Изобретение относится к области строительства и реконструкции трубопроводного транспорта, используемого в теплоэнергетике, ЖКХ, нефтегазовой промышленности, и предназначено для обеспечения гидравлической и механической защиты изоляции в неразъемных стыковых соединениях систем трубопроводов, например в теплогидроизолированных.
Известно техническое решение по патенту US 5869153 (А) - 1999-02-09, МПК B29K 105/02, В29С 61/06, B29K 105/16, B29K 105/32, согласно которому используется полое изделие цилиндрической формы, содержащее, по крайней мере, одну прозрачную часть и одну непрозрачную часть, при этом прозрачная часть представлена в виде одной или нескольких полос и изготавливается методами формовки или экструзии из полимерного материала, обладающего памятью формы.
Известное устройство является нетехнологичным ввиду наличия прозрачной и непрозрачных частей в конструкции, использовании двух материалов (прозрачного и непрозрачного), что вызывает необходимость в применении специализированного, дорогостоящего оборудования при производстве изделия и позволяет контролировать только продольное расположение стыкуемых элементов. Кроме того, наличие непрозрачной части не позволяет визуализировать, например, положение закладного нагревательного элемента, не обеспечивает герметичность, не исключает ошибки, связанные с отклонением температурных режимов при сварке закладным нагревательным элементом (недогрев/перегрев), отсутствует возможностью быстрого выявления ошибок для проведения ремонта на месте и т.д.
Наиболее близким к заявляемому является способ соединения двух предварительно изолированных труб (техническое решение ЕР 0114660 от 19.01.1983, МПК F16L 59/20, В29С 44/12), включающий расположение двух предварительно изолированных труб так, что торец одной рабочей трубы устанавливают встык к торцу другой рабочей трубы, затем производят сварку или иное неразъемное соединение примыкающих концов рабочих труб, расположение соединительной муфты на внешней поверхности предварительно изолированных труб таким образом, чтобы закрыть зазор между их изоляционными слоями и, если имеются, внешними оболочками, для образования пространства кольцеобразной формы поперечного сечения, ограниченного неизолированными концами внутренних труб, торцевыми поверхностями изоляционных слоев и внутренней поверхностью соединительной муфты, заполнение названного пространства кольцеобразной формы поперечного сечения изоляционным материалом, например, путем заполнения жидкостью или смесью жидкостей, введенных в названное пространство для образования пены, заполняющей пространство и образующей жесткую массу. Согласно данному техническому решению полая муфта выполнена из прозрачного материала, позволяет проводить визуальный контроль процесса заполнения подмуфтового пространства теплоизоляционным материалом, формирования и распределения слоя теплоизоляции, а в случае возникновения пустот в теплоизоляционном слое провести его ремонт.
Однако для обеспечения долговечной эксплуатации трубопровода недостаточно обеспечить только визуальный контроль за процессом изоляции. Необходимо перед проведением данного процесса, предварительно, создать оптимальные и качественные условия, которые гарантируют герметичность соединения между муфтой и трубой-оболочкой и тем самым обеспечат надежность и долговечность эксплуатации трубопроводной системы в целом. К сожалению, отсутствие этих условий приводит к негативным последствиям, как разгерметизация стыка, увлажнение слоя изоляции, снижение срока эксплуатации узла и трубопровода, излишним потерям и расходам энергоресурсов.
Данная особенность связана с наличием зазора, имеющего место между наружной поверхностью труб-оболочек соединяемых предварительно изолированных труб и внутренней поверхностью муфты. Для описываемого технического решения зазор характеризуется неравномерностью ввиду действия сил тяжести на незакрепленную муфту, свободно опирающуюся на соединяемые торцы предварительно изолированных труб, что приводит к отсутствию зазора вверху муфты и его увеличению в нижней части муфты. Таким образом, создание равнопрочного и герметичного неразъемного соединения между муфтой и оболочкой является затруднительным.
Следующим и основным недостатком является низкая надежность герметизации соединения, которое проводится поверх, по торцам муфты, термоусаживаемыми лентами. Осевые перемещения трубопровода, связанные с изменением температурного графика теплоносителя, приводят к тому, что грунт, контактируя с термоусаживаемой лентой, с течением времени отгибает ее края, что приводит к проникновению и увлажнению слоя изоляции, через вышеуказанные зазоры грунтовыми водами, к увеличению коэффициента теплопроводности изоляции, увеличению потерь энергоресурсов, связанных с подогревом теплоносителя, коррозии рабочей трубы и снижению долговечности трубопроводной системы.
Заявленное изобретение относится к одному из этапов монтажа трубопровода из предварительно изолированных труб. Предварительно изолированная труба состоит из стальной (или полимерной) внутренней рабочей трубы (далее - рабочая труба) с установленными на нее центрирующими опорами, внешней трубы-оболочки (далее - труба-оболочка), системы оперативно дистанционного контроля (далее СОДК) и слоя изоляции, как правило, из пенополиуретана. Оба конца рабочей трубы выступают за пределы трубы-оболочки и слоя изоляции, т.е. не изолированы, что необходимо для будущей сварки (технологический отступ), и над этим участком после сварки рабочих труб устанавливается муфта.
