Изобретение относится к металлургическому производству и может быть использовано при изготовлении рулонной и листовой стали, предназначенной для холодного деформирования.
Известен [1] способ изготовления горячекатаной полосы для глубокой вытяжки, включающей горячую прокатку, смотку в рулон, нормализацию полосы в неокислительной атмосфере. Недостаток известного способа состоит в том, что он не обеспечивает получение металла со структурой полностью сфероизированного перлита.
Известен также [2] способ обработки проката для листовой вырубки, включающей горячую прокатку полосы, смотку полосы в рулон, охлаждение рулона, порезку рулона на листы, нормализацию листов с нагревом для межкритических температур и отжиг. Недостатком этого способа является то, что он не обеспечивает получение металла на малоуглеродистой стали со структурой полностью сфероидизированного перлита. Кроме того, реализация этого способа связана со значительными затратами энергоносителей, т. к. предусмотрен многочасовой отжиг металла. Низка производительность, велики трудозатраты.
Ближайшим аналогом является способ [3] производства горячекатаной полосы, включающий горячую прокатку, ускоренное охлаждение, смотку полосы в рулон, охлаждение рулона, размотку рулона и порезку его на листы, нормализацию листов с последующим отжигом с выдержкой при температуре 720-730oC в течение 10 ч.
Недостатками ближайшего аналога являются низкая производительность и большие энергозатраты в связи с использованием многочасового процесса отжига, и главное, способ не обеспечивает получение металла со структурой полностью сфероидизированного перлита.
Технической задачей предлагаемого изобретения является получение металла со структурой полностью сфероидизированного перлита при одновременном повышении производительности процесса термообработки и снижении энергозатрат. Это достигается тем, что в способе производства горячекатаной полосы для глубокой вытяжки, включающем горячую прокатку, ускоренное охлаждение, смотку полосы в рулон, охлаждение рулона, размотку рулона и порезку его на листы, нормализацию листов с последующим отжимом, нормализацию осуществляют дважды, вначале при температуре, равной AC3 +30 -50oC, затем при температуре в интервале между критическими точками AC1 и AC3.
Пример. Полосу толщиной 8,55 мм из стали марки 18ЮА с химическим составом 0,17% C, 0,10%, 0,40% Mn, 0,017% S, 0,008% P, 0,2% Cr, 0,2% Ni, 0,048% Al, прокатанную на стане горячей прокатки при температуре конца деформации 870oC, ускоренно охлажденную и смотанную в рулон при температуре 610oC, охлажденную в рулоне до температуры 30-40oC, размотанную из рулона и порезанную на листы, подвергли нормализации дважды в проходной печи с роликовым подом вначале при температуре 900oC, затем при 750oC. Время пребывания листов в печи составляло 13 и 14 мин при первой и второй нормализации соответственно.
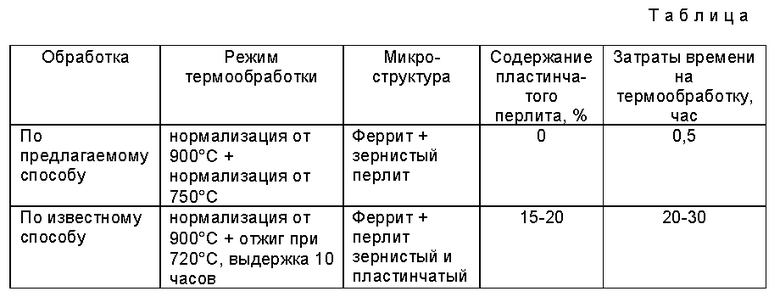
Качественные параметры горячекатаной полосы, обработанной по предлагаемому способу, приведены в таблице, в которой представлены также данные по горячекатаной полосе, обработанной по известному способу.
Как видно из таблицы, предлагаемый способ позволяет при значительно меньших затратах времени, а значит, и энергоносителей получить полосу с микроструктурой, более благоприятной для последующего холодного деформирования с глубокой и сверхглубокой вытяжкой.
Источники информации
1. Авторское свидетельство СССР N 612964, C 21 D 9/48, C 21 D 1/78.
2. Авторское свидетельство СССР N 1178781, C 21 D 9/46.
3. А.З.Комановский "Листопрокатное производство". М.: Металлургия. 1975, с. 65 - 81.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки проката для чистовой вырубки | 1982 |
|
SU1178781A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБЫ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ | 2018 |
|
RU2682984C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ТРУБНОЙ СТАЛИ | 2011 |
|
RU2440425C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2219253C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2203332C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2228374C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКОПОЛОСНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2144090C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
Изобретение относится к металлургии и может быть использовано для производства горячекатаной полосы, предназначенной для холодного деформирования, способ включает горячую прокатку, ускоренное охлаждение, смотку полосы в рулон, охлаждение рулона, размотку рулона и порезку его на мерные длины и нормализацию, которую проводят в два этапа, первую при температуре Ас3 + 30-50oC, вторую - в интервале между критическими точками Ас1 и Ас3. Применяемые режимы термообработки обеспечивают получение металла со структурой полностью сфероидизированного перлита при одновременном повышении производительности процесса термообработки и снижение энергозатрат. 1 табл.
Способ производства листовой стали для глубокой вытяжки, включающий горячую прокатку, ускоренное охлаждение, смотку полосы в рулон, охлаждение рулона, размотку рулона и порезку его на листы, нормализацию листа при AC3 + 30 - 50oC, отличающийся тем, что лист дополнительно подвергают нормализации из межкритического интервала температур AC1 - AC3.
| Комановский А.З | |||
| Листопрокатное производство | |||
| - М.: Металлургия, 1975, с.65 - 81 | |||
| Способ изготовления горячекатаной полосы для глубокой вытяжки | 1976 |
|
SU612964A1 |
| Способ изготовления листов из высокопрочных низколегированных сталей, содержащих азот и алюминий | 1977 |
|
SU734301A1 |
| Способ изготовления листа для особо сложной вытяжки из нестареющей кипящей стали | 1972 |
|
SU456007A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ИЗНОСОСТОЙКОЙ СТАЛИ | 1996 |
|
RU2105821C1 |
| Способ обработки проката для чистовой вырубки | 1982 |
|
SU1178781A1 |

