Изобретение относится к способу термомеханической обработки поверхности плоских полотен материала, в частности бумаги и картона, с применением средств (так называемых антиадгезивов), которые уменьшают или даже полностью предотвращают адгезию между плоским полотном материала и поверхностью инструмента, применяемого для термомеханической поверхностной обработки, например, валка, соответственно валика.
В процессе изготовления бумаги и картона особых сортов термомеханическая поверхностная обработка являются заключительной технологической стадией, на которой свойства материала могут быть существенно изменены и приведены в соответствие с потребительскими требованиями. Набор таких требований, предъявляемых к бумаге и картону особых сортов, является достаточно разнообразным и охватывает такие свойства, как, например, прозрачность, впитываемость краски, печатные свойства, соответственно особые защитные, или барьерные, свойства, например, по отношению к содержащим растворители или водным покрытиям, а на эти свойства в свою очередь влияют такие характеристики бумаги, как микро- и макрошероховатость, пористость, впитывающая способность (гигроскопичность), прочность на выщипывание и на истирание, беспыльность. Многие из этих характерных показателей, влияющих на свойства поверхности, напрямую связаны с локальным распределением влаги и кажущейся плотностью.
Все способы термомеханической обработки поверхности плоских полотен материала, в частности бумаги и картона, основаны на принципе одновременного или непосредственно последовательного воздействия на формуемый плоский материал теплом и давлением при прогоне полотна между двумя или несколькими валками с различным состоянием поверхности, твердостью и эластичностью. Часто этой термомеханической обработке поверхности предшествует предварительная влажная обработка формуемого полотна, причем предварительное увлажнение может производиться водой или паром. В зависимости от сортности бумаги или картона, требуемого качества поверхности и производительности для этой цели применяют лощильные каландры, суперкаландры (сатинирующие каландры), прессы горячего глянцевания, гладильные цилиндры, каландры с мягкой зоной контакта и аналогичные устройства.
Однако всем способам термомеханической обработки поверхности присущи существенные недостатки, которые обусловлены тем, что при нагревании материалов до повышенных температур достигаются температуры плавления, соответственно размягчения компонентов обрабатываемого материала. При этом в результате адгезии происходит частичное или полное прилипание полотна материала к поверхностям указанных агрегатов, например к валкам, что не позволяет использовать возможности агрегатов на полную мощность, например по подводу тепла и по производительности, для рационального ведения производственного процесса.
Эти недостатки проявляются, в частности, при изготовлении мелованной бумаги с высоким содержанием латекса в пигментном покрытии, бумаги с поверхностной проклейкой и/или поверхностным покрытием, содержащей воду и/или термочувствительные компоненты связующего, а также особых сортов бумаги, упрочненной, пропитанной или покрытой латексом и содержащей синтетическое волокно, причем при определенной температуре и/или скорости прогона бумаги в технологическом процессе возникают сбои, указанные выше.
Для уменьшения силы адгезионного сцепления между соприкасающимися поверхностями известно применение соответствующих средств (так называемых антиадгезивов). С этой целью используют силиконы, эмульсии типа "масло-в-воде", металлические мыла, воски и прежде всего парафины и тальк. При переработке термопластов наряду с этими веществами используют пленкообразующие полимеры на основе тетрафторэтилена в качестве предохранительного средства от слипания или слеживания. В пищевой промышленности известно применение разделительных эмульсий на основе эмульсий типа "масло-в-воде" из самоэмульгирующихся моно- и триглицеридов жирных кислот.
В соответствии с этим уровнем техники в качестве предохранительного средства от слипания согласно ЕР 0478177 A1 применяют анионные соэмульсии из карнаубского воска и парафинового воска.
Вышеуказанные антиадгезивы непригодны для термомеханической обработки поверхностей, поскольку они либо не обладают достаточной эффективностью, либо не удовлетворяют технологическим требованиям, например ухудшают заданное качество поверхности продукта.
Для улучшения печатных свойств полимерных пленок, используемых в мебельной промышленности, согласно DE 4301677 C2 при получении на каландрах термопластичных пленок для каширования предлагается использовать определенные сополимеры этилена с эфирами акриловой кислоты.
В DE 4412624 A1 описан способ изготовления бумаги с сатинированием на работающем в автономном режиме каландре, причем в этом способе смотанное в рулон полотно материала для равномерной обработки и улучшения печатных свойств подвергают промежуточной выдержке в условиях окружающей атмосферы с регулируемой температурой и/или влажностью.
