2,Способ по п. , о т л и ч а rant и и с я тем, что изготойление мест соединения заканчивается после двух поворотов крылаточных шестерен 21, 22 и 31, 32 на 90.3,Способ изготовления шестиниточ- ных безузловых плетеных сетей на основе принципа четырех крылаточных шестерен, включающий изготовление сетевой стренки путем перемещения веретен по траекториям в виде восьмерок, отличающийся тем, что,
1
Изобретение относится к способу изготовления трех- или шестиниточных безузловых и плетеных сетей на основе принципа четырехкрьшаточной шестерни Безузловые плетеные сети предназначены, в частности, дпя использования их в рыболовстве.
Из авторского свидетельства СССР № 569311, кл. D 04 С 1/06, 197А г. известен способ изготовления шести- ниточной безузловой плетеной сети, характеризующийся тем, что каждая стренга сети сострит из двух расположенных рядом трехниточных, имеющих форму косы плетеных жгутов, а на месте переплетения каждый трехниточный жгут одной стренги охватывает каждый трехниточный плетеный жгут другой стренги сети. Изготовление сети происходит на плетельной машине включающей плетельные головки с расположенными на них по четырех крьтаточными шестернями при этом каждая крьтаточ- ная шестерня имеет три расположенные под углом 120 выемки.
Недостатком этого способа является то, что для изготовления мест переплетения необходимы три поворота крылаточных шестерен на 120°, что обуславливают способу низкую производительность.
Способ изготовления трехниточной безузловой сети на основе принципа четырехкрьшаточных шестерен согласно изобретению включает изготовление мест переплетения исходя из положения п,пе тельных веретен 1-3, при котором плетельные веретена 1-3 конс целью повышения производительности, пара плетельных веретен перемещается по траектории, образованной двумя противолежащими по диагонали крыла- точными шестернями 22, 23, а две другие пары плетельных веретен 2, 5 и 3, 6 перемещаются по перекрещивающейся с первой траекторией под прямым углом траектории, образованной обеими оставшимися противолежащими по диагонали крылаточными шестернями 21, 24.
центрируются в выемках, лежащих между крылаточными шестернями соседних плетельных головок.
При этом, изготовление мест соединения заканчивается после двух поворотов крьшаточных шестерен.
А способ изготовления шестйниточ- ной сети на основе.принципа четырех- крылаточной шестерни характеризуется тем, что пара плетельных веретён перемещается по траектории, образованной двумя противолежащими по диагонали крылаточными шестернями, а другие плетельных веретен
перемещаются по перекрещивающейся с первой траекторией под прямым углом траектории, образованной обеими ос- тавшимися противолежащими по диагонали крылаточными шестернями.
Цель изобретения - повьшение производительности способа изготовления трех- или шестиниточных безузловых плетеных сетей.
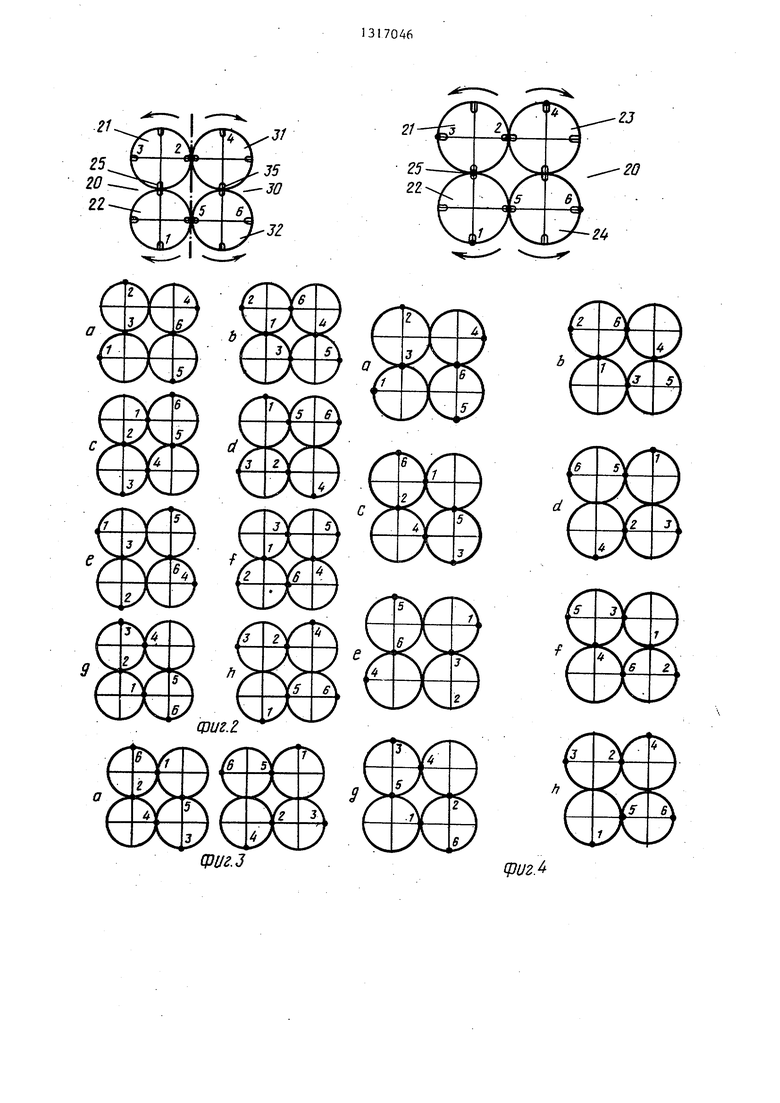
.На фиг. 1 изображена плетельная
головка и поэтапное изготовление трехниточной сетевой стренги; на фиг. 2 - две соседних плетельных головки и поэтапное изготовление соседней сетевой стренги; на фиг. 3 поэтапное изготовление места переплетения двух соседних сетевых стренг; на фиг. 4-9 - изготовление шестиниточных безузловых плетеных сетей.
