Изобретение относится к способу обработки газа, содержащего метан, по меньшей мере один высший углеводород и воду для удаления воды и экстрагирования высшего углеводорода (высших углеводородов).
Способ согласно изобретению позволяет оптимально проводить операции по обработке природного газа: обезвоживание и отделение по меньшей мере части конденсируемых углеводородов, содержащихся в природном газе, посредством оптимизированного и интегрированного способа.
Нефтепродукты и, в частности, природный гиз, а также другие, содержащие углеводороды виды газа, такие как газы нефтеперерабатывающих заводов, содержат в себе продукты, нежелательные для их транспортировки и/или манипуляции.
Из таких продуктов одним из главных удаляемых компонентов является вода, выступающая промотором гидратов и содействующая коррозии, особенно в том случае, когда в нефтепродукте содержатся кислотные компоненты, такие как H2S и/или СО2. Гидраты способны вызывать забивку транспортирующих трубопроводов, а коррелирующее воздействие кислотных газов, содержащихся в природном газе, приводит к негодности трубопроводов, обрабатывающего оборудования и к нарушению подачи природного газа потребителям.
Эти оба явления сопровождаются чрезвычайно неблагоприятными последствиями, способными привести к остановке производства углеводородов.
Обработка газа может, кроме того, включать в себя стадию экстрагирования высших углеводородов, например жидкой фракции природного газа (LGN), содержащей фракцию GPL и газолиновую фракцию (С5+). Данная стадия имеет своей целью установление такой точки росы углеводородов, при которой исключается конденсация углеводородной фракции во время транспортировки газа, либо улавливание жидкой углеводородной фракции LGN, легче утилизируемой, чем обработанный газ.
Для обработки природного газа в известном уровне техники описаны различные способы.
В патенте Франции FR-B-2605241 описан способ обработки с использованием физического охлажденного растворителя, позволяющий осуществить комплекс операций по обработке природного газа: обезвоживание, отдельное или в сочетании с экстрагированием высших углеводородов и/или раскисление указанного газа в случае содержания в нем кислотных компонентов.
В патенте Франции FR-B-2636857 показано, что при наличии в процессе стадии отделения высших углеводородов (LGN) рекуперация растворителя может быть более эффективной за счет применения стадии промывки жидких углеводородов водой, образующейся при обезвоживании газа.
Случаи применения такого способа обсуждаются, например, в публикации "IFPEXOL for Environmentally Sound Gas Processing" (ИФПЕКСОЛЬ для экологически безвредной газовой технологии), Ж.Ляру, А.Минкиннен и С.Патель, представленной на 71-й Конвенции "GPA" в марте 1992 года в Анейгейме, Калифорния, США.
В публикации "Integrated Natural Gas Treatment: Gained Industrial Experience with IFPECSOL Process" (Полная обработка природного газа: возросший опыт по промышленному применению процесса Ифпексоль), С.Патель, А.Миннкенен, Ж. Ляру и Ж.Ф. Левье, представленной на IGCR 95 в Каннах (Франция) в ноябре 1995 года, описывается в частности способ водной промывки жидкой углеводородной фазы с целью извлечения по меньшей мере части содержащегося в ней растворителя.
На фигуре 1 показан способ, описанный в указанной выше публикации и предназначенный для обработки газа, содержащего метан, воду, по меньшей мере один конденсируемый углеводород и, возможно, кислотные компоненты. Способ состоит в следующем.
Обрабатываемый природный газ поступает по трубопроводу 1. Часть этого газа или все его количество приводится в контакт в контактной зоне G1, образованной, например, насадкой, со смесью из растворителя и воды, подаваемой по трубопроводу 2.
Используемый растворитель может быть выбран из ряда, состоящего из метанола, этанола, пропанола, метилпропилового эфира, этилпропилового эфира, дипропилового эфира, эфира метилтретичного бутила, диметоксиметана, диметоксиэтана и метоксиэтанола. Предпочтительно применяемым растворителем является метанол.
