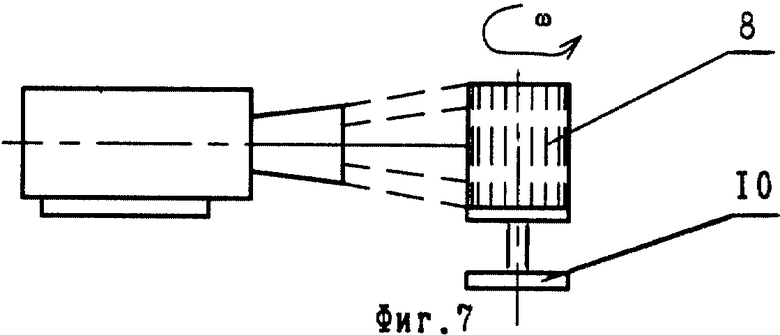
Изобретение поясняется чертежами, где на фиг. 1-4 показаны этапы выполнения теплоизолированного стыка; на фиг. 5, 6 - варианты установки манжеты, сечение А-А; на фиг. 4; на фиг. 7 показана схема радиационной обработки полимерных муфт; на фиг. 8 - то же, вид сверху.
Изобретение осуществляется следующим образом. Готовят термоусадочную полимерную муфту. В качестве полимера используют полиэтилен низкого давления черного цвета марок по ГОСТ 16338-65. Муфту изготавливают из отрезка полимерной трубы с толщиной стенки 3-10 мм, которую предварительно разрезают на заготовки (отрезки) длиной порядка 0,8 м. Используют полимерную трубу, не прошедшую обработку коронным разрядом. Муфту после предварительного нагрева подвергают механическому увеличению внутреннего диаметра до величины, превышающей наружный диаметр оболочки.
Может быть использована муфта, изготовленная из предварительно радиационно обработанного отрезка полимерной трубы. Обработка отрезков труб осуществляется согласно схеме, приведенной на фиг. 7, 8. Отрезки труб 8 помещают вертикально на конвейер 9 (отрезки труб 8 могут быть разного диаметра и помещены концентрично друг в друга, как это показано на фиг. 8). Конвейер 9 оборудован вращающимися основаниями 10, на которые и устанавливают отрезки труб 8. При включении ускорителя электронов 11 система развертки пучка 12 облучает электронными пучками отрезки труб 8 по всей поверхности, поскольку они помимо поступательного движения вращаются вокруг своей оси. Очевидно на конвейер может быть помещена полимерная труба горизонтально с возможностью вращения вокруг своей оси, а система развертки пучка ориентирована в горизонтальной плоскости. В этом случае муфты могут быть изготовлены из отрезков предварительно радиационно обработанной полимерной трубы. Аналогичным образом обрабатывают лист или продольные части муфты.
Далее изобретение раскрывается на одном из примеров его реализации.
Готовую муфту упаковывают герметично полиэтиленовой пленкой молочного цвета (не пропускающей ультрафиолетовые лучи) таким образом, чтобы она охватывала наружную и внутреннюю поверхности муфты и позволяла бы осуществить надвигание муфты поверх оболочки на один из концов трубопровода без снятия пленки.
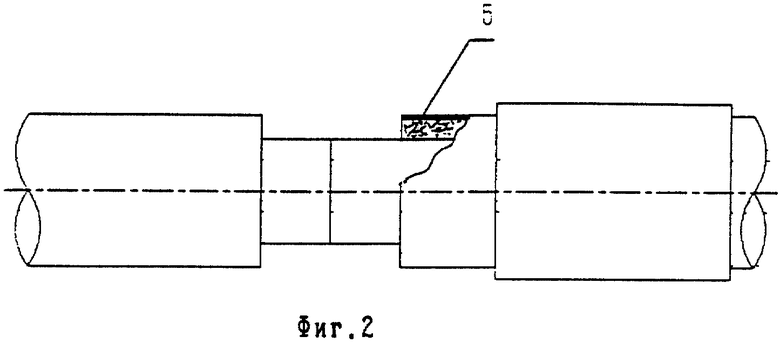
Перед соединением концов 1, 2 трубопроводов (например, стальных) надвигают на один из них поверх оболочки 3 без снятия упаковочной пленки (не показана) муфту 4 (см. фиг. 1). Очищают торцы теплоизоляции 5 трубопроводов и их оболочки 3 для того, чтобы муфту 4 можно было перемещать по чистой поверхности. Мокрые оболочки 3 следует высушить газовой (пропановой) горелкой и сохранять сухими. При температуре окружающего воздуха ниже 0oС оболочки 3 необходимо прогреть на расстояние 300 мм от края, чтобы они стали горячими на ощупь. После соединения концов 1, 2 трубопроводов (стальных - электросваркой) удаляют с муфты 4 упаковочную полиэтиленовую пленку (см. фиг. 2). Сдвигают муфту 4 до половины неизолированного стыка и производят зачистку и обезжиривание ее внутренней поверхности как минимум на 150 мм от края. Затем сдвигают муфту 4 и подобным образом производят зачистку и обезжиривание ее внутренней поверхности с другого конца. Измеряют расстояние между оболочками 3 и надвигают муфту 4 на центр стыка. Помечают на оболочках 3 положение муфты 4 с обеих сторон, т. е. делают габаритные отметки муфты 4. Снова сдвигают муфту 4. Зачищают сначала с одной стороны стыка, а затем с другой, после очередного перемещения муфты 4, поверхности оболочек 3 вплотную к габаритным отметкам муфты 4. Производят обезжиривание зачищенных поверхностей. Зачистку производят, например, наждачной лентой, а обезжиривание ацетоном.