Далее из ЕР 0648820 A2 известны составы, применяемые для удаления тонеров с поверхности бумаги, остатков клеящего вещества с пластмасс, для снятия полимерных покрытий и для очистки металлических поверхностей от остатков масла, применяемого для охлаждения режущего инструмента, или меток от цветных пастельных карандашей, а также для удаления ПВХ-деталей, прикрепленных с помощью клеев. При этом используют концентрированные эмульсии типа "масло-в-воде", в которых доля неводной фазы составляет от 8 до 90 мас.% и которые содержат самые разнообразные органические соединения, такие как диэфиры дикарбоновых кислот, и которые применяют при частичном использовании ультразвука и других вспомогательных компонентов (полосок нетканого материала) в интервале температур от 5 до 70oC, т.е. частично при дополнительном нагревании чистящего средства в процессе очистки. Кроме того, эти эмульсии содержат растворители, такие как изопропанол, толуол, бензиловый спирт, метилэтилкетон, N-метилпирролидон, диметиловый эфир ди- и триэтиленгликоля, а также 3-метил-3-метоксибутанол, которые ограничивают применение этих эмульсий в замкнутых системах из соображений техники безопасности и охраны труда.
В заявке на патент Германии 19519268 описаны составы, применяемые в качестве эмульсий для очистки деталей машин и установок при получении целлюлозы, бумаги, толстого и тонкого картона, а также для предотвращения загрязнения таких агрегатов клеями и прилипающими смолами и содержащие в качестве компонентов масляной фазы моноалкиловые эфиры насыщенных или ненасыщенных жирных кислот и моно- или полиэфиры насыщенной или ненасыщенной одно- или многоосновной карбоновой кислоты с 2-30 атомами углерода и полиолов.
В ЕР 0529385 В1 описывается способ лощения и/или глянцевания поверхности бумаги, в котором после нагревания и воздействия давлением бумажное полотно подвергают обработке резким воздействием (например, нагреванием, охлаждением и т.п.) для придания поверхности лоска или глянца путем закрепления предварительно сформованных волокон.
Далее из публикации F. Debuan и P. HanBle в Erdol & Kohle, Erdgas, Petrochemie 37, N 11, стр. 511-514 (1984) известно применение алифатических эфиров дикарбоновых кислот в качестве компонента синтетических смазочных масел, благодаря их высокотемпературной вязкости, небольшой склонности к испарению и стойкости к окислению, причем было установлено, что эфиры дикарбоновых кислот образуют поверхностную пленку на металлических поверхностях в двигателях внутреннего сгорания и тем самым способствуют повышению чистоты поршня.
В US 4776970, который является наиболее близким аналогом настоящего изобретения, описаны антиадгезивы с разделяющим действием для применения при нанесении покровного слоя на бумагу, в частности при печатании на бумагу, представляющие собой эфиры жирных C11-C12 кислот с C12-C22алканолами и применяемые в качестве добавок при нанесении покровного слоя, а также при каландрировании в интервале температур от 40 до 100oC. Испытанный для сравнения этиленгликольдистеарат показал меньшую эффективность в сравнении с описанными эфирами жирных кислот.
Далее, согласно Rompp, 9-е издание, стр. 5019 (1992) также известно применение особых эфиров дикарбоновых кислот, в частности адипиновой, фталевой, себациновой и азелаиновой кислот, для изготовления пластмассовых изделий и полимерных пленок.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача уменьшить или устранить адгезионные эффекты, в частности прилипание полотен материала к деталям агрегатов, таким как валки и прессовые штампы, при термомеханической обработке поверхности плоских материалов, в частности бумажных и картонных полотен, с целью улучшить поверхностные свойства таких материалов и одновременно более эффективно использовать существующие технологические возможности при получении таких плоских материалов, т.е., например, обеспечить возможность работы с более высокими скоростями прогона и при более высоких температурах.
Поставленная задача решается способом термомеханической обработки поверхности плоских материалов, в частности из бумаги и картона, с применением антиадгезионных средств, в котором в качестве антиадгезионно эффективного компонента используют по меньшей мере одно антиадгезионное средство, которое содержит диалкиловые и/или диизоалкиловые эфиры C2-C12-дикарбоновых кислот с C1-C13-н- и/или -изо-алканолами.
Предпочтительно применяют антиадгезионное средство, которое содержит диэфир адипиновой кислоты с C1-C6-н- и/или -изо-алканолами.
Антиадгезионное средство можно применять в виде эмульсии типа "масло-в-воде".
Предпочтительно антиадгезионное средство либо наносят на поверхность применяемого при термомеханической обработке инструмента, либо добавляют в пропиточную жидкость или в массу для нанесения покровного слоя на бумагу или в увлажняющую воду либо пар в процессе предварительного увлажнения, либо предпочтительно наносят на бумажное полотно вскоре после обработки в пропиточной машине, соответственно в машине для нанесения покрытия или непосредственно перед лощильным валком.
Антиадгезионное средство предпочтительно является улетучивающимся с водяным паром, и его добавляют непосредственно, предпочтительно непрерывно, по паропроводу для увлажнения паром.
