Изобретение относится к прокатному производству, в частности к оборудованию прокатных клетей.
Цель изобретения - повышение качества проката путем обеспечения точной ориентации биметаллического мелкосортного профиля относительно калибров валков,
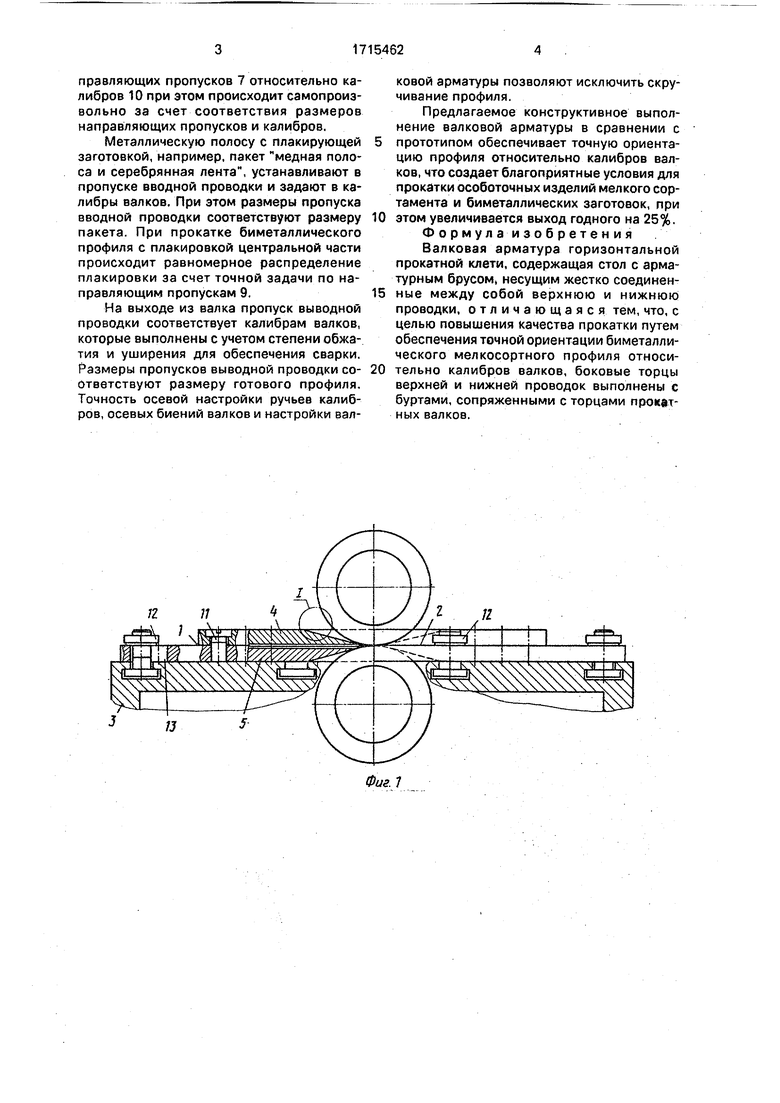
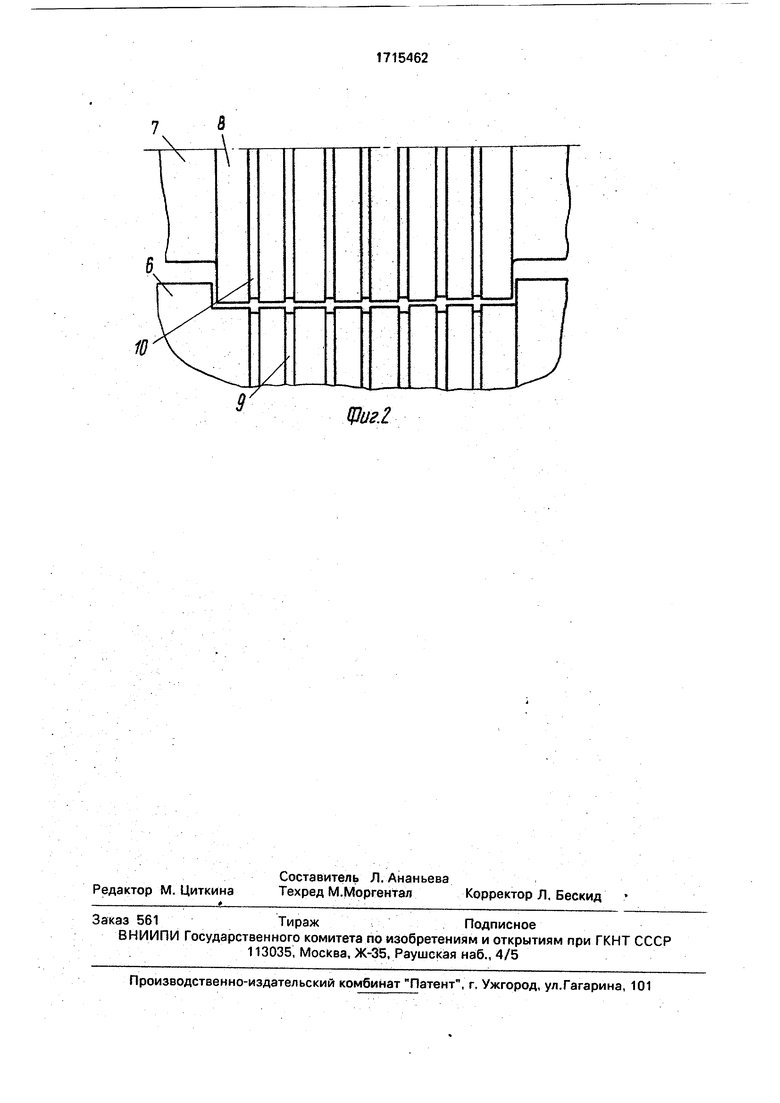
На фиг. 1 изображена арматура прокатной клети; на фиг, 2 - узел 1 на фиг. 1.
