Изобретение относится к боеприпасной технике, а более конкретно к способам изготовления стальных деталей снарядных корпусов осколочно-фугасных снарядов, таких как корпус, переходные втулки, донья и т.д.
В настоящее время детали снарядных корпусов изготавливают, в основном, способом горячей штамповки из среднеуглеродистых сталей С60 и 45Х1 (Справочник "Артиллерийские боеприпасы, подлежащие утилизации и уничтожению" по редакцией Калистова А.А., М., из-во "Nova", 1992, стр.37-43, 49-50, 84-88, 106-115; Рыбарж А.А. "Производство снарядов", М., Государственное издательство оборонной промышленности, 1943, стр.101).
Известны способы изготовления снарядных корпусов, включающие горячую штамповку, черновую механическую обработку, горячий обжим головной части, а также нормализацию от температуры конца горячей штамповки или закалку с отпуском ("Технология механической обработки артиллерийских снарядов" под редакцией Иванова Н.Д. М., Государственное издательство оборонной промышленности, 1948, стр.7, 504-515; Рыбарж А.А. "Производство снарядов", Государственное издательство оборонной промышленности, 1943, стр.128-129). Использование этих способов изготовления снарядных корпусов применительно к деталям корпусов из высокоуглеродистых сталей, эвтектоидных и заэвтектоидных марганцево-кремнистых сталей, имеет следующие недостатки:
- у корпусов снарядов низко и средненагруженных артиллерийских систем, которые применяют в нормализованном состоянии, происходит неравномерное подкаливание на воздухе, что значительно снижает стойкость режущего инструмента при обработке деталей снарядных корпусов и повышает трудоемкость при их механической обработке, а также приводит к образованию крупных неэффективных осколков при подрыве;
- у деталей снарядных корпусов высоконагруженных систем, которые упрочняются за счет закалки с отпуском, также повышается трудоемкость механической обработки и значительно ухудшается дробление, что ведет к уменьшению осколочности при подрыве.
Наиболее близким к предлагаемому способу изготовления снарядных корпусов является способ, который содержит операцию горячей пластической деформации с отжигом заготовок, заключающимся в охлаждении заготовок от температуры конца пластической деформации в неотапливаемых колодцах или на воздухе под колпаком до температуры ~550oС с последующим охлаждением на сухой песчаной постели, а также содержит операции механической обработки и горячего обжима головной части (Рыбарж А.А. "Производство снарядов", Государственное издательство оборонной промышленности, 1943, стр.128-129, 110). Этот способ не обеспечивает постоянства физико-механических свойств и оптимального дробления материала корпуса при подрыве.
Задачей изобретения является устранение дендритной ликвации и перерекристаллизации стали с получением структуры и получение у деталей снарядных корпусов стабильных физико-механических свойств, за счет которых получают максимальное количество необходимых осколков при подрыве, а также обеспечивают высокую технологичность в процессе изготовления деталей снарядных корпусов.
Решение поставленной задачи состоит в том, что способ изготовления снарядных корпусов из стальных заготовок, включающий операции термообработки, горячей пластической деформации, механической обработки и горячего обжима головной части, дополняют операцией термообработки, при которой после горячей пластической деформации заготовку подвергают рекристаллизационно-диффузионному отжигу с нагревом в печи на 200-300oС выше точки аустенитного перехода (Ас3), выдержке при этой температуре в течение 0,5-3 ч, охлаждению с печью со скоростью 30-150oС/ч до температуры 600-650oС и охлаждению на воздухе с неконтролируемой скоростью до температуры окружающей среды. Заготовки при этом выполняют из высокоуглеродистых (С>0,7%) сталей, эвтектоидных или заэвтектоидных марганцево-кремниевых сталей.
Снарядные корпуса, не подвергающиеся горячему обжиму, а также стальные детали снарядных корпусов: переходные втулки, донья и т. п., - подвергают термообработке по вышеуказанному режиму после горячей пластической деформации.
Технический результат, который получен при осуществлении изобретения, заключается в том, что при его использовании:
- устраняют дендритную ликвацию;
- осуществляют перерекристаллизацию стали для повышения осколочности при подрыве, т.е. образования большого числа необходимых по массе и форме осколков;
- обеспечивают физико-механические свойства, необходимые для функционирования снарядных корпусов: предел текучести σ02 ≥ 340 МПа, относительное удлинение δ ≥ 10%, относительное сужение в момент разрыва Ψ = 13-18%, ударную вязкость ак≥300 кДж/м2, т.е. обеспечивают прочность снарядного корпуса при ствольных и ударных нагрузках;
- обеспечивают высокую технологичность во время обработки.