Целесообразно антиадгезионное средство применять в количестве от 0,1 до 10,0 г/м2 поверхности агрегата в пересчете на активную субстанцию антиадгезионного средства.
Предпочтительным является, когда антиадгезионное средство добавляют в пар с расходом от 0,1 до 10 кг/ч, предпочтительно от 0,2 до 4,0 кг/ч в пересчете на активную субстанцию.
Эмульсия типа "масло-в-воде" антиадгезионного средства может содержать неионогенный, анионогенный или амфотерный эмульгатор, предпочтительно неионогенный или анионогенный эмульгатор.
Предпочтительно в способе термомеханической обработки применять плоские материалы с содержанием воды менее 50 мас.%.
Антиадгезионные средства согласно изобретению целесообразно применять, в частности, при изготовлении бумажных и картонных полотен и прежде всего при изготовлении особых сортов бумаги с обработанной поверхностью, а также при нанесении покровного слоя, лощении или сатинировании.
Применяемые согласно изобретению антиадгезионные средства представляют собой эфиры дикарбоновых кислот, предпочтительно диалкиловые и/или диизоалкиловые эфиры C2-C12дикарбоновых кислот с C1-C13-н- и/или -изо-алканолами, такими как ди-н-бутилоксалат, ди-н-бутилмалонат, ди-н-бутилсукцинат, ди-н-бутилглутарат, ди-н-бутиладипат, ди-н-бутилсуберат, ди-н-бутилсебацинат, диметиладипат, диэтиладипат, ди-н-пропиладипат, диизопропиладипат, диизобутиладипат, ди-трет-бутиладипат, ди-изоамиладипат, ди-н-гексиладипат, ди-(2-этилбутил)адипат, ди-(2- этилгексил)адипат, диизодециладипат, диметилфталат, диэтилфталат, ди-н-бутилфталат, диизобутилфталат, ди-(2-этилгексил)фталат и диизодецилфталат, а также диэфиры C9дикарбоновой кислоты (триметиладипиновой кислоты) и додекандикарбоновой кислоты.
Далее испытаны эфиры насыщенных и/или ненасыщенных жирных C8-C18кислот с многоатомными алканолами, содержащими 3-6 атомов углерода, такие как глицериновые, сорбитоловые и сорбитановые эфиры указанных жирных кислот, например глицеринмоно-, и/или глицеринди-, и/или глицеринтриэфир жирной кислоты, сорбитолмоно- и сорбитолдиэфир жирной кислоты и сорбитанмоно-, и/или сорбитанди-, и/или сорбитантриэфир жирной кислоты.
Предпочтительно применять эфиры адипиновой кислоты, соответственно сорбитана, а наиболее предпочтительными являются эфиры адипиновой кислоты с C1-C6-н- и/или -изо-алканолами, такими как диметиладипат, диэтиладипат, ди-(н-, изо-пропил)адипат, диизопропиладипат, ди-н-бутиладипат и/или диизобутиладипат, а также глицеринтриолеат и смешанные эфиры указанных дикарбоновых кислот и различных C1-C6-н- и/или -изо-алканолов.
Испытаны также ненасыщенные жирные кислоты, представляющие собой ненасыщенные C16-C22карбоновые кислоты, предпочтительно олеиновую, линолевую, линоленовую, элеостеариновую и 5,9,12-октадекантриеновую кислоты, которые в качестве смесей встречаются в растительных и животных маслах и, например, известны как жирные кислоты таллового масла.
Эфиры и ненасыщенные жирные кислоты применяют как таковые или в виде разбавленного или концентрированного водосодержащего или безводного раствора либо в форме водосодержащих дисперсий. Пригодными растворителями являются н- и изо-алканолы, жидкие углеводороды, ацетон и другие известные растворители, в частности применяют природные масла или модифицированные природные масла, такие как метиловые эфиры рапсового масла.
Обладающие антиадгезионным действием эфиры и ненасыщенные жирные кислоты можно применять индивидуально или в сочетании с указанными водорастворимыми или водонерастворимыми растворителями в эмульгированном виде, причем в качестве эмульгаторов применяют неионогенные, ионогенные и амфотерные, в частности неионогенные и анионогенные поверхностно-активные вещества.
Пригодными неионогенными эмульгаторами являются, например, оксалкиловые эфиры, предпочтительно оксэтилаты и/или блокированные по концам оксэтилаты жирных спиртов и жирных кислот, соответственно масел. В качестве анионогенных эмульгаторов пригодными являются алкил- и/или арилсульфонаты, α-олефинсульфонаты, эфиры жирных α-сульфокислот, эфиры сульфоянтарной кислоты, а также алкилсульфаты и эфирсульфаты, равно как и карбоксиметилированные оксэтилаты и мыла. Получение предлагаемых для применения согласно изобретению, предпочтительно стабильных, эмульсий известно. Например, в водную фазу, содержащую эмульгатор, вводят гидрофобную фазу, содержащую антиадгезионный компонент, и диспергируют путем перемешивания или перекачивания в замкнутом контуре.
