Изобретение относится к машиностроению, а именно к обработке металлов шлифованием с применением смазочно-охлаждающих технологических средств (СОТС).
Известен поэтапный способ подачи смазочно-охлаждающей жидкости (СОЖ) (см. Худобин И.Л. Новый способ поэтапной подачи СОЖ при шлифовании / И.Л.Худобин // Вестник машиностроения. - 1980. - №11. - С.46-50), согласно которому на этапе врезания и установившегося процесса шлифования в зону обработки подают водную СОЖ с большим расходом, а в момент перехода на выхаживание прекращают подачу водной СОЖ и с небольшим расходом на поверхность обрабатываемой заготовки наносят другую СОЖ, обладающую хорошими смазочным и демпфирующим действиями.
Известен способ абразивной обработки (см. а.с. №1041277 СССР, МКИ3 В24В 55/02, опубл. 15.09.83, БИ №34), предусматривающий одновременную или поэтапную подачу водной и масляной СОЖ, согласно которому в период между подачами упомянутых СОЖ создают воздушный барьер путем подачи на обрабатываемую поверхность заготовки воздуха под давлением.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных комбинированных способов подачи СОТС, относится то, что для их реализации необходимо применение специальных устройств; необходима разработка технологий сепарации, обезвреживания и разложения отработанных составов; использование высокоактивных компонентов СОТС приводит к возникновению проблем экологического и санитарно-гигиенического плана.
Известен способ подачи СОТС (патент РФ МПК7 №2162403 С1, В24В 55/02, опубл. 27.01.01, БИ №3), в котором на этапах врезания и съема основного припуска в зону обработки поливом подают водную СОЖ, обладающую хорошими охлаждающим и моющим свойствами. При переходе на выхаживание подачу водной СОЖ прекращают и в контакт с заготовкой и/или шлифовальный круг (ШК) вводят брикет ТСМ, обладающий хорошими смазочным и демпфирующим свойствами. При этом снижаются колебания в технологической системе, сокращается время рабочего цикла шлифования за счет более быстрого достижения заданного качества обработанных деталей.
Известен способ подачи СОТС и устройство для его осуществления (патент РФ МПК7 №2176587 С1, В24В 55/02, опубл. 10.12.01, БИ №42), в котором на этапах врезания и съема основного припуска в зону обработки поливом через клиновое сопло подают водную СОЖ, обладающую хорошими охлаждающим и моющим свойствами для стабилизации контактной температуры. При переходе на выхаживание ее подачу прекращают, к обрабатываемой поверхности заготовки прижимают брикет ТСМ. Одновременно с прижимом производят нагрев части брикета ТСМ, прилегающей к поверхности заготовки, с помощью нагревательного элемента. Это позволяет обеспечить оптимальный расход ТСМ и увеличить производительность обработки при обеспечении заданного качества обработанных деталей.
Известен способ подачи СОТС (патент РФ МПК7 №2176949 С2, В24В 55/02, опубл. 20.12.01, БИ №43), включающий подачу в зону шлифования на этапах врезания и съема основного припуска водной СОЖ, а на этапе выхаживания - брикета ТСМ. Подачу СОЖ, обладающей хорошими охлаждающим и моющим свойствами, для стабилизации контактной температуры осуществляют поливом и начинают одновременно с началом этапа врезания. До этапа выхаживания, за время, продолжительность которого обеспечит температуру обрабатываемой поверхности заготовки, достаточную для расплавления ТСМ и его оптимального расхода, подачу СОЖ прекращают. Использование способа ведет к увеличению производительности обработки при обеспечении заданного качества обработанных деталей.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных способов подачи СОТС, относится то, что:
1) в известных аналогах задача нанесения на шлифуемую поверхность заготовки тонкого (оптимальной толщины) и равномерного слоя ТСМ решается за счет отключения подачи СОЖ в определенный момент времени цикла шлифования, что приводит к нагреву поверхностных слоев материала заготовки до температуры плавления ТСМ. Таким образом эффективность приведенных аналогов находится в прямой зависимости от тепловых процессов при шлифовании;
2) адгезия пластичных и ТСМ к абразивному материалу относительно мала (см. Дорошук А.П. Изготовление элементов для нанесения твердых смазок / А.П.Дорошук, В.П.Стародубенко // Машиностроитель. - 1976. - №5. - С.42-43), в результате чего на рабочую поверхность быстровращающегося ШК наносится недостаточное количество смазочного материала.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ поэтапной подачи СОТС (см. Веткасов Н.И. Шлифование с нанесением ТСМ в расплавленном состоянии на рабочую поверхность ШК / Н.И.Веткасов, А.В.Хазов // Вестник УлГТУ. - 2008. - №2. - С.45-47), включающий подачу поливом в зону обработки на этапах врезания ШК в заготовку (длительностью τ1) и съема основного припуска (τ2) водной СОЖ, обладающей хорошими моющими и охлаждающими свойствами, а на этапе выхаживания (τ3), одновременно с отключением подачи водной СОЖ, на рабочую поверхность быстровращающегося ШК наносят ТСМ в расплавленном распыленном состоянии. Использование способа позволяет уменьшить высотные параметры шероховатости шлифуемой поверхности по сравнению с подачей водной СОЖ поливом на всех этапах цикла шлифования.
К причинам, препятствующим достижению указанного ниже технического результата при использовании поэтапного способа подачи СОТС, принятого за прототип, относится то, что на этапе выхаживания (τ3) одновременно с отключением подачи водной СОЖ на влажную рабочую поверхность быстровращающегося ШК наносят ТСМ в расплавленном распыленном состоянии. Поэтому адгезия ТСМ к такой увлажненной поверхности мала, часть ТСМ «сбрасывается» с рабочей поверхности влажного быстровращающегося ШК, что снижает эффективность шлифования и может привести к образованию тепловых дефектов поверхности заготовки.
Технический результат- повышение качества поверхностей деталей машин и уменьшение доли затрат на СОТС в себестоимости продукции.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе поэтапной подачи СОТС при шлифовании, принятом за прототип путем подачи поливом в зону обработки водной СОЖ, обладающей хорошими охлаждающими и моющими свойствами, на этапах врезания (τ1) ШК в заготовку и съема основной части припуска (τ2) и подачи ТСМ в расплавленном распыленном состоянии на рабочую поверхность быстровращающегося ШК на этапе выхаживания (τ3).
Особенность заключается в том, что подачи поливом водной СОЖ и ТСМ в расплавленном распыленном состоянии разделены во времени путем введения этапа съема припуска всухую (τ4), для обезвоживания рабочей поверхности быстровращающегося ШК, благодаря чему предотвращается «сбрасывание» с рабочей поверхности быстровращающегося ШК твердого смазочного материала, что могло бы произойти в случае одновременного прекращения подачи водной СОЖ в момент перехода на этап выхаживания (τ3) и подачи ТСМ в расплавленном распыленном состоянии на влажную рабочую поверхность ШК. Для этого подачу поливом водной СОЖ прекращают на этапе (τ4) до начала этапа выхаживания (τ3) и продолжают съем основного припуска всухую для обезвоживания рабочей поверхности быстровращающегося ШК. Затем на этапе выхаживания (τ3) наносят на рабочую поверхность быстровращающегося «подсушенного» ШК тонкий и равномерный слой ТСМ в расплавленном распыленном состоянии.
Сущность изобретения заключается в следующем.
Резкое повышение в последнее время требований к производительности операций механической обработки, в частности шлифования, сделало особенно актуальной проблему повышения режимов обработки при обеспечении заданного качества обработанных поверхностей деталей. Одним из путей интенсификации абразивной обработки является рационализация применения СОТС.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата
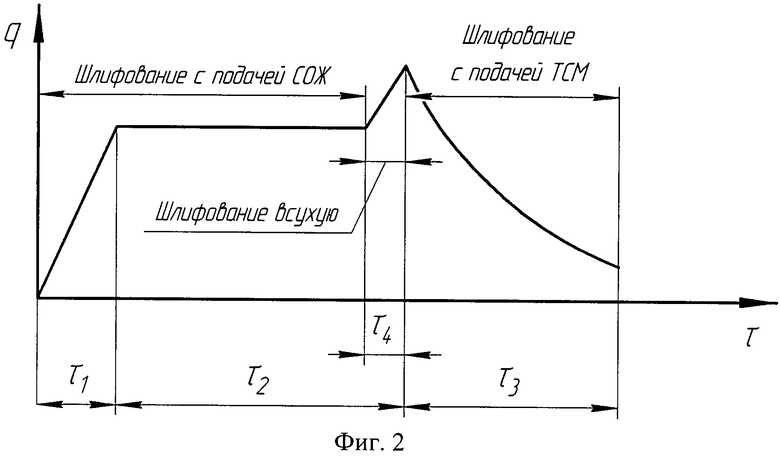
На чертежах представлены: фиг.1 - схема изменения плотности q теплового потока, поступающего в заготовку при продолжительности этапов цикла шлифования по общепринятому способу с поэтапной подачей СОТС (по прототипу); фиг.2 - схема изменения плотности q теплового потока, поступающего в заготовку, когда подачу поливом водной СОЖ прекращают на этапе (τ2) введением этапа съема припуска всухую (τ4) до начала этапа выхаживания (τ3) и продолжают съем основного припуска всухую для обезвоживания рабочей поверхности быстровращающегося ШК.