Содержащая растворитель газовая фаза удаляется в головной части по трубопроводу 3. В нижней части по трубопроводу 4 отводят значительно очищенную от растворителя водную фазу.
Необходимо заметить, что способ обработки может быть оптимизировать за счет адаптации части газа, подаваемой в контактную зону G1, и части газа, выходящей из этой контактной зоны, с учетом состава обрабатываемого газа и требуемых рабочих характеристик. Такая оптимизация, показанная на фигуре 1 пунктирной линией, позволяет непосредственно смешивать часть обрабатываемого, поступающего по трубопроводу 18 газа с газом, выходящим по трубопроводу 3 из контактной зоны. Часть газа, не поступающая в контактную зону, может составлять, например, от 0 до 50% от количества обрабатываемого газа.
Газовая фаза головной части, содержащая воду и растворитель, чаще всего находится в состоянии насыщения. Она охлаждается в теплообменнике Е1 хладагентом с таким расчетом, чтобы происходила конденсация водной фазы растворителя и жидкой углеводородной фазы. Указано, что количество растворителя, вовлеченного в водную фазу на выходе из контактной зоны G1, может быть достаточным для предупреждения трудностей, связанных с образованием гидратов на стадии охлаждения Е1. По трубопроводу 5 в процесс может быть введена добавка для восполнения потерь растворителя в обрабатываемом газе, в жидкой углеводородной фракции (LGN) и возможно в воде, отводимой по трубопроводу 19. По этому же трубопроводу 19 может быть произведен спуск потока с тем, чтобы сохранить постоянным количество растворителя и воды в контуре.
Полученная таким образом смесь из газовой и жидких фаз выводится из теплообменника Е1 по трубопроводу 6. Обе жидкие фазы и газообразная фаза разделяются в емкости В1.
Обезвоженный обработанный газ выводится из указанного баллона по трубопроводу 7. Обе жидких фазы, образовавшиеся в результате конденсации, разделяются между собой отстаиванием в нижней части емкости Bl.
Водная фаза, образованная преимущественно водой и растворителем, выводится из емкости Bl по трубопроводу 8. Насос Р1 позволяет производить повторное нагнетание указанной водной фазы по трубопроводу 9 в трубопровод 2, затем в контактную зону Gl.
Углеводородная фаза, образованная главным образом конденсируемыми углеводородами природного газа (Сз+) (содержащего, возможно, растворенные этан и метан) и растворителем, может отводиться по трубопроводу 10 в контур стабилизации и промывки. На этом переделе может проводиться теплообмен между газом, поступившим из контактной зоны G1, и углеводородной фазой, отводимой по трубопроводу 10. На фигуре 1 он не показан. Насос Р2 обеспечивает подачу жидкой углеводородной фазы по трубопроводу 11 в колонну S1 стабилизации. Назначение этой операции состоит в отделении от названной жидкой углеводородной фазы наиболее летучих компонентов (C1 и С2), выводимых из процесса по трубопроводу 12. Углеводородная фаза с компонентами, имеющими молярную массу более С2, направляется по трубопроводу 13 в зону водной промывки G2 для удаления содержащегося в ней растворителя.
Водная фаза, выведенная из контактной зоны G1 по трубопроводу 4 и очищенная по меньшей мере частично от растворителя, поступает в насос Р3. Часть этой водной фазы с контролируемым расходом направляется в контактную зону G2 по трубопроводу 14. Другая часть отводится по трубопроводу 19.
В указанной контактной зоне G2 часть водной фазы, поступившей по трубопроводу 14, обеспечивает возможность промывки углеводородной фазы. Растворитель, характеризующийся большим сродством с водой, чем с углеводородной фазой, улавливается по меньшей мере частично в водной фазе в конце данной стадии.
Жидкая углеводородная фаза, очищенная от большей части растворителя, содержащегося в ней на входе в контактную зону G2, отводится по трубопроводу 15.