Согласно изобретению термостойкие антиадгезионные средства можно наносить на поверхность агрегатов, т.е., например, на поверхность валков и прессов непосредственно, однако их можно также добавлять в пропиточную жидкость или в массу для нанесения покровного слоя на бумагу или в увлажняющую воду либо пар в процессе предварительной увлажняющей обработки либо предпочтительно наносить на готовое бумажное полотно вскоре после обработки в пропиточной машине, соответственно в машине для нанесения покрытия или непосредственно перед лощильным валком.
Антиадгезионное средство по изобретению предпочтительно добавлять через дозатор в горячий пар, используемый для увлажнения, более предпочтительно - добавлять непрерывно, при этом улетучивающееся с парами антиадгезионное средство добавляют, например, растворенным в смешивающемся с водой растворителе, таком как этанол, изопропанол или ацетон.
Количество применяемого антиадгезионного средства можно регулировать с помощью количеств, наносимых на поверхность агрегатов, т.е., например, валков и прессов, в зависимости от целевого эффекта, заданного повышения температуры или других технологических параметров. Обычно на поверхность агрегата наносят от 0,1 до 10,0 г/м2, предпочтительно от 0,1 до 5 г/м2 антиадгезионного средства. При введении в паропровод антиадгезионное средство добавляют в горячий пар с расходом от 0,1 до 10,0 кг/ч, предпочтительно от 0,2 до 4,0 кг/ч. Эти количества указаны в каждом случае в пересчете на действующее вещество антиадгезионного состава.
Согласно изобретению антиадгезионные средства можно применять также в виде смеси или в виде смеси с известными антиадгезионными средствами.
Применение антиадгезионных средств согласно настоящему изобретению позволяет существенно улучшить поверхностные свойства получаемой мелованной пигментом бумаги, в частности гладкость, блеск и микрошероховатость при неизменной кажущейся плотности бумажного полотна. Качество бумаги, обработанной согласно изобретению на одной стадии процесса, практически достигает уровня, которого до настоящего времени можно было достичь только в результате двукратной обработки на каландрах с мягкой зоной контакта.
При получении предварительно пропитанных изделий, предназначенных для изготовления мебели, блеск после отделки лаком заметно улучшается без ухудшения смачиваемости с водными и/или содержащими растворители красками для глубокой печати. Кроме того, существенно не изменяются и свойства, касающиеся пригодности для глубокой печати.
Применение антиадгезионных средств согласно изобретению при изготовлении плоских полотен материала позволяет получить и другие продукты с существенно лучшими свойствами. Так, например, при изготовлении различных сортов гибкой бумаги, служащей основой для шлифовальной шкурки или наждачной бумаги и пропитанной латексом с обеих сторон и покрытой латексом с одной стороны, антиадгезионные средства наносят на нагреваемые стальные валки, что позволяет повысить температуру поверхности более чем на 70oC без появления эффектов приклеивания. Повышение температуры позволяет повысить также гладкость поверхности приблизительно на 80%, снизить микрошероховатость и уменьшить толщину, а также уменьшить жесткость.
Применение антиадгезионных средств согласно изобретению позволяет достичь аналогичных преимуществ также при изготовлении силиконовой бумаги-основы с пигментированной поверхностью.
Ниже изобретение более подробно поясняется на примерах, при этом процентные доли веществ указаны в каждом случае в пересчете на массу компонентов.
Пример 1
Полоски бумаги-основы для шлифовальной шкурки шириной около 20 см и длиной около 80 см, пропитанной латексом с двух сторон, а затем дополнительно покрытой латексом с одной стороны, с плотностью 120 г/м2 и общим содержанием латекса около 25% лощили при равновесной влажности около 6% в двухвалковом лабораторном каландре фирмы Kleinewefers AG, D-47803 Крефельд, при максимальном линейном давлении и повышении температуры нагреваемого стального валка. Другим валком валковой пары служил валок из плотной бумаги с хлопчатобумажным покрытием аналогично обычной конструкции каландра с твердой зоной контакта.
Уже при температуре поверхности стального валка около 60oC наблюдалось легкое прилипание бумажного полотна к валку, которое еще более усиливалось при температуре около 70oC.
