Изобретение относится к машиностроению, а именно к обработке металлов шлифованием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Известен контактный способ подачи смазочно-охлаждающей жидкости (СОЖ) при круглом наружном шлифовании (см. Л.В. Худобин, Е.Г. Бердичевский. Техника применения смазочно-охлаждающих средств в металлообработке: Справочное пособие. М.: Машиностроение, 1977, с. 134), согласно которому одновременно с поливом зоны резания свободно падающей струей СОЖ, обладающей хорошими охлаждающими свойствами, на обрабатываемую поверхность заготовки вне зоны резания непрерывно наносится тонкий слой активной смазки (масла) путем поджима к шлифуемой поверхности мягкого пористого материала, пропитанного смазкой. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при известном комбинированном способе подачи масляной и водной СОЖ в зону обработки эффект от применения масляной СОЖ значительно снижается, так как водная СОЖ деформирует или полностью сбивает масляную пленку, образующуюся на рабочей поверхности круга.
Известен поэтапный способ подачи СОЖ (см. Худобин И.Л. Новый способ поэтапной подачи СОЖ при шлифовании //Вестник машиностроения, 1980, N 11, с. 46-50), согласно которому на этапе врезания и установившегося процесса шлифования в зону обработки подают водную СОЖ с большим расходом, а в момент перехода на выхаживание прекращают подачу водной СОЖ и с небольшим расходом на поверхность обрабатываемой заготовки наносят другую СОЖ, обладающую хорошими смазочным и демпфирующим действиями.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при известном способе для его реализации необходимо применение достаточно сложных специальных устройств; в связи со смачиванием водной жидкостью пористого эластичного элемента (ролика), предназначенного для нанесения на обрабатываемую поверхность детали масляной СОЖ, а также с шаржированием этого элемента отходами шлифования - частицами абразива, связки и металла, эффективность способа снижается.
Наиболее близким к заявляемому изобретению по совокупности признаков является выбранный в качестве прототипа способ подачи СОТС (А.с. 1093518 СССР, МКИ3 B 24 B 55/02. Способ подачи СОТС / Л.В. Худобин, В.В. Ефимов, Н.И. Веткасов, М.А. Белов и И.Л. Худобин. N 3561356/25-08; заявл. 10.03.83; опубл. 23.05.84, БИ N 19), включающий подачу бруска замороженной СОЖ с введенными брикетами твердой смазочной композиции (ТСК) в зону обработки таким образом, что на этапе врезания и съема основного припуска расходуется часть бруска, состоящая из замороженной СОЖ, а при переходе на выхаживание в зону обработки расходуется часть бруска, содержащая брикеты твердой смазки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа подачи СОТС, принятого за прототип, относится то, что в известном способе подачи СОТС использование брусков замороженного СОТС обусловливает необходимость иметь холодильную установку в непосредственной близости от шлифовального станка; кроме того, достаточно сложно изготовить и подать в зону обработки бруски замороженного СОТС, в которые введены брикеты твердой смазки, так, чтобы твердая смазка попадала в зону обработки именно в момент перехода на выхаживание, а не раньше или позже.