Содержащая растворитель жидкая фаза отводится из контактной зоны G2 по трубопроводу 16. Эта фаза поступает в насос Р4 и подается в контактную зону G1. В зависимости от концентрации растворителя в ней указанная фаза подается либо в контактную зону G1 по трубопроводу 17, либо в трубопровод 2 для смешивания с водной фазой, поступающей из емкости В1 по трубопроводу 9.
По сравнению с применявшимися ранее приемами данный способ характеризуется существенными преимуществами. Он обеспечивает значительный выигрыш по капиталозатратам, по габаритам и весу оборудования, что особенно оптимально при производстве углеводородов на море. Наряду с этим разделение воды и растворителя в результате контакта с обрабатываемым газом позволяет отказаться от разделения перегонкой.
Задачей изобретения является дополнительное снижение капиталозатрат, габаритов и веса оборудования, а также производственных затрат на обработку газа за счет использования способа согласно изобретению.
Способ и установка согласно изобретению предназначены преимущественно для обезвоживания газа, например природного газа, содержащего в себе воду и по меньшей мере один высокий углеводород, а также для обеспечения по меньшей мере частичного разделения конденсируемых углеводородов.
В целом способ согласно изобретению может рассматриваться как способ, содержащий следующие стадии:
а) обрабатываемый газ разделяют на два потока (1) и (2). Часть присутствующего в потоке (2) газа может составлять от 25 до 95% от количества обрабатываемого газа: предпочтительно, чтобы это количество составляло от 30 до 50% от общего количества газа;
б) по меньшей мере поток (2) указанного газа приводят в контакт с рециклированной жидкой фазой, содержащей одновременно воду и растворитель, представляющий собой, как правило, органическое, не углеводородное, обычно жидкое соединение, но не являющееся водой, способное по меньшей мере частично смешиваться с водой и подвергаться перегонке при температуре ниже температуры дестилляции воды. При проведении данной стадии растворитель переходит преимущественно в газ. На выходе из контактной зоны получают водную жидкую фазу, обедненную по содержанию растворителя по сравнению с рециклированной жидкой фазой, и газовую фазу с содержанием растворителя;
в) разделяют обедненную содержанием растворителя водную фазу и содержащую растворитель газовую фазу;
г) обедненную по содержанию растворителя водную фазу приводят в контакт с потоком (1) обрабатываемого газа, не содержащим растворитель, в контактной зоне, остаточный растворитель экстрагируется из водной, обедненной фазы газом, при этом на данной стадии образуются газовая фаза, богатая содержанием растворителя, и регенерированная водная жидкая фаза;
д) богатую растворителем газовую фазу, образованную на стадии (г), смешивают либо с газовой, содержащей растворитель фазой, образовавшейся на стадии (б), либо после стадии (б) с потоком (2) газа, не содержащего растворитель;
е) газовую фазу смеси охлаждают с возможностью ее частичной конденсации в водную и углеводородную фазу, каждая из которых содержит растворитель, получают обработанный газ, из которого удалены по меньшей мере частично вода и высшие углеводороды;
ж) разделяют водную фазу и углеводородную фазу, образовавшиеся на стадии (е) путем отстаивания;
з) водную, богатую содержанием растворителя фазу, рециклируют на стадию (б) процесса.
В случае необходимости углеводородная жидкая фаза может быть стабилизирована и/или из нее удален растворитель. С этой целью жидкую углеводородную фазу направляют в колонну стабилизации. При проведении стадии стабилизации наиболее летучие компоненты (C1, C2) углеводородной жидкой фазы выводятся из процесса. Углеводородная фаза с содержанием более высоких соединений, чем С2, приводится затем в контакт с водной, не содержащей растворитель фазой, которой может быть полностью или частично вода, образовавшаяся на стадии (г). По окончании контактирования, которое может проводиться, например, в статическом смесителе, не содержащая растворитель углеводородная фаза и содержащая растворитель водная фаза разделяются между собой. Углеводородную фазу сливают, а водную фазу с содержащимся в ней растворителем рециклируют на стадию (б) и/или стадию (г).
