Изобретение относится к вспомогательному прокатному оборудованию и может быть использовано при правке толстых листов на металлургических и машиностроительных предприятиях.
Для управления движением прокатываемой полосы при выходе ее из прокатных валков применяют специальную выводную (валковую) арматуру, выполненную в виде направляющих линеек, приемных воронок, выводных коробок, трубок, выводных проводок и др.
Известна проводка прокатного стана, включающая носок, соприкасающийся с бочкой прокатного валка, и пяту, опирающуюся на арматурный брус, отличающаяся тем, что пята проводки выполнена с плавным выступом на своей рабочей поверхности и установлена на арматурном брусе шарнирно на оси с зазором, обеспечивающим нарушение соприкосновения носка проводки с бочкой валка под действием выходящей из валков полосы, причем выступ расположен над арматурным брусом за осью шарнира (RU 2182856 С2, МПК В21В 39/16, опубл. 27.05.2002).
Недостатком аналога является недостаточное удержание проката на оси прокатки, что снижает качество проката.
Наиболее близким аналогом (прототип) заявленного изобретения - является валковая арматура прокатного стана, включающая установленные на арматурном брусе вводные или выводные линейки и установленные между ними проводки, отличающаяся тем, что вводные или выводные линейки выполнены с крюкообразными выступами, расположенными в верхней части линеек, и соединены посредством планки, размещенной в клиновидных прорезях, выполненных в крюкообразных выступах линеек, при этом форма поперечного сечения планки подобна форме прорезей в выступах линеек (RU 2198754 С2, МПК В21В 39/16, опубл. 20.02.2003).
Недостатком прототипа является недостаточное качество выправления листа, обусловленное тем, что при правке происходит смещение листа вправо или влево от продольной оси правки, что снижает качество его правки.
