Изобретение относится к области прокатного производства и может быть использовано на сортовых и листовых прокатных станах.
Для управления движением прокатываемой полосы при выходе ее из прокатных валков применяют специальную выводную арматуру, выполненную в виде направляющих линеек, приемных воронок, выводных коробок, трубок, выводных проводок и т.п.
Известны конструкции выводной арматуры, у которой передние концы приемных воронок и выводных проводок не соприкасаются с поверхностью прокатного валка (см. , например, [1] с.122 и с.155). Указанные детали жестко закрепляются в выводных коробках при помощи болтов или клиньев так, чтобы между их передними концами и поверхностью валка получался зазор. Благодаря этому зазору предотвращают износ валков и указанных деталей выводной арматуры, исключают образование царапин и рисок на поверхности валков и готового проката. Недостатком такой выводной арматуры является возможность попадания переднего конца раската в зазор между валками и деталями арматуры, удар его по этим деталям, их поломка и наматывание полосы на валок (так называемый оков валков полосой), особенно в тех случаях, когда имеет место неравномерный нагрев металла или заклинивание прокатываемой полосы в калибре прокатного валка.
Наиболее близким аналогом, выбранным в качестве прототипа изобретения, является выводная проводка прокатного стана, имеющая носок - переднюю часть, выполненную снизу по дуге окружности и соприкасающуюся с валком без зазора, и пяту - заднюю часть, опирающуюся на арматурный брус нижней горизонтальной плоскостью и вертикальным упорным буртом [2, рис.2]. Верхняя горизонтальная поверхность, по которой перемещается прокатываемая полоса, называется рабочей. Носок проводки плотно прилегает к поверхности валка и благодаря этому надежно снимает передний конец полосы с валков, предотвращая указанный выше оков валков полосой. Недостатком такой арматуры является высокий износ носка проводки и поверхности валка вследствие контактного трения при большом давлении полосы на проводку. Износ проводок снижает срок их службы, приводит к появлению на поверхности валка царапин и рисок, которые отпечатываются на поверхности готового проката, снижая его качество. Кроме того, контактное трение носка проводки о вращающийся валок приводит к увеличению расхода энергии на прокатку.
Целью настоящего изобретения является снижение износа носка проводок и валков, а также уменьшение расхода электроэнергии на прокатку.
Для реализации поставленной цели в предложенном техническом решении, в отличие от прототипа, пята проводки выполнена с плавным выступом на своей рабочей поверхности и установлена на арматурном брусе шарнирно с зазором, обеспечивающим нарушение контакта носка проводки с поверхностью валка под воздействием выходящей из валков полосы на указанный выступ. При этом выступ рабочей поверхности пяты расположен над арматурным брусом за осью шарнира.
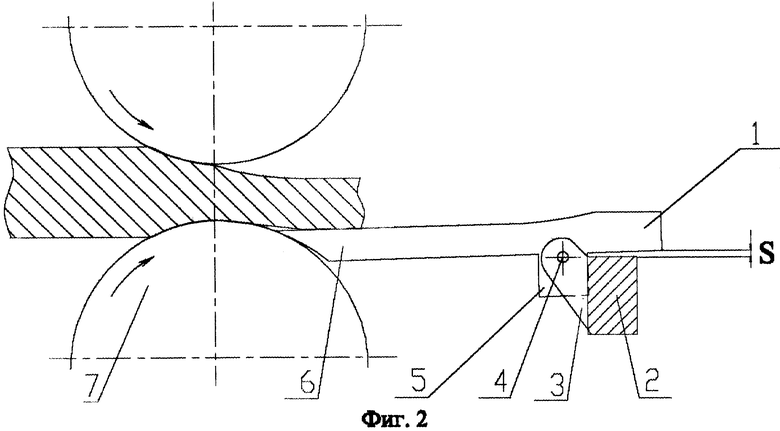
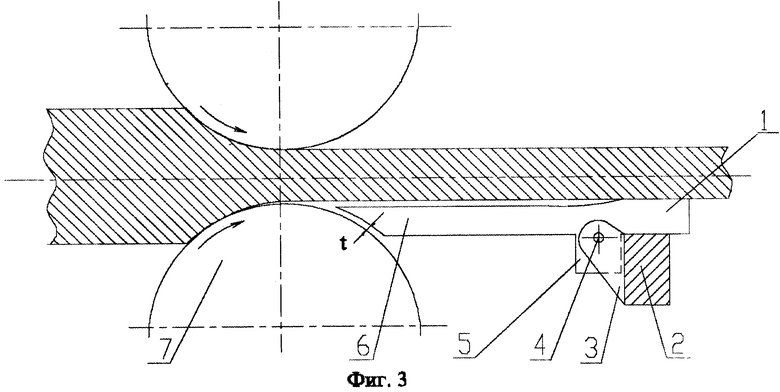
Сущность изобретения поясняется чертежами. На фиг.1 показано положение проводки в момент холостого хода прокатного стана (при отсутствии полосы в валках); на фиг.2 - положение проводки в начальный момент выхода полосы из валков; на фиг. 3 - положение проводки в момент установившегося процесса прокатки.