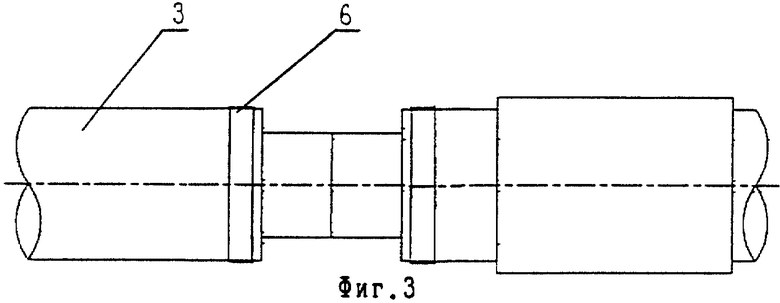
Устанавливают аппликатор 6 по периметру концов оболочек 3 (см. фиг. 3).
Для определения длины С аппликатора используют формулу
C = π•Dоб•K1•K2,
где π-const(π = 3.14);
Dоб - наружный диаметр оболочки, мм;
K1 - коэффициент, учитывающий температурный режим выполнения стыка;
К2 - коэффициент, учитывающий точность изготовления оболочки с учетом допуска на изготовление (К2= 0,99);
K1= π•Dоб•16,8•10-6•Δt,
где Δt= t1-t2 - перепад температуры, oС;
t1 - дежурная температура на складе хранения продукции, oС;
t2 - температура монтажа, oС.
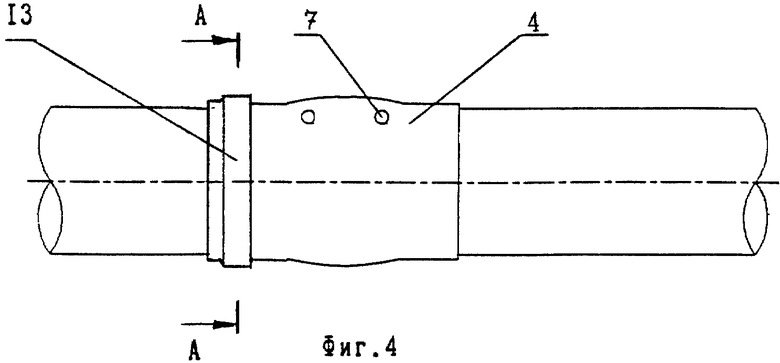
После установки аппликатора 6 на конец оболочки 3 второго трубопровода осуществляют установку полимерной термоусадочной муфты 4, надвигая ее на стык. Осуществляют усадку муфты 4 путем нагрева обоих ее концов, например, газовой горелкой. Затем устанавливают манжеты 13 и замковые пластины 14.
После выполнения стыка осуществляют проверку герметичности соединения муфты 4 и оболочек 3. Для этого через просверленное в муфте 4 отверстие 11, например, диаметром 25 мм закачивают воздух и проводят опрессовку при минимальном давлении 0,5 бар (0,05 МПа). Выявление утечек осуществляют с использованием мыльного раствора, после этого заполняют пространство между внутренней поверхностью муфты 4, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции 5 трубопроводов теплоизоляционным материалом (пенополиуретаном). После затвердевания пенополиуретана заливочное отверстие 7 обрабатывают конической фрезой и закрывают заглушкой 8 конической формы. Для этого на инструменте для вваривания заглушек устанавливают температуру 240oС. Вдавливают конусную часть инструмента в отверстие муфты 4, нажимая на заглушку, вставленную во внутренний конус на противоположной стороне инструмента. Когда основание конуса достигнет поверхности муфты 4, а заглушка утопится на 1 мм, необходимо ослабить давление приблизительно на 10 секунд. После этого вынимают инструмент из отверстия 7 и вдавливают в него заглушку под давлением в течение приблизительно 20 секунд. Материал заглушки соответствует материалу муфты 4, т. е. в данном случае используется полиэтилен.