Технической задачей настоящего изобретения является повышение качества листа после осуществления правки его в роликовой правильной машине (РПМ) при выходе из нее.
Технический результат достигается за счет того, что валковая арматура роликовой правильной машины, включает установленные на арматурном брусе выводные линейки и установленные между ними направляющие, согласно изобретения, направляющие выполнены клиновидными, между линейками и направляющими слева и справа, симметрично относительно центральной горизонтальной оси листового проката, установлены закрепленные на арматурном брусе два клина с реечными механизмами и электроприводами, на клиновидных направляющих со стороны выправляемого листового проката жестко закреплены корпуса, в которых на подшипниках установлены вертикальные неприводные ролики, причем клиновидные направляющие и выводные линейки соединены между собой пружинами сжатия.
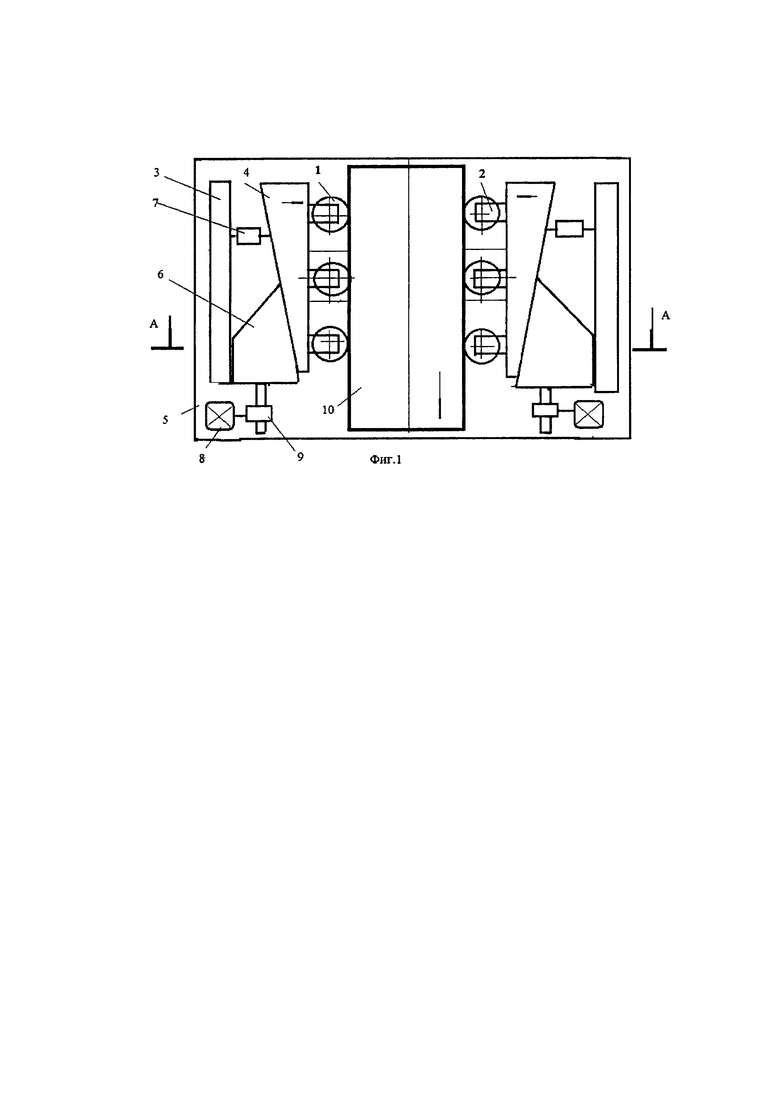
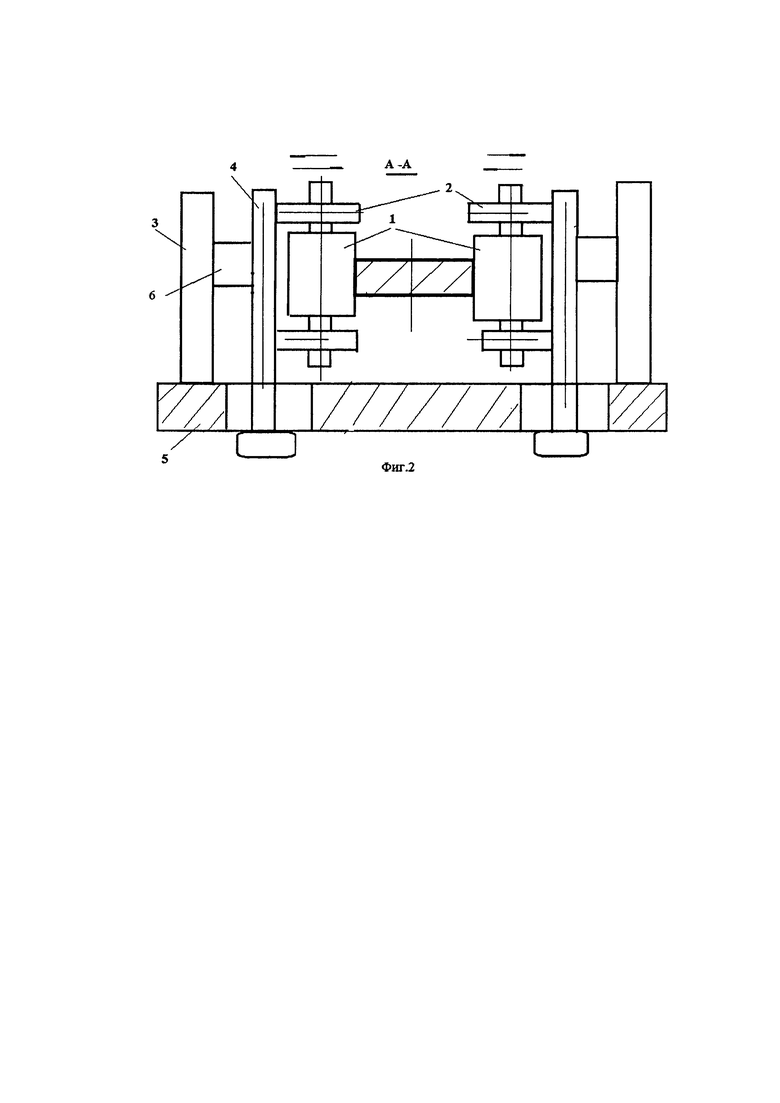
На фиг. 1 - схематично изображена валковая арматура роликовой правильной машины (вид сверху), на фиг. 2 - разрез А-А.
Валковая арматура роликовой правильной машины установлена на выходе проката из РПМ.
Валковая арматура роликовой правильной машины (фиг. 1, 2), содержит, жестко закрепленные на арматурном брусе 5 слева и справа, симметрично относительно центральной горизонтальной оси выправляемого листа 10 выводные линейки 3 и установленные между ними, также слева и справа, клиновидные направляющие 4 - между линейками 3 и клиновидными направляющими 4 расположены также слева и справа клинья 6, соединенные с электродвигателями 8 и реечными механизмами 9. На направляющих 4 жестко закреплены корпуса 2 с установленными на них в подшипниках вертикальными неприводными роликами 1. При этом клиновидные направляющие 4 и линейки 3 жестко соединены между собой пружинами сжатия 7.