Способ поэтапной подачи СОТС при шлифовании (фиг.2) заключается в том, что подачи водной СОЖ и ТСМ в расплавленном распыленном состоянии разделены во времени путем введения этапа съема припуска всухую (τ4) для обезвоживания рабочей поверхности быстровращающегося НТК, благодаря чему предотвращается «сбрасывание» с рабочей поверхности быстровращающегося ШК твердого смазочного материала, что могло бы произойти в случае одновременного прекращения подачи водной СОЖ в момент перехода на этап выхаживания (τ3) и подачи ТСМ в расплавленном распыленном состоянии на влажную рабочую поверхность ШК (фиг.1).
Пример. При шлифовании подачу поливом в зону обработки водной СОЖ, обладающей хорошими охлаждающими и моющими свойствами, осуществляют на этапах врезания (τ1) ШК в заготовку и съема основной части припуска (τ2) и прекращают ее подачу на этапе съема припуска всухую () (фиг.2), продолжая съем основного припуска без подачи СОЖ (всухую). За время этапа (τ4) рабочая поверхность быстровращающегося НТК обезвоживается. Тем самым повышается адгезия ШК к абразивному материалу быстровращающегося ШК, что способствует повышению эффективности шлифования и уменьшает вероятность образования тепловых дефектов на обрабатываемой поверхности заготовки. Затем на этапе выхаживания (τ3) на рабочую поверхность быстровращающегося ШК наносят ТСМ в расплавленном распыленном состоянии и продолжают процесс шлифования до окончания цикла шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2469835C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2181323C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2162403C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
Изобретение относится к области машиностроения и может быть использовано при обработке металлов шлифованием с применением смазочно-охлаждающих технологических средств (СОТС). Осуществляют поэтапную подачу СОТС - водной смазочно-охлаждающей жидкости (СОЖ) -поливом в зону обработки на этапах врезания и съема основной части припуска и твердого смазочного материала (ТСМ) в расплавленном распыленном состоянии на вращающийся ШК на этапе выхаживания. Подачу СОЖ и ТСМ разделяют во времени путем введения до начала этапа выхаживания на этапе съема основной части припуска этапа съема припуска всухую с обеспечением обезвоживания рабочей поверхности быстровращающегося ШК. В результате повышается адгезия ТСМ к абразивному материалу круга, уменьшается доля затрат на СОТС в себестоимости продукции, снижаются колебания в технологической системе, сокращается время рабочего цикла за счет быстрого достижения заданного качества обработанных деталей. 2 ил.
Способ поэтапной подачи смазочно-охлаждающих технологических средств при шлифовании, включающий подачу поливом в зону обработки водной смазочно-охлаждающей жидкости (СОЖ), обладающей хорошими охлаждающими и моющими свойствами, на этапах врезания (τ1) шлифовального круга (ШК) в заготовку и съема основной части припуска (τ2) и подачу твердого смазочного материала (ТСМ) в расплавленном распыленном состоянии на рабочую поверхность быстровращающегося ШК на этапе выхаживания (τ3), отличающийся тем, что подачи поливом водной СОЖ и ТСМ в расплавленном распыленном состоянии разделены во времени путем введения до начала этапа выхаживания (τ3) на этапе съема основной части припуска (τ2) этапа съема припуска всухую (τ4) с обеспечением обезвоживания рабочей поверхности быстровращающегося ШК.
| ВЕТКАСОВ Н.И | |||
| и др | |||
| Шлифование с нанесением твердого смазочного материала в расплавленном состоянии на рабочую поверхность шлифовального круга | |||
| Вестник Ульяновского государственного технического университета, 2008, №2, с.45-47 | |||
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| Способ абразивной обработки | 1979 |
|
SU1041277A1 |
| DE 19652134 A1, 25.06.1998. | |||