Изобретение более подробно показано в примерах осуществления, не выходящих за рамки изобретения, не носящих ограничительный характер и относящихся к обработке природного газа, со ссылками на приложенные чертежи.
На фиг.1 показан способ согласно уровню техники.
На фиг. 2 и 3 схематически показан способ согласно изобретению, в частности, усовершенствование способа, известного из уровня техники, позволяющего уменьшить сечение и/или высоту контактной зоны G1 за счет применения в установке смесителя и отделителя, располагаемых выше контактной зоны G1 и обеспечивающих возможность начального обмена между содержащим растворитель водным раствором и всем количеством или частью обрабатываемого газа.
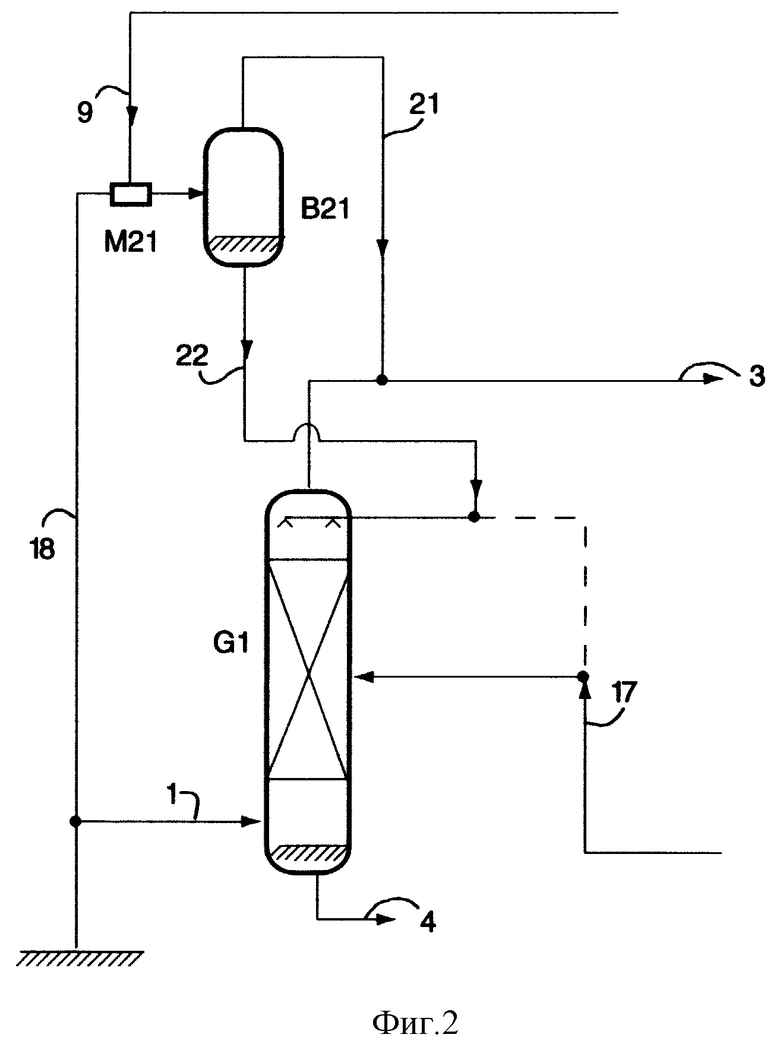
Фигура 2 показывает применение способа согласно изобретению.
Содержащая растворитель водная фаза, поступающая из емкости В1 по трубопроводу 8, направляется насосом Р1 по трубопроводу 9 в смеситель М21, рассчитанный также на байпасный газ, подаваемый по трубопроводу 18. На стадии смешивания газ насыщается растворителем. Обе фазы, водная и газовая, разделяются в разделительной емкости В21.
Содержащий растворитель газ, поступающий из емкости В21 по трубопроводу 21, смешивается с газом из контактной зоны G1, затем направляется по трубопроводу 3 в теплообменник El.