Только наличие всех без исключения признаков изобретения дает возможность получения вышеуказанного результата. Способ позволяет улучшить структуру и свойства металла деталей снарядных корпусов как при различных способах выплавки сталей (мартен, конвертор, электропечь), так и при различных методах горячей пластической деформации получения проката и заготовок (горячая и теплая штамповка, поперечно-винтовая прокатка, прессование и т.п.).
Выбранные температурные режимы при рекристаллизационно-диффузном отжиге заготовок из высокоуглеродистых, эвтектоидных или заэвтектоидных марганцево-кремнистых сталей - нагрев в печи на 200oС-300oС выше точки Ас3 являются оптимальными для решения поставленной задачи, т.к. обеспечивают стабильную гомогенизацию вышеуказанных сталей в деталях снарядных корпусов.
Увеличение температуры термообработки выше точки Ас3 +300oС вызывает активный рост зерна в аустенитной области, что в конечном счете приводит к недопустимому снижению ударной вязкости, что, в свою очередь, ведет к снижению надежности деталей снарядных корпусов при ствольных и ударных нагрузках при выстреле и встрече с преградой, ухудшает осколочность при подрыве, а также технологичность изготовления деталей корпусов из-за увеличения толщины окалины на их поверхности.
Уменьшение температуры термообработки ниже точки Ас3 +200oС ведет к замедлению диффузионных процессов как для марганца, обладающего низкой диффузионной подвижностью из-за высокого атомного диаметра, так и для углерода и кремния, что приводит к непостоянству структуры и механических свойств, что, всвою очередь, не позволяет обеспечить оптимальную осколочность корпуса снаряда при подрыве.
Выбор диапазона времени выдержки при температуре рекристаллизационно-диффузионного отжига 0,5-3 ч определяется из условий получения оптимальной структуры металла. Увеличение времени выдержки выше указанного предела вызывает чрезмерный рост аустенитного зерна, что, как показано выше, ухудшает функциональные свойства снарядного корпуса и технологичность его изготовления. Уменьшение времени приводит к частичному сохранению дендритной ликвации, что также снижает осколочное действие снарядного корпуса при подрыве.
Выбор скорости охлаждения 30-150oС/ч является оптимальным. При более низкой скорости охлаждения возникает опасность возникновения вторичной строчечной или полосчатой структуры, что в значительной мере ухудшает осколочное действие снарядного корпуса при подрыве. Увеличение скорости охлаждения выше 150oС/ч не обеспечивает полноту диффузионных процессов как по углероду и марганцу, так и по фосфору. Это, в свою очередь, приводит к снижению осколочности снарядного корпуса при подрыве и ухудшению технологичности обработки в связи с увеличением твердости металла корпуса.
Номинальную температуру конца охлаждения 600-650oС выбирают из условий экономии энергии, оптимальной загрузки оборудования и предотвращения отпускной хрупкости.
Выбор сталей обусловлен перспективностью их использования для производства деталей снарядных корпусов, которые обладают повышенным осколочным действием при подрыве.
