Изобретение относится к области обработки металлов давлением, а более конкретно к способам штамповки заготовок снарядных корпусов.
Известен способ изготовления заготовок снарядных корпусов обратным выдавливанием. Заготовка из металлургического полуфабриката размещается в матрице, подвижный пуансон погружается в заготовку, выдавливая металл в обратном направлении (навстречу пуансону). Способ применим как для холодной, так и для горячей штамповки. В последнем случае перед штамповкой производится нагрев заготовки до температуры деформирования. Модификация метода горячей штамповки обратным выдавливанием с использованием заготовки квадратного сечения, известная как способ Эргардта, широко применяется в отечественном снарядном производстве при изготовлении корпусов артиллерийских снарядов среднего и крупного калибров из штатных снарядных сталей С60 и 45Х1 (Рыбарж А.А. Производство снарядов. М.: Оборонгиз, 1943, стр. 112-114).
Недостатком способа является возможность смещения оси подвижного пуансона относительно оси матрицы вследствие износа подвижных соединений, неравномерности нагрева заготовки и других факторов, приводящих при штамповке к значительному эксцентриситету каморы корпуса относительно его внешней поверхности, т.е. к увеличению разностенности и дисбаланса корпуса. Этот недостаток становится особенно заметным для тонкостенных корпусов современных осколочно-фугасных снарядов с высоким коэффициентом наполнения взрывчатым веществом.
Указанный недостаток в значительной степени устраняется при использовании способа прямого выдавливания (Ковка и штамповка. Справочник в 4-х т., ред. совет: Е.И. Семенов (председатель) и др. М.: Машиностроение, 1985, т. 2, стр. 214; А.И. Капустин. Штамповка поковок типа стакан, М.: НПО "Темп", 1991 г. , стр. 28-95). В данном способе матрица и пуансон в процессе выдавливания жестко скреплены между собой, заготовка с помощью пресс-штемпеля выдавливается в зазор между матрицей и пуансоном. Однако при этом увеличивается время контакта нагретой заготовки со штамповым инструментом.
Наиболее близким к предлагаемому способу изготовления заготовок снарядных корпусов является способ, включающий выдавливание стальной заготовки в матрице, с помощью пуансона (GB 1508532 А, МПК-3 В 21 К 21/06, 26.04.78).
Задачей изобретения является создание способа изготовления заготовок снарядных корпусов, который устраняет интенсивный теплоотвод от заготовки, обеспечивает поддержание оптимального температурного режима в процессе выдавливания и снижает анизотропию структуры и свойств металла в заготовке снарядного корпуса.
Решение поставленной задачи состоит в том, что при изготовлении снарядных корпусов, включающем выдавливание стальной заготовки в матрице с помощью пуансона, согласно изобретению осуществляют прямое выдавливание пресс-штемпелем, при котором пуансон жестко закреплен по оси матрицы, причем в процессе выдавливания между внешней поверхностью штампуемой заготовки и внутренней поверхностью матрицы образуют зазор, который сохраняют в процессе выдавливания, после чего проводят вытяжку с утонением через кольцевые матрицы с последующей механической обработкой наружной поверхности и обжатием головной части корпуса.
Предпочтительно стальную заготовку перед прямым выдавливанием и обжимом головной части нагревают до температуры деформирования.
Предпочтительно заготовку из легкодеформируемого материала, например из низкоуглеродистой стали, подвергают прямому выдавливанию и обжиму головной части при комнатной температуре.
Технический результат, который получен при осуществлении изобретения, состоит в том, что в результате его использования получены заготовки снарядных корпусов с разностенностью менее 1 мм, коэффициентом использования металла (КИМ) более 0,65 и точностью размеров внутренней каморы по 5-му классу машиностроительных допусков.