Задачей, решаемой изобретением, является повышение надежности гидравлической и механической защиты соединений стыков предварительно изолированных труб, обеспечение возможности визуального неразрушающего контроля неразъемного соединения «термоусаживаемая муфта - труба-оболочка» на различных стадиях формирования соединения (герметизация, формирование и полимеризация слоя изоляции).
Повышение надежности трубопроводов, в пределах слабых мест, каковыми являются стыковые соединения, положительным образом влияют на технические характеристики трубопроводов, увеличивают срок эксплуатации, тем самым снижая эксплуатационные расходы на обслуживание, проведение ремонтных, профилактических работ и прочие расходы по сервисному обслуживанию.
Поставленная задача решается использованием предложенной термоусаживаемой муфты, полностью выполненной из светопроницаемого материала с памятью формы, с организацией условий герметизации (нагрев для термоусадки), а также условий, позволяющих проводить визуальный и неразрушающий контроль сварного соединения между термоусаживаемой муфтой и трубой-оболочкой за счет светопроницаемости материала муфты, через которую видно место образования неразъемного соединения муфты и труб-оболочек предварительно изолированных труб, при этом для облегчения визуализации сварное соединения образуется за счет средств, имеющих цвет, отличный от цвета труб-оболочек.
В заявленном изобретении используется муфта, представляющая собой полый цилиндр из светопроницаемой пластмассы, например из полиолефинов, с эффектом памяти формы (термоусаживаемая), длиной, достаточной для охвата изолируемого участка (места стыка) с напусками для обхвата торцов соединяемых элементов (труб-оболочек), при этом муфту, предварительно установленную поверх места стыка на одну из труб-оболочек, после сварки рабочих труб и остывания мест сварки перемещают в рабочее положение так, что муфта располагается внахлест со стыкуемыми трубами-оболочками вблизи их торцов и производят сварное соединение термоусаживаемой муфты и труб-оболочек. Для этого используют закладной нагревательный элемент, имеющий цвет, отличающийся от цвета труб-оболочек, преимущественно контрастный цвет или любой другой цвет, выделяющийся на поверхности трубы-оболочки. Материал термоусаживаемой муфты и материал, из которого изготовлены трубы-оболочки, в этом случае предпочтительно должен быть одинаковым, например, может использоваться полиэтилен. Муфта под воздействием нагрева (условие для термоусадки) усаживается, обеспечивая после охлаждения дополнительное герметичное соединение с трубами-оболочками, а исполнителю работ светопроницаемость муфты и различие в цветах закладного нагревательного элемента и материала трубы-оболочки создают условия для визуального неразрушающего контроля сварного шва муфты - трубы-оболочки. При этом, в случае обнаружения исполнителем работ дефектов сварного шва, имеется возможность исправить дефект, т.е. провести оперативный ремонт.
Для защиты торцов светопроницаемой муфты в местах соединений, в том числе для исключения отгибаний краев муфты, а также для снижения негативных воздействий сил трения грунта, места соединений муфты с наружной поверхностью труб-оболочек могут быть закрыты термоусаживаемой лентой, поверх перекрывающей стык муфты с наружной поверхностью трубы.
Дополнительно, светопроницаемая муфта может иметь не менее одного технологического отверстия для подачи компонентов изолирующего материала, выхода воздуха и газов реакции. Преимущественно муфта имеет круглое сечение, а ее длина лежит в пределах от 0,1 м до 1 м.
Технический результат, достигаемый изобретением, заключается в сохранении свойств и характеристик изоляции в местах стыковых соединений в течение длительного периода времени и увеличении срока эксплуатации стыка и, соответственно, трубопроводных систем за счет образования надежного герметичного соединения «термоусаживаемая муфта - труба-оболочка», образованного термоусадкой муфты и дополнительно сварным швом, что обусловлено следующим:
1) при сохранении возможности визуального контроля за образованием слоя изоляции дополнительно обеспечивается возможность создания и визуального неразрушающего контроля неразъемного сварного соединения «термоусаживаемая муфта - труба-оболочка»;
2) повышается уровень качества соединения муфта - труба-оболочка, вследствие визуализации процессов расположения муфты, визуализации функционирования закладного нагревательного элемента. Выявленные дефекты соединений устраняются на стадии образования сварного шва путем проведения незамедлительного ремонта дефектных мест;
3) сокращается технологический процесс герметизации за счет исключения технологической операции по опрессовке стыка;
4) за счет соединения сварным швом термоусаживаемой муфты и внешней трубы-оболочки в сочетании с обжатием мест соединения термоусаживаемой муфтой, герметичность соединения и его эксплуатационная надежность существенно возрастают;
5) за счет термоусадки муфты компенсируется неравномерный зазор, возникающий под действием сил тяжести между трубой-оболочкой и муфтой, свободно опирающейся на соединяемые поверхности.