Изобретение поясняется чертежами, где на:
- фиг. 1 - общий график теплового и механического воздействия на сталь 80Г2С;
- фиг. 2 - структура стали 80Г2С после рекристаллизационно-диффузного отжига;
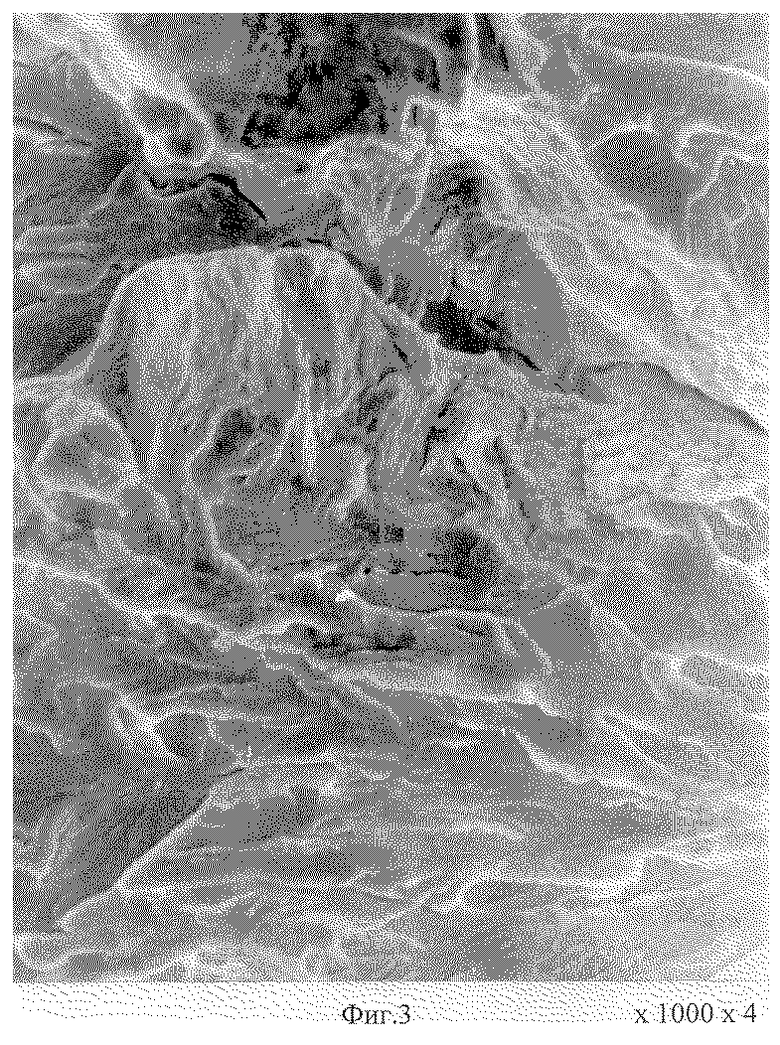
- фиг.3 - фрактография поверхности разрушения стали при растяжении;
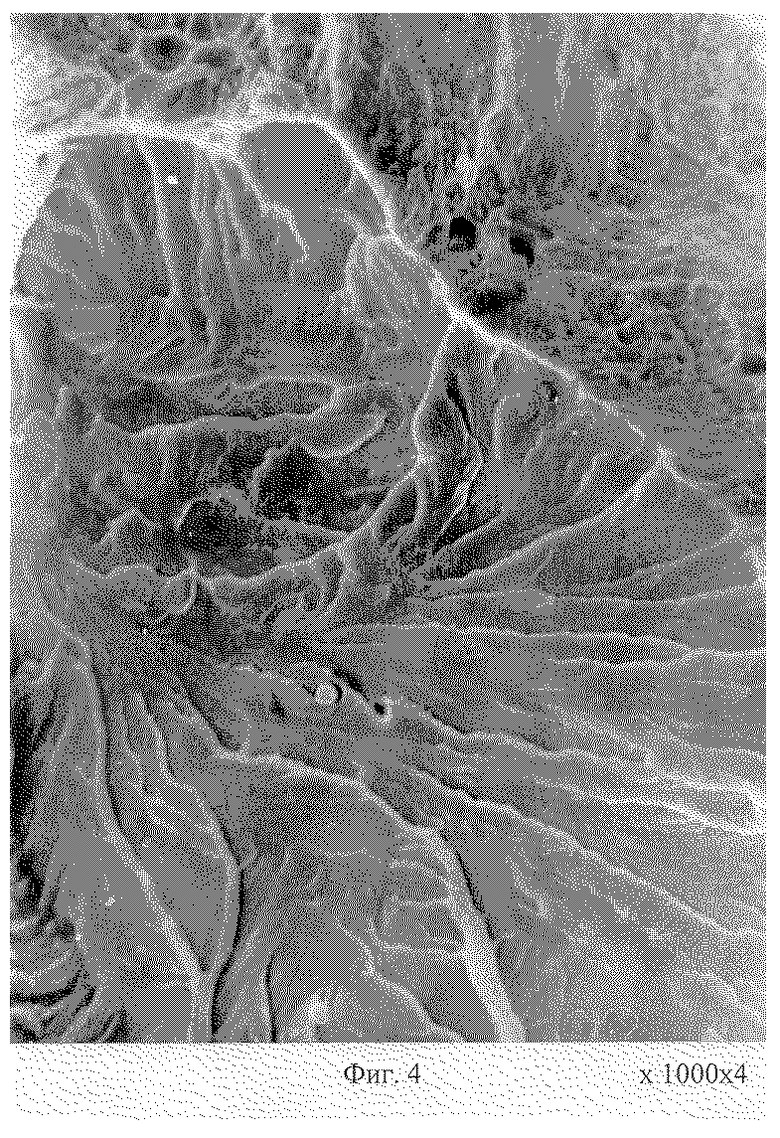