Ремонт теплоизолированных трубопроводов обычно сводится к удалению поврежденного участка, установке нового отрезка предварительно теплоизолированного трубопровода и выполнению теплоизолированных стыков. Иногда нарушение герметичности трубопровода таково, что удаление поврежденного участка сводится к снятию оболочки из полимерной трубы и теплоизоляционного материала, ликвидации негерметичности, например, завариванием негерметичности трубопровода и выполнению стыка описанным в настоящем изобретении способом. Может быть ситуация, при которой нарушение герметичности трубопровода не произошло, но имеет место повреждение оболочки и теплоизоляционного материала. В этом случае удаление поврежденного участка сводится к снятию оболочки полимерной трубы и теплоизоляционного материала, после чего выполняется теплоизолированный стык в соответствии с настоящим изобретением.
Изобретательский замысел настоящего изобретения позволил создать надежное, долговечное неразъемное стыковое соединение предварительно изолированных трубопроводов в полимерной оболочке, используемое как при строительстве, так и при ремонте трубопроводов.
Необходимо понимать, что изобретение не ограничено показанными и описанными здесь иллюстрациями, которые считаются очевидно иллюстрирующими лучшие способы выполнения изобретения и восприимчивы к модификации формы, размеров, расположения частей и подробностей работы.
Напротив, изобретение рассчитано на охват всех таких модификаций, которые соответствуют существу и находятся в области, определенной формулой изобретения.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент Германии 3826078, 1990.
2. Патент Великобритании 2319316, 1998.
3. Европейский патент 0360028, 1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛЯЦИОННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2235246C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| Способ герметизации стыка изолированных труб | 2015 |
|
RU2611112C1 |
| Способ герметизации стыка предварительно изолированных труб | 2015 |
|
RU2611218C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| ТЕПЛОГИДРОИЗОЛЯЦИОННЫЙ СТЫК ДЛЯ ИЗОЛЯЦИИ СТЫКОВЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ТЕПЛО- И ГИДРОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ С ДВОЙНОЙ ИЗОЛЯЦИЕЙ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2246658C1 |
| Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты | 2015 |
|
RU2610980C1 |
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |


Изобретение относится к области строительства и ремонта трубопроводов и предназначено для изоляции неразъемных стыковых соединений предварительно теплоизолированных трубопроводов в полимерной оболочке для тепловых сетей, водопроводов и нефтяных трубопроводов. Готовят термоусадочную муфту из отрезка полимерной трубы, не прошедшей обработку коронным разрядом. Муфту подвергают механическому увеличению внутреннего диаметра. Муфта может быть изготовлена из радиационно обработанного отрезка полимерной трубы. Устанавливают на стык муфту и надвигают ее на один из концов трубопроводов поверх оболочки. Устанавливают аппликаторы по периметру концов оболочек. Располагают муфту с охватом аппликаторов и производят ее усадку. Устанавливают манжеты и замковые пластины. Опрессовывают стык и заполняют его теплоизоляционным материалом пенополиуретаном. Техническим результатом изобретения является создание надежного долговечного неразъемного стыкового соединения предварительно теплоизолированных трубопроводов в полимерной оболочке. 3 с. и 29 з. п. ф-лы, 8 ил.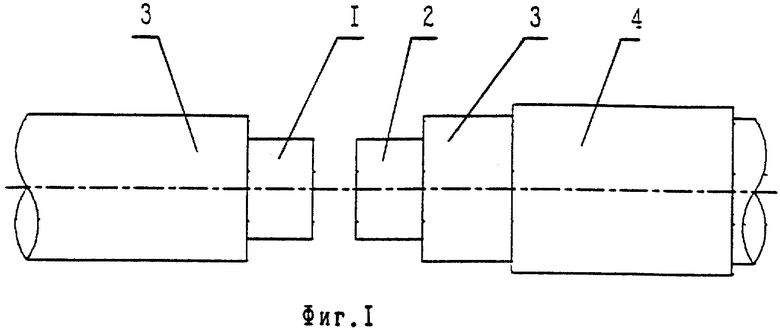
| СПОСОБ СЕЛЕКЦИИ ФРАГМЕНТА ИЗОБРАЖЕНИЯ ДЛЯ ТЕЛЕВИЗИОННЫХ КООРДИНАТОРОВ | 2006 |
|
RU2319316C1 |
| МАШИНА ДЛЯ ПОЛИСТНОЙ УБОРКИ ТАБАКА | 0 |
|
SU360028A1 |
| RU 2145688 C1, 20.02.2000 | |||
| Способ создания защитного покрытия на теплоизоляции трубы | 1991 |
|
SU1837133A1 |
| DE 3826078 A1, 15.02.1990 | |||
| Экономайзер | 0 |
|
SU94A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