Валковая арматура содержит вводную 1 и выводную 2 проводки, закрепляемые на арматурных брусьях 3, которые фиксируются на подвижном столе (не обозначен) прокатной клети. Корпус проводок состоит из верхнего 4 и нижнего 5 брусов, периферийная часть которых имеет выступы 6, сопрягаемые с буртами 7 валков 8. Рабочая поверхность верхних и нижних брусов про водок снабжена направляющими пропусками 9, число которых соответствует чисяу
калибров 10 валка, а размер и форма - получаемому профилю. Нижний брус проводок жестко соединен с верхним посредством болтов 11, а вся проводка закреплена болтами 12 на арматурных брусьях с возможностью перемещения в пазах 13, выполненных в верхнем и нижнем брусах.
Сборку валковой арматуры производят следующим образом.
Болтами 11 соединяют верхний 4 и нижний 5 брусы проводок, а затем болтами 12 фиксируют проводки 1 и 2 на арматурных брусьях 3, закрепленных на подвижном столе. Перемещение подвижного регулируемого стола в вертикальной плоскости осуществляют установку выступов 6 в буртах 7 валков 8. Перемещением в горизонтальном направлении с помощью пазов 13 обеспечивают минимальный зазор между проводками и валками, а ориентация на(Я
N о
КЗ
правляющих пропусков 7 относительно калибров 10 при этом происходит самопроизвольно за счет соответствия размеров направляющих пропусков и калибров.
Металлическую полосу с плакирующей заготовкой, например, пакет медная полоса и серебрянная лента, устанавливают в пропуске вводной проводки и задают в калибры валков. При этом размеры пропуска вводной проводки соответствуют размеру пакета. При прокатке биметаллического профиля с плакировкой центральной части происходит равномерное распределение плакировки за счет точной задачи по направляющим пропускам 9.
На выходе из валка пропуск выводной проводки соответствует калибрам валков, которые выполнены с учетом степени обжатия и уширения для обеспечения сварки. Размеры пропусков выводной проводки соответствуют размеру готового профиля. Точность осевой настройки ручьев калибров, осевых биений валков и настройки валковой арматуры позволяют исключить скручивание профиля.
Предлагаемое конструктивное выполнение валковой арматуры в сравнении с
прототипом обеспечивает точную ориентацию профиля относительно калибров валков, что создает благоприятные условия для прокатки особоточных изделий мелкого сортамента и биметаллических заготовок, при
этом увеличивается выход годного на 25%. Ф о р м у л а и з о б р е т е н и я Валковая арматура горизонтальной прокатной клети, содержащая стол с арматурным брусом, несущим жестко соединенные между собой верхнюю и нижнюю проводки, отличающаяся тем, что, с целью повышения качества прокатки путем обеспечения точной ориентации биметаллического мелкосортного профиля относительно калибров валков, боковые торцы верхней и нижней проводок выполнены с буртами, сопряженными с торцами прокатных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198755C2 |
| Узел прокатных валков сортовой прокатной клети | 1987 |
|
SU1423210A1 |
| Прокатная клеть для прокатки фланцевых профилей | 1988 |
|
SU1577899A1 |
| ПРОВОДКА ПРОКАТНОГО СТАНА | 2000 |
|
RU2182856C2 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
Изобретение относится к прокатному производству, в частности к оборудованию прокатных клетей. Целью изобретения является повышение качества проката путем обеспечения точной ориентации биметаллического мелкосортного профиля относительно калибров валков. Согласно изобретению брусы направляющего провода выполнены с буртами, которые взаимодействуют с буртами валков. Точная задача биметаллической полосы по направляющим пропускам и далее в калибры обеспечивается точностью осевой настройки ручьев калибров валков. 2 ил.
7«
V-Av
10
фиг
| Грищук Н | |||
| Ф | |||
| Современные конструкции валковой арматуры прокатных станов | |||
| М.: НИИинформтяжмаш, 1968, с | |||
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| Проводка для прокатного стана | 1951 |
|
SU97434A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