Поступающая из емкости В21 водная фаза очищается от части растворителя, присутствовавшего в ней на выходе из емкости В1. Она подается по трубопроводу 22 в головную часть контактной зоны G1. Концентрация растворителя в водной фазе, циркулирующей по трубопроводу 22, значительно ниже той же концентрации в растворе, циркулирующем по трубопроводу 9. Благодаря такой низкой концентрации сечение и/или высота контактной зоны G1 значительно уменьшены по сравнению с сечением и высотой, которые необходимы для способа-аналога. В том случае, когда способ содержит стадию промывки высоких углеводородов, водная фаза, образующаяся при промывке и поступающая по трубопроводу 17, может быть при необходимости подана в контактную зону G1 или смешана с водной фазой в трубопроводе 22. Выбор точки нагнетания водной фазы определяется содержанием растворителя.
Поскольку меньшее количество растворителя должно перейти из водной фазы в газовую на стадии контактирования в зоне G1, то габариты оборудования для такого контактирования существенно уменьшаются.
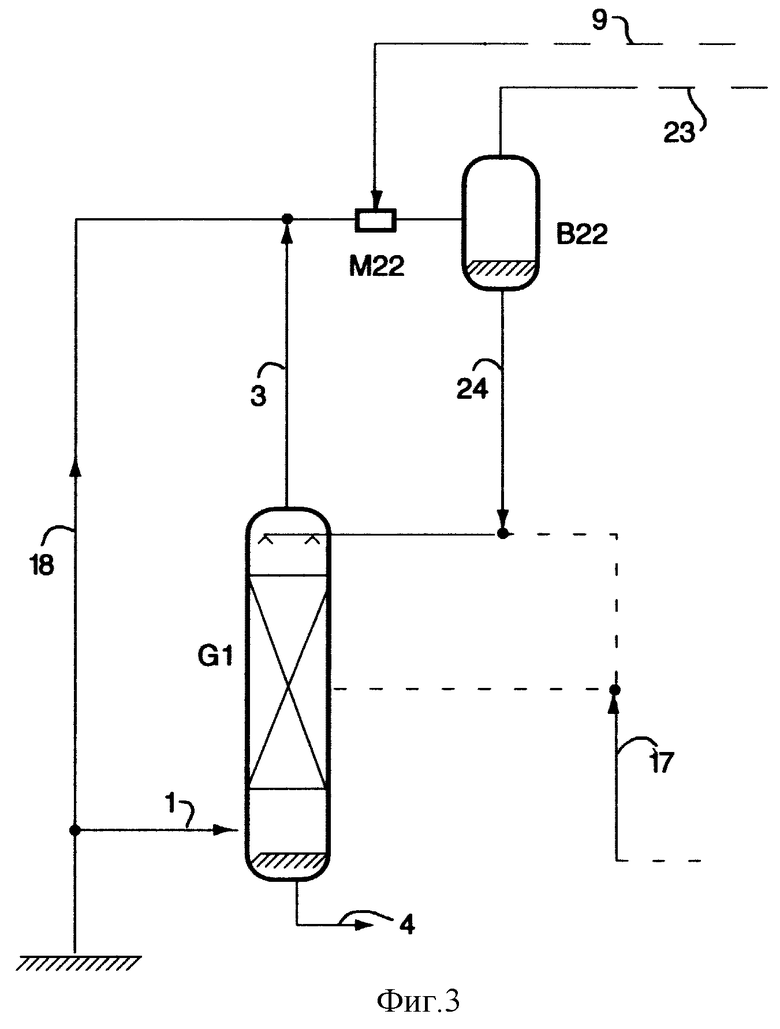
Ниже описывается другой вариант осуществления способа согласно изобретению со ссылкой на фигуру 3.
Согласно этому варианту осуществления все количество произведенного газа, поступившего по трубопроводам 3 и 18, подается в смеситель М22. Весь газ смешивается в смесителе М22 с водным, содержащим растворитель раствором, поступающим из емкости В1 и циркулирующим по трубопроводу 9. Поступающий из разделительной емкости В22 по трубопроводу 23 газ подается непосредственно в теплообменник Е1, а водная фаза, поступающая из емкости В22 по трубопроводу 24, нагнетается в контактную зону G1. Как описано выше, в том случае, когда способ предусматривает стадию промывки высоких углеводородов, водная фаза, образовавшаяся при промывке и поступающая по трубопроводу 17, может быть подана при необходимости в контактную зону G1 или смешана с водной фазой в трубопроводе 24.