Изобретение поясняется чертежами, где на:
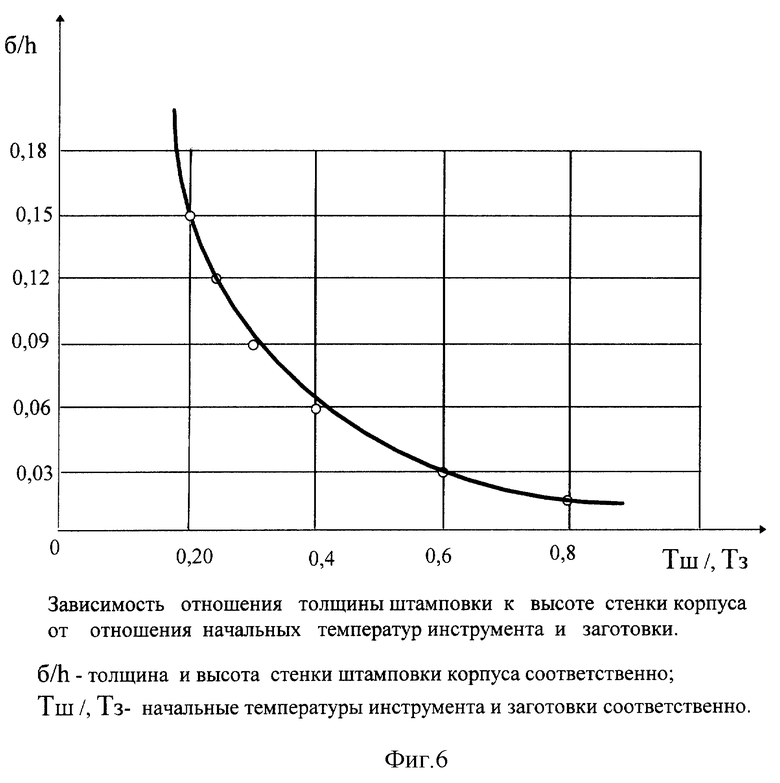
фиг.1 показана схема предлагаемого способа прямого выдавливания,
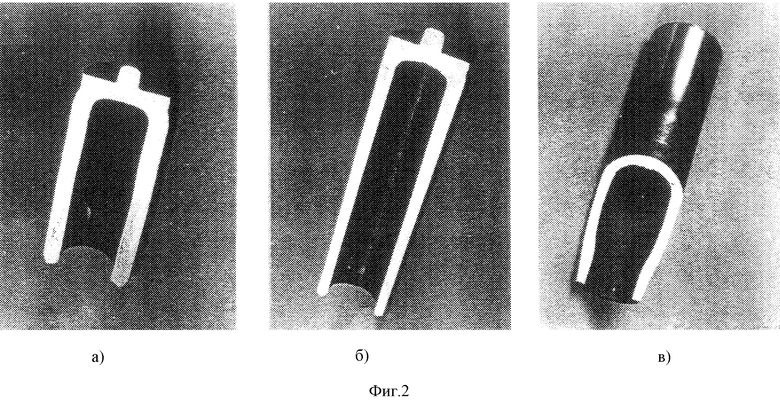
фиг. 2 - общая последовательность операций изготовления снарядного корпуса,
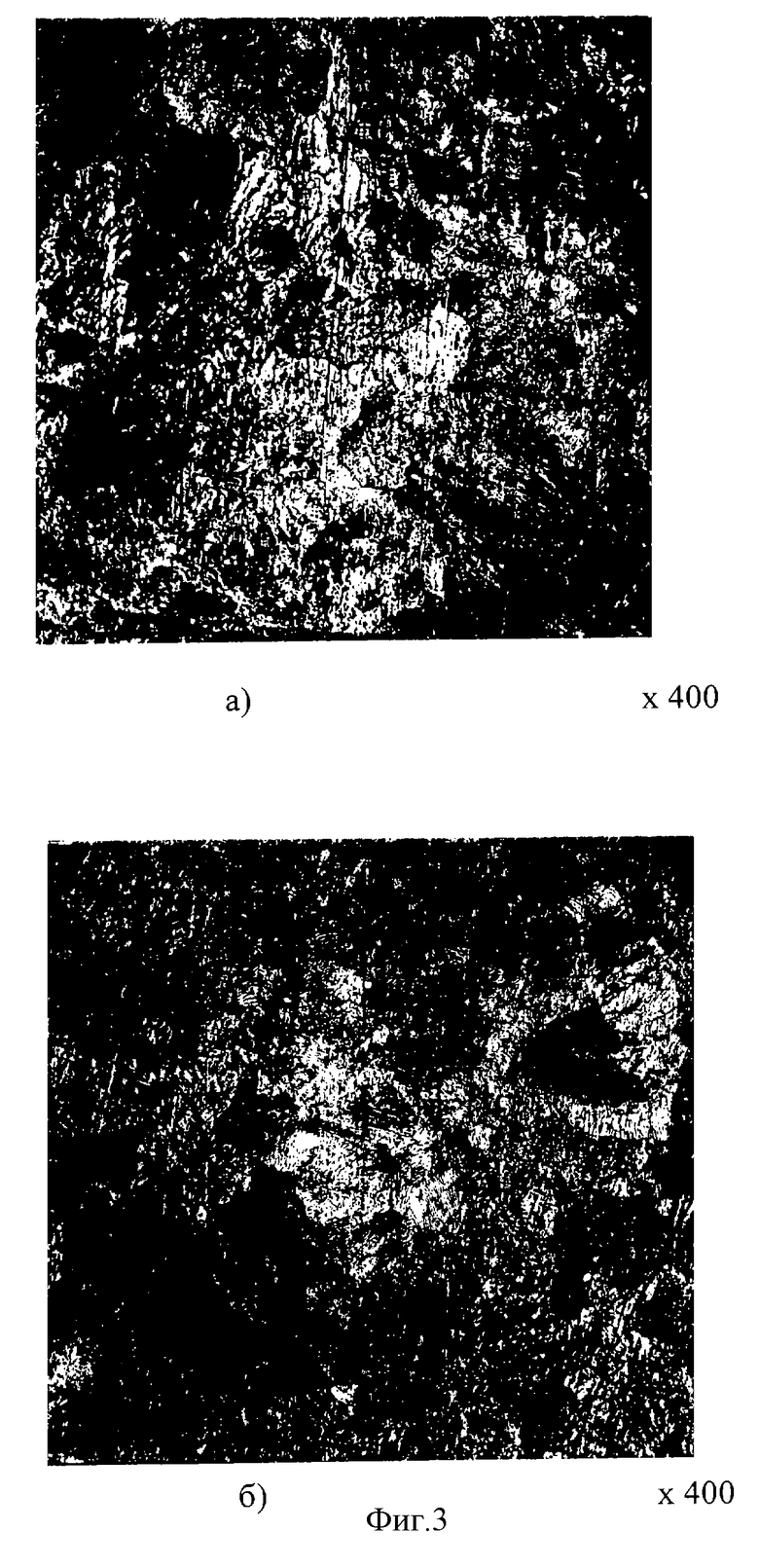
фиг.3 - микроструктура металла в различных сечениях по высоте корпуса,
