Изобретение относится к области строительства трубопроводов и предназначено для изоляции неразъемных стыковых соединений предварительно теплоизолированных трубопроводов в полимерной термоусадочной оболочке для тепловых сетей водопроводов, нефтяных трубопроводов.
Известен теплоизоляционный стык предварительно теплоизолированных трубопроводов, включающий полимерную муфту, присоединенную с охватом к концам полимерных оболочек изолированных теплоизоляционным материалом и соединенных между собой трубопроводов, теплоизоляционный материал, заполняющий пространство между внутренней поверхностью упомянутой муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляционного материала этих трубопроводов. [Патент Великобритании №2319316, 1998 г.].
Недостатком известного теплоизоляционного стыка является наличие продольного сварного шва на полимерной муфте, что снижает се прочностные характеристики из-за неравномерности распределения нагрузок по периметру муфты, увеличивает вероятность возникновения протечек.
Известен способ выполнения теплоизоляционного стыка предварительно теплоизолированных трубопроводов, включающий соединение концов трубопроводов друг с другом, установку полимерной муфты на стык с охватом ее концами концов полимерных оболочек трубопроводов, заваривание продольного шва муфты, соединение муфты с концами оболочек соединяемых трубопроводов, проверку герметичности соединения муфты и оболочек и заполнение пространства между внутренней поверхностью муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом [Патент Великобритании №2319316, 1998 г.].
Недостатком известного способа является то, что он предполагает осуществление операции по завариванию продольного шва, что приводит к перераспределению нагрузок по периметру муфты, в том числе и при осуществлении операции по соединению муфты с концами оболочек соединяемых трубопроводов. Выполнение стыка занимает более длительное время и снижает эксплуатационную надежность трубопроводов.
Известен также теплоизоляционный стык предварительно теплоизолированных трубопроводов и способ его выполнения, раскрытые в заявке WO 97/37167 А1, 09.10.97.
Известный теплоизоляционный стык предварительно теплоизолированных трубопроводов включает полимерную муфту, присоединенную с охватом к концам полимерных оболочек изолированных теплоизоляционным материалом и соединенных между собой трубопроводов, теплоизоляционный материал, заполняющий пространство между внутренней поверхностью упомянутой муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляционного материала этих трубопроводов, и электронагревательные элементы, расположенные по периметру концов оболочек между их наружными поверхностями и внутренней поверхностью муфты.
Известный способ выполнения теплоизоляционного стыка предварительно теплоизолированных трубопроводов включает соединение концов трубопроводов друг с другом, установку электронагревательных элементов по периметру поверхности оболочки из полимерной трубы каждого из соединяемых концов трубопроводов, установку полимерной муфты на стык с охватом ее концами электронагревательных элементов, установку и затяжку обжимных лент снаружи муфты в зоне расположения электронагревательных элементов, подключение токоподводящих выводов электронагревательных элементов к источнику тока, электросварку муфты с оболочками соединяемых трубопроводов, проверку герметичности соединения муфты и оболочек и заполнение пространства между внутренней поверхностью муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом.
Известный теплоизоляционный стык предварительно теплоизолированных трубопроводов и способ его выполнения обладают недостатком, выражающимся в том, что наличие продольного шва на муфте приводит к перераспределению нагрузок по периметру муфты, в том числе и при осуществлении операции по соединению муфты с концами оболочек соединяемых трубопроводов. Выполнение продольного шва предполагает наличие деталей, усложняющих конструкцию, и увеличивает затраты времени на выполнение стыка.
Наиболее близким из известных (ближайшим аналогом) является теплоизоляционный стык предварительно теплоизолированных трубопроводов, включающий полимерную муфту (термоусадочние полимерное покрытие), присоединенную с охватом к концам полимерных оболочек изолированных теплоизоляционным материалом и соединенных между собой трубопроводов, теплоизоляционный материал, заполняющий пространство между внутренней поверхностью упомянутой муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляционного материала этих трубопроводов, и электронагревательные элементы, расположенные по периметру концов оболочек между их наружными поверхностями и внутренней поверхностью муфты, каждый из электронагревательных элементов выполнен в виде перфорированной медной полосы с токоподводящими выводами и с площадью перфорации не менее 50% от площади полосы, а полимерная муфта выполнена термоусадочной.