Одной из особенностей предварительно изолированных трубопроводов является то, что соединяемые между собой элементы, в качестве которых выступают теплогидроизолированные трубы и фасонные изделия, изготавливаются в заводских условиях с соблюдением всех необходимых условий, что обусловливает их высокую надежность.
Соединение (монтаж) между собой вышеуказанных элементов, включает проведение необходимых подготовительных работ, сварку рабочих труб, герметизацию, теплоизоляции стыка и выполняется в основном строительными или монтажными организациями на объектах.
Сложность выполнения указанных операций, необходимость их осуществления в полевых условиях приводят к тому, что стыки предварительно изолированного трубопровода являются одним из наиболее уязвимых к разгерметизации мест. Ситуация усугубляется и тем, что в процессе эксплуатации трубопроводов изменение температурных режимов теплоносителя вызывает значительные колебания трубопроводной системы, приводящие к осевым движениям трубопровода в слое грунта, что приводит к возрастанию нагрузок, особенно в местах герметизации стыков. Указанные факторы обуславливают необходимость повышения требований к обеспечению надежности и качеству соединения муфты с изолированной трубой.
Несмотря на многообразие муфт, предлагаемых в настоящее время, общей их чертой остается то, что герметизация стыков предварительно изолированных труб в полимерной оболочке при помощи таких муфт обеспечивается одним или совокупностью технологических приемов: обжатием поверхности трубы за счет применения муфты, обладающей термоусадочными свойствами, при этом для образования соединения муфты с трубой-оболочкой нашли применение способы сварки полимерных материалов с использованием закладных нагревательных элементов, сваркой излучением или нагретым инструментом. Применение при данных способах герметизации термоусадочных муфт черного цвета приводит к появлению изначально невидимых дефектов, например раковин и/или газовых пузырей, инородным включениям в местах соединения и др. Указанные дефекты, являясь внутренними концентраторами напряжений, не выходят на поверхность соединений, а отсутствие визуального неразрушающего контроля значительно затрудняет их выявление, ограничивают возможности исполнителей данных работ и могут быть обнаружены только при проведении последующих технологических операции, например «Опрессовка», что приводит к дополнительным расходам.
Даже в случае использования светопроницаемой муфты, например, как в ближайшем аналоге, позволяющем отследить формирование слоя изоляции, отсутствует возможность контроля за образованием основного соединения между муфтой и трубой-оболочкой, так как термоусаживаемые ленты, посредством которых выполняется соединение, перекрывают обзор мест соединений, тем самым усложняют условия для исполнителя работ и не обеспечивают визуализацию.
В другом аналоге муфта имеет прозрачные продольные полосы, чередующиеся с непрозрачными, что также не позволяет использовать ее для полноценной визуализации образования кольцевого сварного шва. Отсутствие возможности контроля существенно влияет на надежность герметизации стыка предварительно изолированных труб и эксплуатационные свойства всего трубопровода.
Предложенный способ, включающий использование термоусаживаемой муфты, полностью выполненной из светопроницаемой пластмассы с памятью формы, для гидравлической и механической защиты соединений стыков предварительно изолированных труб, в отличие от существующих аналогов, позволяет получить визуальный неразрушающий контроль, выполняемый различными известными способами, например с использованием лупы, что становится возможным благодаря сочетанию в одном изделии (муфте) термоусаживаемых свойств и светопроницаемости, а также за счет использования контрастного и/или яркого по цвету закладного нагревательного элемента, или закладного нагревательного элемента, имеющего цвет, отличный от цвета трубы-оболочки, позволяющий различить их на фоне трубы-оболочки, а также поможет визуально контролировать основную технологическую операцию «Герметизация стыка», т.е. наблюдать за процессом термоусадки и качеством обжатия муфтой трубы-оболочки, выявить или оценить наличие дефектов при образовании неразъемного соединения сваркой. Данный эффект недостижим при использовании технического решения ближайшего аналога, несмотря на прозрачность муфты, в котором отсутствие термоусадочных свойств не позволяет, во-первых, выполнять неразъемное сварное соединение «муфта - труба-оболочка» без внешнего обжатия муфты, и во-вторых, визуально контролировать процесс образование неразъемного кольцевого соединения.
Дополнительным преимуществом использования светопроницаемых муфт является: исключение недогрева/перегрева закладного нагревательного элемента, что может привести к образованию некачественного сварного шва.
Длина предлагаемой муфты должна превышать длину изолируемого участка (стыкового соединения), что вызвано особенностью монтажа устройства, который производится поверх трубы-оболочки и внахлест. При этом для предлагаемой муфты оптимальная ее длина для разных типов теплоизолированных трубопроводов лежит в пределах от 0,1 м до 1 м, что позволяет перекрыть стык в достаточной степени для его надежной герметизации и исключения перерасхода материала.
