Изобретение относится к машиностроению, а именно к обработке металлов шлифованием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (COTC), и может быть использовано на операциях круглого наружного врезного шлифования заготовок из различных материалов.
Известно устройство для осуществления способа подачи COTC (А. с. 837823 СССР, МКИ3 В 24 В 55/02. Способ подачи COTC /И.И. Веткасов, В.В. Ефимов. N 2837145/25-08; Заявл. 30.10.79; Опубл. 15.06.71, Б.И. N 22), состоящее из магазина, в который помещается брусок замороженной смазочно-охлаждающей жидкости (СОЖ). При осуществлении известного способа брусок под действием груза выходит из магазина и прижимается к поверхностям круга и заготовки в зоне шлифования. Под действием тепла, выделяющегося при обработке, конец бруска плавится и брусок непрерывно перемещается и производит охлаждение поверхностей круга и заготовки. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, относится то, что брусок замороженной СОЖ не обеспечивает достаточно эффективного смазочною действия на этапе выхаживания, на котором окончательно формируется микрорельеф шлифованной поверхности.
Известно устройство для поэтапной подачи COTC (А. с. 757311 СССР, МКИ3 В 24 В 55/02. Устройство для подачи COTC /Ю.В. Полянсков, И.Л. Худобин. N 2627154/25-08; Заявл. 13.06.78; Опубл. 23.08.80, Б.И. N 31), состоящее из клинового сопла для подачи водной СОЖ, трубки для подачи масляной СОЖ, ролика из пористого эластичного материала, размещенного между выходным отверстием трубки и обрабатываемой поверхностью. На первом этапе цикла шлифования, когда снимается основная часть припуска, в зону резания свободно падающей струей через клиновое сопло подается водная СОЖ, обладающая хорошими охлаждающими свойствами. В момент перехода на выхаживание подача водной СОЖ прекращается и к обрабатываемой поверхности заготовки прижимается пористый ролик, на который по трубке подается масляная СОЖ, которая тонким слоем наносится на обрабатываемую поверхность заготовки. К причинам, препятствующим достижению указанного ниже технического результата, относится то, что при использовании известного устройства в связи со смачиванием водной жидкостью пористого эластичного элемента (ролика), а также в связи с шаржированием этого элемента отходами шлифования - частицами абразива, связки и металла, не во всех случаях достигается требуемая производительность при обеспечении заданного качества шлифованных поверхностей деталей.
Наиболее близким к заявляемому изобретению по совокупности признаков является выбранный в качестве прототипа металлорежущий станок (А. с. 1366374 СССР, МКИ3 В 24 В 55/02. Металлорежущий станок /В.В. Ефимов, Н.И. Веткасов, В. В. Епифанов и Р. С. Чумарин. N 4046700/31-08; Заявл. 03.04.86; Опубл. 15.01.88, Б.И. N 2), включающий станину, стол, шпиндель, систему подачи СОЖ, магазин-накопитель с размещенными в нем сменными унифицированными оправками с соплами и уплотнителями, автооператор для подачи оправок к переходнику, механизм ориентирования сопла с переходником относительно инструмента. В зависимости от материала обрабатываемой заготовки, характеристики и геометрических размеров шлифовального круга автооператор по команде от ЭВМ, управляющей работой гибкого производственного модуля, захватывает из магазина-накопителя одну из унифицированных оправок с установленным в ней соплом подачи СОЖ, использование которого особенно эффективно в данных условиях. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного металлорежущего станка, принятого за прототип, относится то, что при его применении в ряде случаев не достигается требуемая производительность обработки при обеспечении заданного качества шлифованных поверхностей деталей вследствие недостаточно эффективного смазочного и демпфирующего действий СОЖ, подаваемой с помощью унифицированных оправок в зону обработки.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время требований к производительности операций механической обработки, в частности шлифования, сделало особенно актуальной проблему повышения режимов обработки при обеспечении заданного качества обработанных поверхностей деталей. Одним из путей достижения указанной интенсификации является рационализация применения COTC.