В одном из частных случаев реализации объекта изобретения устройства:
- трубопроводы выполнены стальными и соединены между собой при помощи электросварки;
- в качестве материала термоусадочной полимерной муфты и полимерных оболочек использован полиэтилен низкого давления, а в качестве теплоизоляционного материала - пенополиуретан;
- перфорация медной ленты представляет собой ряды просечек, выполненные таким образом, что не затронутые просечками участки полосы имеют одинаковые размеры;
- просечки имеют форму квадратов, стороны которых параллельны сторонам полосы;
- просечки в смежных рядах смещены друг относительно друга;
- смещение просечек равно половине их размера;
медная полоса имеет преимущественно ширину 32,0±0,2 мм, толщину от 0,3±0,1 до 0,4±0,1 мм и сторону квадрата просечки 6,0±0,1 мм;
токоподводящие выводы медной полосы имеют площадь сечения 6,0±0,5 мм2 круглой или прямоугольной формы;
- муфта имеет, по крайней мере, одно отверстие и заглушку в нем конической формы;
- концы медной полосы и токоподводящие выводы изолированы друг от друга тефлоновыми прокладками.
В способе выполнения теплоизоляционного стыка предварительно теплоизолированных трубопроводов, включающем соединение концов трубопроводов друг с другом, установку электронагревательных элементов по периметру поверхности оболочки из полимерной трубы каждого из соединяемых концов трубопроводов, установку полимерной муфты на стык с охватом ее концами электронагревательных элементов, установку и затяжку обжимных лент снаружи муфты в зоне расположения электронагревательных элементов, подключение токоподводящих выводов электронагревательных элементов к источнику тока, электросварку муфты с оболочками соединяемых трубопроводов, проверку герметичности соединения муфты и оболочек и заполнение пространства между внутренней поверхностью муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом, согласно изобретению используют термоусадочную полимерную муфту, изготовленную из отрезка полимерной трубы, не прошедшей обработку коронным разрядом, при этом муфту подвергают механическому увеличению внутреннего диаметра до величины, превышающей наружный диаметр оболочки, и перед соединением концов трубопроводов ее надвигают на один из них поверх оболочки, а перед установкой обжимных лент осуществляют усадку муфты путем нагрева обоих ее концов, например, газовой (пропановой) горелкой.
В предпочтительном варианте реализации объекта изобретения - способа:
- надвигание муфты на один из концов трубопровода осуществляют на сухую и очищенную поверхность оболочки без снятия упаковочной полиэтиленовой пленки, охватывающей внутреннюю и наружную поверхности муфты;
- после снятия упаковочной полиэтиленовой пленки производят зачистку и обезжиривание внутренней поверхности муфты не менее чем на 150 мм с каждого ее края;
- установку электронагревательных элементов осуществляют с фиксацией их на поверхности оболочки таким образом, чтобы был обеспечен гарантированный зазор между их концами и токоподводящими выводами, расположенными преимущественно в области верхней части стыка при горизонтальном расположении трубопроводов;
- усадку муфты производят при отогнутых токоподводящих выводах электронагревательных элементов в положение, исключающее их соприкосновение с оболочкой;
- установку обжимных лент осуществляют снаружи муфты таким образом, чтобы они и тефлоновые прокладки под их концами выходили за края муфты на 5-10 мм;
- затяжку обжимных лент осуществляют стягивающими лентами таким образом, чтобы концы обжимных лент и замки стягивающих лент были расположены оппозитно в горизонтальной плоскости и на максимально возможном удалении от токоподводящих выводов электронагревательных элементов;
- электросварку муфты с оболочками ведут при отогнутых преимущественно на угол 60° токоподводящих выводах электронагревательных элементов и подложенных между ними и оболочками изолирующих прокладках, например тефлоновых;
- не менее чем за 10 мин до начала электросварки муфты с оболочками стык защищают от прямого солнечного света, например, зонтом, обеспечивая тем самым равномерную температуру по периметру поверхности муфты и оболочек в местах сварки;
- в случае охлаждения стыка после сварки до температуры ниже 0°С обжимные ленты перед снятием прогревают, например, газовой горелкой;
- при высокой температуре окружающего воздуха стык после сварки охлаждают водой или влажной ветошью, а обжимные ленты снимают после завершения охлаждения и выдержки в течение 5 мин.;
- проверку герметичности соединения муфты и оболочек проводят опрессовкой путем закачки воздуха в отверстие, выполненное в муфте, при этом выявление утечек осуществляют с использованием мыльного раствора [Патент №2145688, кл. F 16 h 59/20, 2000 г.].