- фиг. 4 - фрактография поверхности разрушения стали при ударном разрушении;
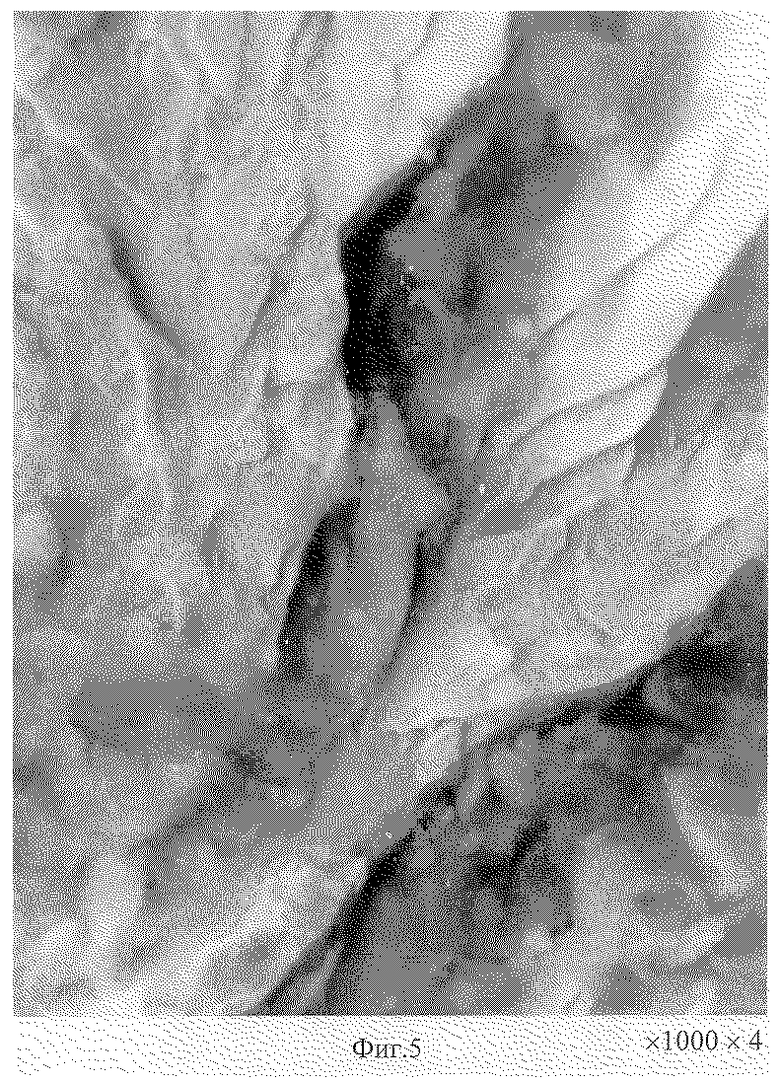
- фиг.5 - фрактография поверхности разрушения осколка;
- фиг.6 - фрактография поверхности разрушения по границам колоний перлита;
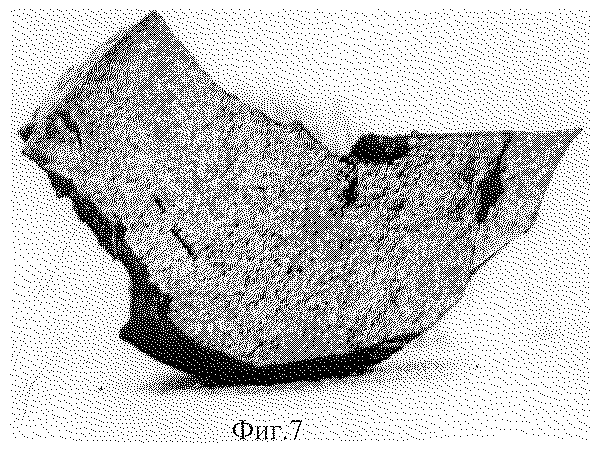
- фиг. 7 - макрошлиф осколка из стали 80Г2С.