В качестве материалов для муфты преимущественно выступают светопроницаемые пластмассы с эффектом памяти формы, в том числе сетчатые (сшитые) полимеры, например полиэтилен, что в значительной степени обусловлено широким распространением теплоизолированных трубопроводов с гидроизоляцией в полиэтиленовой трубе-оболочке.
С целью повышение физико-механических или эксплуатационных свойств материалы, из которых производится муфта, могут быть наполненными, т.е. содержать в своей рецептуре известные наполнители, например антистатик, нуклеатор, стабилизатор для защиты от ультрафиолетового излучения и т.д.
Заготовки для муфт производятся различными известными способами, например, экструзией, литьем под давлением, формованием и другими.
В известном из уровня техники патенте США US 5869153 A термоусаживаемая муфта для герметизации имеет прозрачные и непрозрачные участки, что частично позволяет контролировать продольное расположение стыкуемых элементов, однако не предназначено для кольцевого контроля качества соединения термоусаживаемой муфты с элементами по всей длине с образованием неразъемного соединения - сварного шва.
В заявленном изобретении термоусаживаемая муфта полностью из светопроницаемого материала, что в сочетании с закладным нагревательным элементом, имеющим цвет, отличный от цвета трубы-оболочки и муфты, позволяет получить новое свойство - визуализировать (контролировать) в динамике процесс герметизации с образованием сварного шва, тем самым обеспечить стабильное качество на одном из начальных этапов соединения муфта - труба-оболочка и, при необходимости, скорректировать возможные дефекты.
Новое сочетание признаков, характеризующих операции способа, а именно использование светопроницаемой термоусаживаемой муфты и выбранного указанным образом цвета закладного нагревательного элемента, позволяют обеспечить достижение указанного выше технического результата. Термоусаживаемая муфта позволяет за счет термоусадки образовать не только соединение с трубой-оболочкой за счет ее обжатия, но и вследствие термоусадки создать условия для выполнения сварного шва без дополнительных внешних приспособлений. При этом за счет выбранного указанным образом цвета закладного нагревательного элемента в сочетании со свойством материала муфты, таким как прозрачность или полупрозрачность (для тонкостенных муфт), и отсутствием мешающих визуализации внешних обжимающих средств производится эффективный контроль за всем процессом образования сварного соединения муфты с трубой-оболочкой, что в совокупности обеспечивает достижение указанного выше технического результата. Кроме того, как и в ближайшем аналоге, в процессе осуществления способа можно вести текущий контроль образования изоляционного (теплоизоляционного) слоя под муфтой.
Сущность заявляемого изобретения иллюстрируется чертежами и пояснением к ним.
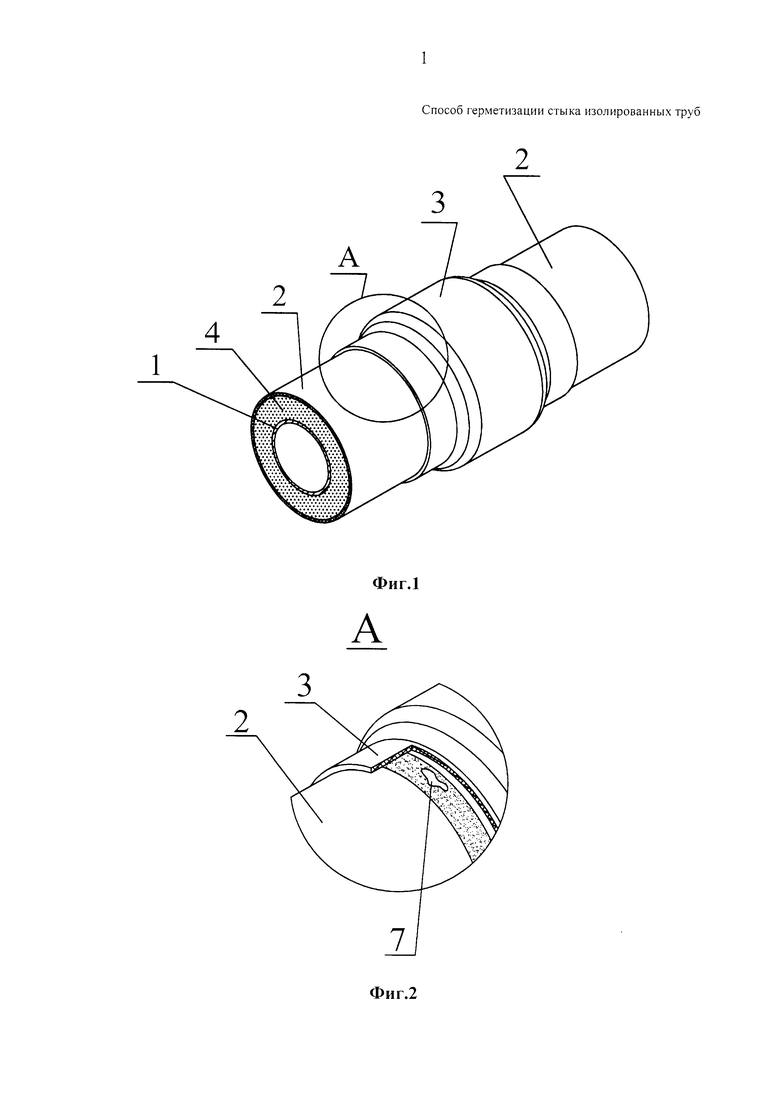
Фиг. 1 - изометрический вид стыка предварительно изолированных труб после термоусадки муфты.