При нанесении на нагреваемый (стальной) валок термостойкого антиадгезионного средства по изобретению, состоящего из 1,85 массовых частей неионогенного продукта, полученного на основе этоксилированного растительного масла, 17,1 массовых частей воды и 3,1 массовых частей ди-н-бутиладипата, и дальнейшем нагревании валка сильное прилипание бумажного полотна к стальному валку начиналось лишь при температуре поверхности 150oC. Таким образом, в сравнении с необработанным валком эффект прилипания к обработанному нагреваемому валку при использовании антиадгезионного средства наступал лишь при более высокой температуре, превышающей обычную температуру прилипания более чем на 70oC. Обеспечиваемый таким образом режим работы с более сильным нагревом полотна материала позволял повысить гладкость поверхности с приблизительно 755 Бекк-с (Bekk-s) до приблизительно 1180 Бекк-с, снизить микрошероховатость (измерение по методу Parker Print Surf в соответствии с ASCM-стандартом) с приблизительно 2,8 мкм до приблизительно 2,4 мкм, уменьшить толщину с 124 мм до 118 мм и уменьшить жесткость с 227 мН до 212 мН.
Пример 2
Пропитанную и покрытую латексом бумагу-основу для шлифовальной шкурки с плотностью 120 г/м2 из примера 1 увлажняли до приблизительно 13%, подвергали промежуточной выдержке в течение примерно одного часа в закрытом пластиковом мешочке с целью равномерного распределения влаги в бумаге и после этого сатинировали. В то время как в случае необработанного стального валка бумажное полотно начинало сильно прилипать при температуре поверхности валка выше 60oC, прилипание бумажного полотна к стальному валку, обработанному термостойким антиадгезионным средством согласно примеру 1, наблюдалось лишь при температуре поверхности валка около 140oC. Улучшение свойств поверхности обработанной бумаги-основы для шлифовальной шкурки благодаря более высокому содержанию влаги в бумажном полотне перед сатинированием (13% вместо 6% в примере 1) было еще более очевидным, чем улучшения, описанные в примере 1.
Пример 3
Пропитанную и покрытую латексом бумагу-основу для шлифовальной шкурки с плотностью 120 г/м2 из примеров 1 и 2 подвергали каландрированию на полупромышленном лощильном каландре при максимальном линейном давлении и минимальной скорости полотна 5 м/мин и при возрастающем нагревании поверхности стального валка вплоть до максимальной температуры в 200oC. Другой валок валковой пары имел волокнисто-пластмассовое покрытие твердостью по Шору D 91o аналогично конструкции каландра с мягкой зоной контакта. Каландрирование осуществляли при влажности 7,7%, соответственно 9,7%. Уже при температуре валка 70oC наступало легкое, а в случае образца бумаги с более высоким содержанием влаги сильное прилипание к поверхности обогреваемого валка, не обработанной согласно изобретению. Температуры поверхности выше 80oC не достигались ни с одним из двух предварительно увлажненных образцов бумаги, поскольку эффект прилипания приводил к образованию складок в бумажном полотне.
После обработки поверхности обогреваемого валка термостойким антиадгезионным средством согласно примеру 1 прилипание бумажного полотна при максимальной температуре поверхности визуально установлено не было. В результате повышения температуры с 80 до 200oC гладкость бумаги-основы для шлифовальной шкурки была повышена приблизительно на 80%, а микрошероховатость (по методу Parker Print Surf (PPS)) снижена приблизительно на 25%. Уменьшение толщины и жесткости было в тех же пределах величин, что и в примере 1.
Пример 4
Полоски мебельной пленки шириной приблизительно 20 см и длиной приблизительно 80 см, предварительно пропитанной смесью латекса и мочевино-формальдегидной смолы, с плотностью 70 г/м2 и содержанием латекса и смолы приблизительно 30% подвергали лощению в двухвалковом каландре согласно примеру 1 после нагревания стального валка до максимальной температуры поверхности 150oC. Перед этим бумагу увлажняли до различного содержания влаги 2,5%, 6,4%, 7,1% и 9,4%, а затем в течение одного часа каждый образец подвергали промежуточной выдержке отдельно в закрытом пластиковом мешочке.
При каландрировании половину поверхности нагреваемого стального валка обрабатывали термостойким антиадгезионным средством, состоящим из 4,2 мас.ч. ди-(2-этилбутил)адипата, 23,2 мас.ч. воды и 2,5 мас.ч. неионогенного поверхностно-активного вещества.
При каландрировании образцы бумаги, уже начиная с влажности полотна 7,1%, прилипали сильнее на необработанной поверхности валка, в то время как на обработанной стороне поверхности валка даже при максимальной влажности в 9,4% прилипание бумажного полотна не наблюдалось.
