Изобретение относится к способам изготовления безузловых плетеных сетей и может быть использовано для производства сеточного плотна и плетеных изделий замкнутой геометрической формы, а также для шнуроплетения и оплетки.
I. Известен способ изготовления четырехниточных безузловых плетеных сетей путем образования прядей по принципу трехлопастного колеса с последующим их переплетением на плетельных головках, смещенных одна относительно другой на одно лопастное колесо. С целью повышения производительности переплетение прядей начинают в тот момент, когда коклюшки находятся на прилегающих парах лопастных колес соседних плетельных головок, а заканчивают после четырех поворотов на 90o каждого лопастного колеса прилегающих пар.
Сходными признаками описанного аналога и заявляемого технического решения является то, что они направлены на изготовление безузловых плетеных сетей, пряди которых изготавливают с использованием лопастных колес, с последующим их переплетением на плетельных головках, смещенных одна относительно другой.
Недостатком описанного аналога являются его узкие технологические возможности, направленные на изготовление только сеточного полотна из нитевидного материала. Причиной, препятствующей получению требуемого технического результата, является смещение плетельных головок одной относительно другой по прямым линиям /а не по дуге окружности/, что не позволяет размещать плетельные головки по замкнутому контуру. Кроме того, неизменность параметров плетения в течение процесса делает невозможным получение цельноплетеных изделий замкнутой геометрической формы.
II. Известен также способ изготовления трех- или шестиниточных безузловых плетеных сетей, основанный на принципе двухкрылаточных шестерен, включающий изготовление сетевой стренги путем перемещения веретен по траекториям в виде восьмерки, образованной из двух крылаточных шестерен. С целью повышения производительности для изготовления мест переплетения исходят из положения плетельных веретен 1-3, при котором плетельные веретена 1-3 концентрируются в выемках 25 или 35, лежащих между крылаточными шестернями 21, 22 31, 32 соседних плетельных головок 20, 30.
Сходными признаками описанного аналога и заявляемого технического решения является использование принципа двухкрылаточных шестерен, включающего изготовление сетевой стренги путем перемещения веретен по траекториям в виде восьмерки.
Недостатком известного способа являются его ограничительные технологические возможности, направленные только на плетение сеточного полотна с ромбической ячейкой. В то время как заявляемый способ плетения предусматривает изготовление замкнутых сеточных фигур цилиндрической объемной формы с ячейками различной конфигурации.
Отличие заявляемого технического решения от известного состоит в том, что траектория перемещения веретен в пространстве в виде восьмерки выполнена несимметричной относительно ее центра симметрии. Плетельные головки расположены по замкнутому контуру. А веретена из-за разного диаметра крылаточных шестерен в частном случае реализации способа перемещаются с переменной окружной скоростью.
Известный способ плетения начинается и заканчивается выполнением одной операции и изготовлением одного изделия - сеточного полотна. В то время как заявляемый способ плетения кроме изготовления сети предусматривает выполнение и других операций - таких как плетение шнура либо оплетки.
Отличие заявляемого технического решения от известного состоит также в том, что он предусматривает плетение сети из проволоки для изготовления предметов широкого потребления, имеющих устойчивую объемную конструкцию.
Причиной, препятствующей достижению требуемого технического результата, является несовершенный способ плетения, содержащий симметричную траекторию перемещения веретен в виде восьмерки относительно ее центра симметрии, что не позволяет размещать плетельные головки по замкнутому контуру и перемещать веретена по поверхности замкнутого контура. Кроме того, постоянство размера ячейки во всем изделии не позволит сформировать свод объемной конструкции, если таковая будет получена. В результате этого невозможно получить цельноплетеные изделия замкнутых геометрических форм, выполнять шнуроплетение и оплетку на одном виде оборудования.
III. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа способ изготовления сетчатых полотен, заложенный в плетельной машине для изготовления сетчатых полотен, сплетенных без узлов. Машина содержит круглый плетельный корпус, который установлен горизонтально. В этом корпусе для изготовления ветвей сети движение коклюшек в плетельных головках происходит в направляющих в форме восьмерки, а для изготовления мест соединения между ветвями сети происходит перемещение коклюшек по переводным элементам к соседней плетельной головке. Кроме того, машина содержит общий центр плетения, смещаемый над уровнем плетельного корпуса.
Машина отличается тем, что между плетельными головками, имеющими одно и то же положение коклюшек, предусмотрены четырехточечные переводные элементы 32, с которыми одновременно перемещаются в каждом случае две перекрестные направляющие 70 элементов 32, находящиеся в контакте с направляющими 23 плетельных головок. Кроме того, предусмотрено устройство 9, 10 для подъема плетеного изделия, движущееся синхронно с ходом коклюшек. При этом два подъемных ножа 34, предусмотренных для плетельной головки, соединены с ножевыми салазками 86, которые приводятся в движение поворотным рычагом 83 и скользят по направляющим планкам 94.
Сходными признаками прототипа и заявляемого технического решения является изготовление мест соединения и сетевой стренги путем перемещения веретен по траекториям в виде восьмерки. Эти траектории прокладывают по замкнутому контуру, образованному сомкнутыми плетельными головками вокруг общего смещаемого центра плетения. Вытягивание плетеного изделия осуществляется синхронно процессу плетения.
Недостатком известного способа являются его ограниченные технологические возможности, направленные на изготовление только сетчатых полотен с одинаковой ромбической ячейкой. В то время как заявляемый способ формирования сети предусматривает осуществление и других операций, таких как плетение шнура или оплетки.
Отличие заявляемого технического решения от известного состоит в том, что в нем на любой стадии формирования изделия длину стренги или места соединения последующего ряда ячей выполняют отличной от длины стренги или места соединения предыдущего ряда. Благодаря этому становится возможным изготовление замкнутых сеточных фигур объемной конструкции с формированием свода или днища. В том числе техническое решение допускает формирование ячеек разной конфигурации, перемещение веретен с переменной скоростью и изготовление двухслойной сети с переплетениями.
Причиной, препятствующей достижению требуемого технического результата, является неизменность параметров плетения в течение всего процесса формирования изделия. В особенности это касается продолжительности формирования стренги и периодичности изготовления мест соединения.
В основу изобретения поставлена задача усовершенствования способа изготовления сетчатых полотен, в котором путем изменения параметров плетения в течение процесса достигается возможность получения цельноплетеных изделий замкнутой геометрической формы, а также выполнения операций плетения шнура и оплетки. За счет этого расширяются его технологические возможности.
Под параметрами плетения подразумевают: траекторию движения веретен; исходное базирование и место расположения относительно друг друга в процессе плетения; характер скорости, которая может быть постоянной или переменной; продолжительность формирования стренги и периодичность изготовления мест соединения.
Цельноплетеные изделия замкнутой геометрической формы - это выполненные из сети изделия, замкнутые по периметру, которые имеют ажурные переплетения, свод или днище в каком угодно месте изделия. Для частного случая реализации способа такие изделия замкнуты по всему объему за счет уменьшения /изменения/ размера ячейки либо формирования шнура из всех нитей сети. К ним можно отнести изделия в виде шара или тора.
Расширение технологических возможностей способа в частных случаях его реализации выражается в том, что он позволяет производить незамкнутое сеточное полотно, четырех и шестиниточные плетеные сети, а также двухслойные сети и сеточные конструкции замкнутой геометрической формы с ячейками различной конфигурации.
Для решения поставленной задачи способ изготовления замкнутых безузловых плетеных сетей включает изготовление мест соединения и/или сетевой стренги путем перемещения веретен по траекториям в виде восьмерки с прокладыванием их по замкнутому контуру, образованному сомкнутыми плетельными головками вокруг общего смещаемого центра плетения и вытягивание плетеного изделия синхронно процессу плетения. В отличие от прототипа на любой стадии формирования изделия длину стренги и/или места соединения последующего ряда ячей выполняют отличной от длины стренги и/или места соединения предыдущего ряда.
В частных случаях реализации способа траекторию перемещения веретен в процессе сетеплетения изменяют на траекторию их перемещений для плетения шнура либо оплетки.
Кроме того, траекторию перемещения веретен в пространстве в виде восьмерки выполняют асимметричной относительно ее центра симметрии.
Кроме того, траекторию перемещения веретен прокладывают по боковой поверхности усеченного конуса или шара.
Кроме того, веретена перемещают с переменной скоростью.
Кроме того, веретена перемещают в дополнительных обособленных головках и/или в головках дополнительного контура, технологически связанных с головками основного контура.
Кроме того, плетельные головки контура и веретена, участвующие в процессе, разделяют на группы, ограничивая перемещение веретен образованной группы пределами рабочей зоны головок этой группы.
Кроме того, изготовление мест соединения заканчивают концентрацией плетельных веретен на исходных головках.
Кроме того, длину места соединения уравнивают с длиной стренги.
Кроме того, соседние стренги в сеточных ячеях выполняют различной длины.
Кроме того, угол схождения нитей в зоне их переплетения выдерживают в оптимальных пределах.
Вышеизложенные общие, достаточные во всех случаях, существенные признаки заявляемого изобретения обеспечивают достижение технического результата, заключающегося в возможности получения цельноплетеных изделий замкнутой геометрической формы, а также выполнения операций плетения шнура и оплетки. За счет этого расширяются технологические возможности способа.
Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом состоит в следующем.
Заявляемый способ изготовления замкнутых безузловых плетеных сетей предусматривает использование принципа крылаточных шестерен и включает в себя изготовление сетевой стренги путем перемещения веретен по траекториям в виде восьмерки. Замкнутые сети представляют собой цельноплетеные, бесшовные, пустотелые изделия замкнутой по периметру геометрической формы из сети с ромбической или другой ячейкой. Изделие замкнуто сеточным сводом сверху, или днищем снизу, либо с обеих сторон.
Под принципом крылаточных шестерен следует понимать обобщенный принцип, предусматривающий использование известных комбинаций лопастных колес, описанных в аналогах.
Под термином "веретено" подразумевается плетельный элемент какой угодно сложности.
Для получения замкнутого изделия головки располагают по замкнутому контуру. Таким контуром может быть поверхность широкого кольца, боковая поверхность цилиндра, усеченного конуса или шара. Под головкой подразумеваются крылаточные шестерни, кинематически соединенные для плетения сетевой стренги. Сомкнутость плетельных головок обусловлена необходимостью перехода веретен от одной головки к другой в процессе изготовления сети.
Изготовление мест соединения заканчивают концентрацией плетельных веретен на соседних головках, расположенных справа или слева. Формирование места соединения считается законченным как только появляется возможность изготовления сетевой стренги на этой головке. Это основной и наиболее экономичный способ сплетения. Веретена переводятся в новую плетельную головку /не возвращаясь в исходную/ после каждого завершения операции изготовления места соединения. Целостные нити, сплетенные в стренгу, проходят по периметру всего изделия в виде параллельных спиралей. Упрощается конструкция объекта плетения. Веретена в процессе плетения упорядоченно перемещаются по контуру на одну головку после завершения каждой ячейки.
Расположение головок вокруг общего центра - по контуру - обеспечивает одинаковые условия работы всех веретен. Под центром плетения подразумевается замкнутая уменьшенная фигура, концентричная контуру головок. Например, сетеприиемное кольцо - при круглом контуре расположения головок. Смещаемость центра плетения следует понимать в широком смысле. Кроме смещения над уровнем плетельного корпуса центр может изменяться в размере, приближаясь либо удаляясь относительно контура головок. Вытягивание плетеного изделия синхронно процессу плетения обеспечивает нормальную работу устройства.
Для формирования купола замкнутого изделия длину стренги нового ряда ячей выполняют отличной от длины стренги предыдущего ряда. Если внутри каждого ряда ячейки остаются одинаковыми, то это приводит к постепенному изменению размера изделия. Если купол формируется до плетения стенок замкнутого изделия - от центра к периферии, то длина стренги каждого последующего ряда изменяется в сторону ее увеличения. Если купол формируется от стенок изделия к центру, то длина стренги каждого последующего ряда изменяется в сторону ее уменьшения. Размер ячейки уменьшается до минимально возможного, замыкая купол. Такой способ плетения сети применяется при изготовлении сферических фигур, в частности при формировании шара или колпака.
Размер ячейки можно изменять варьируя не только длиной стренги, но и местом соединения. Кроме того, можно менять оба эти параметра. Изменение размера ячейки можно производить на любой стадии изготовления изделия. С целью уменьшения сечения изделия - его сужения, последовательно уменьшают размер ячейки, доводя его до необходимого значения. Затем увеличивают размер ячейки до исходного значения.
Описанный способ позволяет также изготавливать незамкнутое сеточное полотно. Этого можно добиться при отсутствии формирования места соединения на одной паре головок, размыкая контур.
Если внутри каждого ряда сети изменять размер ячейки особым образом, то это приведет к созданию спирального цилиндра. Соединив начало и конец одного витка спирального цилиндра, предварительно отделив его от остальных, получим сеточный торроид.
Изменение траектории перемещения веретен в процессе сетеплетения на траекторию их перемещения для шнуроплетения, в частном, конкретном случае реализации способа, производится в тех случаях, когда на изделии формируются шнуроподобные детали - ручки, шнуры для крепления, лямки, - необходимые для функционирования этих изделий. Причем шнуроплетение выполняется как продолжение сетеплетения без остановки процесса из такого же числа нитей /или проволок/, которые могут формировать в один или несколько шнуров. Количество таких элементов определяется конструкцией изделия, увязанной с возможностями устройства для осуществления способа.
Оплетка используется для вышеуказанных целей и для покрытия армирующих элементов, присутствующих в изделии, для создания жесткости конструкции.