Описание способа обработки приводится на примере изготовления снарядного корпуса из эвтектоидной стали следующего состава: С - 0,7-0,9%, Mn - 1,2-1,6%, Si - 0,85-1,15%, сера менее 0,03%, фосфор менее 0,035%, железо - остальное. В дальнейшем для этой стали для сокращения используется условное обозначение 80Г2С, соответствующее принятой отечественной индексации сталей.
Выплавку стали проводили в электропечах и разливали в изложницы при температуре 1550-1600oС. Отливки, извлеченные из изложниц и охлажденные на воздухе до температуры ≈800oС, подвергали нагреву до 1200oС, после чего прокатывали на прокатном стане на квадрат 200÷250 мм, а затем подвергали выдержке в неотапливаемых колодцах в течение 1-3 суток при средней температуре 360-400oС. Затем проводили вторичный нагрев до температуры 1140-1190oС и прокатывание на круг с диаметром, равным калибру снарядного корпуса, также с последующей выдержкой в неотапливаемых колодцах с остыванием до комнатной температуры. Заключительной операцией изготовления проката является высокий отпуск с температурой 650±20oС в течение 4 ч. После разрезки штанги на штучные заготовки проводили третий нагрев металла до температуры горячего деформирования 1100-1150oС и штамповку снарядных корпусов с последующим охлаждением на воздухе. Полученный в результате указанных температурных и деформационных воздействий металл приобретает крупнозернистую структуру при высоком уровне дендритных ликваций, улучшению которой способствует предлагаемый способ изготовления деталей снарядных корпусов, в котором термообработка представляет модификацию диффузионного отжига с одновременной рекристаллизацией.
Термообработку в виде диффузионно-рекристаллизационного отжига проводили после горячей пластической деформации (объемной штамповки). Заготовку нагревали в печи до температуры 960oС±10oС с выдержкой в течение 1 ч ±15 мин, а затем охлаждали с печью со скоростью 30-40oС/ч до температуры 600oС, а затем охлаждали на воздухе с неконтролируемой скоростью до температуры окружающей среды. Номинальная температура выдержки 960oС для стали эвтектоидного состава, превышающая точку Ас1=Ас3 аустенитного перехода, обеспечивает реализацию диффузионно-рекристаллизационного отжига.
После отжига проводили механическую обработку и горячий обжим головной части корпуса.
Термообработку можно проводить после горячего обжима головной части.
Нагрев верхней части корпуса под горячий обжим не приводит к существенным изменениям ее механических характеристик. Это подтверждается постоянством твердости по ГОСТ 9012-59 по длине образца вилки, вырезанной из корпуса после горячего обжима (табл.1, отсчет от дна с постоянным шагом, диаметр шарика 10 мм, нагрузка 3000 кгс, выдержка 10с, * - точки, относящиеся к головной части).
По этому же режиму обработали деталь втулка переходная после горячей штамповки.
Аналогичный способ обработки осуществляли при изготовлении снарядных корпусов из заэвтэктоидных сталей 90Г2С, 100Г2С, 110Г2С.
В результате использования предлагаемого способа в снарядном корпусе получают структуру металла в виде сорбита, ориентированного по колониям перлита. Разрушение внутри данной колонии происходит преимущественно по цементитным пластинкам с образованием фасеток транскристаллитного хрупкого скола или по границам колоний перлита.
Принципиальное отличие предлагаемого способа изготовления деталей снарядных корпусов от используемого в настоящее время заключается в том, что при термообработке заявленного способа используют особенность диаграммы железо-углерод, состоящую в совпадении для эвтектоидных сталей точек Ас1 и Ас3, отсутствии фазовой рекристаллизации и возможности образования избыточных фаз феррита и цементита.