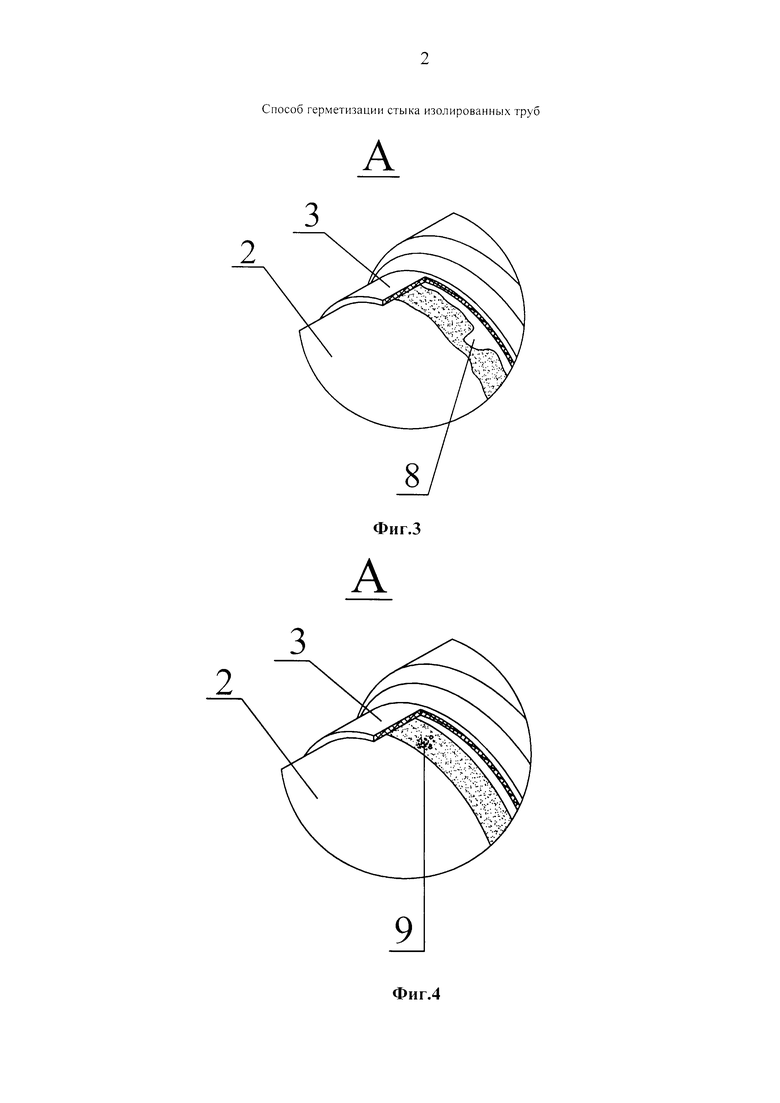
Фиг. 2 - соединения муфта-оболочка с дефектом сварного шва «раковина», местный вырез, по позиции А.
Фиг. 3 - соединения муфта-оболочка с дефектом сварного шва - неравномерный шов, местный вырез, по позиции А.
Фиг. 4 - соединения муфта-оболочка с дефектами в виде скопления пор и инородными включениями, местный вырез, по позиции А.