Пример 5
Опыты проводили аналогично примеру 4 с предварительно пропитанной мебельной пленкой плотностью 80 г/м2, но с очень высоким содержанием наполнителя, причем отдельные образцы также увлажняли до различного содержания влаги 2,5%, 5,8%, 6,4% и 8,5%. При каландрировании эффекты прилипания на необработанной поверхности валка с температурой поверхности 150oC имели место уже у образца с влажностью 5,8%, и они были еще выше у образцов с более высокой влажностью полотна. На поверхности, обработанной термостойким антиадгезионным средством, состоящим из 4,2 мас.ч. диизодециладипата, 23,2 мас. ч. воды и 2,5 мас.ч. неионогенного поверхностно-активного вещества, легкое прилипание наблюдалось лишь начиная с влажности полотна 8,5%.
Пример 6
Опыты проводили в условиях, аналогичных примеру 4, с образцами силиконовой бумаги-основы с плотностью 62 г/м2, пигментированной с одной стороны поверхности. Плотность нанесенного тонкого слоя составляла 5 г/м2 при очень высоком содержании латекса, составлявшем свыше 40%. Каждый из образцов предварительно увлажняли до содержания влаги соответственно 4,5%, 8,1%, 9,2% и 12,0% и также хранили по отдельности. После нагревания стального валка до максимальной температуры поверхности 150oC на необработанной стороне валка при влажности 12% имело место легкое прилипание. На поверхности стального валка, обработанной термостойким антиадгезионным средством, состоящим из 5,46 мас. ч. C8/10альфолевого эфира триметиладипиновой кислоты, 25,0 мас.ч. воды, 5,2 мас. ч. изопропанола и 3,3 мас.ч. неионогенного поверхностно-активного вещества, даже при самой высокой влажности полотна прилипание бумаги не наблюдалось.
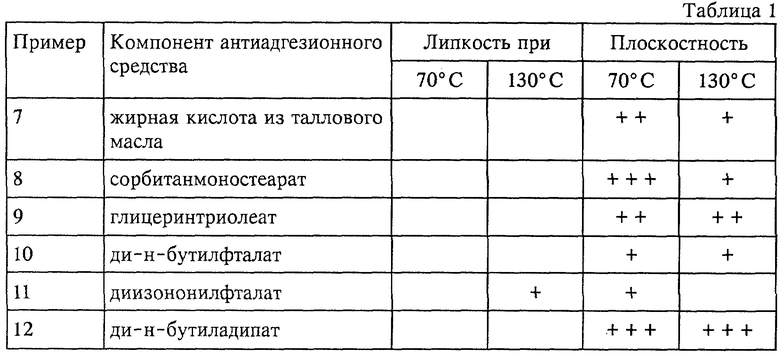
Примеры 7-12
В нагреваемом лабораторном каландре согласно примеру 1 осуществляли сатинирование бумаги для шлифовальной шкурки отделочным слоем покрытия при линейном давлении 400 бар, причем температура поверхности стального цилиндра составляла 70oC, соответственно 130oC. Испытывали различные антиадгезионные средства в форме эмульсии типа "масло-в-воде", причем антиадгезионное средство наносили на поверхность путем втирания в нагреваемый стальной цилиндр. Эмульсии состояли из 2,0 мас.ч. оксэтилатов жирного спирта, 11,6 мас. ч. воды и 1,3 мас.ч. антиадгезионного компонента. При каландрировании оценивали липкость, а также плоскостность сатинированной бумаги по следующей шкале: легкое свертывание в рулон (+), почти ровная поверхность (++) и идеально ровная поверхность (+++). Прилипание (+) бумаги к поверхности валка приводило к скручиванию бумаги до состояния, аналогичного состоянию крепированной бумаги.
Полученные результаты представлены в таблице 1.
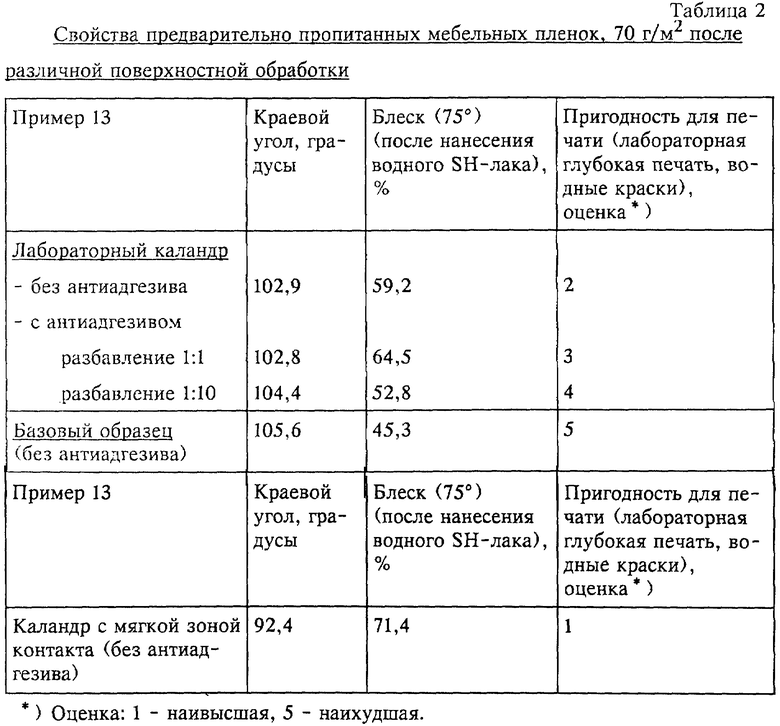
Пример 13
Проводили исследование с целью установить, изменяются ли при применении термостойкого антиадгезионного средства поверхностные свойства бумаги в отношении смачиваемости водой, водными лаками или водными красками для глубокой печати.
С этой целью на предварительно пропитанный образец мебельной пленки согласно примеру 4 наносили с помощью лабораторной машины с ракелем антиадгезионное средство, разбавленное водой в соотношении 1:1, соответственно 1: 10, и затем сатинировали в лабораторном двухвалковом каландре согласно примеру 1 при максимальном линейном давлении и температуре поверхности нагреваемого стального валка 150oC.
Уровень гладкости сатинированных таким путем бумажных образцов составлял 300±30 Бекк-с. В качестве сравнительного образца использовали также сатинированный в лабораторных условиях образец бумаги с гладкостью приблизительно 300 Бекк-с, но без этого поверхностного слоя. Данные таблицы 2 показывают, что изменение краевого угла смачивания водой у сатинированного образца в результате обработки антиадгезионным средством было незначительным, тогда как блеск после лакировки в результате применения антиадгезионного средства в смеси с водой в соотношении 1:1 заметно улучшился. Пригодность для глубокой печати изменялась несущественно по отношению к сравнительному образцу.
Опытные данные показывают далее, что смачиваемость водой бумаги, поверхность которой обработана термостойкими антиадгезионными средствами, не ухудшается, а отчасти даже несколько улучшается. Также не отмечено существенных изменений смачиваемости бумаги печатными красками, содержащими растворители. Для дальнейшего сравнения в таблице 2 приведены данные, касающиеся нелощеной бумаги (базовый образец), а также бумаги, изготовленной в условиях промышленного производства.
Стойкость образцов на отрыв клейкой ленты была превосходной; каких-либо недостатков относительно пригодности для лакирования, обусловленных недостаточной смачиваемостью, не установлено.
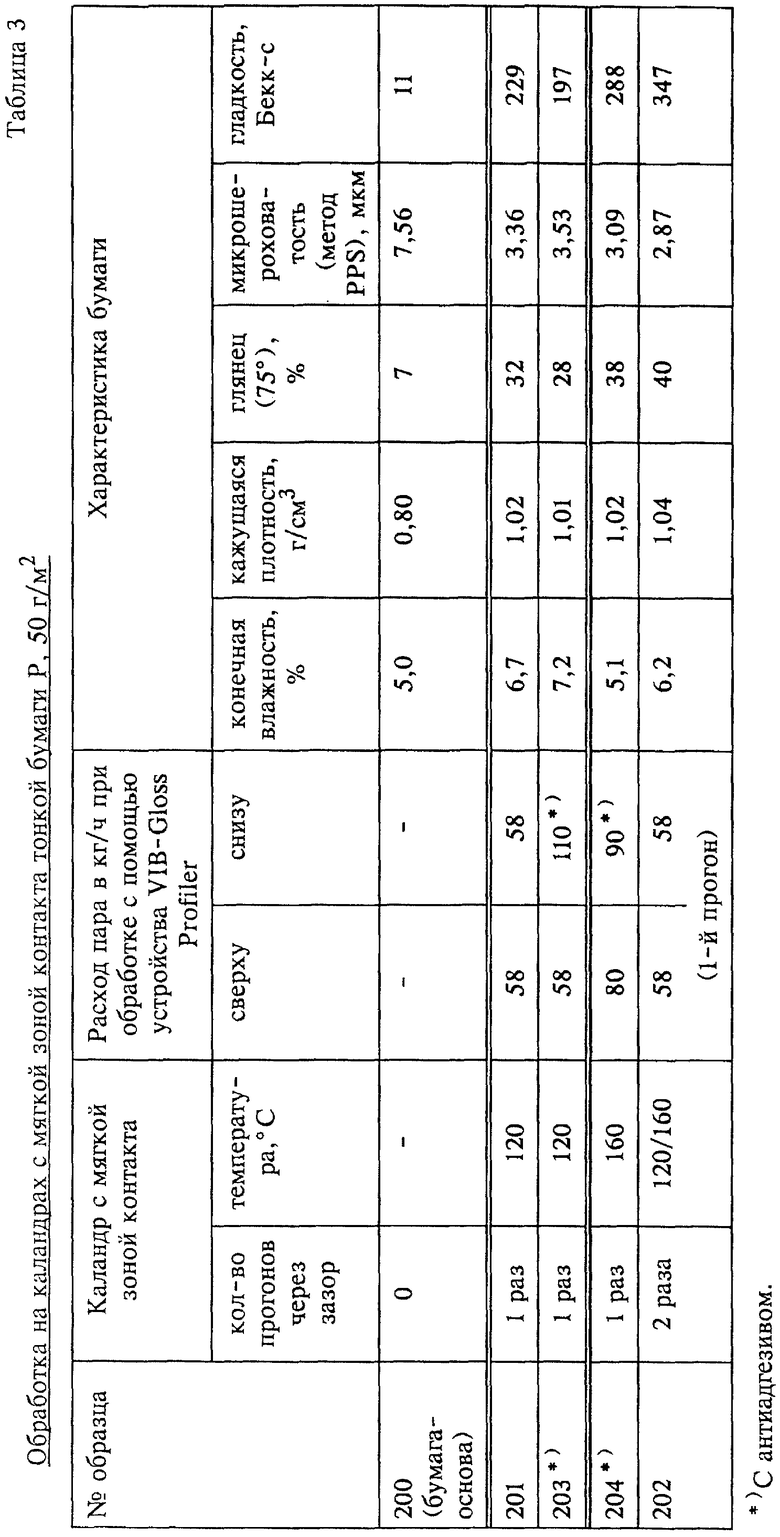
Пример 14
Осуществляли лощение мелованной с одной стороны пигментом бумаги с плотностью 50 г/м2 (бумага-основа, образец N 200) в полупромышленной лощильной машине (каландр с мягкой зоной контакта: стальной/пластмассовый валки) при следующих близких к практическим условиях:
скорость: 50 м/мин,
линейное давление: 400 кН/м2,
увлажнение паром с двух сторон перед первым прогоном.
Температура поверхности нагреваемого валка (нижний):
первый прогон 120oC, соответственно 160oC,
второй прогон 160oC.
Полностью улетучивающееся с паром антиадгезионное средство, состоящее из 10%-ного раствора ди-н-бутиладипата в изопропаноле, непрерывно добавляли с расходом 1 л/ч в паропровод к нижнему увлажнителю горячим паром.
Опыт проводили в несколько стадий с образцами NN 201-204. При этом перед первым прогоном на бумажное полотно необходимо было подать такое количество пара, чтобы можно было наблюдать возрастающее образование слоя отложений на нагреваемом лощильном каландре (стальном).
В опыте с образцом N 201 при 120oC было подано 2х58 кг пара в час, прежде чем на нагреваемом валке образовался слой отложений. В опыте с образцом N 203, проводившемся с добавлением антиадгезионного средства по изобретению согласно примеру 1, максимальный расход пара для обработки полотна составил около 110 кг пара в час без образования слоя отложений на валке. Однако одновременно возросла конечная влажность бумаги приблизительно на 0,5% (абс. ), в результате чего произошло небольшое снижение показателей качества поверхности. В опыте с образцом 204, проводившемся с применением антиадгезионного средства, при повышенной температуре валка 160oC максимальный расход пара для обработки полотна составил 170 кг пара в час (в целом) без появления каких-либо отложений на валке лощильной машины.
Благодаря повышению температуры на 40oC и одновременно повышенному (в целом) на 54 кг/ч расходу пара было достигнуто значительное улучшение поверхностных свойств бумаги таких, как гладкость, блеск (глянец) и микрошероховатость, тогда как кажущаяся плотность оставалась неизменной.
Характеристики бумаги практически приближаются к уровню качества, который ранее удавалось достигнуть только в результате двукратного каландрирования (образец N 202).
Опытные данные и характеристики бумаги после обработки на каландрах с мягкой зоной контакта с применением антиадгезионного средства и без него приведены для сравнения в таблице 3.
Изобретение касается термомеханической обработки поверхности плоских полотен материала, в частности бумаги и картона, с использованием антиадгезионного средства. Средство содержит диалкиловые и/или диизоалкиловые эфиры С2-С12-дикарбоновых кислот с C1-C13-н- и/или -изо-алканолами. Способ позволяет уменьшить или предотвратить адгезию между плоскими полотнами материала и поверхностью инструмента. 8 з.п. ф-лы, 3 табл.
| SU 4776970 А, 11.11.1988 | |||
| US 3455726 А, 15.07.1969 | |||
| US 3946135 А, 23.03.1976 | |||
| DE 19519268 C1, 23.01.1997 | |||
| УСТРОЙСТВО для НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 0 |
|
SU328007A1 |