Технический результат - увеличение производительности обработки за счет автоматизации подачи твердой смазочной композиции (ТСК) оптимального состава на шлифуемую поверхность при обработке заготовок из различных материалов и на разных этапах цикла шлифования.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и известный металлорежущий станок, заявляемый металлорежущий станок включает станину, стол, шпиндель, систему подачи СОЖ и магазин-накопитель, особенность заключается в том, что магазин-накопитель установлен на столе станка, выполнен в виде многопозиционной револьверной головки, в позиции которой установлены патроны с ТСК различного состава.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом металлорежущем станке и изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого металлорежущего станка. Результаты поиска показали, что заявляемое изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи, либо изменении их вида. Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
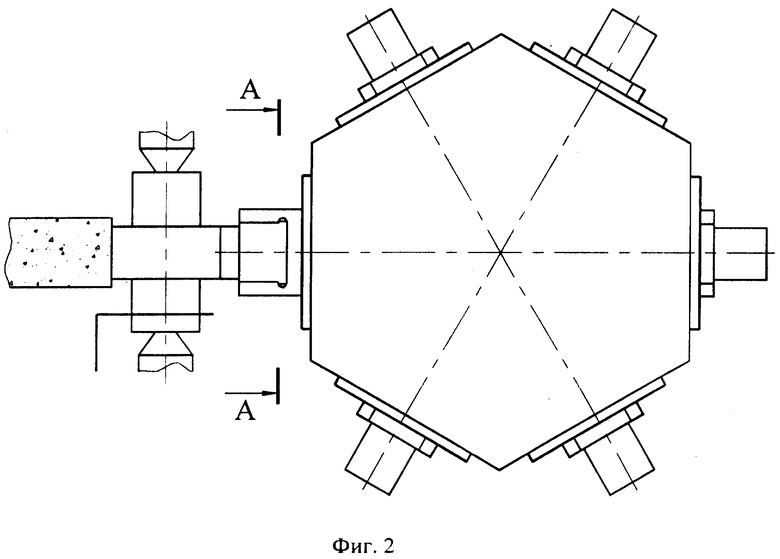
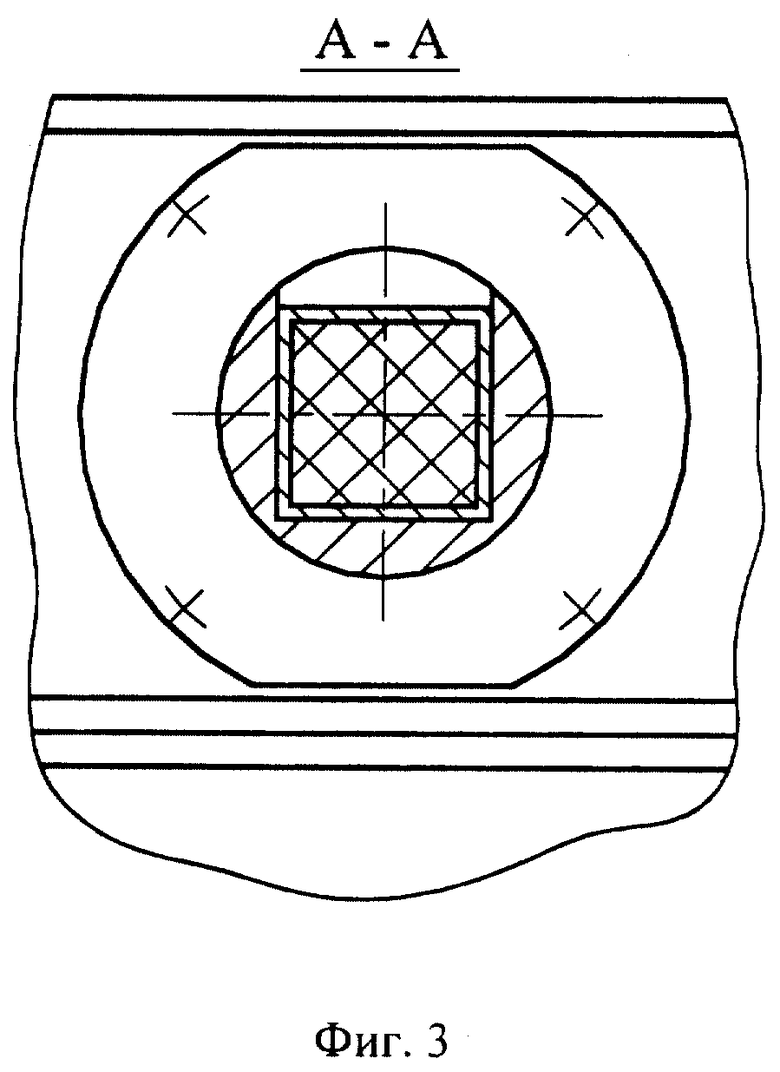
На чертежах представлены: фиг. 1 - общий вид рабочей зоны металлорежущего станка с магазином-накопителем; фиг. 2 - вид сверху по фиг. 1; фиг. 3 - разрез А-А по фиг. 2.
Заявляемое изобретение содержит станину 1 (фиг. 1), стол 2, шпиндель 3, систему подачи СОЖ 4, магазин-накопитель 5, выполненный в виде многопозиционной револьверной головки (в качестве примера показана головка с вертикальной осью вращения), и позиции которой установлены неподвижно закрепленные гильзы 6, содержащие стаканы 7, в которые в свою очередь установлены патроны 8 с брусками ТСК 9 различного состава, имеющими форму прямоугольного параллелепипеда, пневмоцилиндр 10, закрепленный на основании 11, пальцы 12, пружины 13 и ограничительные кольца 14.