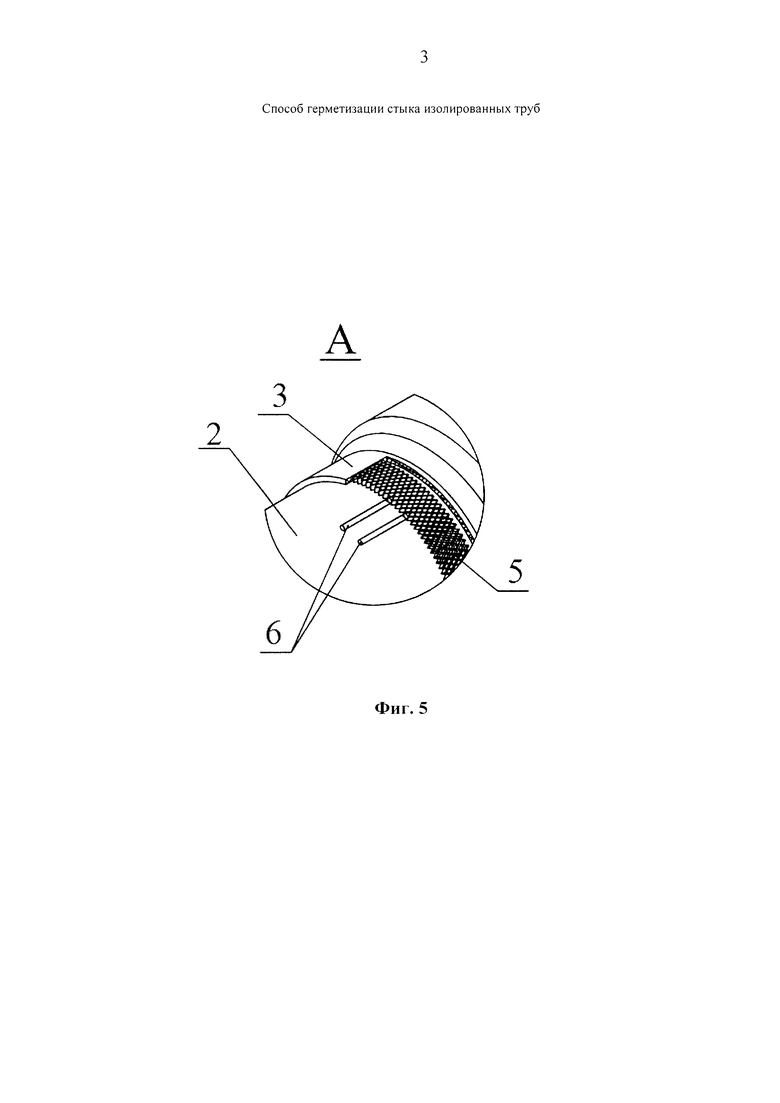
Фиг. 5 - соединение муфта-оболочка с закладным нагревательным элементом с выводами для подключения, по позиции А.
На чертежах позициями обозначено:
1 - внутренняя рабочая труба;
2 - внешняя труба-оболочка;
3 - термоусаживаемая муфта, полностью выполненная из светопроницаемого материала;
4 - изоляционный (теплоизоляционный) слой;
5 - закладной нагревательный элемент;
6 - точки подключения к автономному источнику энергии;
7 - дефект соединения «термоусаживаемая муфта - труба-оболочка» в виде «раковины»;
8 - дефект соединения «термоусаживаемая муфта - труба-оболочка» в виде неравномерного шва;
9 - дефект соединения «термоусаживаемая муфта - труба-оболочка» в виде скопления пор и инородных включений.
Способ осуществляют следующим образом.
Изолированные трубы включают внутреннюю рабочую трубу 1, внешнюю трубу-оболочку 2, изоляционный слой 4.
С целью упрощения изображений конструкции стыкового соединения предварительно изолированных труб или фасонных изделий другие элементы, входящие в конструкцию изолированной трубы, такие как как центрирующие опоры, проводники системы мониторинга слоя изоляции (СОДК) и др., условно не показаны.
В процессе монтажа трубопровода изолированные трубы последовательно соединяют между собой. До соединения рабочих труб термоусаживаемую муфту 3 в защитном чехле, выполненную из полностью или частично светопроницаемой пластмассы с эффектом памяти формы, надевают на одну из стыкуемых предварительно изолированных труб, располагая муфту 3 с зазором поверх трубы-оболочки 2 на некотором расстоянии от места стыка.
Диаметр термоусаживаемой муфты 3 до ее термоусадки может превышать диаметр внешней трубы-оболочки 2, например, на 1-50%, предпочтительно на 1-30%. Термоусаживаемая муфта 3 может быть выполнена с толщиной стенки до 23,5 мм (как правило, не более 20 мм), при этом должен быть выбран прозрачный материал, чтобы обеспечить возможность визуализации процессов, происходящих под муфтой. Если толщина стенки термоусаживаемой муфты 3 небольшая, не более 1÷10 мм, муфта может быть выполнена из белого (или иного цвета) матового материала.
Технологические отступы рабочей трубы 1 выходят за пределы трубы-оболочки 2 и изоляционного слоя 4 преимущественно от 100 мм до 350 мм. Рабочие трубы 1 устанавливают встык и сваривают между собой с образованием герметичного неразъемного соединения. Трубы-оболочки 2 и торцы слоя изоляции при этом расположены на расстоянии друг от друга, равном сумме длин технологических отступов стыкуемых рабочих труб 1.
После сварки рабочих труб 1 и подтверждения герметичности сварного шва проводятся дополнительные работы (очистка соединяемых поверхностей от грязи, обезжиривание, соединение проводников СОДК и т.д.).