Недостатком известного теплоизоляционного стыка предварительно теплоизолированных трубопроводов и способа его выполнения является сложность конструкции и необходимость сварки полимерной оболочки и полимерной муфты, изготовление и установка по периметру концов оболочки и муфты электронагревательных элементов сложно и требует дополнительных расходов, опасность при выполнении этих работ, т.к. они проводятся под напряжением. Недостатком является также необходимость изготовления полимерной муфты.
Задачей изобретения является получение технического результата, выражающегося в исключении недостатков ближайшего аналога, а именно получение простого по конструкции и надежного в эксплуатации теплоизоляционного стыка предварительно тенлоизолированных проводов.
Поставленная задача решается тем, что в теплоизоляционном стыке предварительно теплоизолированных трубопроводов, включающем термоусадочное полимерное покрытие, присоединенное с охватом его концами оболочек из полиэтилена низкого давления и изолированных теплоизоляционным материалом, и соединенных между собой сваркой стальных трубопроводов теплоизоляционный материал – пенополиуретан, заполняющий изолируемое пространство стыка, он содержит металлический кожух, обернутый вокруг стыка и установленный симметрично относительно центра стыка, пенополиуретан, заполняющий пространство между внутренней поверхностью металлического кожуха, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизолированного материала этих трубопроводов, и полимерное покрытие в виде термоусадочного полотна с клеевым слоем, накладываемого ни металлический кожух, причем теплоизоляционный стык имеет по крайней мере одно заливочное отверстие и заглушку в нем конической формы.
Для решения поставленной задачи в способе выполнения теплоизоляционного стыка предварительно теплоизолированных трубопроводов, включающем соединение сваркой концов стальных трубопроводов друг с другом, установку термоусадочного полимерного покрытия на стык с охватом его концами оболочки из полиэтилена низкого давления и изолированных теплоизоляционным материалом, заполнение изолируемого пространства стыка теплоизоляционным материалом - пенополиуретаном, установку и затяжку обжимных лент по краям термоусадочного полотна и полиэтиленовой оболочки, предварительно устанавливают симметрично относительно центра стыка металлический кожух, обернув его вокруг стыка, заполняют пенополиуретаном между внутренней поверхностью кожуха, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизолированного материала этих трубопроводов, активируют поверхность стыка, прогревая ее пламенем газовой горелки до 90-100°С, накладывают прогретую до температуры начала плавления внутреннюю поверхность аппликатора из термоусадочного полотна на полиэтиленовую оболочку и металлический кожух, повторно активируют поверхность стыка до температуры 90-100°С, затем, поддерживая температуру полиэтиленовой оболочки и металлического кожуха, прогревают газовой горелкой клеевой слой и постепенно накладывают термоусадочное полотно с небольшим усилием на стык снизу вверх, при этом края нахлеста располагают на "11" и "13" часов по циферблату и ориентируют сверху вниз, накладывают на место нахлеста термоусадочного полотна прогретую внутреннюю поверхность замковой платины, а термоусадку полотна выполняют, прогревая его мягким пламенем горелки. Кроме того, по краю полиэтиленовой оболочки и термоусадочного полотна накладывают прогретую газовой горелкой до температуры начала плавления внутреннюю поверхность аппликатора.