Операции оплетки и шнуроплетения хорошо вписываются в технологию изготовления замкнутых сетей, так как для их осуществления веретена имеют возможность перемещаться по всему замкнутому контуру. Причем, все веретена, участвующие в процессе сетеплетения, могут разделяться на группы, когда часть нитей может выступать в качестве сердечника, а остальные в виде оплетки. При оплетке шнура, формируемого из части нитей, веретена разделяют на две группы. Веретена оплетки перемещаются крылаточными шестернями большего диаметра, а веретена, формирующие шнур, перемещаются крылаточными шестернями малого диаметра, если контур выполнен в виде плоского кольца.
Применение крылаточных шестерен в этом случае открывает возможность формирования новых видов оплетки при шнуроплетении. Кроме того, эти две операции могут предшествовать сетеплетению, то есть производиться до формирования сети, например при изготовлении спаренных периодических изделий, подлежащих механическому разделению. Если изделие замкнуто в виде сферы, то каждое из них отделяется от соседнего отрезком шнура. Шнур либо оплетка служат исходным пунктом для перехода от одного замкнутого изделия к другому. Сведение замкнутой фигуры к шнуру либо к оплетке удобно для выполнения последующих операций разделения изделий отрезкой, а также заделки концов. Концы нитей, заплетенные в шнуре, предотвращают расплетение сетевой стренги. Кроме того, изделия, соединенные в виде гирлянды, легче транспортировать по цеху от одного участка к другому.
Начало и завершение замкнутого изделия шнуром сокращает цикл его изготовления, так как позволяет оборудованию работать безостановочно.
Изложенный способ допускает возможность выполнения шнуроплетения и оплетки как самостоятельных операций, не зависимых от сетеплетения. Эти операции близки по смыслу, так как предусматривают перемещение веретен по всему замкнутому контуру. В этом случае траектория перемещения веретен усложняется и зависит от количества головок в данном контуре, а операция изготовления мест соединения упраздняется.
При изготовлении сетевой стренги и/или мест соединения траекторию перемещения веретен выполняют асимметричной относительно центра симметрии "восьмерки". Фигура /или тело/ называется симметричной относительно центр C, если каждой точке E этой фигуры /тела/ соответствует такая принадлежащая той же фигуре /телу/ точка A, что отрезок EA проходит через точку C и делится в ней пополам /см. IV/. Траекторию перемещения веретен рассматривают в пространстве.
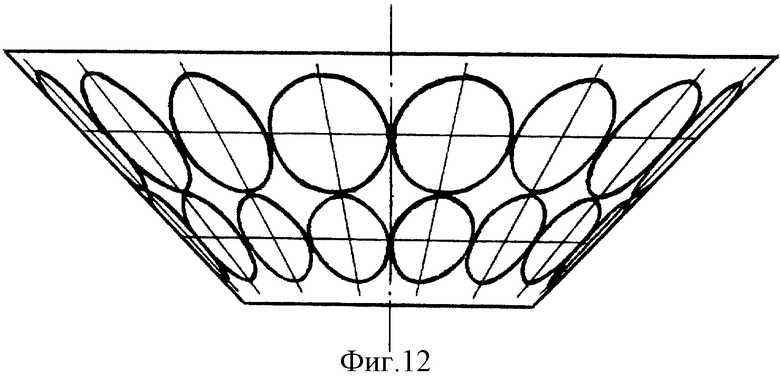
При расположении головок на плоскости траектории в виде восьмерки примыкают друг к другу, замыкая контур. Меньшие круги "восьмерки" расположены ближе к центру контура по меньшему радиусу. Большие круги траектории "восьмерки" расположены по большему радиусу контура. Замкнутость контура обеспечивается неравенством кругов траектории. В противном случае на ровной плоскости контур не замкнется и не будет обеспечиваться подача веретен к шестерням соседней головки. Поэтому и траектория перемещения веретен в виде восьмерки несимметрична относительно ее центра. Замкнутый контур в виде криволинейной поверхности, к которым, в частности, относятся правильные боковые поверхности цилиндра, усеченного конуса или шара, предопределяет кривизну траекторий движения веретен, а следовательно, и ее асимметричность относительно центра симметрии.
Прокладывание траектории перемещения веретен по боковой поверхности усеченного конуса улучшает условия работы веретен в том смысле, что понижается коэффициент асимметрии "восьмерки" из-за его увеличения. Это повышает надежность работы носителей веретен, так как уменьшается разность их линейных скоростей при движении по обоим кругам "восьмерки". Плетельные головки, расположенные по боковой поверхности конуса в сравнении с головками на плоскости, имеют более компактное, объемное расположение. Сокращается длина нитей от веретена к зоне их переплетений. Возрастает угол схождения нитей в плане контура, что повышает плотность стренги без использования специальных устройств. И вместе с тем создаются необходимые условия применения специальных устройств для выдерживания в оптимальных пределах угла схождения нитей. Объем веретен по диаметру может быть увеличен. Улучшаются условия обслуживания механизмов этих машин и сокращаются производственные площади из-за компактности оборудования.
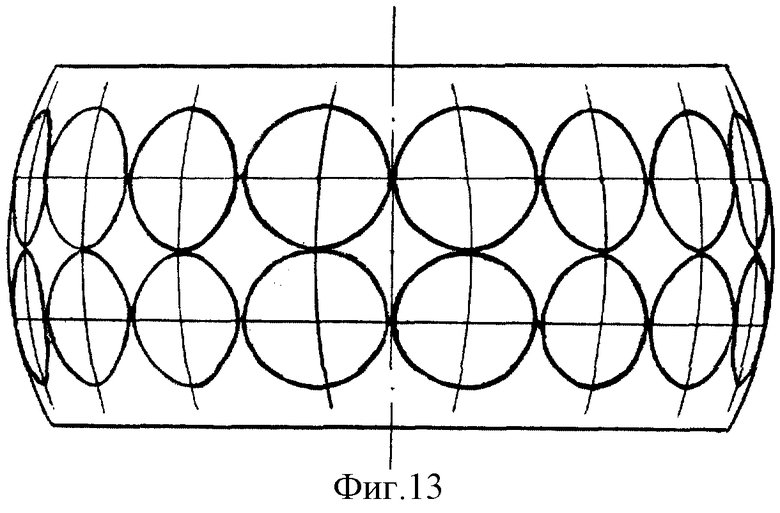
Прокладывание траектории движения веретен по боковой поверхности усеченного шара приводит к постоянству линейной скорости веретен, если контур проложен по "экватору". А траектория в виде восьмерки симметрична относительно ее поперечной оси. Оба круга "восьмерки" в этом случае остаются одинаковыми.
Веретена перемещают с переменной скоростью в тех случаях, когда их траектории имеют разные диаметры кругов "восьмерки".
В плетельных головках шестерни разного диаметра вращаются с одинаковой частотой. Это необходимо для достижения одинакового углового положения шестерен за равные промежутки времени, чтобы обеспечить совпадение выемок на шестернях при их вращении. При одинаковой частоте вращения шестерни большего диаметра имеют большую окружную скорость, а шестерни меньшего диаметра - меньшую окружную скорость. Поэтому линейные скорости перемещения веретен зависят от того, на какой шестерни он находятся в данный момент. Переменная скорость носит не плавный, а дискретный характер.
В отдельном, конкретном случае реализации способа веретена перемещают в дополнительных обособленных головках, технологически связанных с головками основного контура. Обособленными головками следует считать такие головки, которые располагаются вне контура. Перемещение веретен в дополнительных обособленных головках позволяет выполнять сетевую стренгу или шнур в виде места соединения необходимого размера отдельно от всей сети. Так как обособленные головки технологически связаны с головками основного контура, то после соединения отдельной стренги или шнура /которых может быть несколько/ с основной сетью, ее можно снова отделить от сети и продолжить плетение. Сплетение обособленного шнура с основной сетью осуществляется во время изготовления места соединения основной сети. Такие элементы служат каркасом объемной конструкции. Они удерживают стенки конструкций или купола от выпрямления или растяжения при подъеме объемного тела за его верхнюю часть. Если обособленные элементы выполнять чуть-чуть короче высоты куполов или боковых стенок сеточной конструкции, то при подъеме последних усилие растяжения будет приходиться именно на эти обособленные элементы, соединяющие верх и низ конструкции, предохраняя ее от растяжения. На плоскости обособленные головки могут располагаться как внутри, так и снаружи основного контура. Они могут формировать стренгу, шнур или место соединения удлиненного либо укороченного размера и вплетаться в основание сетевой конструкции. Технологические возможности обособленных головок в значительной мере определяются техническими характеристиками оборудования и заложенной программой плетения.
Перемещение веретен в головках дополнительного контура, технологически связанных с головками основного контура, открывает возможность плетения двухслойных замкнутых сетей. Технологическая связь между головками предусматривает возможность перехода веретен в основной контур и обратно в заданный момент времени. Это позволит изготавливать места соединений и ажурные переплетения между слоями сети. Наличие дополнительного контура головок, расположенного, например, концентрично основному, открывает возможность плетения конструкций увеличенной жесткости и расширяет возможности дизайна формируемых изделий.
С помощью плетельных головок обоих работающих контуров изготавливаются также однослойные сети с треугольной и трапецеидальной ячейкой. Такие сети имеют повышенную прочность и уменьшенную площадь просвета ячейки. Они усилены дополнительными шнурами, проходящими по диагонали ромбической и шестигранной ячейки, параллельно направлению вытягивания сети. Совместная работа обоих контуров позволяет на одной машине одновременно изготавливать три вида продукции - шнур, оплетку и сеть. Наличие дополнительного контура дает возможность производить вплетение инородных нитей в ячейки сети основного контура.
Разделение плетельных головок /шестерен/ контура и веретен, участвующих в процессе, на группы продиктовано конструкцией изготавливаемого изделия. Такое разделение выражается в том, что перемещение веретен образованной группы ограничивается пределами рабочей зоны головок этой группы. Такое группирование открывает возможность сводить цилиндрическое замкнутое сеточное полотно с любым количеством ячеек к шнуроподобным и иным элементам, что очень важно при изготовлении предметов широкого потребления.
При группировании веретен двух головок таким элементом выступает жгут, сформированный как место соединения двух соседних стренг.
При группировании веретен трех головок нити сплетаются в шнур. Четыре и более головок формируют шнур большего диаметра, состоящий из большего количества нитей.
Последовательное группирование веретен, участвующих в процессе, позволяет формировать ажурные переплетения, расположенные по периметру, и завершать цилиндрические изделия нужным количеством шнуроподобных элементов. Эти элементы, скрепленные между собой, превращаются в ручки, лямки, крепежные концы и другие устройства.
Разделение веретен на группы может происходить непосредственно в процессе сетеплетения. Такое разделение зависит от заложенной в машину программы плетения и от технических возможностей конкретной машины. С учетом такого разделения можно заранее выставить веретена с нитями определенной расцветки на нужные позиции шестерен и таким образом сформировать определенную цветовую гамму сеточного изделия. Кроме того, группированием крылаточных шестерен определенным образом можно добиться изготовления шести- и четырехниточных безузловых плетеных сетей.
Изготовление мест соединения может заканчиваться концентрацией плетельных веретен на исходных головках. Такой способ плетения позволяет формировать определенную цветовую гамму в сетях декоративного назначения. Две стренг одинакового цвета, расположенные рядом, формируют узор в виде продольных ромбических дорожек. Стренги разных цветов, расположенные друг за другом, формируют Z-образный узор. Этот же способ плетения применяется при изготовлении удлиненного места соединения в процессе формирования шестигранной ячейки. Место соединения становится удлиненным в результате многократного перехода веретен с исходной головки на соседнюю и обратно.
Для получения правильной шестигранной ячейки длину места соединения уравнивают с длиной стренги. Такая ячейка имеет четыре грани, выполненные из первичного числа нитей в стренге и две грани шестигранника /места соединений/ - из удвоенного числа нитей. Под термином "нить" подразумеваются как обычные ткацкие нити, так и проволочные. Если каждое место соединения в ячейке выполнить длиннее стренги, то ячейка будет иметь вид вытянутого шестигранника.
Выполнение соседних стренг неравными по длине необходимо для заплетки кромки, то есть крайних ячеек незамкнутого сеточного полотна. По краям полотна формируется диагональ между сторонами ромба ячейки. Длина диагонали определяет угол ромба этого ряда ячеек. Такой способ плетения упрочняет конструкцию объекта изготовления. Позволяет создавать асимметричные ажурные переплетениия и треугольные ячейки внутри сеточного полотна, когда другие ячейки ряда остаются неизменными. Способ применяется также для изготовления торроидных конструкций. Кроме того, такая заплетка крайних ячеек практикуется при разделении сеточного полотна на группы ячеек, количество которых диктуется конструкцией изделия.
Для получения качественного перегиба проволок при плетении стренги, а также для уплотнения места соединения - угол схождения нитей каждой головки контролируют в зоне их переплетений, то есть выдерживают в оптимальных пределах. Из-за перемещения веретен угол схождения основной части нити - от веретена к зоне сплетения - остается перемененным. Он изменяется в зависимости от местонахождения веретена. Под контролем угла схождения нитей подразумевается процесс выдерживания постоянства оптимальных границ изменения этого угла. Частичная регулировка угла схождения нитей осуществляется изменением расстояния от зоны переплетения /смещаемого центра/ до уровня крылаточных шестерен. Этим устанавливаются границы колебания угла схождения нитей на участке от веретена до места их переплетения. На угол схождения нитей влияет число головок и размер шестерен /диаметр контура/, характер производимой продукции и размеры изделия. Непосредственно в зоне сплетения при перегибе одной нити вокруг другой этот угол должен оставаться стабильным и соответствовать принятому. Значение этого угла диктуется в значительной степени функциональным назначением формируемого изделия и/или характеристиками используемого материала. Увеличение угла схождения нитей приводит к укреплению мест соединения. Увеличение плотности стренги повышает жесткость конструкции формируемого изделия. Место соединения, поджатое плотной стренгой, является более прочным и долговечным. Уменьшение угла схождения нитей в зоне сплетения приведет к уменьшению плотности стренги. Контролирование угла схождения нитей расширяет технологические возможности оборудования, так как позволяет влиять на плотность нитей в сетевой стренге, в шнуре и в оплетке. Это позволит применять проволоку с более жесткими характеристиками, что расширит ассортимент изготавливаемой продукции одной машиной. Такой способ плетения позволяет использовать проволоку большего сечения при производстве сеточных форм, которые могут найти применение в различных областях народного хозяйства.