Растворитель, используемый в способе согласно изобретению, может быть выбран из ряда, состоящего из метанола, этанола, пропанола, метилпропилового эфира, этилпропилового эфира, дипропилового эфира, эфира метилтройного бутила, диметоксиметана, диметоксиэтана и метоксиэтанола. Чаще всего применяют метанол.
Приводимый ниже пример 1 показывает способ-аналог, примеры же 2 и 3 иллюстрируют два отдельных варианта осуществления способа согласно изобретению.
Пример 1. В данном примере действуют согласно аналогу, представленному на фиг. 1.
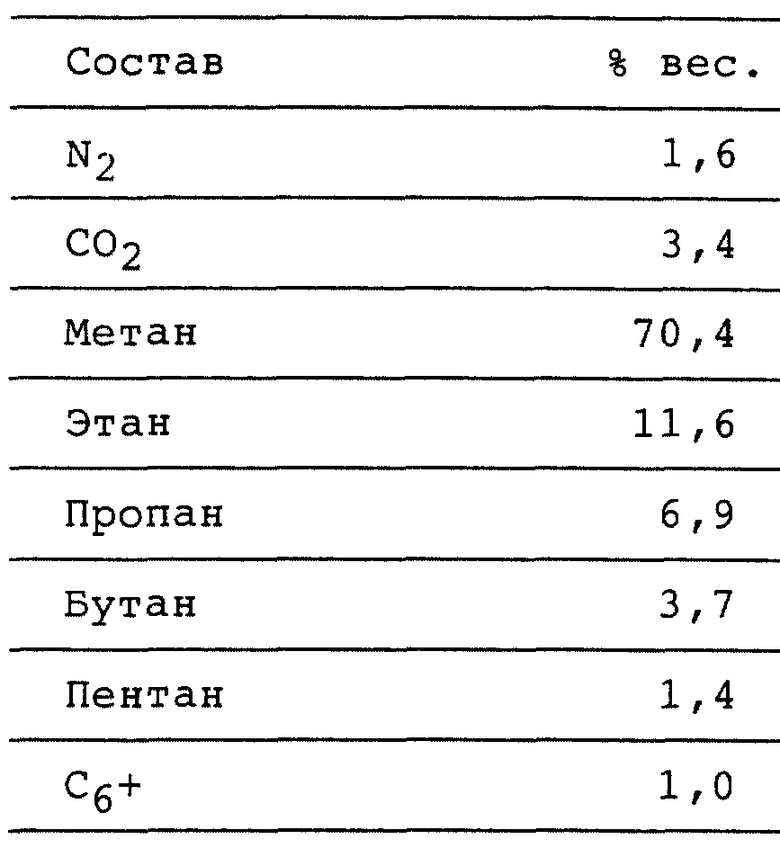
Природный газ по месту его получения, давление - 6 МПа, температура - 50oС, состав приведен в таблице, газ водонасыщен (содержание воды на входе процесса - около 6000 ppm/моль). Его расход составляет 108 т/ч, что соответствует 3,0 М норм. м3 в сутки.
В данном случае растворителем служил метанол.
Половина произведенного газа (50%) направляется по трубопроводу 1 в контактную зону G1, вторая половина (50%) - в головную часть контактора по трубопроводу 18. Контактор G1 содержит структурированную насадку. Рециклированный водный раствор метанола нагнетается в головную часть контактора по трубопроводу 2 при температуре -25oС. По окончании стадии контактирования обедненный содержанием растворителя водный раствор выводится из контактора по трубопроводу 4. Содержание метанола в данном растворе составляет 160 ppm вес. Его расход составляет 245 кг/ч; этот расход соответствует приблизительно количеству воды, первоначально содержащейся в 108 т/ч обрабатываемого газа.
