Изобретение относится к гибким полимерным контейнерам с улучшенным хранением таких чувствительных медицинских жидкостей, которые предназначены для парентерального введения. Контейнеры имеют возможность противостоять различным типам конечной стерилизации после того, как они заполнены медицинскими жидкостями и герметизированы по существу без потери их непроницаемости или каких-либо других важных характеристик. Он содержит герметизированную непроницаемую для воздуха оболочку и внутренний контейнер, заполненный одним или несколькими медицинскими агентами, который имеет высокую совместимость также с хранимыми липофильными агентами.
Традиционно жидкости, предназначенные для парентерального введения (в кровь), упаковывают в стеклянные контейнеры. Тем не менее существует множество попыток промышленно приемлемых решений, посвященных тому, чтобы найти альтернативные полимерные материалы, которые являются менее ресурсоемкими, более дешевыми и более удобными в обращении, чем стекло.
Как обсуждается, например, в международной заявке WO 94/19186 (Pharmacia AB и Wipak Vihury Oy), существует значительное количество технических проблем, которые должны быть решены перед тем, как будет получен полимерный материал с удовлетворительными свойствами для хранения парентерально вводимых жидкостей. Материал и контейнер из него должны выдерживать различные способы стерилизации без потери таких важных характеристик, как формирование покрытия, непроницаемого для кислорода и влаги из окружающей среды. Они должны быть совместимы с жидкостями, предназначенными для хранения, даже после долговременного хранения, и даже, если жидкости содержат липофильные составляющие, которые могут вести к миграции и растворению нежелательных соединений из полимерной матрицы. В дополнение к этому материалы должны давать возможность сваривания друг с другом, на них должно быть можно печатать и они должны поддерживать свою гибкость и другие механические свойства, а также их эстетичный внешний вид (то есть прозрачность) после процедуры стерилизации. Является также важным требование о том, чтобы контейнер стерилизовался на конечной стадии после того, как он наполнен и собран, чтобы обеспечить наивысшую возможную безопасность для пациентов. Как обнаружено, даже не очень сложные многослойные пленки по WO 94/19186 вполне способны удовлетворить в высшей степени строгие требования поддержания барьера для кислорода, когда является желательным хранение таких чувствительных жидкостей, как липидные эмульсии, содержащие полиненасыщенные жирные кислоты в течение времени, длительного настолько, как несколько месяцев, при комнатной температуре, после обработки в автоклаве в стандартной единичной упаковке.
Тем не менее считается невозможным получение всех желаемых свойств, объединенных в одном материале, и достижение этого с помощью дешевой, удобной конструкции, которая также является благоприятной для окружающей среды и дает возможность рециркулирования для ее производителя. Например, в патенте США 5176634 McGaw Inc. описывается гибкий контейнер, имеющий три камеры, разделенные хрупкими перегородками, в которых хранятся разбавители и медикаменты, до тех пор, пока перегородки не разрушают для смешивания всего содержимого вместе для введения пациенту. Когда необходимо сформировать наружное покрытие против кислорода из окружающей среды для хранимого продукта, в этом патенте предлагается введение алюминиевой фольги в качестве дополнения к многослойному полимерному материалу контейнера. Такая смесь металла и полимеров в одной и той же упаковке не является, однако, желательной с точки зрения охраны окружающей среды, поскольку извлечение и рециклирование материала было бы затруднительным. Кроме того, в патенте США 5176634 практически нет инструкций относительно контейнеров, которые могут стерилизоваться с помощью пара после их сборки и наполнения, что является предварительным условием для систем контейнеров для долговременного хранения парентеральных питательных растворов, предназначенных для замены стеклянных бутылок. Контейнер, описываемый в патенте США 5176634, очевидно будет менее пригодным для отдельного хранения одного или нескольких стерилизованных с помощью пара питательных веществ для парентерального введения.