Сущность изобретения поясняется чертежами, на которых изображено:
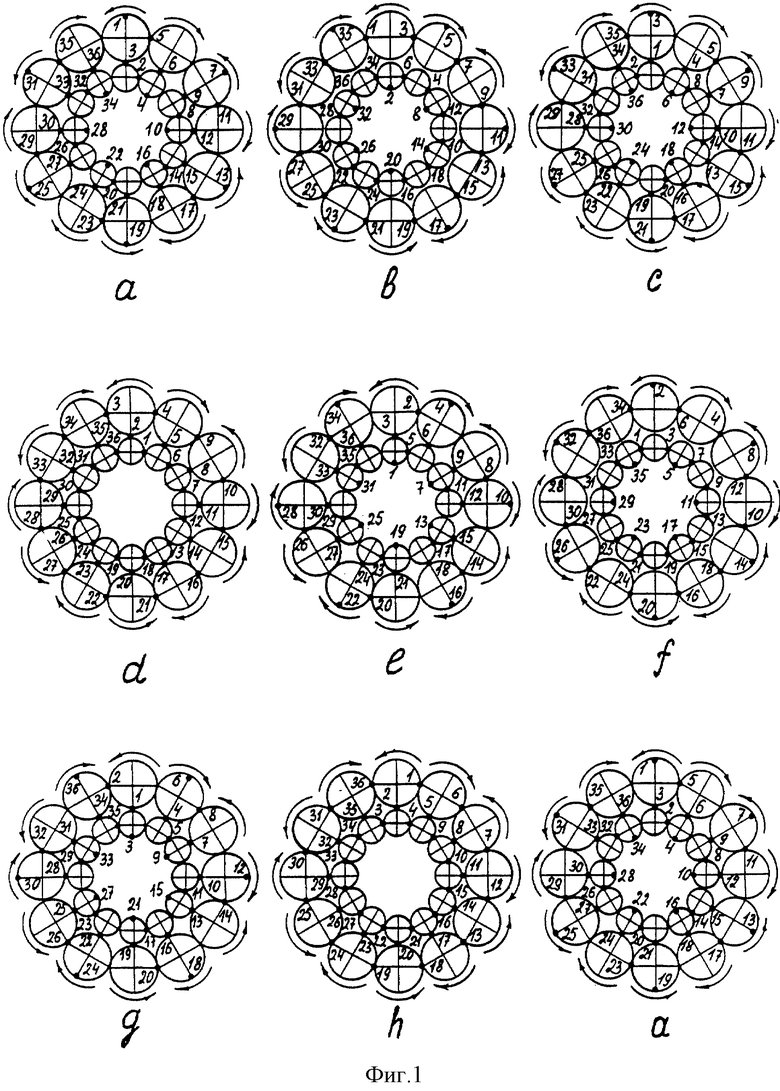
На фиг. 1. Поэтапное изготовление трехниточной сетевой стренги по траекториям в виде восьмерки на каждой головке замкнутого контура.
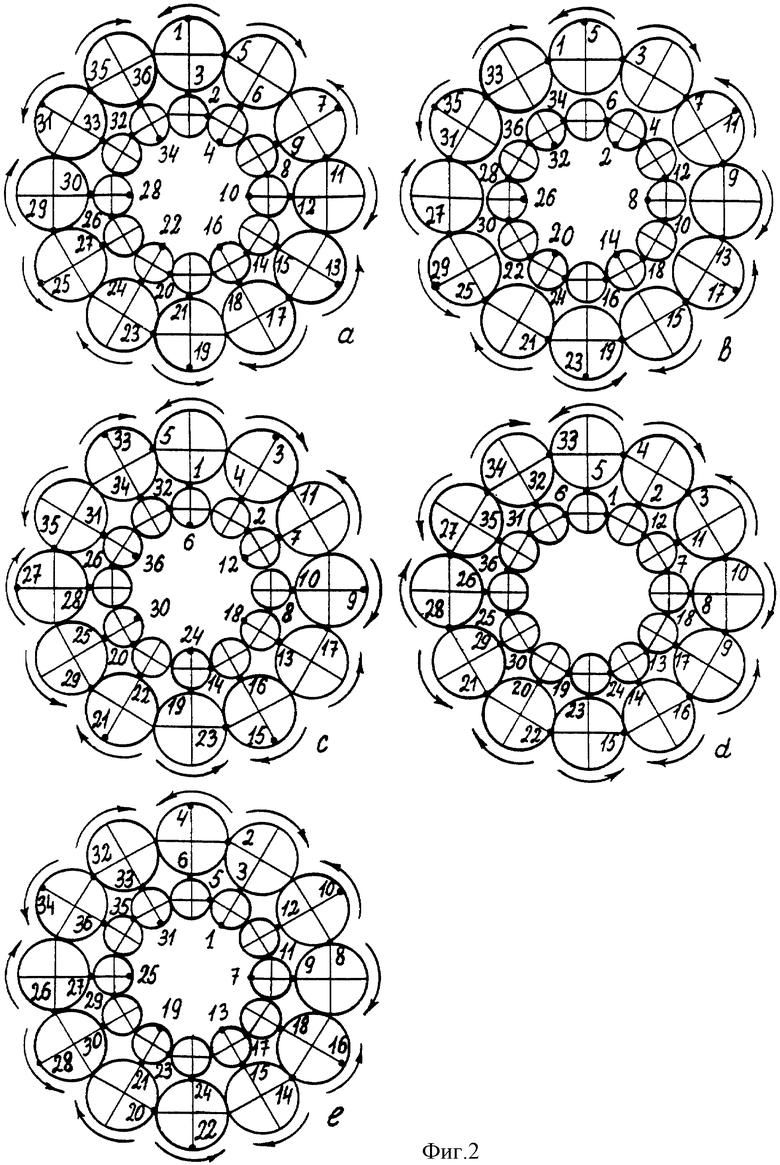
На фиг. 2. Поэтапное изготовление места соединения с переводом веретен на соседнюю плетельную головку, расположенную справа.
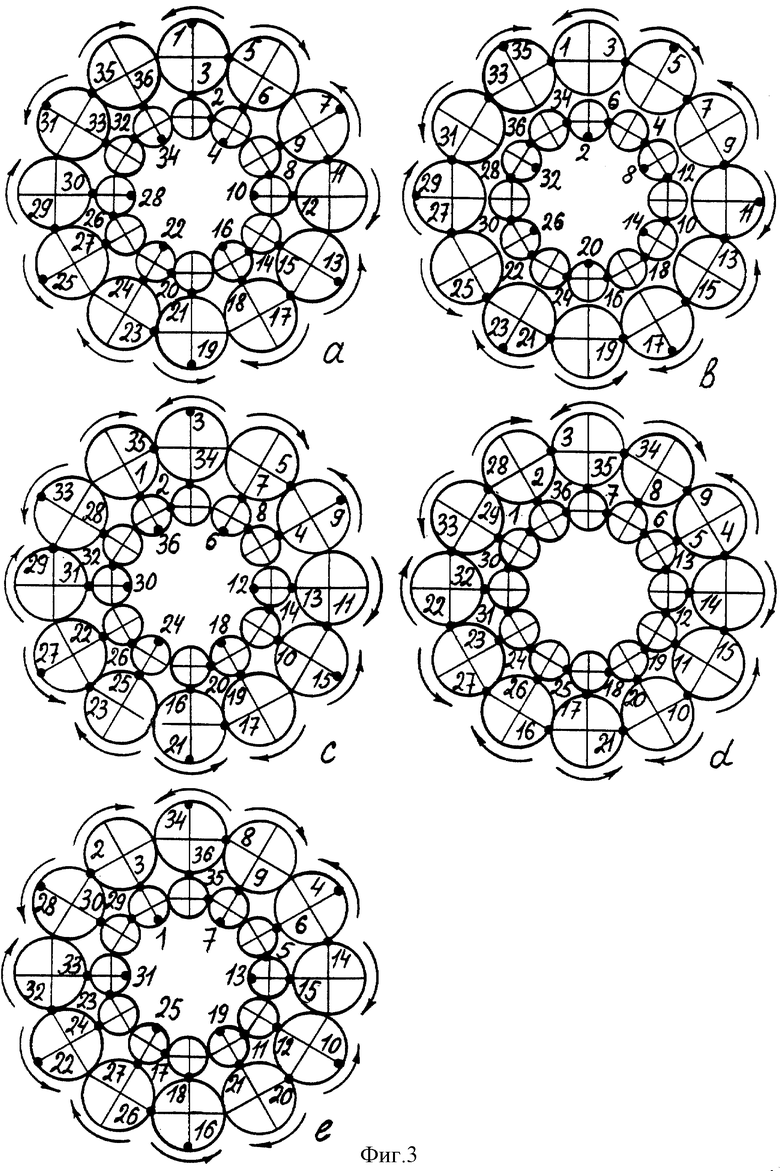
На фиг. 3. То же. Расположенную слева.
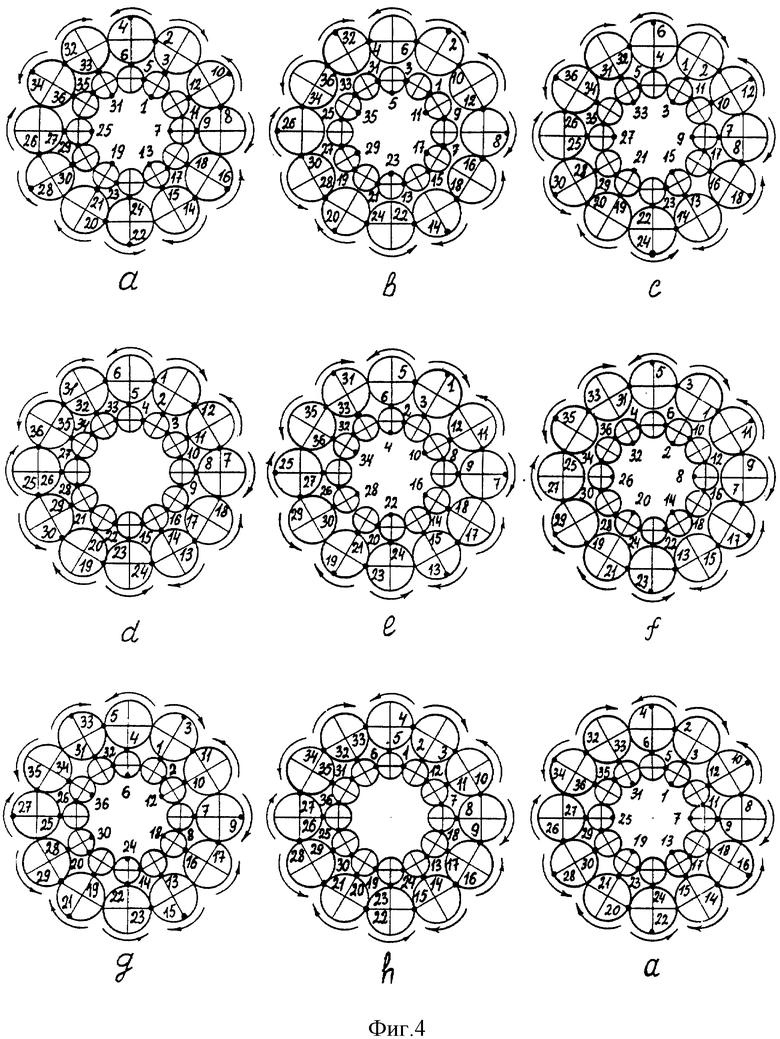
На фиг. 4. Поэтапное изготовление трехниточной сетевой стренги после перевода веретен на соседнюю головку, расположенную справа.
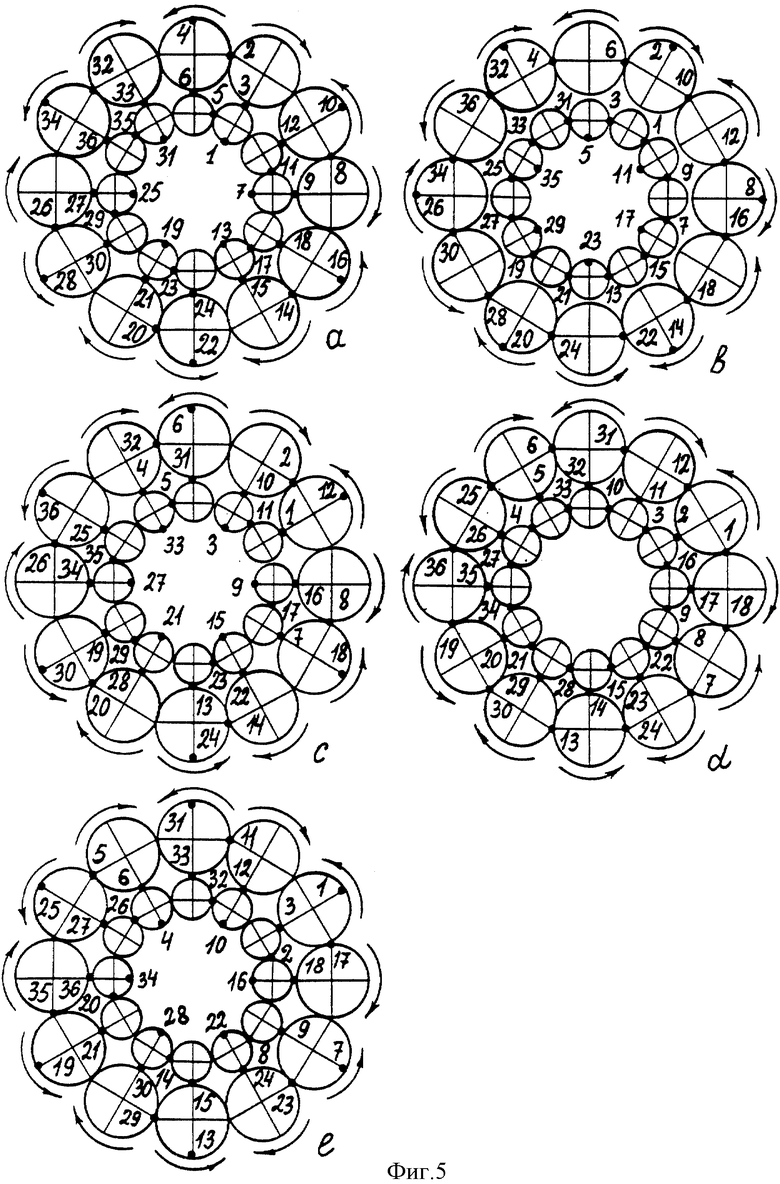
На фиг. 5. Вторичное изготовление места соединения с переводом веретен на последующую соседнюю головку.