Содержащий метанол газ направляется в теплообменник Е1 по трубопроводу 3. По трубопроводу 5 в него вносится добавка метанола в количестве 40 кг/ч. На выходе из теплообменника Е1 его температура составляет -25oС. Емкость В1 позволяет произвести разделение на:
- поток обработанного газа в количестве 99500 кг/ч с остаточным содержанием воды 14 ppm/моль, что составляет 10,5 кг/М норм.м3;
- поток воды с содержанием метанола, в количестве 616 кг/ч, рециклируемый в контактную зону G1;
- поток сконцентрированной углеводородной фазы (LGN) в количестве 8400 кг/ч, который при необходимости может быть стабилизирован, затем промыт для удаления растворителя, перед утилизацией.
Пример 2. В этом примере природный газ, по месту его получения, имеет давление, температуру, расход и состав, как указано в примере 1, но обрабатывается по способу согласно изобретению, представленному на фиг. 2. Кроме того в качестве растворителя здесь использован метанол.
В этом примере байпасный газ из трубопровода 18 приводят в контакт с водной фазой, содержащей растворитель и поступающей из разделительной емкости В1 по трубопроводу 8 в смеситель М21. На протяжении этой стадии смешания газ наполняется растворителем.
Обе фазы, водная и газовая, разделяются в разделительной емкости В21.
Газ, содержащий растворитель и поступающий из емкости В21 по трубопроводу 21, смешивается с газом, поступающим из контактной зоны G1, затем направляется по трубопроводу 3 в теплообменник El.
Водная фаза из емкости В21 частично очищается от растворителя, содержавшегося в ней на выходе из емкости В1. Ее нагнетают по трубопроводу 22 в головную часть контактной зоны G1.
В результате начального контакта между газом и богатым растворителем раствором в смесителе М21 концентрация растворителя в водном растворе уменьшается в 2,5 раза по сравнению с раствором, циркулирующим по трубопроводу 9.
При прочих равных условиях рабочие характеристики, идентичные описанным в примере 1, получают при использовании контактной колонны G1 уменьшенных размеров. Действительно, контактирование водного раствора, частично обедненного по содержанию растворителя, с 44% обрабатываемого газа оказывается достаточным для истощения раствора.
При байпасировании 56% газа концентрация метанола в воде, выводимой из контактора по трубопроводу 4, составляет 160 ppm вес., как описано в примере 1.
Истощение раствора обеспечивается применением колонны с диаметром, уменьшенным на 6% по сравнению с приведенным ранее примером. Снижение веса стальных элементов в результате такого уменьшения диаметра колеблется в зависимости от величины уменьшения.
Объем необходимой насадки вследствие этого также уменьшается на 12%; при этом высота насадки идентична высоте насадки в примере 1.
Пример 3. В этом примере природный газ, по месту его получения, имеет давление, температуру, расход и состав, как указано в примере 1, но обрабатывается по способу согласно изобретению, представленному на фигуре 3. Кроме того, в качестве растворителя здесь использован метанол.
Согласно этому примеру часть обрабатываемого газа подается в контактную зону G1 по трубопроводу 1. Как указывалось, газ, наполненный растворителем после контактирования, выходит из G1 по трубопроводу 3. Его смешивают с байпасным газом, не содержащим растворитель, в трубопроводе 18. Все количество газа смешивается с рециклированным водным, содержащим растворитель раствором в смесителе М22. Смесь направляется в разделительную емкость В22.
Из разделительной емкости В22 выходит две фазы:
- газ с содержанием растворителя, направляемый по трубопроводу 23 в теплообменник Е1,
- частично обедненный водный раствор растворителя, подаваемый по трубопроводу 24 в контактную зону G1.
В результате начального контакта между газом и богатым растворителем раствором в смесителе М22 концентрация растворителя в водном растворе уменьшается в 3,5 раза по сравнению с раствором, циркулирующим по трубопроводу 9.