В патенте США 4997083 (Vifor S.A.) описан гибкий трехкамерный мешок для отдельного хранения липидов, аминокислот и сахара, которые должны смешиваться внутри мешка и вводиться парентерально. Для смешивания ингридиентов проходные каналы между камерами открываются снаружи пользователем. Недостатком этого типа контейнеров является то, что смешивание будет относительно медленным и сложным особенно, если все камеры наполняются до высокой степени и жидкость должна продавливаться туда и обратно через каналы в порядке завершения процедуры перемешивания. Если более низкая камера для смешивания делается достаточно большой, чтобы вместить объем всех трех составляющих во время перемешивания, эта нижняя камера должна быть заполнена с большим пустым пространством над уровнем жидкости, что приводит к неудобствам во время стерилизации и хранения питательных веществ и приводит к неэффективному использованию полимерного материала упаковки. Кроме того, полимеризованные материалы, предлагаемые в качестве составляющих гибкого мешка в патенте США 4997083, не достаточно пригодны для предохранения питания от окислительной деградации при долговременном хранении.
В Международной заявке WO 95/26117 (Fresenius AG) описывается более удобный тип многокамерного мешка, где разделение камер производится с помощью слабой сварки, которую можно разорвать с непосредственным получением канала большого поперечного сечения для перемешивания без риска отрыва части отрываемых средств. Даже если этот мешок выполнен из специально сконструированной многослойной фольги, имеющий соединительный слой, способный формировать различные типы сварных соединений при различных температурах, он не будет способен формировать удовлетворительно непроницаемое по кислороду покрытие для защиты в высшей степени чувствительного содержимого при долговременном хранении после обработки в автоклаве. Кроме того, его конструкция, имеющая наполнительные трубки в постоянных соединениях, получаемых при сваривании камер, создает риск протечек и может вызвать проблемы, если является желательным иметь дополнительное непроницаемое для воздуха окружение. Следовательно, этот контейнер выглядит менее пригодным для использования в качестве трехкамерного контейнера для совместного раздельного хранения эмульсии липидов, растворов углеводов и аминокислот. Более того, указанное в примере включение парафинового масла в многослойный материал было бы трудно совместимым с хранением эмульсии липидов, если принимать во внимание риск миграции.
Также в описании патента Великобритании 2134067 (C.R. Bard Inc.) описывается гибкая упаковка с тремя отделениями, имеющая разрываемые соединения между камерами для создания возможности перемешивания перед распределением их содержимого. Эта упаковка, однако, не является, по причинам, связанным с материалом, пригодной для парентеральных медицинских питательных веществ, таких как питательные вещества, вводимые путем инфузии.
В патенте США 4872553 (Material Technology Engineering) описан однокамерный контейнер, пригодный для хранения раствора аминокислот, предназначенного для парентерального питания, в то время как в патенте США 4998400 (той же компании) описывается способ создания такого контейнера. Описано, как наполнять и герметизировать внутренний первичный контейнер в инертной атмосфере, при этом он помещается в наружную оболочку вместе с агентом, предохраняющим от окисления, и подвергается обработке в автоклаве. Внутренний контейнер состоит из линейного полиэтилена низкой плотности, в то время как наружная оболочка состоит из трехслойной ламинированной пленки, сформированной из наружного слоя найлона, среднего слоя из сополимера этилена - винилового спирта и внутреннего слоя из полипропилена. Такой материал будет, однако, невозможно стерилизовать паром при поддержании температуры 121oС, как требуется по Европейской Фармакопее. Тем не менее, даже такой контейнер, вероятно, не будет полностью удачным для целей создания покрытия, непроницаемого для атмосферного кислорода, после обработки в автоклаве и при долговременном хранении до двенадцати месяцев и более, более чувствительных жидкостей, подобных эмульсиям липидов на основе триглицеридных масел, обогащенных полиненасыщенными жирными кислотами, и некоторых аминокислот. Информация, содержащаяся в патенте США 4998400, указывает, что существует риск потери важных характеристик наружной оболочкой, вызываемой стерилизацией пара. В одном из вариантов воплощения предлагается, чтобы только внутренний контейнер подвергался обработке в автоклаве. После этого внутренний контейнер охлаждают в инертной атмосфере и наконец помещают в непроницаемую для кислорода оболочку. Такой способ не является вполне удовлетворительным, поскольку по разумным причинам является желательным осуществить стадию стерилизации на полностью заполненном и собранном контейнере. В другом варианте предлагается, чтобы полностью собранный и герметизированный контейнер подвергался обработке в автоклаве. Однако в порядке поддержания непроницаемого для кислорода покрытия после обработки в автоклаве должен быть использован дополнительный процесс сушки в порядке удаления поглощенной влаги из наружной оболочки.