Металлорежущий станок работает следующим образом.
В зависимости от материала обрабатываемых заготовок и этапа цикла шлифования по команде от ЭВМ или другого устройства, управляющего работой гибкого производственного модуля или автоматизированного шлифовального станка, многопозиционный магазин-накопитель 5 поворачивается и устанавливается в требуемую позицию. При подаче воздуха в правую полость пневмоцилиндра 10 его шток упирается в торец пальца 12, ввернутого в стакан 7, и сообщает стакану 7 поступательное перемещение по направлению к обрабатываемой поверхности заготовки 15. Брусок ТСК 9 прижимается к нагретой поверхности заготовки 15, ТСК начинает плавиться и равномерно наносится тонким слоем на поверхность заготовки. При этом снижаются колебания в технологической системе, сокращается время рабочего цикла за счет более быстрого достижения заданного качества шлифованных деталей и, соответственно, повышается производительность шлифования.
По окончании этапа цикла шлифования воздух подается в левую часть пневмоцилиндра, в результате чего стакан 7 под действием пружины 13 возвращается в исходное положение.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого способа подачи COTC следующей совокупности условий:
- металлорежущий станок, воплощающий заявляемое изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях шлифования заготовок с применением шлифовальных кругов и COTC;
- для заявляемого металлорежущего станка в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его использования с помощью описанных в заявке или известных до даты приоритета средств и методов;
- металлорежущий станок, воплощающий заявляемое изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата. Следовательно, заявляемое изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2162403C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217293C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177398C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2238840C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА СОТС В ЗОНЕ КОНТАКТА ШЛИФОВАЛЬНОГО КРУГА И ЗАГОТОВКИ | 1999 |
|
RU2165841C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2184643C2 |
Изобретение относится к машиностроению и может быть использовано на операциях круглого наружного врезного шлифования заготовок из различных материалов. Металлорежущий станок включает станину, стол, шпиндель, систему подачи смазочно-охлаждающей жидкости и магазин-накопитель, установленный на столе станка. Магазин-накопитель выполнен в виде многопозиционной револьверной головки, в позиции которой установлены патроны с брусками твердой смазочной композиции (ТСК) различного состава. При работе бруски ТСК прижимаются к нагретой поверхности заготовки. ТСК плавится и равномерно наносится тонким слоем на поверхность заготовки. При этом снижаются колебания в технологической системе, сокращается время рабочего цикла за счет более быстрого достижения заданного качества шлифованных деталей, что повышает производительность обработки. 3 ил.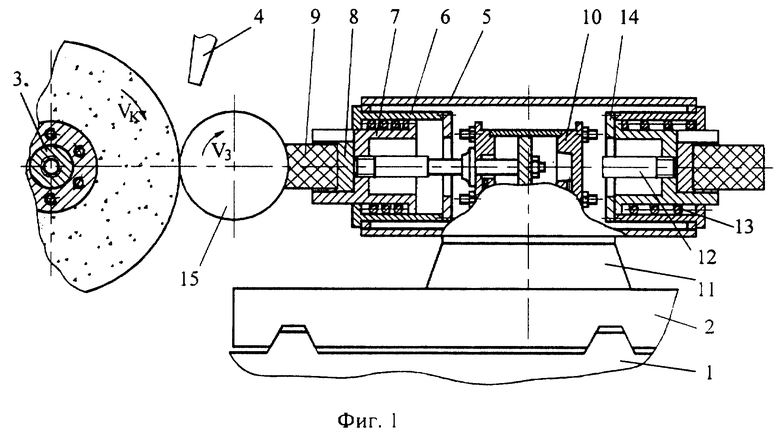
Металлорежущий станок для круглого наружного врезного шлифования, содержащий станину, стол, шпиндель, систему подачи смазочно-охлаждающей жидкости и магазин-накопитель, отличающийся тем, что магазин-накопитель установлен на столе станка и выполнен в виде многопозиционной револьверной головки, а станок снабжен патронами с твердыми смазочными композициями различных составов, расположенными в позициях упомянутой головки.
| Металлорежущий станок | 1986 |
|
SU1366374A1 |
| Способ подачи смазочно-охлаждающе-гО ТЕХНОлОгичЕСКОгО СРЕдСТВА | 1979 |
|
SU837823A1 |
| Способ абразивной обработки | 1979 |
|
SU1041277A1 |
| Способ подачи смазочно-охлаждающего технологического средства | 1983 |
|
SU1093518A1 |
| Способ обработки изделий абразивными кругами | 1980 |
|
SU891399A1 |
| Устройство для нанесения полирую-щЕгО МАТЕРиАлА HA иНСТРуМЕНТ | 1979 |
|
SU837824A1 |
| US 4068412, 17.01.1978. | |||