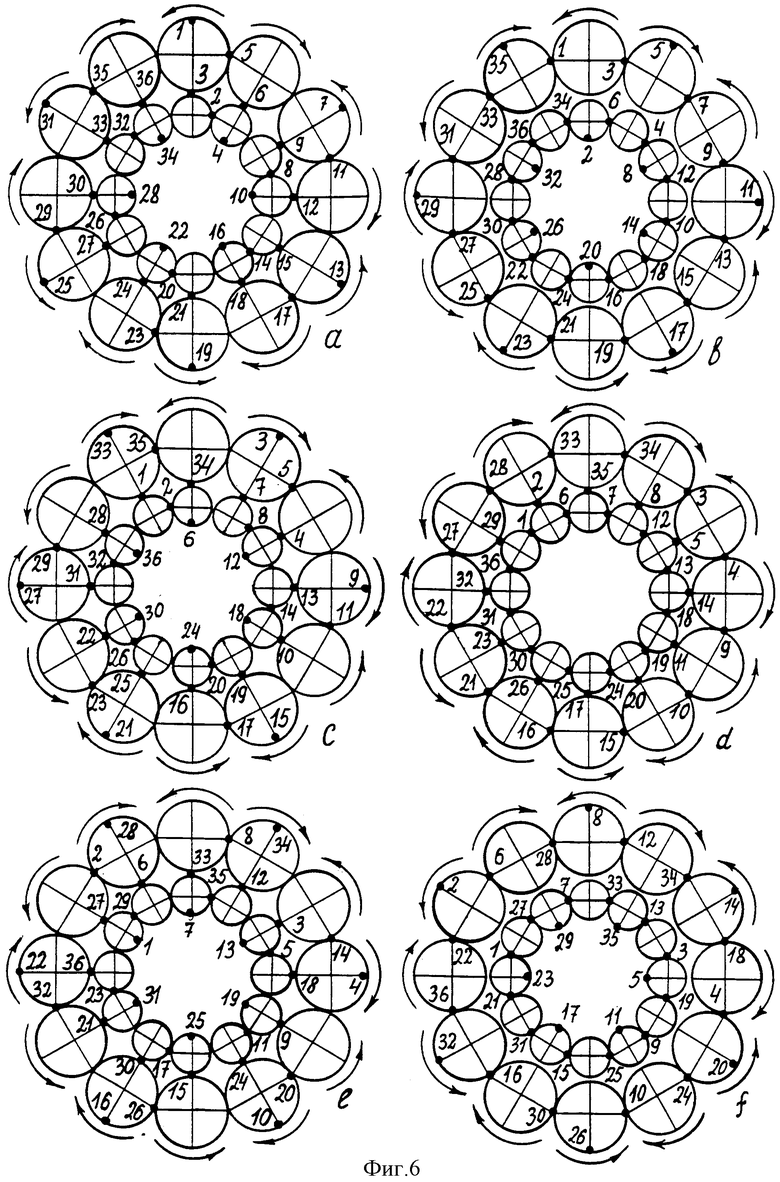
На фиг. 6. Поэтапный переход от сетеплетения к шнуроплетению с участием всех нитей сети.
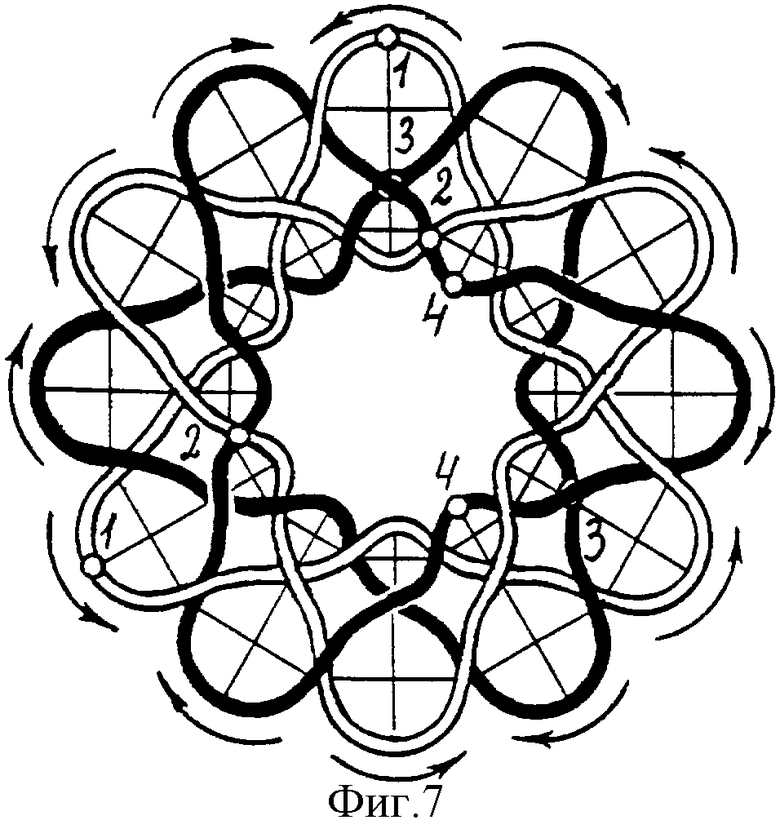
На фиг. 7. Наложение траекторий перемещения веретен в процессе шнуроплетения.
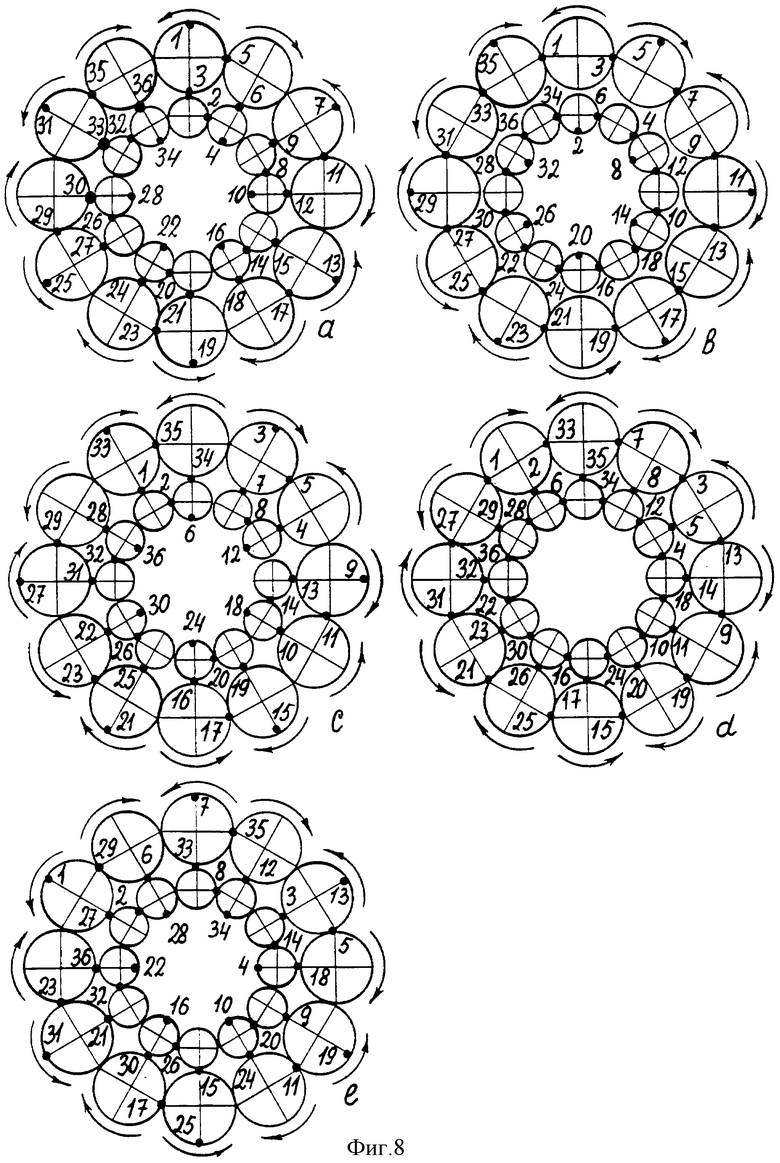
На фиг. 8. Поэтапный переход от сетеплетения к оплетке шнура, формируемого из части нитей сети.
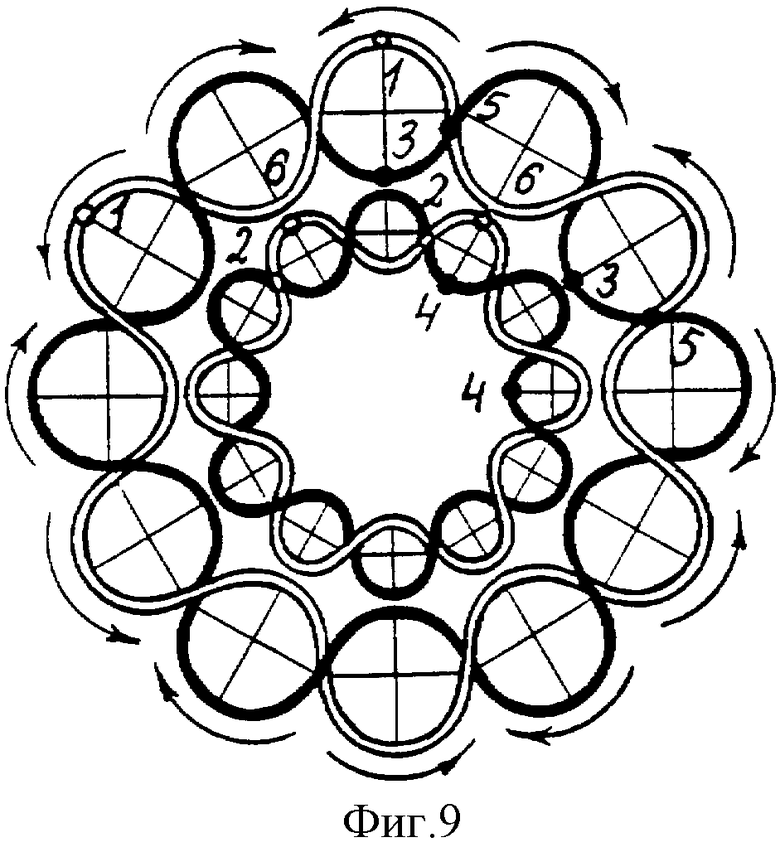
На фиг. 9. Наложение траекторий перемещений веретен в процессе оплетки шнура, формируемого из части нитей сети.
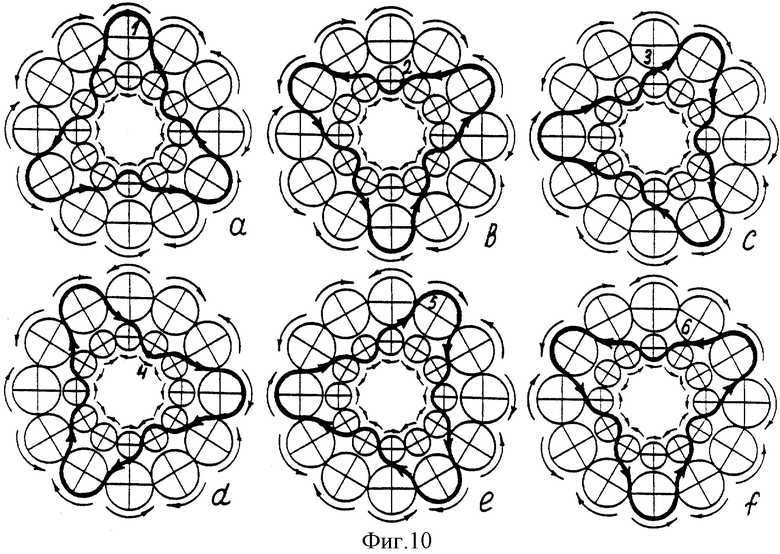
На фиг. 10. Траектории перемещения веретен 1-6 при формировании шнура из всех нитей сети.