Позиции на чертежах обозначают: 1 - пята проводки с выступом на рабочей поверхности; 2 - арматурный брус; 3 - щеки арматурного бруса; 4 - ось шарнирного крепления проводки на арматурном брусе; 5 - упор проводки; 6 - носок проводки; 7 - прокатный валок.
Проводка, имеющая пяту 1 и носок 6, закреплена на арматурном брусе 2 в специальных щеках 3 шарнирно на оси 4 и может поворачиваться относительно этой оси как в сторону валка, так и в сторону арматурного бруса.
Обычно проводки конструктивно изготовляют так, что вес тела проводки на участке от оси 4 до носка 6 бывает больше веса пяты. Под действием этого веса на холостом ходу носок проводки плотно прилегает к поверхности валка (см. фиг. 1). При этом между нижней плоскостью пяты и опорной поверхностью арматурного бруса 2 образуется зазор S. Пята 1 на своей рабочей поверхности имеет выступ относительно рабочей поверхности носка проводки.
Выходящий из валков конец полосы снимается носком проводки (обычно для направления полосы на нижнюю проводку диаметр верхнего валка делают несколько больше нижнего) и продолжает перемещаться по рабочей поверхности проводки (см. фиг.2). При подходе к выступу пяты конец полосы воздействует на этот выступ, создавая своим усилием момент, поворачивающий проводку относительно оси 4 до тех пор, пока нижняя поверхность пяты не соприкоснется с горизонтальной поверхностью арматурного бруса 2. При этом раскроется зазор t между носком проводки 6 и валком 7 (см. фиг.3), что будет предохранять носок проводки и валок от износа на протяжении всего установившегося процесса прокатки полосы.
Техническим результатом от применения изобретения является снижение износа носка проводок и поверхности валков, экономия электроэнергии на прокатку и повышение качества поверхности готового проката за счет уменьшения царапин и рисок от дефектной поверхности валка.
Источники информации
1. Современные конструкции валковой арматуры прокатных станов. / Альбом под редакцией Грицука Н.Ф. - М.: НИИИНФОРМТЯЖМАШ, 1968, -295 с.
2. Тришевский И.С. Проводки прокатных станов. М.: Металлургиздат. 1957, -283 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| Валковая арматура роликовой правильной машины | 2019 |
|
RU2701610C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198755C2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Валковая арматура горизонтальной прокатной клети | 1989 |
|
SU1715462A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
Использование: изобретение относится к прокатному оборудованию. Сущность: проводка прокатного стана включает носок, соприкасающийся с бочкой прокатного валка, и пяту, закрепленную на арматурном брусе шарнирно на оси и установленную с зазором между опорной поверхностью пяты и брусом. На рабочей поверхности пяты выполнен плавный выступ, расположенный над арматурным брусом за осью шарнирного крепления. В процессе прокатки выходящая из прокатных валков полоса воздействует на выступ, создавая своим усилием момент, поворачивающий проводку относительно оси до тех пор, пока опорная поверхность пяты не соприкоснется с горизонтальной поверхностью арматурного бруса. При этом раскрывается зазор между носком проводки и бочкой валка, что предохраняет носок проводки и валок от износа. Изобретение обеспечивает снижение износа проводок и валков, экономию электроэнергии и повышение качества проката. 3 ил.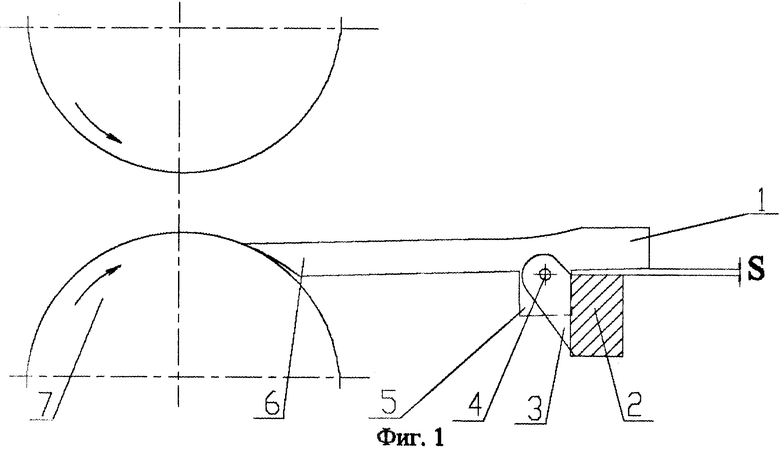
Проводка прокатного стана, включающая носок, соприкасающийся с бочкой прокатного валка, и пяту, опирающуюся на арматурный брус, отличающаяся тем, что пята проводки выполнена с плавным выступом на своей рабочей поверхности и установлена на арматурном брусе шарнирно на оси с зазором, обеспечивающим нарушение соприкосновения носка проводки с бочкой валка под действием выходящей из валков полосы, причем выступ расположен над арматурным брусом за осью шарнира.
| ТРИШЕВСКИЙ И.С | |||
| Проводки прокатных станов | |||
| - М.: Металлургиздат, 1957, с.283 | |||
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| 0 |
|
SU199402A1 | |
| DE 1602224, 21.05.1970 | |||
| Современные конструкции валковой арматуры прокатных станов | |||
| Альбом под редакцией Грицука Н.Ф | |||
| - М.: НИИИНФОРМТЯЖМАШ, 1968, с.295. | |||