В предлагаемом варианте реализации объекта изображения - способа:
- металлический кожух закрепляют двумя бандажными лентами, по одной с каждого края;
- кожух устанавливают с таким расчетом, чтобы полностью закрыть место стыка и частично внешнюю полиэтиленовую оболочку трубы на расстоянии не менее 30-40 мм от каждого края;
- заполнение изолируемого пространства стыка полиуретаном производят через отверстие в металлическом кожухе;
- сразу после заполнения изолируемого пространства стыка пенополиуретаном надвигают крышку на заливочное отверстие и фиксируют ее с помощью подготовленной ранее бандажной ленты, при этом оставляют щель между кожухом и крышкой не более 1 мм для выхода воздуха;
- при наклонном расположении стыка крышку фиксируют плотно, а в высшей точке металлического кожуха перед полиэтиленовой оболочкой просверливают отверстие диаметром 3 мм;
- через 30 минут после заполнения изолируемого стыка пенополиуретаном снимают бандажные ленты и закрепляют крышку заливочного отверстия винтами-саморезами,
- по обе стороны от кожуха на расстоянии 350 мм зачищают эту область наждачной бумагой с зернистостью 60-80 до получения шероховатой поверхности на полиэтиленовой оболочке и металлическом кожухе;
- контроль прогрева осуществляют индикатором температуры или обрезанным при подготовке кусочком термоусадочного полотна, прикладывая ее клеевым слоем к прогреваемой поверхности;
- осуществляют обязательный контроль прогрева кожуха и полиэтиленовой оболочки в нижних и боковых поверхностях, сопрягаемых со смежным трубопроводом;
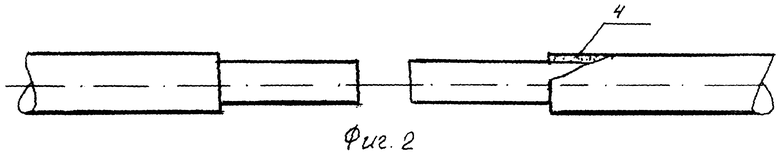
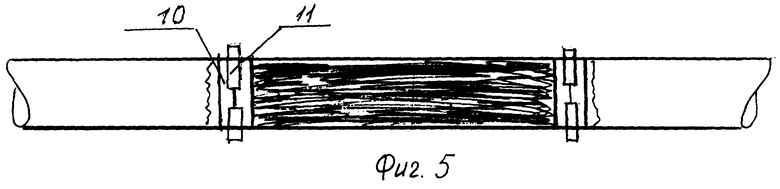
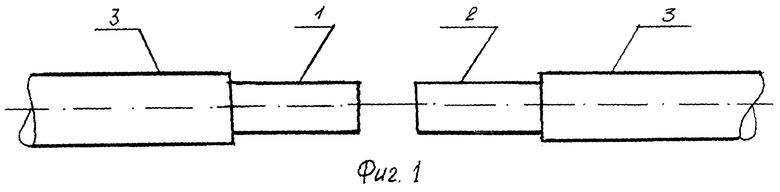
Изобретение поясняется чертежами, где на фиг.1-4 показаны этапы выполнения теплоизоляционного стыка; на фиг.5 показан стык в законченном виде.
Изобретение осуществляется следующим образом.
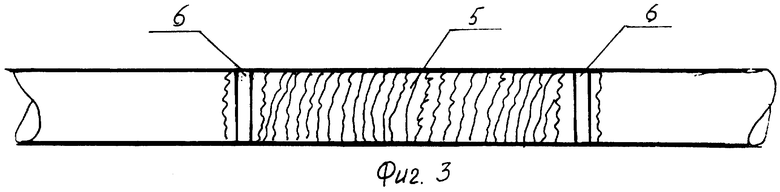
Теплоизоляционный стык предварительно теплоизолированных трубопроводов содержит стальные трубопроводы, концы 1 и 2 которых соединены сваркой, внешнюю оболочку 3 из полиэтилена низкого давления (фиг.1), изолирующий теплоизоляционный слой из пенополиуретана (ППУ) 4 (фиг.2), заполняющий пространство между внутренней поверхностью металлического кожуха 5, обертываемого вокруг стыка 1 и 2, наружной поверхностью стальных трубопроводов, концы 1, 2 которых соединены сваркой, и торцами теплоизолированного материала этих трубопроводов, и полимерное покрытие в виде термоусадочного полотна с клеевым слоем 6, накладываемого на металлический кожух 5 (фиг.3).