В Европейском патенте 0639364 Otsuka Pharm. Factory Inc. описан другой созданный недавно гибкий многокамерный мешок для хранения чувствительных к кислороду агентов. Этот мешок предпочтительно используют для хранения деградируемых лекарств в форме порошков и их разбавителя в разных камерах. Камера, заполняемая чувствительным к кислороду порошком, покрывается оболочкой, образующей непроницаемое для кислорода покрытие, которая герметизируется в контролируемой атмосфере путем сварки с мешком. Недостатком контейнеров, описываемых в этой заявке, является то, что они не могут выдерживать обработку в автоклаве после их окончательной сборки.
Является очевидным, что конструирование многокамерного контейнера, предназначенного для замены стеклянных бутылок, предназначенных для хранения парентерального питания, таких как эмульсии липидов, представляет собой в высшей степени сложный процесс разработки. Должно быть уделено внимание тщательному подбору материалов, которые способны переносить обработку в автоклаве с сохранением их характеристик, к их способности к созданию барьера против кислорода и паров воды из окружающей среды, при этом они должны быть простыми для обработки при создании функционального многокамерного контейнера, например, с помощью технологии обычной сварки, и удовлетворять требованию возможности извлечения и рециркулирования в одном и том же простом процессе. Для частей контейнера, вступающих в контакт с хранимыми, часто липофильными веществами, необходимо, чтобы потенциально опасные агенты не имели возможности миграции в парентеральный продукт. Обычно используемые полимеры для медицинских упаковок, подобные поливинилхлоридам (ПВХ), и другие полимеры, содержащие мигрирующие пластификаторы, по этой причине не могут быть рассмотрены. Тем не менее, эти полимерные имеют более высокую проницаемость по отношению к кислороду, чем стеклянные бутылки, что делает их непригодными для долговременного хранения особенно чувствительных жидкостей. Более того, материал должен иметь эстетически привлекательный вид с прозрачностью, которая не разрушается после стерилизации и хранения. Кроме того, материал должен позволять нанесение печатных инструкций и делений, соответствующих уровню заполнения, без миграции печатной краски. Также важным является, чтобы материал поддерживал все механические характеристики, такие как гибкость и прочность, после стерилизации, независимо от того, производится ли она с помощью пара или излучения. Наряду с важными свойствами материала контейнер должен быть удобен в обращении во время перемешивания хранимых питательных веществ и должен обеспечивать высокую степень безопасности для пациента, если рассматривать как производство контейнера, так и обращение с ним со стороны пользователя, либо в доме пациента, либо в больнице.
Задачей настоящего изобретения является создание гибкого контейнера, выполненного по существу целиком из полимерного материала с усовершенствованными свойствами непроницаемости по кислороду и влаге, поступающих из окружающей среды, который также способен выдерживать стерилизацию посредством пара при высоком давлении (обработка в автоклаве) или облучения по существу без потерь таких характеристик непроницаемости или других важных характеристик, включая гибкость или прозрачность так, что даже при хранении агентов с высокой восприимчивостью к кислороду, они могут храниться в течение долгих периодов времени с поддержанием их целостности.
Задачей изобретения также является создание гибкого контейнера для раздельного долговременного хранения таких агентов, которые легко портятся при их совместном хранении в их форме для парентерального введения, и создание контейнера со средствами для асептического перемешивания таких агентов внутри контейнера для получения жидкости для инъекции.