Механические свойства образцов, вырезанных из цилиндрической части термообработанного снарядного корпуса, составляют: σ0.2 = 400...500 МПа, σв = 900...1000 МПа, δ = 13...15%, ψ = 15...17%, НВ=210-230, ан=400 кДж/м2 (≈4 кгс•м/см2). Наиболее характерной особенностью предлагаемого способа является придание металлу в деталях снарядных корпусов относительно высокого значения ударной вязкости ан=400 кДж/м2 при низком значении относительного сужения ψ = 15...17%. Так как ударная вязкость является главным показателем, определяющим стойкость деталей снарядного корпуса к хрупкому разрушению при выстреле в преграду, а относительное сужение является основным показателем, определяющим осколочные характеристики, то данное сочетание aн- ψ близко к оптимальному, позволяющему получить высокоосколочный корпус для снаряда с высокой стойкостью к эксплуатационным нагрузкам.
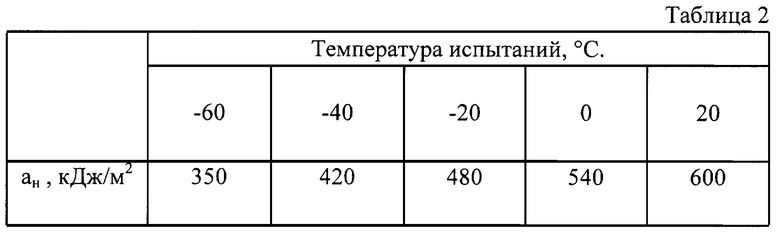
Данные испытаний ударной вязкости при отрицательных температурах указывают на устойчивость к хладноломкости снарядных корпусов, изготовленных предложенным способом (табл. 2).
Экспериментальная проверка качества дробления снарядного корпуса, проведенная с использованием стандартных осколочных макетов, показала, что по сравнению с макетами из штатных сталей и макетами из стали 80Г2С, изготовленными известными способами, предлагаемый способ изготовления обеспечивает увеличение выхода полезных осколков в 1,5-2,5 раза.
Была изготовлена из стали 80Г2С партия корпусов 100 мм осколочно-фугасных снарядов.
Испытания в бронекамере подтвердили высококачественное дробление снарядного корпуса. Общее количество осколков с массой более 0,5 г при четырех испытаниях составило 3246, 3521, 3398, 3408. Средневыборочное число осколков  среднеквадратическое отклонение
среднеквадратическое отклонение  коэффициент вариации
коэффициент вариации  доверительный интервал 3393±92 при доверительной вероятности 0,8. Указанные данные свидетельствуют о высокой статистической стабильности результатов.
доверительный интервал 3393±92 при доверительной вероятности 0,8. Указанные данные свидетельствуют о высокой статистической стабильности результатов.
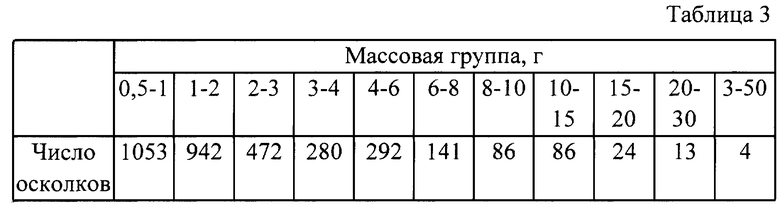
Распределение осколков по массе (среднее по 4-м подрывам с округлением чисел осколков до целых) представлено в табл.3.
Осколки имеют хорошую аэродинамическую форму (параметр формы Ф в среднем по спектру 1,8-2,0), низкий уровень саблеобразования, являющегося главным препятствием на пути получения качественных спектров осколков.
Важным преимуществом предлагаемого способа изготовления снарядных корпусов является практически полное отсутствие внутри осколков после подрыва зоны внутренних разрывов (деструкции). Наличие внутренних разрывов ослабляет ударную стойкость осколка и существенно снижает его пробивное действие, в особенности по стальным преградам и средствам индивидуальной защиты.