При прочих равных условиях рабочие характеристики, идентичные описанным в примере 1, получают при использовании контактной колонны G1 уменьшенных размеров. Действительно, контактирование водного раствора, частично обедненного по содержанию растворителя, с 31% обрабатываемого газа оказывается достаточным для истощения раствора.
При байпасировании 69% газа концентрация метанола в воде, выводимой из контактора по трубопроводу 4, составляет 160 ppm вес., как описано в примере 1.
Истощение раствора обеспечивается благодаря применению колонны с диаметром, уменьшенным на 21% по сравнению с примером 1. Снижение веса стальных элементов в результате такого уменьшения диаметра колеблется в зависимости от величины уменьшения.
Объем необходимой насадки вследствие этого также уменьшается на 38%; при этом высота насадки идентична высоте насадки в примере 1.
Сравнение примера 1 для способа-аналога, с одной стороны, с примерами 2 и 3 для способа согласно изобретению с другой стороны, делает очевидным, что способ согласно изобретению позволяет значительно уменьшить сечение контактной колонны и, как следствие, габариты и вес оборудования, а также объем насадки, необходимой для операции по обработке газа.
Способ согласно изобретению характеризуется преимуществом, обусловленным меньшими капиталозатратами по сравнению с описанными в известном уровне техники способами, двукратным уменьшением сечения контактора и объема насадки, необходимых для проведения операций.
Изобретение относится к обезвоживанию природного газа. Обрабатываемый газ разделяется на два потока (1) и (2). Поток (2) приводят в контакт с рециркулирующей жидкой фазой, содержащей воду и растворитель, для получения водной жидкой фазы, обедненной растворителем, и газовой фазы, содержащей растворитель, которые разделяют отстаиванием. Полученную водную фазу приводят в контакт с одним из двух исходных газовых потоков, не содержащих растворитель, при этом растворитель экстрагируют из обедненной водной фазы газом и в результате получают обогащенную растворителем газовую фазу и регенерированную водную жидкую фазу. Газовый поток (1), обедненный растворителем, смешивают с газовой фазой после стадии контактирования. Газовую смесь охлаждают с ее частичной конденсацией в водную фазу, содержащую растворитель, и углеводородную фазу с получением конечного обработанного газа, из которого удалены вода и высшие углеводороды. Водная фаза, содержащая растворитель, рециркулирует в системе. Технический результат - достигают обезвоживания природного газа с одновременным отделением примеси высших углеводородов при уменьшении энергозатрат и капиталовложений. 15 з.п. ф-лы, 1 табл., 3 ил.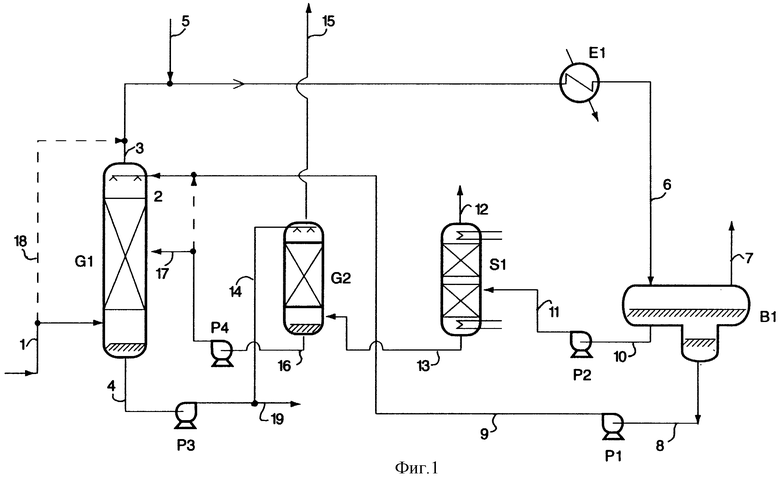
| ЛЯРУ Ж | |||
| и др | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| СПОСОБ ОСУШКИ ГАЗОВ | 1992 |
|
RU2050952C1 |
| US 5127231 А, 07.07.1992 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |