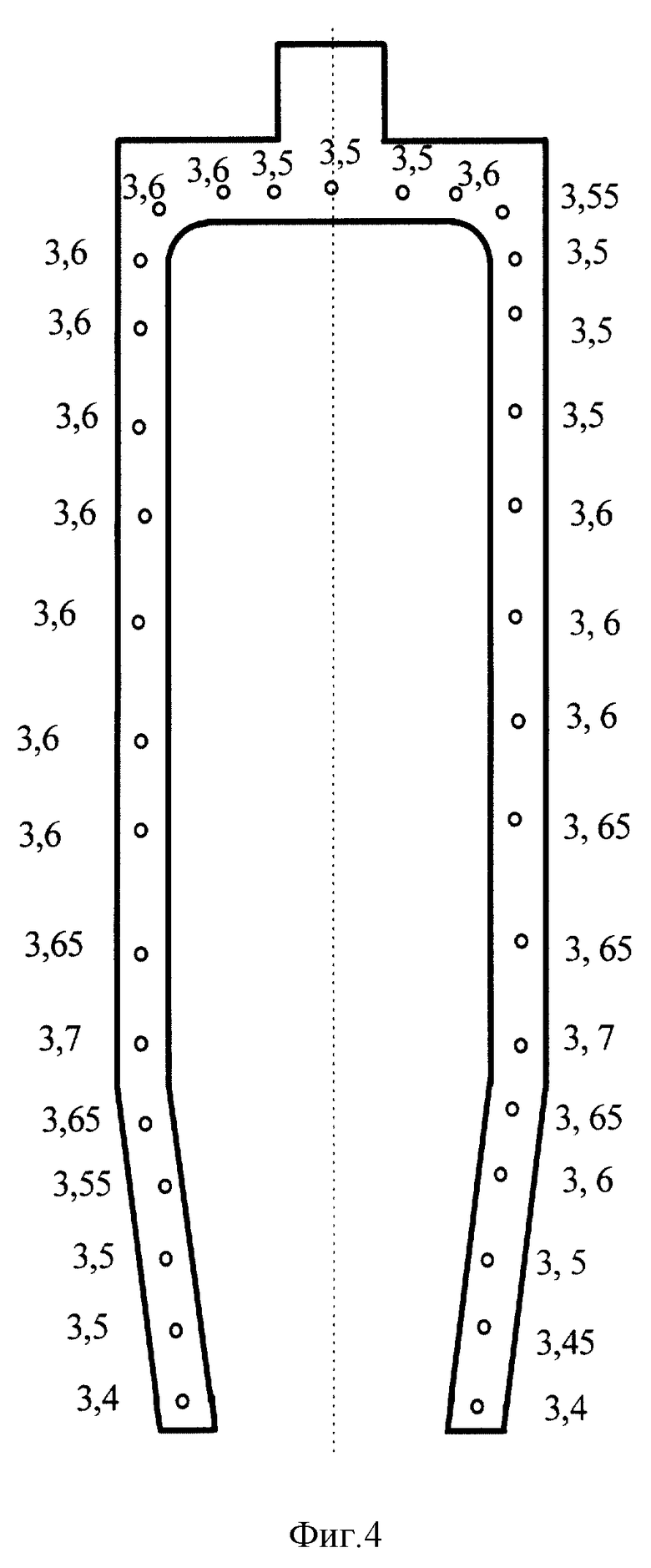
фиг.4 - распределение твердости в различных сечениях по высоте корпуса,
фиг.5 - заготовка корпуса с диафрагмой,
фиг.6 - зависимость отношения толщины к высоте стенки штамповки при выдавливании заготовки корпуса от отношения начальных температур инструмента и заготовки.
Способ осуществляют следующим образом (фиг.1).
Стальную заготовку 1 нагревают до температуры горячей деформации металла токами высокой частоты (или другим способом), после чего нагретую заготовку вводят в заходную часть матрицы 2. Осевым усилием пресс-штемпеля 3 осуществляют деформирование заготовки. В процессе выдавливания между внешней поверхностью заготовки и внутренней поверхностью матрицы 2 образуют зазор, который сохраняют во время выдавливания. Наличие зазора А между внешней поверхностью заготовки и внутренней поверхностью матрицы обеспечивает сохранение температуры заготовки в процессе штамповки и формирование благоприятной структуры металла. Кроме того, отсутствие трения по внешней поверхности уменьшает усилие на пресс-штемпеле, что позволяет использовать прессы меньшей мощности.
В дальнейшем пресс-штемпель и матрица отводятся вверх, а затем осевым движением съемника 4 заготовка снарядного корпуса снимается с неподвижного пуансона.
С помощью предлагаемого способа изготовили заготовки снарядного корпуса 100 мм осколочно-фугасного снаряда из высокоосколочной эвтектоидной стали 80Г2С. Заготовку нагревали до температуры 1000-1050oС со скоростью 0,35 мм/с токами высокой частоты. Штамповка проводилась на гидравлическом прессе с усилием 400 тонн. Разностенность заготовок снарядного корпуса не превышала 0,8 мм.
После операции прямого выдавливания заготовки снарядного корпуса производилась ее вытяжка с утонением через кольцевые матрицы, предварительная механическая обработка наружной поверхности заготовки снарядного корпуса и горячий обжим головной части. Указанная последовательность операций позволила уменьшить коэффициент вариации V статического разброса массы корпуса снаряда до величины V=0,0015 (V = σ/Q, σ - среднеквадратическое отклонение массы, Q - средневыборочное значение массы снаряда), соответствующей рассеиванию массы в пределах нулевого весового знака (±1/3%).
Исследование механических свойств металла, вырезанного из стенки заготовок корпусов на различных операциях изготовления корпуса (фиг.2), металлографические исследования образцов (фиг.3) и определение твердости по длине корпуса (фиг.4) показали, что предлагаемый способ прямого выдавливания с дополнительными операциями по получению заготовок снарядных корпусов обеспечивает получение однородной структуры металла по всей длине корпуса.
Тепло, передаваемое от нагретой заготовки к контактирующим с ней элементам штампа (матрица, пуансон), отводится с помощью охлаждающей воды. При этом интенсивность теплоотвода выбирается из условий оптимальности соотношения толщины выдавливаемого стакана к высоте его стенки (фиг.6).
Предлагаемый способ изготовления заготовок снарядных корпусов применялся также для изготовления снарядных корпусов с диафрагмой (с Н-образным продольным сечением) (фиг.5).
С помощью предлагаемого способа изготовили стандартные осколочные макеты 12 (⊘ 60 мм, Н - 200 мм) из легкодеформируемых углеродистых сталей Ст15 и Ст11ЮА. Прямое выдавливание производили при комнатной температуре на кривошипном прессе усилием 315 т.е., при этом заготовки перед холодным выдавливанием фосфатировали и омыливали. После выдавливания проводили вытяжку при комнатной температуре через две кольцевые матрицы. Все внутренние и наружные размеры детали, за исключением подрезки по торцу и нарезания резьбы, были получены без механической обработки.
Способ может применяться для изготовления заготовок снарядных корпусов как из штатных снарядных сталей С60, 45Х1, так и перспективных высокоосколочных сталей 60Г2С, 80Г2С, 110Г2С и др. В последнем случае режимы горячей деформации и термической обработки выбираются в соответствии с термокинетической диаграммой.
Предлагаемый способ изготовления заготовок снарядных корпусов обеспечивает точность размеров внутренней каморы корпуса по 12-13 квалитету.