Предварительно устанавливают металлический кожух 5, обернув его вокруг стыка и закрепив двумя бандажными лентами 7, по одной с каждого края. Кожух устанавливают симметрично относительно центра стыка с таким расчетом, чтобы полностью закрыть место стыка и частично внешнюю полиэтиленовую оболочку трубы на расстоянии не менее 30-40 мм от каждого края. Нахлест краев кожуха располагают в пределах "2-3" или "9-10" часов по циферблату, ориентируют сверху вниз и крепят винтами-саморезами по всей длине через каждые 8-10 см.
Приготовленные компоненты пенополиуретана смешивают с помощью электродвигателя в специальном смесителе и производят заливку стыка через отверстие в металлическом кожухе. Компоненты ППУ перед их смешиванием должны иметь температуру +20°С.
Сразу после заливки надвигают крышку на заливочное отверстие и фиксируют ее с помощью подготовленной ранее бандажной ленты. При этом необходимо оставить щель между кожухом 6 и крышкой не более 1 мм для выхода воздуха. При наклонном расположении стыка 1, 2 трубопроводов крышку фиксируют плотно, а в высшей точке металлического кожуха 5 перед полиэтиленовой оболочкой необходимо просверлить отверстие диаметром 3 мм. Через 30 минут после заливки стыка снимают бандажные ленты и закрепляют крышку заливочного отверстия винтами-саморезами, удалив перед этим излишки ППУ вокруг крышки.
Зону зачистки по 350 мм по обе стороны от кожуха 5 и полиэтиленовой оболочки 3 зачищают наждачной бумагой и обрабатывают растворителем на основе ацетона.
Активируют поверхность стыка концов 1, 2 трубопроводов, прогревая ее пламенем газовой горелки до температуры 90-100°С. Контроль прогрева осуществляют индикатором температуры или обрезанным кусочком термоусадочного полотна, прикладывая его клеевым слоем к прогреваемой поверхности. Контроль осуществляют произвольно в нескольких точках, но с обязательным контролем кожуха 5 и полиэтиленовой оболочки 3 нижних и боковых поверхностей, сопрягаемых со смежным трубопроводом.
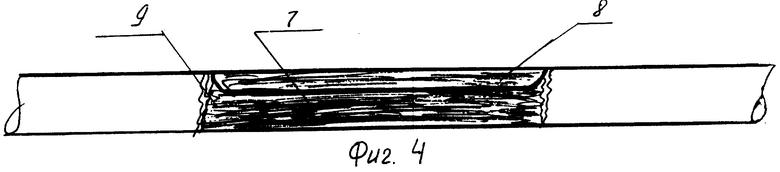
Далее прогретую до температуры начала плавления внутреннюю поверхность аппликатора из термоусадочного полотна шириной 40 мм накладывают на края термоусадочного полотна 6 и металлического кожуха 5. Повторно активируют поверхность стыка 1, 2 трубопроводов до температуры 90-100°С. Устанавливают один край термоусадочного полотна 6 на трубу таким образом, чтобы с обеих сторон металлического кожуха было примерно одинаковое количество пленки. Поддерживая температуру полиэтиленовой оболочки 3 и металлического кожуха 5, прогревают газовой горелкой клеевой слой термоусадочного полотна 6 и постепенно накладывают термоусадочное полотно 6 с небольшим усилием на стык снизу вверх. Край нахлеста располагают на "11" или "13" часов по циферблату и ориентируют сверху вниз. Затем накладывают на место нахлеста термоусадочного полотна 7 прогретую внутреннюю поверхность замковой пластины 8, а термоусадку полотна 6 выполняют, прогревая его мягким пламенем горелки (фиг.4). Кроме того, по краю полиэтиленовой оболочки и термоусадочного полотна накладывают до температуры начала плавления внутреннюю поверхность аппликатора 9. После усадки аппликатора 9 устанавливают и затягивают обжимные ленты 10, причем затяжку обжимных лент осуществляют стягивающими лентами 11 (фиг.5).