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время требований к производительности операций механической обработки, в частности шлифования, сделало особенно актуальной проблему повышения режимов обработки при обеспечении заданного качества обработанных поверхностей деталей. Одним из путей достижения указанной интенсификации является рационализация применения СОТС.
Технический результат - увеличение производительности обработки при обеспечении заданного качества обработанных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе подачи СОТС, производят подачу бруска ТСК в зону обработки, особенность заключается в том, что на этапе врезания и съема основного припуска в зону обработки поливом подают водную СОЖ, обладающую хорошими охлаждающим и моющим свойствами, при переходе на выхаживание подачу водной СОЖ прекращают, и в контакт с заготовкой и/или кругом вводят брикет ТСК. При этом снижаются колебания в технологической системе, сокращается время рабочего цикла за счет более быстрого достижения заданного качества обработанных деталей.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом способе подачи СОТС, и изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого способа подачи СОТС. Результаты поиска показали, что заявляемое изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи либо изменении их вида. Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
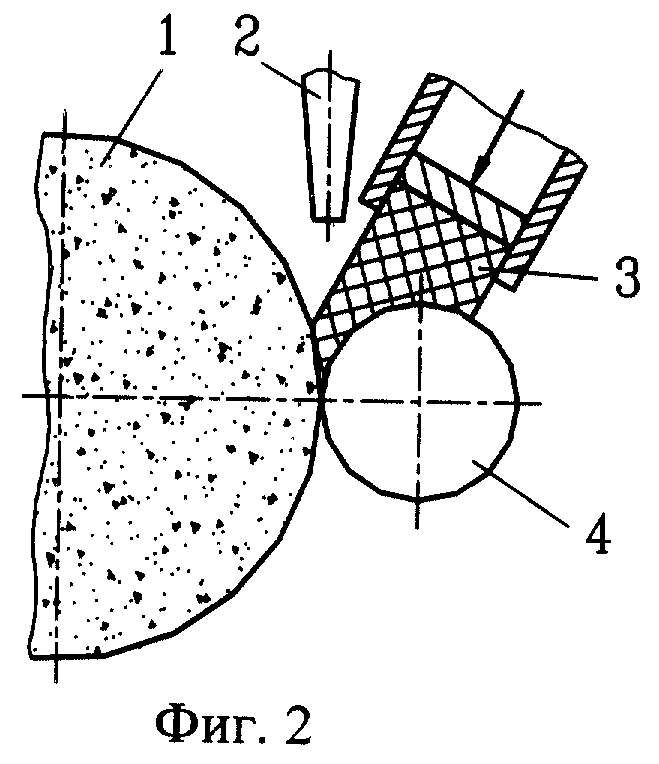
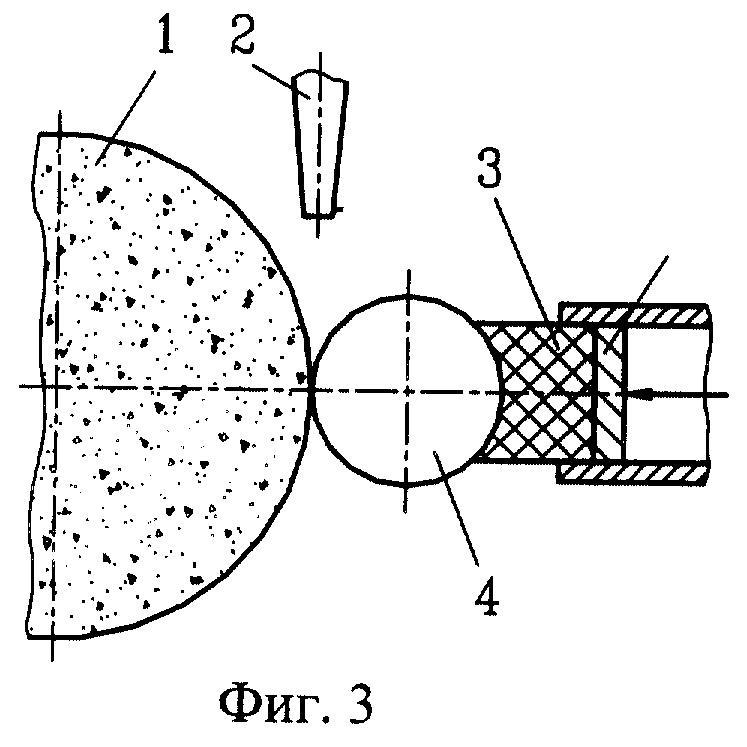
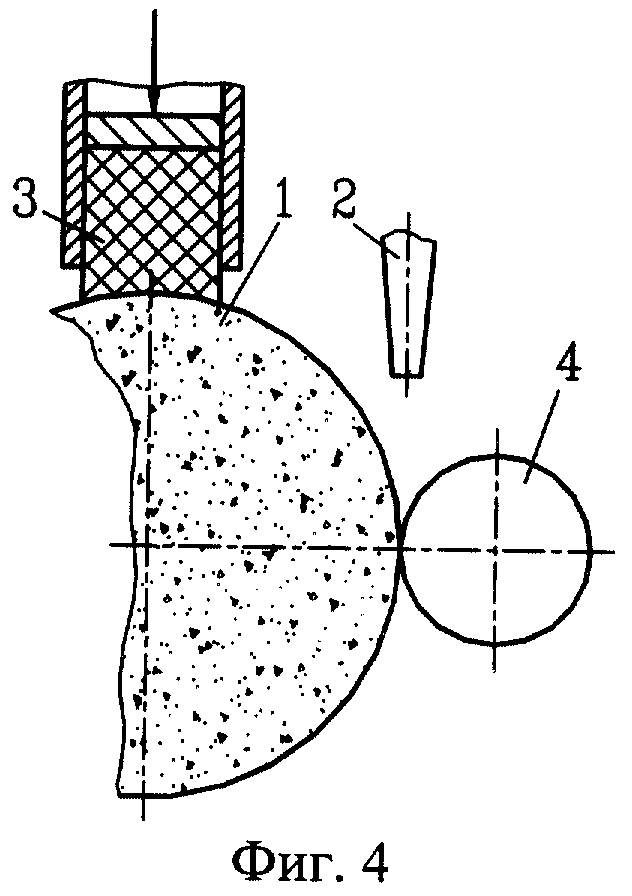
На чертежах представлены: фиг. 1 - подача водной СОЖ на этапах врезания и съема основного припуска, брикет твердой смазки 3 находится в отведенном положении; фиг. 2 - вариант подачи ТСК на круг, заготовку и в зону обработки; фиг. 3 - вариант подачи ТСК на обрабатываемую заготовку; фиг. 4 - вариант подачи ТСК на шлифовальный круг.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата: способ подачи СОТС при шлифовании заключается в том, что на этапе врезания и съема основного припуска в зону обработки через сопло 2 поливом подают водную СОЖ, обладающую хорошими охлаждающим и моющим свойствами (фиг. 1), что обеспечивает стабилизацию контактной температуры. При переходе на выхаживание подачу водной СОЖ прекращают и производят подачу бруска ТСК 3 (фиг. 2, 3, 4), причем подача может осуществляться непосредственно в зону обработки (фиг. 2), путем прижима к обрабатываемой