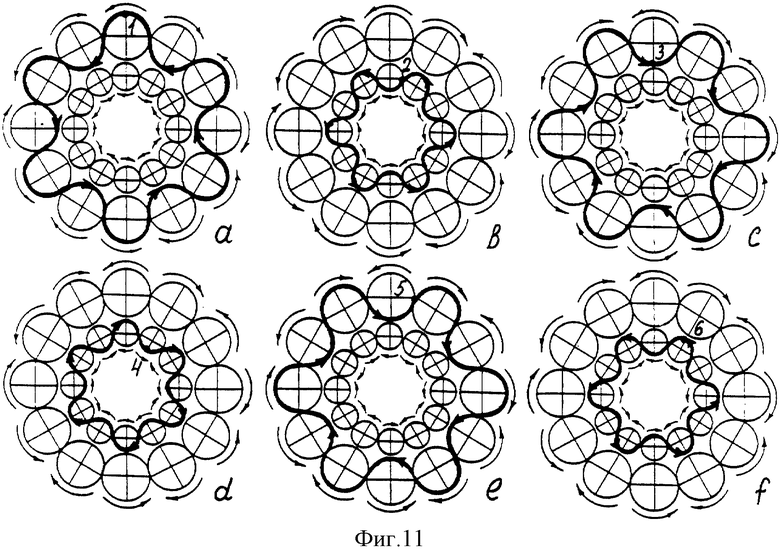
На фиг. 11. Траектории перемещения веретен 1-6 при оплетке шнура, формируемого из части нитей. Веретена, формирующие оплетку - 1, 3, 5. Веретена, формирующие шнур - 2, 4, 6.
На фиг. 12. Асимметричные траектории перемещения веретен и схема расположения замкнутого контура, образованного плетельными головками, в виде боковой поверхности усеченного конуса.
На фиг. 13. Траектории перемещения веретен и схема расположения замкнутого контура, образованного плетельными головками в виде боковой поверхности усеченного шара.
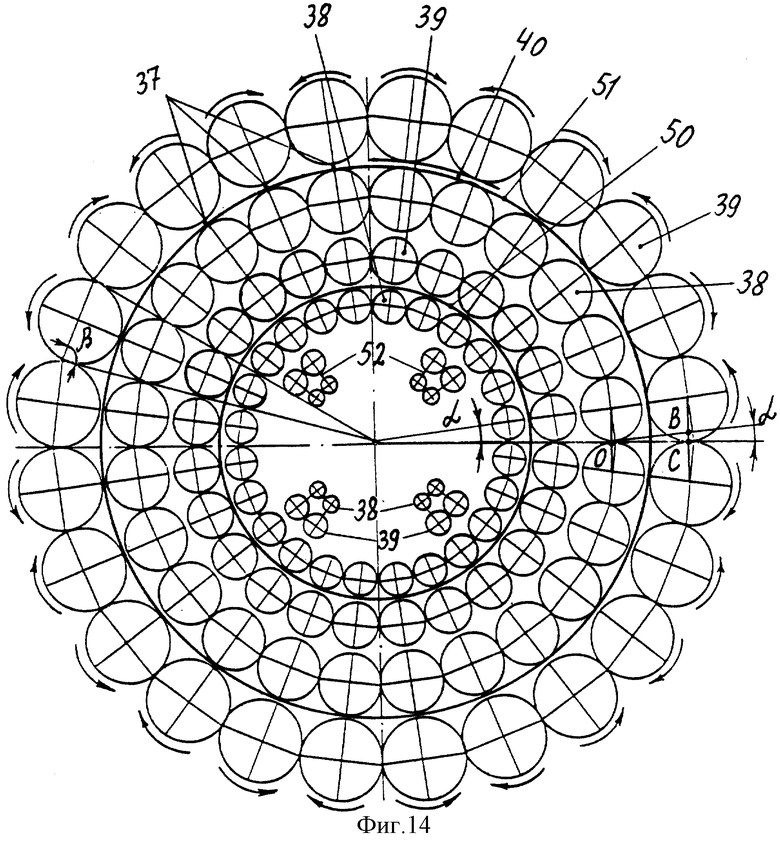
На фиг. 14. Схема расположения плетельных головок с дополнительным контуром и отдельными головками, установленными обособленно. α-угол между осевой и касательной линиями к шестерням головки. β-угол наклона веретена к шестерне.
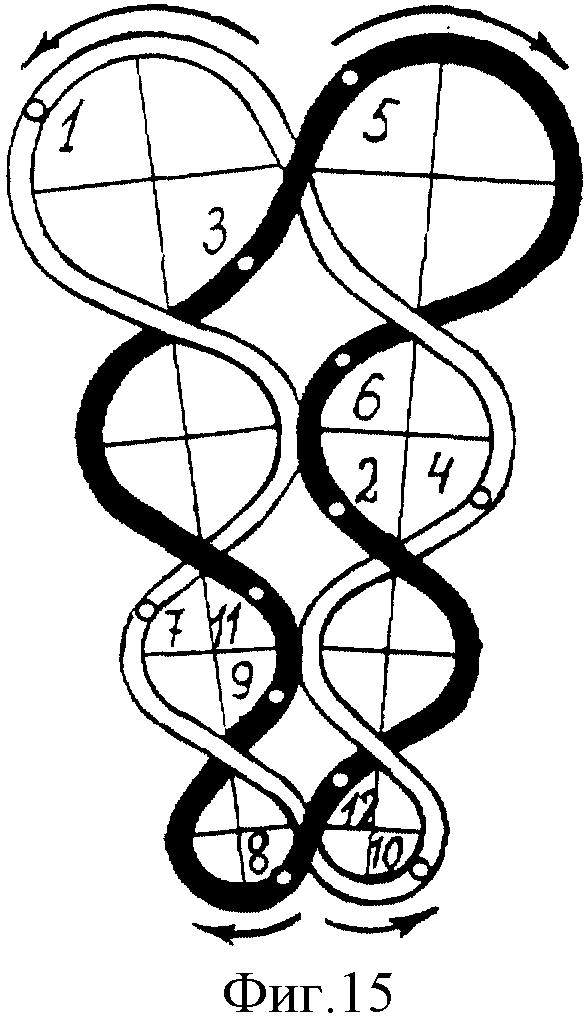
На фиг. 15. Траектории перемещения веретен при изготовлении мест соединения между сетями двух контуров либо сетью и шнуром обособленной головки. Начало процесса плетения, поворот шестерен на 45o.
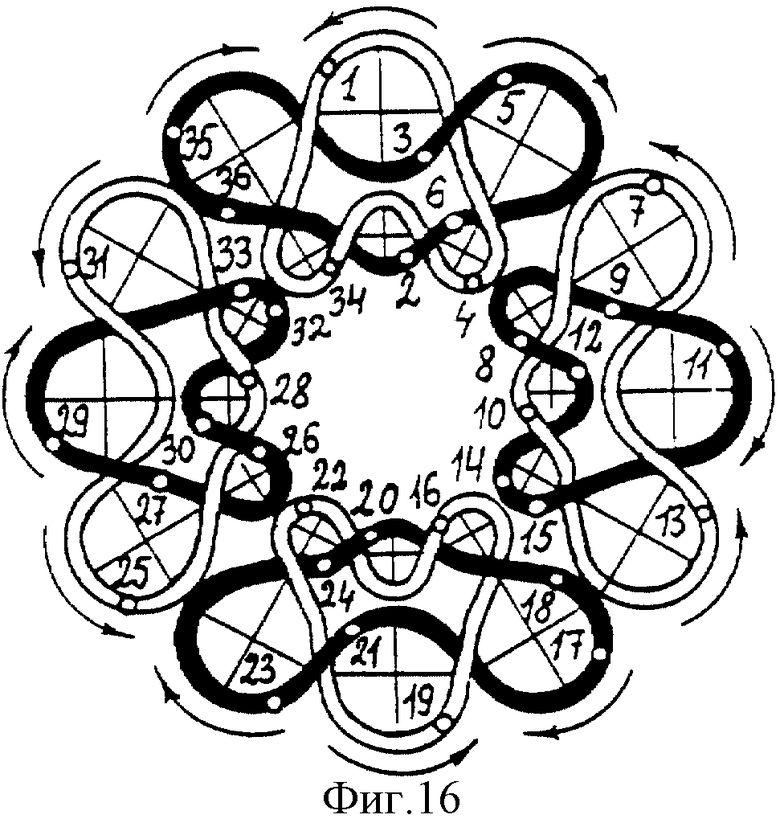
На фиг. 16. Траектории перемещения веретен, сгруппированных для плетения четырех шнуров. Начало процесса плетения, поворот шестерен на 45o.
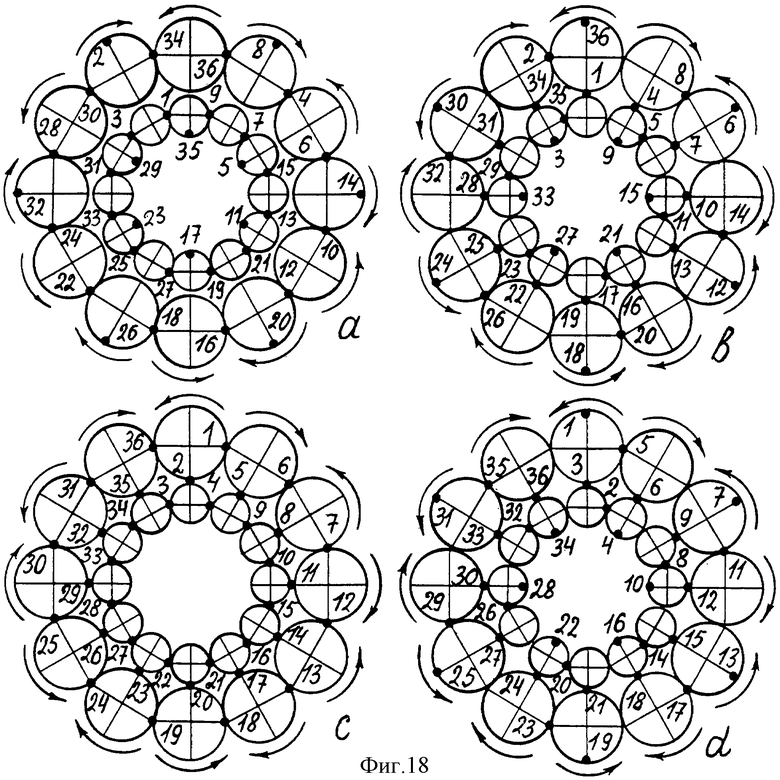
На фиг. 17. Возврат веретен в исходную плетельную головку после образования места соединения с участием правой головки.
На фиг. 18. Возврат веретен в исходную плетельную головку после образования места соединения с участием левой головки.
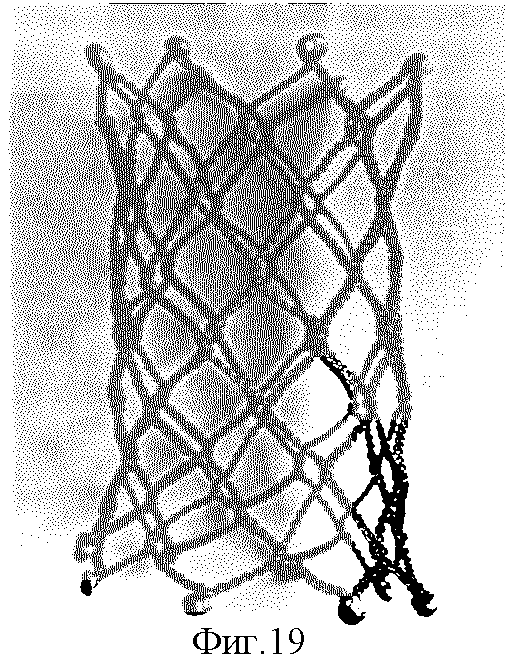
На фиг. 19. Замкнутое сеточное изделие в виде цилиндра.
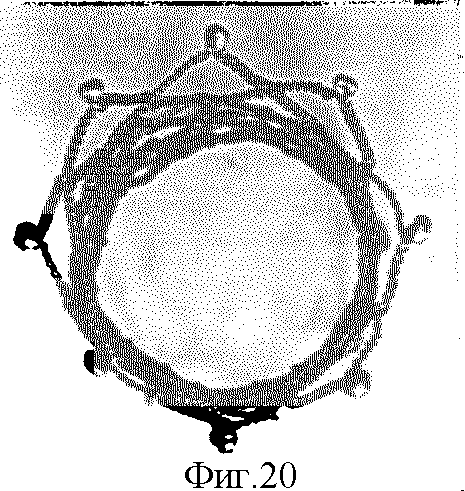
На фиг. 20. То же. Вид А на фиг. 19. Концы заделаны пайкой.
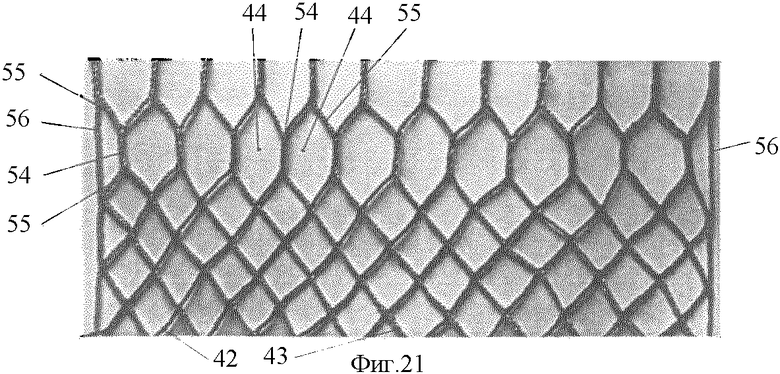
На фиг. 21. Незамкнутое сеточное полотно в развернутом виде, полученное переводом веретен в соседние головки. Ряд ячей шестигранной формы. Крайние ячейки треугольной и трапецеидальной формы.