Валковая арматура роликовой правильной машины работает следующим образом.
Выправляемый листовой прокат (на фиг. 1, 2 не показано) по рольгангу подается в роликовую правильную машину (РПМ). Затем включается главный электропривод РПМ и лист протягивается между приводными правильными роликами правильной машины (РПМ). В результате знакопеременного перегиба листа между роликами РПМ происходит выправление дефекта «волнистость» листа. В производственных условиях возможно смещение листотового проката вправо или влево от продольной оси правки (фиг. 1, 2), что снижает качество правки. При смещении листа влево включается левый электродвигатель 8, который приводит в движение реечный механизм 9, происходит перемещение левого клина 6 вперед. От клина 6 перемещение (движение в горизонтальной плоскости) передается на левую клиновидную направляющую 4 с закрепленными на ней корпусами 2 вертикальных роликов 1. При перемещении левой клиновидной направляющей 4 происходит одновременное растяжение левой пружины 7. При этом лист 10 смещается вправо и возвращается на продольную ось правки листа, качество правки повышается. Для возвращения клина 6 в первоначальное положение, производится реверс левого электродвигателя пружина 7 сжимается, происходит перемещение левого клина 6, левой клиновидной направляющей 4 и левых роликов 1 в первоначальное положение.
Аналогично происходит работа валковой арматуры при смещении листа вправо. В результате лист выходит из проводки прямолинейным, а качество его правки повышается.
Таким образом, валковая арматура способствует повышению качества правки при смещении листа влево или вправо от продольной оси правки.
Техническая характеристика валковой арматуры представлена в таблице 1.
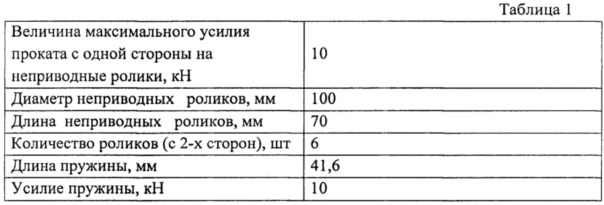
Пружину сжатия выбираем по ГОСТ 18794-80 номер 1086-0319
Для расчета повышения качества правки W воспользуемся зависимостью (1) (Е.А. Максимов, Р.Л. Шаталов Методика расчета технологических параметров правки и мощности главного привода листовой роликовой правильной машины // Сталь. - 2017. - №6. - С. 52-55)

где А0, А1, соответственно - высота дефекта «волнистость» по ГОСТ19903 и ГОСТ 19904 до правки (заготовка) и после правки (готовый прокат),
 ,
,  - длина дефекта «волнистость» до (заготовка) и после правки (готовый прокат).
- длина дефекта «волнистость» до (заготовка) и после правки (готовый прокат).
Параметры правки листа на РПМ, без валковой арматуры, приведены в табл. 2, а с валковой аматурой - в табл. 3.
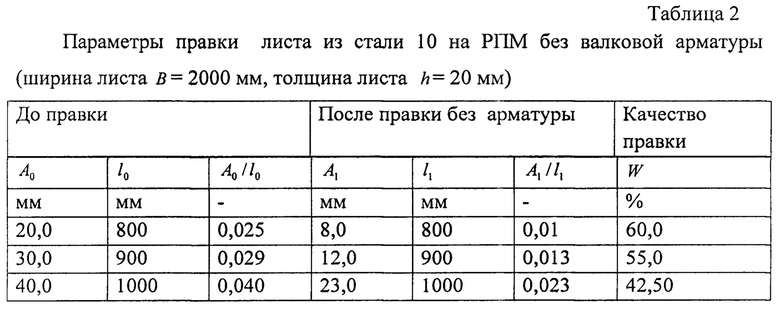
Из табл. 2 следует, что до правки параметр А0 равен от 20,0 до 40,0 мм, а после правки без валковой арматуры параметр А1 равен от 8,0 до 23,0 мм, параметр , - не изменяется, величина W%, характеризующая качество правки по формуле (1), составляет 42,5-60,0%.