заготовке 4 (фиг. 3) или путем прижима к кругу 1 (фиг. 4). Подача на этапе выхаживания ТСК, обладающей хорошими смазочным и демпфирующим свойствами, позволяет сформировать прочные смазочные пленки на поверхностях круга и заготовки и тем самым снизить интенсивность трения в контакте абразивное зерно -обрабатываемый материал, а также существенно уменьшить уровень колебаний технологической системы, способствуя значительно более быстрому достижению заданного качества обработанной поверхности. Большое значение имеет тот фактор, что во время подачи ТСК не производят подачу водной СОЖ, которая таким образом не оказывает отрицательного воздействия на создаваемые на поверхностях круга и заготовки смазочные пленки.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого способа подачи СОТС следующей совокупности условий:
- способ подачи СОТС, воплощающий заявляемое изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях шлифования заготовок с применением шлифовальных кругов и СОТС;
- для заявляемого способа подачи СОТС в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ подачи СОТС, воплощающий заявляемое изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2181323C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2009 |
|
RU2424104C1 |
Изобретение можно использовать в машиностроении на операциях шлифования металлов и сплавов. На этапе врезания и съема основного припуска в зону обработки поливом подают водную СОЖ, обладающую хорошими охлаждающим и моющим свойствами. При переходе на выхаживание подачу водной СОЖ прекращают и в контакт с заготовкой и/или кругом вводят брикет твердой смазки, обладающей хорошими смазочным и демпфирующим свойствами. При этом снижаются колебания в технологической системе, сокращается время рабочего цикла за счет более быстрого достижения заданного качества обработанных деталей. 4 ил.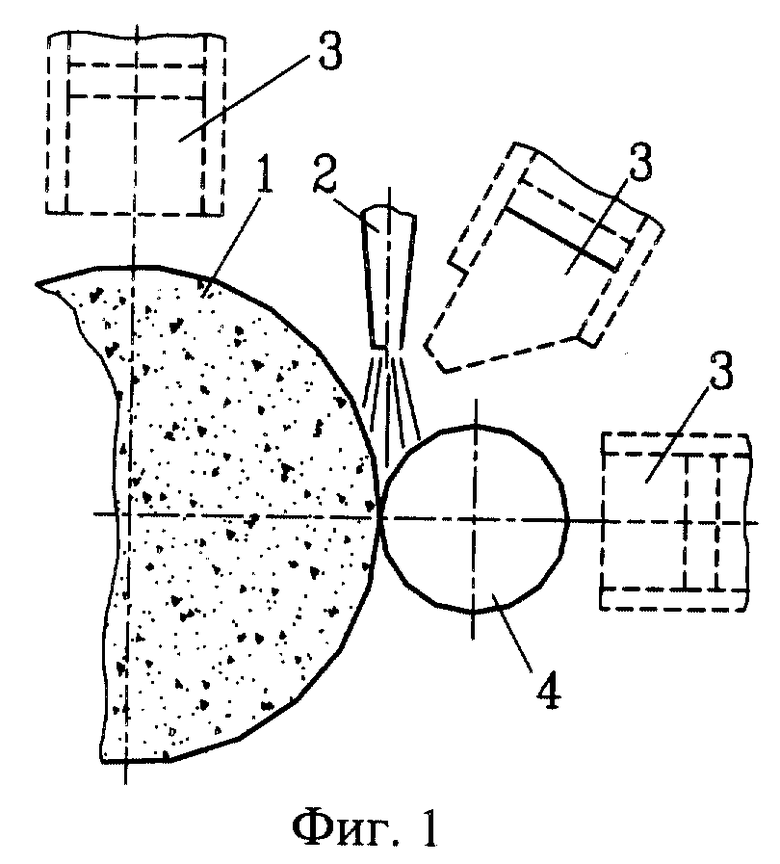
Способ подачи смазочно-охлаждающего технологического средства при шлифовании, включающий подачу водной смазочно-охлаждающей жидкости (СОЖ) в зону обработки заготовки на этапе врезания и съема основного припуска и подачу брикета твердой смазки на этапе выхаживания, отличающийся тем, что подачу водной СОЖ с хорошими охлаждающим и моющим свойствами для стабилизации контактной температуры осуществляют поливом с прекращением ее подачи на этапе выхаживания, при этом брикет твердой смазки вводят в контакт с заготовкой и/или шлифовальным кругом.
| Способ подачи смазочно-охлаждающего технологического средства | 1983 |
|
SU1093518A1 |
| Способ абразивной обработки | 1986 |
|
SU1316801A1 |
| Способ абразивной обработки | 1978 |
|
SU729034A1 |
| Способ подачи смазочно-охлаждающего технологического средства (СОТС) | 1982 |
|
SU1060447A1 |
| DE 2900409 B2, 27.03.1980 | |||
| DE 19652134 A1, 25.06.1998. | |||