На фиг, 1 показана в верхней части плетельная головка 20 дпя изготовления трехниточной сетевой стренги.
313
Плетельная головка 20 состоит из крьшаточных шестерен 21 и 22, каждая из которых снабжена четырьмя, расположенными под углом 90 выемками 25 для приема и транспор тировки плетельных веретен 1-3. Плетельные веретена 1-3 обегают ПС траектории в виде восьмерки, образованной из обеих кры- латочных шестерен 21 и 22. Направление вращения крылаточных шестерен . обозначено стрелкой.
Нижняя часть фиг. 1 (a-h) показывает поэтапное изготовление сетевой стренги за счет поворота на 90° обеи крылаточных шестерен 21 и 22, Плетельные веретена 1-3 после восьми этапов снова достигают своего исходного положения, т.е. после восьми этапов полностью изготовлен плетельный шнур в сетевой стренге.
На фиг. 2 в верхней части представлен один, состоящий из обеих пле- тельныхг головок 20 и 30 плетельный узел. Плетельные головки граничат, с их крылаточными шестернями 21,22 или 21,32.
В нижней части фиг. 2 (a-h) изображено поэтапное изготовление обеих сетевых стренг за счет поворота крылаточных шестерен на 90 .
Фиг. 3 относится к изготовлению мест переплетения между двумя соседними сетевыми стренгами. Для изготовления мест переплетения исходят основным образом из положения плетельных веретен 1-3 и 4-6, при котором они концентрируются в выемках 25 и 35 расположенных между крьшаточными шестернями соседних плетельных головок 20, 30. Наиболее целесообразное ис- -ходное положение дпя перехода плетельных веретен для изготовления мест переплетения дано на фиг. 2 8 . Из поэтапного изготовления мест переплетения согласно фиг. 3 (а, а) видно, что места переплетения после двух поворотов на 90 ° крылаточных шестерен замкнуты и затем можно снова начинать с изготовления сетевой стренги.
По отношению к принципу двух крылаточных шестерен дпя изготовления трехниточных безузловых плетеных сетай, при котором крылаточные шестерни плетельных головок снабжены выемками расположенными под углом 120°, предложенный согласно изобретению способ отмечается тем, что количество этапов для изготовления мест, пере64
плетения уменьошется с трех поворотов крьтаточных шестерен на 120° на два поворота на 90°.
На фиг. 4 в верхней части показана плетельная головка 20 для изготовления шестиниточной сетевой стренги. Плетельная головка 20 состоит из четырех крьтаточных шестерен .21-24, каждая из которых снабжена предусмотренными под углом 90° выемка14и-25
для приема и транспортировки плетельных веретен 1-6. Соответственно способу, предложенному согласно изобретению пара плетельных веретен 1,4
обегает траекторию в виде восьмерки, образованную из обеих крылаточных шестерен 22,23 и пара плетельных веретен 2,5 и 3,5 обегает скрещиваю- П1уюся по диагонали с ранее названной
траекторией траекторию в виде восьмерки, образованную из обеих крьтаточных шестерен обозначено стрелкой. В нижней части фиг. 4 (a-h) представлено поэтапное изготовление сетевой
стренги за счет поворота на 90 крылаточных шестерен 21-24. После восьми этапов плетельные веретена 1-6 достигли вновь свое исходное положение и начинается изготовление нового
плетеного шнура в сетевой стренге.
На фиг. 5 показан плетельный блок, СОСТОЯ0ЩЙ из обеих плетельных головок 20 и 30. Плетельная головка 20 состоит из крылаточных шестерен 2124, плетельная головка 30 - из крылаточных шестерен 31-34. Цлетельные головки так расположены друг по отношению к другу, что каждые две крылаточные шестерни 23,24 - 31,32 граничат друг с другом.
На фиг. 5 (a-h) отражено поэтапное изготовление обеих сетевых стренг за счет поворота крылаточных шесте- рен на 90.
На фиг. 6 представлено изготовление мест перемешения между двумя соседними сетевыми стренгами. Для изготовления мест переплетения целесообразно осуществлять из положения
плетельных веретен, которое соответствует также исходному положению для изготовления сетевых стренг. Плетельные веретена 1-6 и 7-12 переходят между плетельными.головками 20, 30
по диагонально проходящим траектори- ям в виде восьмерки. Из последовательного представления изготовления мест переплетения согласно фиг. 6а- 6h, видно, что уже после шести поворотов на 90° крылаточных шестерен
.изготовление мест переплетения завершено и оба следующих поворота по 90 крьшаточных шестерен согласно фиг. 6a-6h являются первыми этапами изготовления новой сетевой стренги.