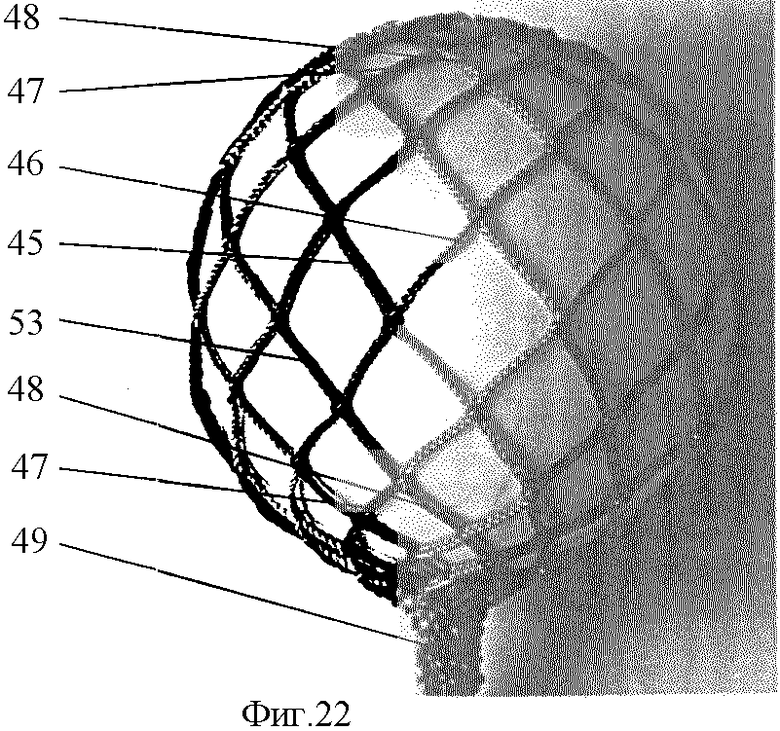
На фиг. 22. Замкнутое изделие в виде сферы, полученное возвратом веретен в исходные плетельные головки с оплеткой шнура, сформированного из части нитей сети.
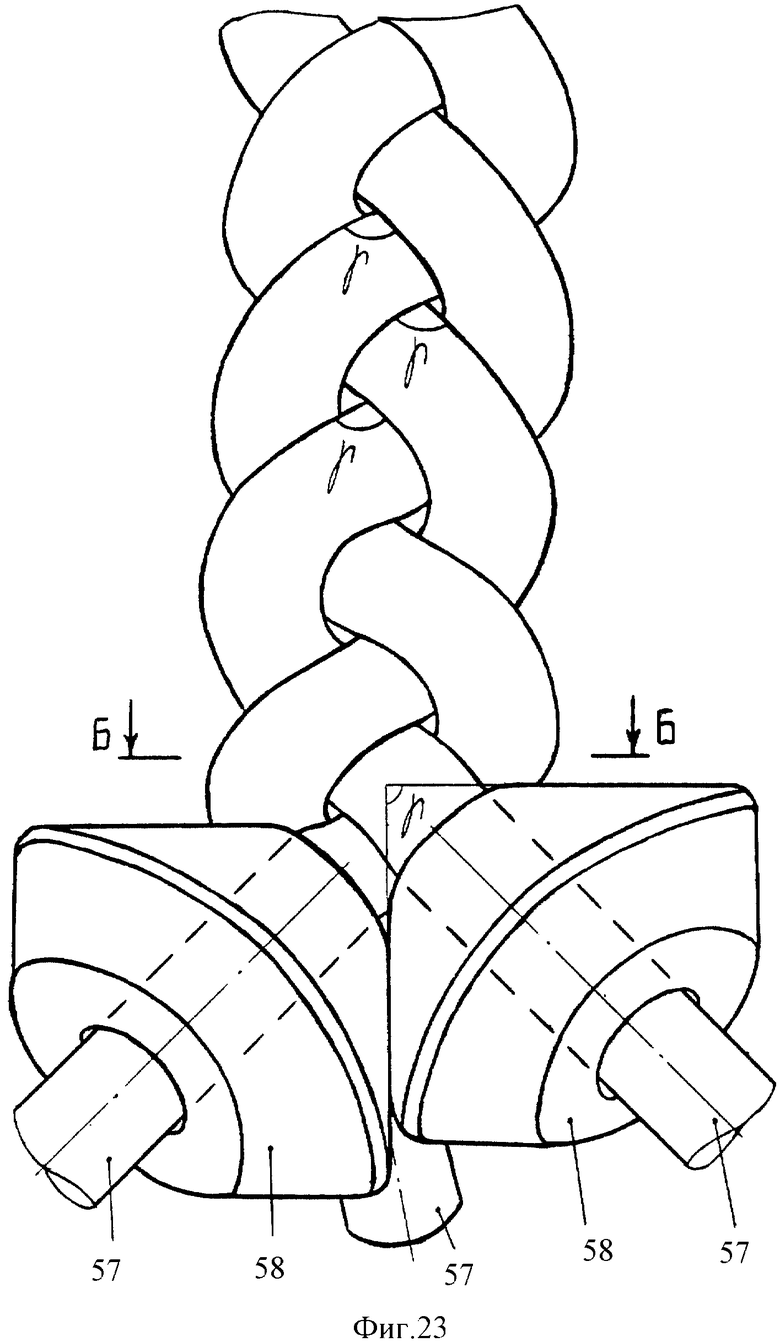
На фиг. 23. Сетевая стренга. Схема контроля угла схождения нитей в месте их переплетений.
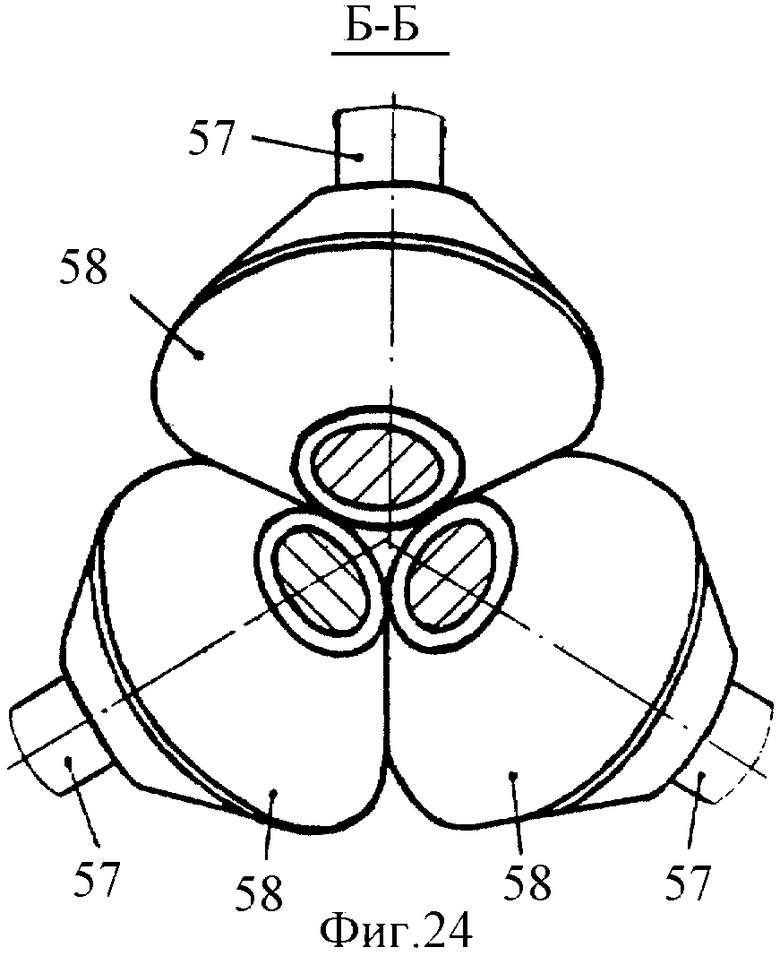
На фиг. 24. То же. Разрез Б-Б на фиг. 23. Уменьшенное изображение.
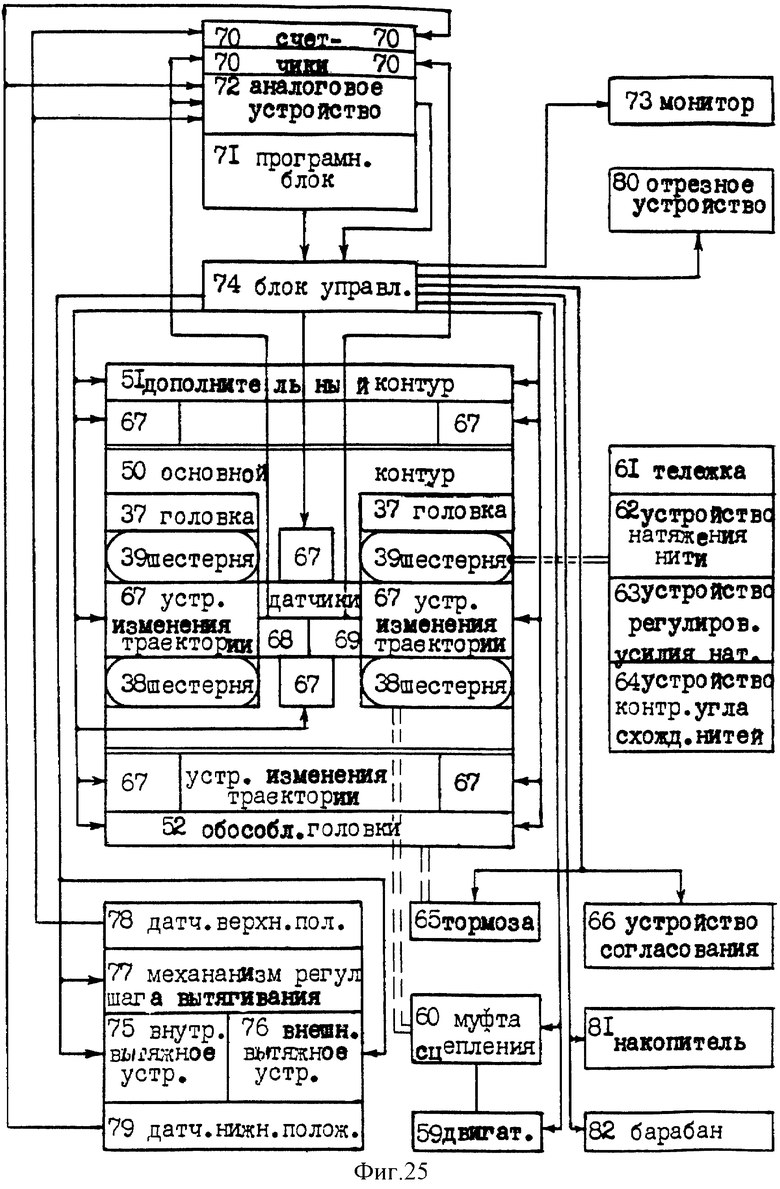
На фиг. 25. Блок-схема устройства для осуществления способа.
По заявляемому способу веретена 1-36 расположены в головках 37 /фиг. 1-18/. Каждая из двенадцати головок 37 включает в себя две крылаточных шестерни 38 и 39 соответственно меньшего и большего диаметров /фиг. 14/. При формировании сетевой стренги веретена 1-36 совершают упорядоченные перемещения по траекториям в виде восьмерок, образованных вращением крылаточных шестерен 38, 39 разного или одинакового диаметра /фиг. 12, 13/. Относительно центра симметрии, лежащего в точке пересечения кругов "восьмерки", эта траектория несимметрична из-за разных диаметров шестерен или криволинейности контура. При изготовлении мест соединения, плетении шнура и формировании оплетки траектория перемещения веретен имеет иной характер /фиг. 7, 9-11/.
Плетельные головки расположены по замкнутому контуру в виде окружности - на плоскости и по боковой поверхности цилиндра, усеченного конуса или шара /фиг. 12-14/. Между крылаточными шестернями разных диаметров 38 и 39 каждой головки плоского контура и контура в виде усеченного конуса имеется небольшой зазор 40, гарантирующий их вращение без соприкосновения, которое совершается с одинаковой частотой, но разной окружной скоростью /фиг. 14/. Наличие зазора 40 позволяет избежать трения между внешними поверхностями крылаточных шестерен 38 и 39. Каждая крылаточная шестерня снабжена четырьмя, расположенными под углом 90o выемками 41 для приема и транспортировки плетельных веретен 1-36. Направление вращения крылаточных шестерен обозначено стрелками /фиг. 10-11/. Большая стрелка указывает на большую окружную /линейную/ скорость, а меленькая стрелка - на меньшую скорость.
На фигуре 1 показано постепенное изготовление сетевой стренги за счет поворота на 90o крылаточных шестерен каждой головки. Плетельные веретена 1, 2, 3 и 4, 5, 6 двух головок, а также тридцать веретен остальных десяти головок перемещаются синхронно. После восьми переходов a-b, b-c, c-d, d-e, e-f, f-g, g-h, h-a веретена достигают своего исходного положения. На фигурах 2 и 3 изображено изготовление мест соединения, которое заканчивается концентрацией плетельных веретен на соседних головках. Веретена 1, 2, 3 с исходной головки /фиг. 2a и 3a/ перемещаются на соседнюю головку, расположенную справа /фиг. 2e/ или слева /фиг. 3e/. Вследствие расположения головок по контуру в виде окружности образуется замкнутое изделие в виде сеточного цилиндра /фиг. 19, 20/. Формирование стренги производится на новых головках. На фигуре 4 изображено изготовление сетевой стренги после перевода веретен на соседнюю головку, расположенную справа. Формирование вторичного места соединения веретен 1, 2, 3 производится с веретенами 10, 11, 12 соседней головки /фиг. 5/. А вторичное место соединения веретен 4, 5, 6 осуществляется с веретенами 31, 32, 33. Формирование вторичного места соединения заканчивается концентрацией веретен на соседних головках /фиг. 5e/. Очередное формирование сетевой стренги производится по этапам фигуры 1 с учетом перемены мест веретен.