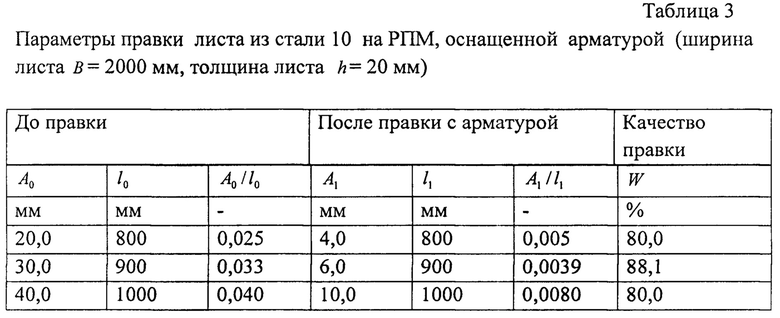
Из табл. 3 следует, что до правки параметр А0 равен от 20,0 до 40,0 мм, а после правки с валковой арматурой параметр A1 равен от 4,0 до 10,0 мм, параметр  ,
,  - не изменяется, а величина W%, характеризующая качество правки составляет 80,0-88,0%.
- не изменяется, а величина W%, характеризующая качество правки составляет 80,0-88,0%.
Как видно из приведенного расчета (Табл. 2, 3), при правке листа с валковой арматурой качество правки повышается примерно на (20-37,5)%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198755C2 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| ПРОВОДКА ПРОКАТНОГО СТАНА | 2000 |
|
RU2182856C2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Узел прокатных валков сортовой прокатной клети | 1987 |
|
SU1423210A1 |
| Выводная проводка скольжения сортового прокатного стана | 1978 |
|
SU719732A1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253525C1 |
Изобретение относится к вспомогательному прокатному оборудованию для правки толстых листов. Валковая арматура роликовой правильной машины содержит установленные на арматурном брусе выводные линейки и установленные между ними направляющие. Повышение качества листа после осуществления правки его в роликовой правильной машине при выходе из нее обеспечивается за счет того, что направляющие выполнены клиновидными, между линейками и направляющими слева и справа, симметрично относительно центральной горизонтальной оси листового проката, установлены закрепленные на арматурном брусе два клина с реечными механизмами и электроприводами, на клиновидных направляющих со стороны выравляемого листового проката жестко закреплены корпуса, в которых на подшипниках установлены вертикальные неприводные ролики, причем клиновидные направляющие и выводные линейки соединены между собой пружинами сжатия. Изобретение обеспечивает повышение качества правки примерно на (20- 7,5)%. 3 табл., 2 ил.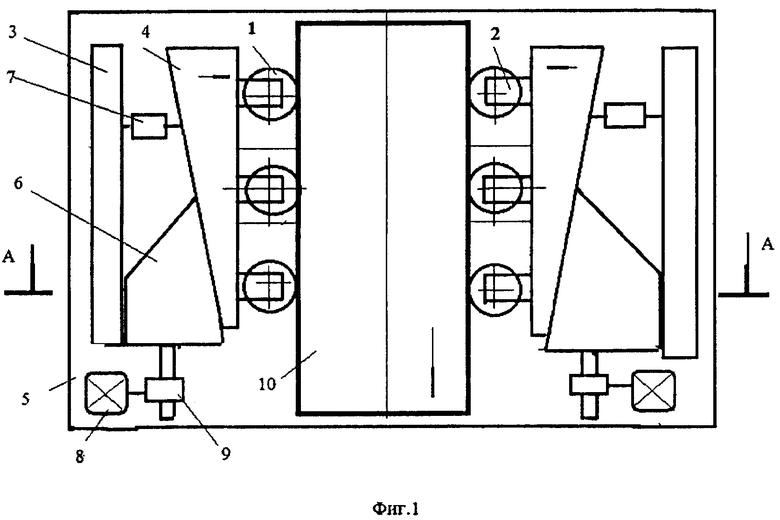
Валковая арматура роликовой правильной машины для листового проката, включающая установленные на арматурном брусе выводные линейки и установленные между ними направляющие, отличающаяся тем, что направляющие выполнены клиновидными, между линейками и направляющими слева и справа, симметрично относительно центральной горизонтальной оси листового проката, установлены закрепленные на арматурном брусе два клина с реечными механизмами и электроприводами, при этом на клиновидных направляющих со стороны выправляемого листового проката жестко закреплены корпуса, в которых на подшипниках установлены вертикальные неприводные ролики, причем клиновидные направляющие и выводные линейки соединены между собой пружинами сжатия.
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |
| Вводная роликовая коробка | 1977 |
|
SU958001A1 |
| Валковая арматура прокатных клетей с четырехвалковым калибром | 1987 |
|
SU1570815A1 |
| US 4727739 A, 01.03.1988. | |||