Использование предлагаемого изобретения позволит:
- упростить конструкцию теплоизоляционного стыка предварительно теплоизолированных проводов за счет того, что нет необходимости установки электронагревательных элементов и, следовательно, проведения сварки;
- обеспечить безопасность выполнения работ;
- уменьшить расходы за счет исключения в проведении процесса сварочного аппарата,
- исключить необходимость изготовления полимерной оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ ПОДЗЕМНОЙ ПРОКЛАДКИ | 2012 |
|
RU2530946C2 |
| ТЕПЛОГИДРОИЗОЛЯЦИОННЫЙ СТЫК ДЛЯ ИЗОЛЯЦИИ СТЫКОВЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ТЕПЛО- И ГИДРОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ С ДВОЙНОЙ ИЗОЛЯЦИЕЙ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2246658C1 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ НАДЗЕМНОЙ ПРОКЛАДКИ | 2012 |
|
RU2530943C2 |
| СПОСОБ МОНТАЖА ПРОТИВОПОЖАРНЫХ ВСТАВОК ДЛЯ ТРУБ В ТЕПЛОИЗОЛЯЦИИ | 2012 |
|
RU2530949C2 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| КОМПЛЕКСНАЯ ИЗОЛЯЦИЯ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА И СПОСОБ ЕЁ ПРОИЗВОДСТВА | 2017 |
|
RU2696653C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СТЫКА ТРУБОПРОВОДОВ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2282781C2 |
Изобретение относится к области строительства трубопроводов и предназначено для изоляции неразъемных стыков соединений предварительно теплоизолированных трубопроводов для тепловых сетей водопроводов, нефтяных трубопроводов. Теплоизоляционный стык предварительно теплоизолированных трубопроводов содержит металлический кожух, обернутый вокруг стыка и установленный симметрично относительно центра стыка, пенополиуретан, заполняющий пространство между внутренней поверхностью металлического кожуха, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизолированного материала этих трубопроводов, и полимерное покрытие в виде термоусадочного полотна с клеевым слоем, накладываемого на металлический кожух. В способе предварительно устанавливают металлический кожух, обернув его вокруг стыка, заполняют изолируемое пространство пенополиуретаном, активируют поверхность стыка, прогревая ее пламенем газовой горелки до 90-100°С, накладывают прогретую до температуры начала плавления внутреннюю поверхность аппликатора из термоусадочного полотна на края полиэтиленовой оболочки и металлический кожух, повторно активируют поверхность стыка до температуры 90-100°С, затем постепенно накладывают термоусадочное полотно с небольшим усилием на стык снизу вверх, накладывают на место нахлеста термоусадочного полотна прогретую внутреннюю поверхность замковой пластины, а термоусадку полотна выполняют, прогревая его мягким пламенем горелки, по краю полиэтиленовой оболочки и термоусадочного полотна накладывают прогретую газовой горелкой до температуры начала плавления внутреннюю поверхность аппликатора, затем устанавливают и затягивают обжимные ленты по краям термоусадочного полотна. Использование изобретения позволит упростить конструкцию теплоизоляционного стыка предварительно теплоизолированных проводов, уменьшить расходы, исключить необходимость изготовления полимерной оболочки. 2 с. и 10 з.п. ф-лы, 5 ил.
| RU 2145688 C2, 20.02.2000 | |||
| Способ изоляции участка трубопровода | 1990 |
|
SU1809908A3 |
| Соединение труб | 1989 |
|
SU1721384A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СПОСОБ СЕЛЕКЦИИ ФРАГМЕНТА ИЗОБРАЖЕНИЯ ДЛЯ ТЕЛЕВИЗИОННЫХ КООРДИНАТОРОВ | 2006 |
|
RU2319316C1 |