Для соединения «муфта - труба-оболочка» на подготовленные поверхности по краям труб-оболочек 2 устанавливают закладные нагревательные элементы 7 с выводами 8 для подключения автономного источника энергии, при этом закладные нагревательные элементы 5 имеют цвет, отличающийся от цвета труб-оболочек 2 (иной цвет, или яркость, или оттенок).
Преимущественным цветом труб-оболочек 2 является черный цвет.
Далее удаляют защитный чехол с муфты 3 и надвигают ее в рабочее положение на стык, при этом светопроницаемость муфты способствует точному ее расположению относительно закладного нагревательного элемента 5. Термоусаживаемую муфту 3 располагают так, чтобы муфта установилась над стыкуемыми трубами-оболочками 2, над закладными нагревательными элементами 5. Воздействием тепла, например, пламенем горелки, подогревают наружную поверхность термоусаживаемой муфты 3 и «усаживают» ее. При этом термоусаживаемая муфта 3 в результате термоусадки плотно охватывает наружную поверхность труб-оболочек 2. Электрический закладной нагревательный элемент используют, как правило (но не обязательно), в случае проведения монтажа труб среднего и большого диаметра, например диаметром более 300 мм. Для образования соединения «муфта-труба-оболочка» сварным швом закладной нагревательный элемент 5 нагревают, подключая к нему через выводы 6 автономный источник энергии, и проводят усадку муфты 3.
Использование муфты 3 позволяет за счет того, что для изготовления муфты взят светопроницаемый материал муфты визуально, неразрушающим способом контролировать проведение процесса герметизации, а в случае выявления дефектов, выявленных, например, простыми средствами, например с использованием лупы, провести ремонт неразъемного соединения между муфтой 3 и трубами-оболочками 2.
Места соединений муфты 3 с наружной поверхностью труб-оболочек 2 закрыты термоусаживаемой лентой, перекрывающей стык муфты 3 с наружной поверхностью трубы-оболочки 2 вблизи торца муфты 3. В результате соединение муфты 3 с трубой-оболочкой 2 герметизируется дважды. Первый шов образован сварным соединением, а второй - за счет усадки термоусаживаемой ленты, препятствующей отгибу муфты по краям и вследствие этого защищающей сварной шов, соединяющий муфту с трубой-оболочкой, от механического воздействия внешних сил.
На фиг. 2, 3, 4 показаны возможные дефекты неразъемного соединения термоусаживаемая муфта 3 - труба-оболочка 2, которые легко выявляются визуальным контролем в случае использования изобретения для герметизации стыка предварительно изолированных труб с применением прозрачной (полупрозрачной) муфты закладного нагревательного элемента 5, иного по цвету по сравнению с трубой-оболочкой 2.
На фиг. 2 - показан дефект сварного шва термоусаживаемая муфта 3 - труба-оболочка 2 в виде «раковины» 7.
На фиг. 3 показано соединение «муфта - труба-оболочка» с дефектом сварного шва в виде неравномерного шва 8.
На фиг. 4 показано соединение термоусаживаемая муфта 3 - труба-оболочка 2 с дефектами в виде скопления пор 9 и инородных включений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |
| Способ герметизации стыка предварительно изолированных труб | 2015 |
|
RU2611218C1 |
| Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты | 2015 |
|
RU2610980C1 |
| Стыковое соединение предварительно изолированных труб или фасонных изделий | 2015 |
|
RU2611216C1 |
| Способ теплогидроизоляции стыка предварительно изолированных труб | 2020 |
|
RU2744140C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ПОДЗЕМНОГО ТРУБОПРОВОДА, ИСКЛЮЧАЮЩИЙ УСЛОВИЯ ВОЗНИКНОВЕНИЯ И ПРОТЕКАНИЯ КОРРОЗИОННЫХ ПРОЦЕССОВ, ОБЕСПЕЧИВАЮЩИЙ ПОИСК И ОБНАРУЖЕНИЕ УТЕЧЕК ПРИ ЭКСПЛУАТАЦИИ | 1998 |
|
RU2134836C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