Формирование очередного /третьего/ места соединения веретена 1, 2, 3 будут осуществлять с веретенами 16, 17, 18, а веретена 4, 5, 6, будут производить с веретенами 25, 26, 27 /фиг. 5e/. Веретена 1, 2, 3 все время удаляются от веретен 4, 5, 6, перемещаясь по головкам контура. На фигуре 21 стренга 42 переплеталась со стренгой 43 в верхней части сети при формировании шестигранных ячеек 44. При последующем плетении стренги расходятся. В замкнутом контуре стренги обходят все головки по кругу. А на изделии формируются параллельные спирали.
На фигуре 22 замкнутое плетеное сферическое изделие /заполненное белым резиновым шаром/ изготовлено изменением длины стренги ячеек каждого последующего контурного ряда. Длина стренги изменяется по заданному закону. Плетение ведется сверху вниз. Длина стренги 45, 46 и всех остальных, расположенных в этом ряду /в средней части фигуры/, больше длины стренг 47, 48 и остальных, расположенных в другом ряду /в верхней и в нижней части сеточной сферы/.
Траектории веретен при шнуроплетении либо оплетке представляют собой замкнутые синусоиды, характер которых зависит от числа головок, используемых в устройстве, и от количества одновременно формируемых шнуров или оплеток /фиг. 7, 9-11, 16/. На фигуре 16 изображены траектории перемещений веретен при изготовлении четырех шнуров одновременно. Каждый шнур формируется на трех головках с участием девяти веретен.
На фигуре 6, 7, 10 показан способ формирования шнура из всех нитей. Разнообразие траекторий перемещений определяется количеством веретен на двух соседних головках и их расположением относительно друг друга на исходной позиции. Исходные позиции одноименных веретен 1, 7, 13, 19, 25, 31 последовательно отклонены друг от друга на 60o /фиг. 6/. Точно так же отклонены и траектории перемещений этих веретен относительно друг друга.
Операция шнуроплетения выступает в качестве оплеточной, если через устройство в процессе шнуроплетения протягивать предмет, подлежащий оплетке. Операция оплетки шнура в этих условиях выступает как двойная или двухслойная оплетка вокруг протягиваемого предмета.
При выполнении операций шнуроплетения либо оплетки без остановки процесса траектории перемещения веретен 1-36 для сетеплетения /фиг. 1-5, 17, 18/ изменяют на более сложные /фиг. 6-11, 16/. Веретена передвигаются от одной головки к другой, не задерживаясь на них для формирования сетевой стренги. Формирование шнура либо оплетки производится при многократном пробеге веретен навстречу друг другу по всем головкам замкнутого контура.
На фигуре 6a-i изображена часть процесса шнуроплетения. Показан отрезок траектории перемещения веретен. На фигуре 7 веретена 1 и 2, траектории пробега которых изображены белыми линиями, движутся против часовой стрелки. Веретена 3 и 4, траектории пробега которых изображены черными линиями, движутся по часовой стрелке. Одноименные веретена всегда движутся в одном и том же направлении. За восемь переходов веретено 1 пробегает по криволинейной траектории от одной вершины "треугольника" к другой. А веретено 4 за это же время пробегает от одной впадины траектории к другой. На фигуре 8a-e изображена часть процесса оплетки. Показан отрезок траектории пробега веретен. На фигуре 9 веретено 1, участвующее в оплетке, траектория пробега которого изображена белой линией, движется против часовой стрелки. Веретена 3 и 5, траектории пробега которых изображены черными линиями, движутся по часовой стрелке. За четыре перехода веретено 1 пробегает по криволинейной траектории от одной вершины "синусоиды" к другой. А веретено 3 за это же время пробегает от одной впадины "синусоиды" к другой.
В этом процессе веретена образуют оплетку, пробегая все головки контура по крылаточным шестерням большего размера. Остальные веретена сплетают нити в полый шнур. В течение всего процесса веретена, участвующие в оплетке, не переходят на малые шестерни, а веретена, участвующие в формировании шнура, не переходят на большие крылаточные шестерни. На фигуре 22 плетение сферы завершено изготовлением оплетки шнура 49, сформированного из части нитей.
Для плетения более сложных двухслойных сетей кроме основного контура 50 используется дополнительный контур 51 головок /фиг. 14/. Он расположен снаружи основного контура и предназначен для плетения сети большего диаметра. С помощью дополнительного контура 51 осуществляется также формирование сети с треугольной и трапецеидальной ячейкой. Веретена имеют возможность перехода в основной контур и обратно для сплетения обеих сетей /фиг. 15/.
Четыре пары плетельных головок 52 расположены обособленно /вне контура/. Они предназначены для формирования армирующих элементов в виде шестиниточной сетевой стренги. Веретена этих головок имеют возможность перехода в основной контур 50 по такой же траектории, а через него и в дополнительный контур 51. Сплетение нитей осуществляется в момент формирования мест соединения между стренгами сети основного контура. Шесть нитей обособленной пары головок или дополнительного контура сплетаются с шестью нитями ближайшей соседней пары головок основного контура. На фигуре 15 показано начало процесса изготовления места соединения. Восемь веретен движутся по часовой стрелке, а четыре веретена - против часовой стрелки.
На фигуре 9 группирование элементов сети произведено с учетом технологической целесообразности.
Группирование плетельных элементов может происходить не только из технологических соображений, но подчиняться художественному замыслу. На фигуре 16 отображено группирование элементов, продиктованное конструкцией изделия, имеющего четыре шнура.
Для осуществления места соединения, которое заканчивается концентрацией плетельных веретен на исходных головках, сначала осуществляют процесс переплетения с переводом веретен на соседние головки /фиг. 2/ или /фиг. 3/, затем процесс продолжается с переводом веретен на исходные головки /фиг. 17, 18/. Для плетения сети таким способом веретена исходной головки взаимодействуют попеременно с веретенами соседних головок, расположенных справа и слева от нее. На фигуре 22 темная стренга 45 /при формировании места соединения/ сплетается со светлой стренгой 46, затем снова с темной стренгой 53. Темные стренги 45 и 53 остаются все время рядом, формируя из ячеек картинку в виде ромбовой дорожки.
При формировании шестигранной ячейки 44 место соединения 54 выполняют удлиненным, равным длине стренги 55 /фиг. 21/. В данном случае используется частный способ формирования места соединения с концентрацией плетельных веретен на исходных головках, так как он сам по себе технологически длиннее основного способа плетения - с концентрацией плетельных веретен на соседних головках. Удлиненное место соединения предполагает многократный переход веретен с исходной на соседнюю головку и обратно.
Выполнение одной стренг в сеточной ячее не равной по длине соседней стренге осуществляют остановкой процесса формирования одной стренги и продолжением формирования стренги или места соединения соседней. На фигуре 21 стренга 56 выполнена короче суммарной длины трех элементов: первой стренги 55, места соединения 54 и второй стренги 55. Длина стренги 56 рассчитывается заранее или подбирается опытным путем. Прекращение изготовления стренги увязывается с окончанием цикла ее формирования.
Для повышения плотности стренги нити 57, пропущенные сквозь втулки 58, вплетают под углом γ, близким к 90o, по отношению друг к другу /фиг. 23, 24/. Форма наконечника определяет угол перегиба нитей в процессе их сплетения.
Для реализации способа изготовления замкнутых безузловых плетеных сетей используется плетельная машина с программным управлением /фиг. 25/. На чертеже приведена блочная схема простейшего предлагаемого устройства, содержащего основные блоки и механизмы. Плетельная машина содержит главный двигатель 59, кинематически соединенный с головками 37 с помощью электромуфт сцепления 60. Поверхность головок может быть плоской либо криволинейной в зависимости от конфигурации замкнутого контура. Двигатель 59 предназначен для вращения малых и больших крылаточных шестерен 38 и 39. Передаточное отношение между шестернями в головке равно единице. Тележки 61 предназначены для транспортировки веретен 1-36. Каждая из них содержит устройство 62 для непрерывного натяжения нити и устройство 63 для регулирования усилия ее натяжения. При необходимости тележки 61 оснащаются и шарнирно соединяются с устройствами 64 контролирования угла схождения нитей. Четыре пары головок 37 и обособленных головок 52 оснащены тормозами 65 и устройствами 66 согласования углового положения крылаточных шестерен. Между шестернями в головках и между головками установлены устройства 67 для изменения траекторий движения веретен. Они оснащены собственными движителями. Параллельно беговым дорожкам установлены датчики 68 обратной связи для контроля местоположения веретен. Валы крылаточных шестерен оснащены датчиками 69 числа оборотов с точностью фиксирования до четвертой части оборота. Датчики 68 и 69 соединены со счетчиками 70 через аналоговое устройство 72. На мониторе 73 отображается процесс плетения сети, а блок управления 74 выполняет роль связующего звена между электрооборудованием машины и компьютером и служит для подачи исполнительных команд.
Машина снабжена внутренним и внешним вытяжными устройствами 75 и 76 возвратно-поступательного типа. Устройство 75 работает внутри замкнутого изделия, а устройство 76 - снаружи. Устройства могут работать одновременно и раздельно. Оба устройства оснащены механизмами 77 регулирования шага вытяжки и датчиками 78 и 79 верхнего и нижнего положения элементов вытяжки. Машина оборудована отрезным устройством 80, накопителем 81 и приводным сменным барабаном 82 для намотки шнура или сетеполотна в рулоны.
В процессе формирования однослойной замкнутой сети /фиг. 19, 20/ на основном контуре 50 машина работает следующим образом. В программный блок 71 закладывается программа плетения. После включения главного двигателя 59 аналоговое устройство 72 дает разрешение на запуск программы плетения, посылая сигнал в программный блок 71, блок управления 74 и монитор 73 для схематичного отображения процесса плетения. Блок управления 74 подает командный импульс на электромуфты сцепления 60, которые восстанавливают кинематическую связь между головками 37 и главным двигателем 59. Малые и большие крылаточные шестерни 38 и 39 поворачиваются, увлекая за собой тележки 61 с веретенами 1-36. Одновременно подается команда на устройства 67, обеспечивая траектории перемещения веретен 1-36, предусмотренных программой плетения. В процессе движения веретен осуществляется непрерывное натяжение нити устройством 62 до определенного значения, заданного заранее устройством 63. В момент прохождения тележки 61 возле датчика 68 последний подает сигнал на счетчик импульсов 70 и аналоговое устройство 72, подтверждая правильность выполнения программы плетения. По поступившим сигналам аналоговое устройство 72 сравнивает фактическую траекторию перемещения веретен с теоретической, заложенной в программе. При отклонении веретен от заложенных траекторий устройство 72 подает команду через блок управления 74 на электромуфты сцепления 60 и двигатель 59 на остановку машины. Команда на переключение устройства 67 подается с упреждением до подхода тележки 61 к месту ее перехода от одной шестерни к другой. Датчики 69 числа оборотов подают сигналы на свои счетчики 70 для контроля длины стренги или места соединения по количеству полных циклов. Два оборота шестерни 38 и 39 завершают полный цикл плетения стренги /фиг. 1/, включающего три вплетения. По достижении заданного числа циклов блок управления 74 подает команды на переключение устройства 67 для изготовления мест соединения /фиг. 2/. Кроме того, блок управления непрерывно подает команду на вытяжное устройство 75, регулируя величину шага вытяжки с помощью устройства 77, перемещением датчика 78 верхнего положения. При плетении сеточного полотна шаг вытяжки остается постоянным. Он изменяется при формировании сферических изделий или куполов.
Изготовление места соединения с переводом веретен на соседнюю головку заканчивается завершением четырех переходов, то есть поворота шестерен на 360o. Наличие датчиков 68 и 69, которые ведут отсчет числа оборотов шестерен с точностью до одной четвертой части оборота, позволяет начинать изготовление новой стренги /фиг. 4/, сразу же после окончания формирования места соединения /фиг. 2/. Завершение процесса формирования места соединения /фиг. 2e/ является сигналом к возврату вытяжного устройства 75 на исходную позицию. Датчики 78 и 79 сигнализируют об этом в аналоговое устройство. Точкой отсчета числа целых циклов при изготовлении новой стренги служит конец формирования места соединения. Окончание формирования новой сетевой стренги и выход веретен на исходные позиции /фиг. 4a, 5a/ является сигналом к изготовлению нового места соединения, которое заканчивается фигурой 5e. Далее цикл изготовления стренги совершается согласно фигуре 1 с учетом новых мест базирования троек веретен. Описанные действия повторяются многократно до достижения сетью заданной мерной длины. Количество поочередных включений датчиков 78 и 79 подсчитывается счетчиком 70, по которому можно определить число готовых ячеек сети. По достижении заданного количества ячеек /мерной длины/ блоком управления 74 подается команда на отрезное устройство 80 для отделения рулона готовой сети, уложенного в накопитель 81 или намотанного на барабан 82. На его место устанавливается новая штанга-барабан, к которой закрепляется конец сетеполотна.
Изготовление куполов /сводов/ замкнутых фигур производится с изменением длины стренги последующих рядов ячеек. Команда на изменение длины стренги всего ряда подается блоком управления 74 согласно программы плетения. Практически на устройства 67 подается импульс, изменяющий траекторию перемещения веретен с плетения стренг на изготовление мест соединения. Одновременно подается команда на механизм 77 регулирования шага вытяжки для его изменения. Такая команда подается после завершения мест соединения во всем ряду. Работа вытяжных устройств 75 и 76 согласована с работой механизма 77. При изготовлении замкнутых сеточных фигур колпачного типа используется внутреннее вытяжное устройство 75. При изготовлении замкнутых фигур сферического типа применяется наружное вытяжное устройство 76. При переходе замкнутой фигуры в шнур наружное вытяжное устройство не мешает этому процессу. Для захвата ячеек сети элементы вытяжных устройств могут изменяться в длине с помощью дополнительного механизма. Элементы внутреннего вытяжного устройства 75 /при формировании купола от центра к периферии изделия/ увеличивается по длине с помощью такого механизма. А элементы наружного устройства в этом процессе сокращаются в длине. При завершении сферы, то есть формировании нижнего купола /днища/ вплоть до перехода его в шнур, элементы наружного вытяжного устройства увеличиваются, чтобы достать до ячеек фигуры, уменьшающейся в диаметре от одного ряда к другому.