Высокая точность изготовления заготовок в дальнейшем позволяет за счет операций вытяжки получать снарядные корпуса большого удлинения, соответствующие современным тенденциям развития артиллерийских снарядов. Способ обеспечивает величины коэффициента использования металла (КИМ) более 0,65, коэффициента необрабатываемой поверхности (КНП) - более 0,45, разностенность менее 1 мм.
Предлагаемый способ изготовления заготовок снарядных корпусов может применяться для изготовления широкой номенклатуры заготовок снарядных корпусов артиллерийских снарядов среднего и крупного калибра (осколочно-фугасных, кумулятивных, фугасно-бронебойных, кассетных и т.д.), артиллерийских снарядов малого калибра, выполненных из низкоуглеродистых сталей на автоматических линиях, ствольных мин и снарядов безоткатных орудий, противопехотных гранат подствольных и автоматических гранатометов, осколочных и осколочно-кумулятивных кассетных боевых элементов артиллерийских снарядов, боевых частей реактивных систем залпового огня (РСЗО), авиационного кассетного оружия и тактических ракет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СНАРЯДНЫХ КОРПУСОВ | 2000 |
|
RU2179587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2005 |
|
RU2288063C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2007 |
|
RU2354919C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН УНИТАРНОГО ЗАРЯЖАНИЯ | 2010 |
|
RU2422758C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2007 |
|
RU2342624C1 |
| КОРПУС АРТИЛЛЕРИЙСКОГО СНАРЯДА | 2003 |
|
RU2248514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОЙ БОЕВОЙ ЧАСТИ /ВАРИАНТЫ/ | 2006 |
|
RU2313060C1 |
| КОРПУС АРТИЛЛЕРИЙСКОГО СНАРЯДА | 2016 |
|
RU2627505C1 |
| КОРПУС ОСКОЛОЧНОГО СНАРЯДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2163999C1 |
Изобретение относится к обработке металлов давлением, а более конкретно к способам штамповки заготовок снарядных корпусов. В способе изготовления снарядных корпусов, включающем выдавливание стальной заготовки в матрице с помощью пуансона, согласно изобретению осуществляют прямое выдавливание пресс-штемпелем, при котором пуансон жестко закреплен по оси матрицы, причем в процессе выдавливания между внешней поверхностью штампуемой заготовки и внутренней поверхностью матрицы образуют зазор, который сохраняют в процессе выдавливания, после чего проводят вытяжку с утонением через кольцевые матрицы с последующей механической обработкой наружной поверхности и обжатием головной части корпуса. Предпочтительно стальную заготовку перед прямым выдавливанием и обжимом головной части нагревают до температуры деформирования. Предпочтительно заготовку из легкодеформируемого материала, например из низкоуглеродистой стали, подвергают прямому выдавливанию и обжиму головной части при комнатной температуре. Способ обеспечивает получение снарядных заготовок повышенной точности без механической обработки каморы. 2 з.п.ф-лы, 6 ил.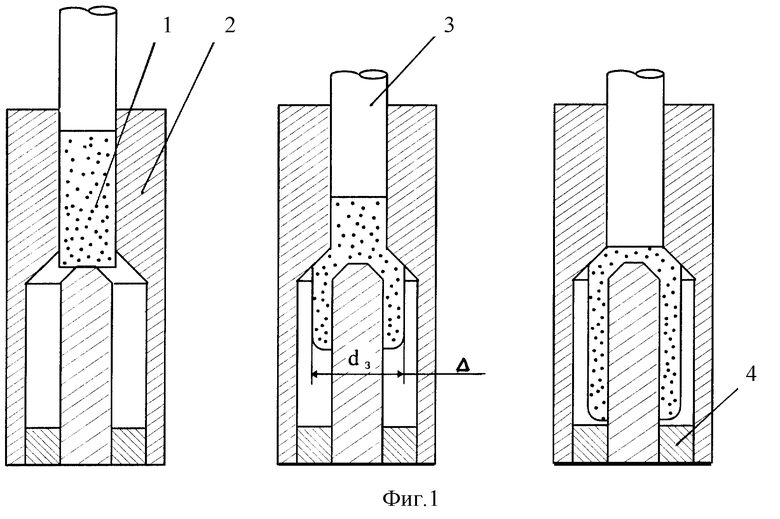
| GB 1508532 А, 26.04.1978 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2088393C1 |
| Способ изготовления стальных изделий типа "стакан | 1976 |
|
SU721245A1 |
| СПОСОБ РАЗМОРАЖИВАНИЯ ПЛАЗМЫ КРОВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280460C2 |