Изобретение относится к способу герметизации стыка изолированных труб для использования в строительстве или реконструкции трубопроводного транспорта для обеспечения гидравлической и механической защиты изоляции в неразъемных стыковых соединениях систем трубопроводов, например в теплогидроизолированных. Способ включает размещение термоусаживаемой муфты, выполненной из сшитой светопроницаемой пластмассы, поверх одной из труб-оболочек стыкуемых предварительно изолированных труб, установку на наружную поверхность обеих труб-оболочек закладных нагревательных элементов, имеющих другой цвет, отличный от цвета трубы-оболочки. После сварки стыкуемых внутренних рабочих труб перемещают муфту на вторую трубу-оболочку и нагревают ее, обеспечивая термоусадку и образование посредством закладных нагревательных элементов сварного соединения «муфта - трубы-оболочки», а после окончания термоусадки и образования соединения «муфта - трубы-оболочки» полость между торцами слоев изоляции, рабочими трубами и муфтой заполняют вспенивающейся композицией, при этом ведут визуальный контроль за образованием неразъемного соединения муфты с трубами-оболочками через муфту из светопроницаемой сшитой пластмассы. 6 з.п. ф-лы, 5 ил.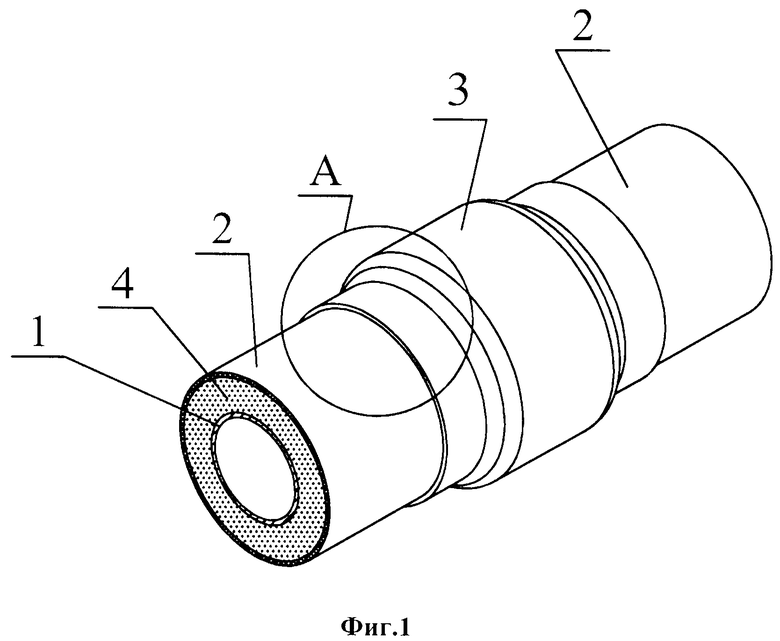
1. Способ герметизации стыка изолированных труб, состоящих из внутренней рабочей трубы, изоляционного слоя и трубы-оболочки, включающий размещение муфты поверх одной из труб-оболочек стыкуемых предварительно изолированных труб, установку на наружной поверхности обеих труб-оболочек закладных нагревательных элементов, имеющих средства для соединения с источником энергии и окрашенных в другой цвет по сравнению с цветом внешней трубы-оболочки, при этом используют термоусаживаемую муфту, полностью выполненную из светопроницаемой сшитой пластмассы, после сварки стыкуемых рабочих труб перемещают термоусаживаемую муфту в осевом направлении в сторону второй трубы-оболочки и располагают термоусаживаемую муфту над закладными нагревательными элементами обеих труб-оболочек, далее термоусаживаемую муфту нагревают внешним источником тепла, обеспечивая ее термоусадку, а закладными нагревательными элементами образуют сварное соединение термоусаживаемой муфты внахлест с трубами-оболочками, после окончания термоусадки и образования сварного соединения «термоусаживаемая муфта - трубы-оболочки» для получения изоляционного слоя через отверстие в муфте заполняют вспенивающейся композицией полость, ограниченную неизолированными участками соединенных внутренних рабочих труб, торцевыми поверхностями изоляционных слоев и внутренней поверхностью муфты, при этом ведут визуальный контроль за образованием неразъемного соединения муфты с трубами-оболочками и полимеризацией изоляционного слоя через муфту из светопроницаемой сшитой пластмассы.
2. Способ по п. 1, отличающийся тем, что места соединений термоусаживаемой муфты с наружной поверхностью труб-оболочек закрывают термоусаживаемой лентой, перекрывающей стык термоусаживаемой муфты с наружной поверхностью внешней трубы-оболочки вблизи торца термоусаживаемой муфты, и осуществляют ее термоусадку путем нагрева.
3. Способ по п. 1, отличающийся тем, что термоусаживаемая муфта из светопроницаемой пластмассы с толщиной стенки в 1÷23,5 мм выполнена прозрачной.
4. Способ по п. 1, отличающийся тем, что термоусаживаемая муфта из светопроницаемой пластмассы с толщиной стенки в 1÷10 мм выполнена матово-белой.
5. Способ по п. 1, отличающийся тем, что диаметр термоусаживаемой муфты до ее термоусадки превышает диаметр внешней трубы-оболочки не более чем на 1-50%.
6. Способ по п. 1, отличающийся тем, что диаметр термоусаживаемой муфты до ее термоусадки превышает диаметр внешней трубы-оболочки не более чем на 1-30%.
7. Способ по п. 1, отличающийся тем, что толщина стенки термоусаживаемой муфты не превышает 20 мм.
| Устройство для изготовления цилиндрических колпачков | 1957 |
|
SU114660A1 |
| ТЕРМОУСАЖИВАЕМАЯ МУФТА | 2012 |
|
RU2513861C1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2007 |
|
RU2341717C1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2004 |
|
RU2267687C1 |
| US 5869153 A1, 09.02.1999. | |||