При изготовлении шнура или оплетки вытяжные устройства 75 и 76 не участвуют в работе машины. Вытяжные элементы устройства 75 выводятся из зоны плетения. Внешнее вытяжное устройство 76 не мешает формированию шнура. Оно остается на месте. Роль вытяжного устройства осуществляет приводной барабан 82.
Работа обособленных головок регламентируется программой плетения изделия. По команде блока управления 74 муфты сцепления 60 подключают головки 52 для плетения стренги либо шнура заданной длины. Одновременно подается команда на отключение тормозов 65. С помощью устройства 66 осуществляется согласование углового положения вращения крылаточных шестерен этих головок с шестернями головок контура. Вплетение полученного шнура осуществляется включением устройств 67 изменения траекторий движения веретен. Программа предусматривает вплетение этих элементов в места соединения сети. Контроль за веретенами в процессе вплетения выполняется датчиками 68 и 69 в паре со счетчиками 70.
При плетении двухслойных сетей действия обеих контуров согласованы. Веретена основного и дополнительного контура совершают синхронные перемещения при формировании сетевой стренги. Сплетение сети начинается по команде из блока управления 74 по готовности стренги на обеих контурах, если такое сплетение предусмотрено программой. Сигнал поступает на движители устройств 67, расположенных между контурами и головками для изменения траекторий движения веретен. Веретена перемещаются по траекториям, изображенным на фигуре 15. Сплетение производится в момент изготовления мест соединения между стренгами основного контура. После сплетения двух сетей в головках обеих контуров снова формируется сетевая стренга.
Точно так же производится изготовление треугольной и трапецеидальной ячейки при плетении однослойной сети головками двух контуров. Отличие заключается лишь в том, что после образования указанных ячеек на дополнительном контуре изготавливают шнур в виде шестиничточной стренги /места соединения/, которая формируется с возвратом веретен в исходную плетельную головку. По готовности шнура устройства 67 получают команду на открытие проходов между контурами для создания необходимых траекторий, изображенных на фигуре 15. Треугольная ячейка получается из ромбической, а трапецеидальная из шестигранной вплетением дополнительного шнура, сформированного на головках дополнительного контура.
Разделение веретен 1-36 на четыре группы осуществляется командой из блока управления на устройства 67 изменения траекторий движения. Они перекрывают беговые дорожки веретен между четырьмя соседними головками, расположенными равномерно по контуру и между шестернями в средней головке каждой группы. Остальные устройства 67 каждой группы открывают беговые дорожки для свободного перемещения веретен внутри группы. В первую группу попадают веретена 34-6; во вторую - 7-15; в третью - 16-24; в четвертую - 25-33. Каждая группа веретен располагается на трех головках таким образом, что на каждую головку приходится 3 веретена /см. фиг. 16/. Траектории движения веретен каждой группы не пересекаются. Они замкнуты на шестернях трех коловок. Полученные шнуры вытягиваются параллельно с одинаковой скоростью. Так как датчики 68 и 69 непрерывно подают сигналы на счетчики 70, то по количеству набранных импульсов через коэффициент перерасчета можно определить метраж произведенной продукции.
Для получения мест соединений, которые заканчиваются концентрацией веретен на исходных головках, из блока управления 74 согласно заложенной программе на устройства 67 подаются команды для изменения траекторий движения веретен, изображенных на фигуре 17 или 18. Такие команды поступают сразу же после окончания изготовления мест соединения с переводом веретен на соседние плетельные головки /фиг. 2e, 3e/.
Очередность взаимодействия веретен, базирующихся на исходной головке, с соседними веретенами левой либо правой головки предопределено заложенной программой и осуществляется командой из блока управления 74 на соответствующие устройства 67 для изменения траекторий движения веретен.
Для изготовления шестигранной ячейки 44 /фиг. 21/ выполняется удлиненное место соединения 54 многократным повторением перевода веретен на соседние головки и обратно на исходные /фиг. 2 и 17 или 3 и 18/. В программе плетения должно быть отражено количество таких циклов, которое рассчитывается или подбирается экспериментальным путем, приближенно уравнивающим длину места соединения с длиной стренги этой же ячейки.
При изготовлении незамкнутого сеточного полотна /фиг. 21/ крайняя грань ячейки - стренга 56 выполняется длиннее любой другой грани этой же ячейки. Для того чтобы сетеполотно получить разомкнутым, на одной паре головок 37, оснащенной тормозом 65 и устройством 66 согласования углового положения крылаточных шестерен между головками, подается команда устройству 67 на закрытие пути движения веретен между этими головками. Запрет перемещению веретен между двумя соседними головками сохраняется в течение всего процесса изготовления сетеполотна. При изготовлении места соединения 54 головка 37 продолжает формировать удлиненную стренгу 56. По достижении заданной длины электромуфта сцепления 60 отключает головку от основного двигателя 59. Тормоза 65 удерживают крылаточные шестерни 38 и 39 от вращения. Остальные головки контура продолжают операцию сетеплетения. По готовности второй стренги 55 командой из блока управлениия с упреждением отключаются тормоза 65. Включается муфта сцепления 60 и шестерни головки с помощью устройства согласования 66 подключаются к процессу изготовления места соединения такого же типа, как у сети всего контура, то есть с переходом веретен на соседнюю головку либо их возвратом в исходную. Изменяя длину крайней стренги 56 шестигранной или ромбической ячейки, добиваемся изменения углов шестигранника или ромба, выполняя их правильными либо вытянутыми.
При изготовлении сетей особо ответственного назначения используется устройство 64 для контроля угла схождения нитей 57. Устройства 64 трубчатого типа шарнирно соединяются с тележками 61. Нить 57 пропускается через устройство 64. Оно завершается подпружиненной конусной втулкой 58 /фиг. 23, 24/, упирающейся во втулки 48 соседних нитей 57 стренги. В процессе плетения нити 57 натягиваются от стренги к веретену. В зоне сплетения втулки 58 описывают те же траектории, что и веретена, не мешая процессу сплетения. Из-за большого угла конуса γ около 90o - нити 57 уплотняются в момент перегиба в зоне сплетения.
С возрастанием сложности производимого изделия увеличивается и сложность плетельной машины. Машины простейшего типа для производства простых цилиндрических сетей могут обходиться без компьютера, имея в наличии только командный блок, построенный на основе работы шаговых двигателей.
Граничными параметрами способа для частного случая реализации изобретения выступают пределы асимметрии траектории перемещения веретен, которые характеризуются соотношением диаметров крылаточных шестерен в плетельной головке. Они определяются исходя из минимально возможного количества плетельных головок в контуре, расположенных на плоскости. Число головок в контуре должно быть четным, так как в изготовлении места соединения принимают участие минимум две головки. Поэтому минимальное число головок замкнутого контура равно четырем, а максимально возможный угол α составляет 45o /фиг. 14/, то есть 360o:4:2 = 45o
Из треугольника OBC, 
где D и d - диаметры большей и меньшей крылаточных шестерен;
Z - зазор между шестернями плетельной головки;
α - угол между осевой и касательной линиями к шестерням головки.
Так как sin 45o = 0,7071, то 
После необходимых преобразований и отбрасывания значения 2Z, которое очень мало в сравнении с диаметрами крылаточных шестерен, получим D = 5,83d, D = Kd, то есть K = 5,83.
Исходя из вышесказанного коэффициент асимметрии K, равный 5,83, для замкнутой сети не может быть большим. Он показывает максимально возможное соотношение диаметров шестерен плетельной головки.
Максимальные колебания линейных скоростей веретен не выходят за рамки полученного коэффициента, V = Kϑ. Так как U = ωR, а частота вращения шестерен в головке одинакова, то линейные скорости будут пропорциональны радиусам шестерен:
ωR = Kωr,
где V и ϑ - линейные /окружные/ скорости веретен на шестернях большего и меньшего радиуса;
ω - частота вращения крылаточных шестерен;
R и r - радиусы шестерен.
Значение коэффициента K может возрасти с уменьшением числа головок в контуре до трех. В этом случае угол α составит 60o, а коэффициент K ≈ 14. Однако полученная при этом сеть будет не замкнута. С возрастанием числа головок в контуре перепад диаметров шестерен сокращается, а траектория перемещения веретен приближается к симметричной.
Граничным параметром способа для объемного криволинейного контура расположения головок /по п. 4 формулы изобретения/ выступает угол наклона веретена относительно крылаточной шестерни. В таком агрегате веретена расходятся радиально от центрального сетеприемного кольца. Веретена перемещаются по реальной криволинейной поверхности с помощью крылаточных шестерен, установленных перед этой поверхностью. Крылаточные шестерни расположены по всему замкнутому контуру и образуют многогранник. Угол β при основании треугольника, образованного делением окружности на число головок, представляет собой искомый угол наклона веретена к шестерне. Этот угол получается делением пополам разницы между суммой углов треугольника, равной 180o, и значением угла при вершине треугольника, образованного делением 360o окружности на число головок. То есть
где n - количество головок в контуре.
Исходя из минимального числа головок контура, равного четырем, угол наклона составляет 45o, что недостаточно для надежной транспортировки веретен между шестернями. С увеличением числа головок этот угол возрастает, повышая надежность работы этого механизма. Для практического использования предметы замкнутой геометрической формы должны иметь минимум восемь ячеек по контуру, а машина для их изготовления - 16 головок. Угол наклона веретен β к шестерням в этом случае составляет 78,75o, то есть
Это позволяет производить захват и транспортирование веретен крылаточными шестернями.
Максимальное значение угла схождения нитей в зоне их переплетений по п. 11 формулы изобретения составляет 90o, так как перегиб одной нити вокруг другой с минимальным расходом материала по кратчайшему пути осуществляется под углом 90o. Пружинение нити /мягкой проволоки/ не учитывается из-за ее малости. Суммарный пространственный угол между тремя нитями составляет 270o. Принимать угол перегиба между двумя нитями свыше 90o не имеет смысла, так как в процессе плетения сеть вытягивается и нити выстраиваются "елочкой" под углом меньшим 90o.
Минимально возможная ячейка представляет собой изготовление мест соединения без плетения стренги при условии, что места соединений выполняются с перемещением веретен на соседнюю головку без возврата в исходную.
Источники информации
I. Авторское свидетельство N 1317047, кл. D 04 C 3/00, "Способ изготовления четырехниточных безузловых плетеных сетей" опубл. в БИ N 22, 15.06.87 г.
II. Авторское свидетельство N 1317046, кл. D 04 C 1/06, "Способ изготовления трех- или шестиниточных безузловых плетеных сетей", опубл. в БИ N 22, 15.06.87 г.
III. Заявка ФРГ N 1949893, кл. D 04 C 3/40, "Плетельная машина для изготовления сетчатых полотен, сплетенных без узлов", опубл. в "Изобретения СССР и за рубежом" N 10, 1978 г., Москва, ЦНИИПИ, выпуск 70, МКИ D 04, стр. 5.
IV. Справочник по элементарной математике", М.Я. Выгодский, Москва, "Наука", 1976 г., стр. 260.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМКНУТАЯ БЕЗУЗЛОВАЯ ПЛЕТЕНАЯ СЕТЬ | 2002 |
|
RU2233921C2 |
| Способ изготовления трех- или шестиниточных безузловых плетеных сетей | 1982 |
|
SU1317046A1 |
| Узел плетения сетеплетельной машины | 1982 |
|
SU1458454A1 |
| Способ изготовления места соединения четырехниточных безузловых плетеных сетей | 1981 |
|
SU1317045A1 |
| ПЛЕТЕНЫЙ ШНУР-ЧУЛОК ДЛЯ ПАРАШЮТНЫХ СТРОП | 2017 |
|
RU2660076C1 |
| МЕХАНИЗМ ПЛЕТЕНИЯ ПЛЕТЕЛЬНОЙ МАШИНЫ | 2013 |
|
RU2530799C1 |
| Механизм плетения плетельной машины | 1976 |
|
SU673678A1 |
| САМОСМАЗЫВАЮЩАЯСЯ КРЫЛАТОЧНАЯ ШЕСТЕРНЯ ПЛЕТЕЛЬНОЙ МАШИНЫ | 2012 |
|
RU2526774C2 |
| ПЛЕТЕНАЯ НИТЬ | 2001 |
|
RU2177517C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |


Изобретения относится к способам изготовления безузловых плетеных сетей и может быть использовано для производства сеточного полотна и плетеных изделий замкнутой геометрической формы, а также для шнуроплетения и оплетки. Способ предусматривает использование принципа крылаточных шестерен и включает в себя изготовление сетевой стренги путем перемещения веретен по траекториям в виде восьмерки. Плетельные головки, примыкая друг к другу, образуют замкнутый контур вокруг общего смещаемого центра плетения. Вытягивание плетеного изделия производят синхронно процессу плетения. Согласно изобретению на любой стадии формирования изделия длину стренги и/или мест соединения последующего ряда ячей выполняют отличной от длины стренги и/или места соединения предыдущего ряда. Технический результат - получение цельноплетеных изделий замкнутой геометрической формы. 10 з.п. ф-лы, 25 ил.
| DE 1949893 B2, 18.05.1978 | |||
| Способ изготовления трех- или шестиниточных безузловых плетеных сетей | 1982 |
|
SU1317046A1 |
| Способ изготовления четырехниточных безузловых сетей | 1981 |
|
SU1317047A1 |
| Замораживающий микротом | 1961 |
|
SU149241A1 |
| 0 |
|
SU161272A1 | |
| DE 3047416 A1, 10.09.1981 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ПЛЕТЕНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135659C1 |
| US 5085121 A, 04.02.1992. | |||