Фиг, 7-9 относятся также к изготовлению шестиниточной безузловой плетеной сети. Фиг. 7 показана плетельная головка 20 для изготовления шестиниточной сетевой стренги. Плетельная головка 20 состоит из четырех крылаточных шестерен 21-24, каждая из которых снабжена расположенными под углом 120 выемками 25, для плетельных веретен 1-6. Ход плетельных веретен 1-6 соответствует ходу плетельных веретен согласно фиг, 4, причем плетельные веретена 1,4 обегают по траектории в виде восьмерки, образованной крылаточными шестернями. 21,24 и обе пары плетельных ве- .ретен 2,5 и 3,6 по образованной крылаточными шестернями 22, 23, перекрещивающейся по диагонали с ранее названной траекторией в виде восьмерки.
Направление вращения крьшаточных шестерен показано стрелкой.
Фиг. 7 (а-) отражает постепенное изготовление сетевой стренги за счет поворота крылаточных шестерен на 90 Плетельная тесьма в сетевой стренге изготавливается после шести этапов.
т,е, шести поворотов крылаточных шее- шесть поворотов на 90 в сравнениитерен на 90
с пятью поворотами на 120
13170466
На фиг, 80 показано изготовление двух соседних шестиниточных сетевых стренг на плетельных головках 20 и 30 , Единственное отличие состоит в
том, что изготовление сетевой стренги соответственно .делению на 120° крылаточных шестерен после шести зтапов заканчивается.
Фиг, 9 относится к изготовлению
мест переплетения между двумя соседними сетевыми стренгами. Исходят из равного положения плетельных веретен 1-6 и 7-12 аналогичному началу изготовления сетевых стренг. Переход плетельных веретен между плетельными головками 20,30 происходит по прохо- дяшим по диагонали траекториям в виде восьмерки. Постепенное изготовление мест переплетения (фиг, 9a-9f)
показывает, что плетельные веретёна пос:ле пяти поворотов крьшаточных шестерен на 120 меняются местами, после чего Заканчивается изготовление места переплетения.
Сравнение обоих описанных на фиг. 4-6 и фиг.7-9 способов изготовления шестиниточной безузловой плетеной сети показывает, что обе сетевые стренги имеют одинаковую конструкцию. Однако, затраты времени на изготовление мест переплетения при способе согласно фиг, 6 меньше, чем при способе согласно фиг, 9, т.е.
с пятью поворотами на 120
сриг.З
(риг А
21
JJ
Фиг5
фиг.е


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ БЕЗУЗЛОВЫХ ПЛЕТЕНЫХ СЕТЕЙ | 2000 |
|
RU2179207C1 |
| ЗАМКНУТАЯ БЕЗУЗЛОВАЯ ПЛЕТЕНАЯ СЕТЬ | 2002 |
|
RU2233921C2 |
| Узел плетения сетеплетельной машины | 1982 |
|
SU1458454A1 |
| Способ изготовления места соединения четырехниточных безузловых плетеных сетей | 1981 |
|
SU1317045A1 |
| Механизм плетения плетельной машины | 1977 |
|
SU713932A1 |
| МЕХАНИЗМ ПЛЕТЕНИЯ ПЛЕТЕЛЬНОЙ МАШИНЫ | 2013 |
|
RU2530799C1 |
| ПЛЕТЕНЫЙ ШНУР-ЧУЛОК ДЛЯ ПАРАШЮТНЫХ СТРОП | 2017 |
|
RU2660076C1 |
| Механизм плетения плетельной машины | 1976 |
|
SU673678A1 |
| САМОСМАЗЫВАЮЩАЯСЯ КРЫЛАТОЧНАЯ ШЕСТЕРНЯ ПЛЕТЕЛЬНОЙ МАШИНЫ | 2012 |
|
RU2526774C2 |
| Механизм переплетения прядей в сетеплетельной машине | 1984 |
|
SU1240804A1 |



- 1. Способ изготовления трехни- точных безузловых плетеных сетей на основе принципа двухкрьтаточных-. шестерен, включающий изготовление сетевой стренги путем перемещения веретен по траекториям в виде восьмерки, образованной из двух крьшаточных шестерен, о тличающий с я тем, что., с целью повьш1ения производительности, для изготовления мест переплетения исходят из положения плетельных веретен 1-3, при котором плетельные веретена 1-3 концентрируются в выемках 25 или 35 , лежащих между крыла- точными шестернями 1, 22 и 31, 32 соседних плетельных головок 20, 30. (Л 00 о 4;iki О5
фиг. 7
(Jxa.a
зг
Редактор И. Сегляник Заказ 2396/24
Составитель 0. Лункина Техред В.Кадар
Тираж 400 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д„ 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
фиг.9
Корректор М, Пожо Подписное