Щитовые испытания деталей корпусов снарядов показали, что физико-механические характеристики стали, полученные в результате предлагаемого способа изготовления, обеспечивают получение достаточно больших меридиональных углов разлета осколков (100% осколков в угле 168o, 90% осколков в угле 88o, 80% осколков в угле 35o). Расчеты боевой эффективности этих снарядных корпусов показали, что они превосходят штатные образцы в 2-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОЙ БОЕВОЙ ЧАСТИ /ВАРИАНТЫ/ | 2006 |
|
RU2313060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СНАРЯДНЫХ КОРПУСОВ | 2000 |
|
RU2179491C2 |
| СНАРЯД С КОРПУСОМ ИЗ ВЫСОКООСКОЛОЧНОЙ КРЕМНИСТОЙ СТАЛИ ОДИНЦОВА-БОТВИНОЙ | 2007 |
|
RU2368691C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2005 |
|
RU2288063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| ОСКОЛОЧНАЯ ОБОЛОЧКА БОЕПРИПАСА С ЗАДАННОЙ ФРАГМЕНТАЦИЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2267739C1 |
| ВЫСТРЕЛ С ОСКОЛОЧНОЙ ГРАНАТОЙ К РУЧНОМУ ПРОТИВОТАНКОВОМУ ГРАНАТОМЕТУ | 2009 |
|
RU2410631C1 |
| БЕТОНОБОЙНЫЙ БОЕПРИПАС | 2001 |
|
RU2206862C1 |
| КОРПУС ОСКОЛОЧНОГО БОЕПРИПАСА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2238514C1 |


Изобретение относится к боеприпасной технике, а более конкретно к способам изготовления стальных деталей корпусов осколочно-фугасных снарядов, таких как корпус, переходные втулки, донья и т.д. Способ изготовления снарядных корпусов из стальных заготовок включает операции горячей пластической деформации, механической обработки и горячего обжима, при этом после горячей пластической деформации дополнительно осуществляют термообработку стальной заготовки, при которой ее подвергают рекристаллизационно-диффузионному отжигу с нагревом в печи на 200-300oС выше точки аустенитного перехода, выдержке при этой температуре в течение 0,5-3 ч, охлаждению с печью со скоростью 30-150oС/ч до температуры 600-650oС и дальнейшему охлаждению на воздухе с неконтролируемой скоростью до температуры окружающей среды. Заготовки при этом выполняются из высокоуглеродистых, эвтектоидных и заэвтектоидных марганцево-кремнистых сталей. Способ обеспечивает получение снарядных корпусов с большой стойкостью к ударным нагрузкам и высококачественным осколочным спектром, а также высокую технологичность при производстве корпусов снарядов. 3 з.п. ф-лы, 7 ил., 3 табл.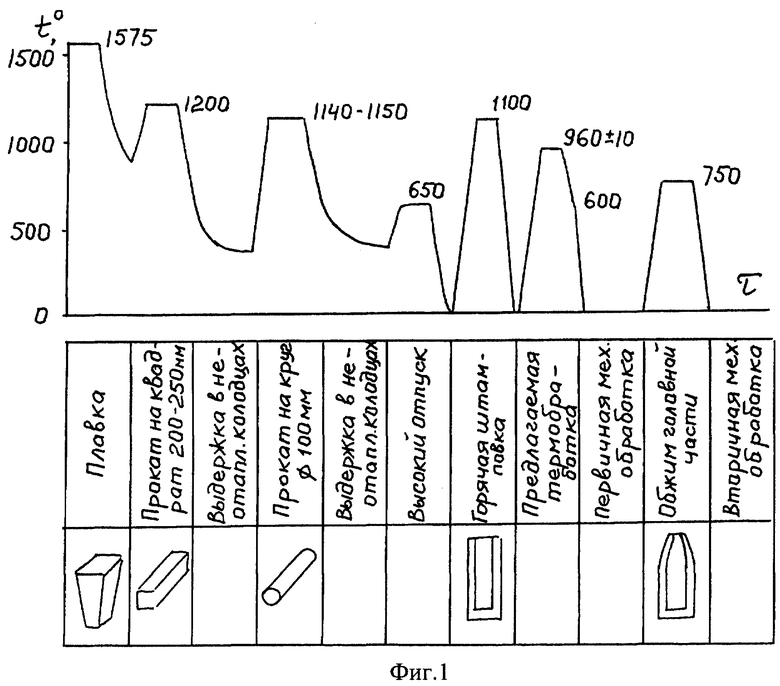
| РЫБАРЖ А.А., Производство снарядов | |||
| - М.: Государственное издательство оборонной промышленности, 1943, с.128-129, 110 | |||
| US 3676907, 10.07.1972 | |||
| US 3513038, 19.05.1970 | |||
| US 3994752, 30.11.1976 | |||
| DE 3825912 C1, 30.03.1989 | |||
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1998 |
|
RU2133284C1 |
| US 3619302, 09.11.1971. | |||