Отдельной задачей изобретения является создание такого контейнера для раздельного хранения компонентов парентерального питания, то есть эмульсии липидов, раствора углеводов и раствора аминокислот, а впоследствии непосредственно перед парентеральным введением соединение их в гомогенную жидкую питательную смесь.
Другой конкретной задачей изобретения является продление возможного периода хранения в холодной окружающей среде и при комнатной температуре для чувствительных жидкостей, в целом предназначенных для парентерального питания, для преодоления проблемы короткого времени хранения в упаковке для таких питательных веществ.
Еще одной задачей изобретения является создание контейнера с возможностью раздельного хранения отдельных компонентов, загруженных в готовый к употреблению внутренний контейнер, который имеет минимальное количество потенциальных мест, где могут появиться протечки.
Дальнейшей задачей изобретения является создание таких контейнеров, которые безопасны и удобны в обращении и которые сводят к минимуму риск неправильного обращения и загрязнения на всех стадиях, необходимых для получения жидкости для парентерального введения с заданным качеством.
Еще одной задачей изобретения является создание таких контейнеров, которые являются дешевыми и благоприятными для окружающей среды и до высокой степени состоят из таких полимерных материалов, которые дают возможность совместного извлечения и рециркулирования, без неудобного расчленения различных частей контейнера.
Также задачей изобретения является создание способа производства таких заполненных контейнеров, которые стерилизуются на последней стадии, после того, как они собираются и заполняются, при этом процесс заполнения осуществляется способом, который позволяет избежать постоянно присутствующих, потенциально протекающих проходов для заполнения.
Эти задачи изобретения так же, как и другие очевидные преимущества, которые демонстрируются в этом тексте, достигаются с помощью прилагаемой формулы изобретения.
Контейнер по изобретению предназначен для усовершенствованного хранения чувствительных к кислороду парентерально вводимых агентов и, как правило, состоит из внутреннего, первичного контейнера, помещенного в по существу непроницаемую для кислорода наружную оболочку с поглотителем кислорода, который способен поглотить по существу весь остаточный кислород после того, как наружная оболочка герметизирована, и в течение достаточного периода времени также кислород, проникающий через указанную оболочку. Как внутренний контейнер, так и окружающая его наружная оболочка выполнены из гибких и прозрачных полимерных материалов. Внутренний контейнер выполнен из содержащего полипропилен гибкого полимерного материала, совместимого с липофильными агентами и способного формировать как постоянные, так и разрываемые перегородки, а оболочка выполнена из по существу непроницаемого для воды гибкого многослойного полимерного материала, содержащего первую наружную по существу непроницаемую для воды полимерную пленку, которая может образовывать барьер для кислорода, соединенную со второй, внутренней полимерной пленкой, которая может образовывать дополнительный барьер для кислорода.
Важной особенностью собранного контейнера является то, что он в основном поддерживает свои характеристики как барьера для кислорода и водяного пара, так же как и прозрачность и гибкость после того, как подвергается стерилизации с помощью пара или облучения.
Внутренний контейнер может быть одно- или многокамерным контейнером, заполненным одним или несколькими вводимыми парентеральными агентами. Согласно конкретному важному варианту выполнения изобретения, внутренний первичный контейнер разделяется на две или более камер с помощью одного или нескольких герметичных соединений, которые можно разорвать вручную с наружной стороны контейнера, когда желательно перемешивание содержания камер с получением гомогенной жидкости и с введением ее пациенту путем вливания или инъекции. По этой причине внутренний контейнер снабжен каналом для сообщения жидкости в его нижней части, через который может быть принят смешанный продукт и через который дополнительные агенты могут быть добавлены либо к смешанному продукту, либо к агенту, хранящемуся в нижней камере. Этот канал может соединяться с обычными устройствами для вливаний и с другими устройствами, пригодными для использования при парентеральном введении, и предпочтительно должен иметь отдельную насадку для введения и сбора жидких агентов. Как внутренний контейнер, так и герметизирующая оболочка выполнены из специальным образом выбираемых полимерных материалов, которые будут описаны ниже более подробно. Так же, как описано ниже более подробно, оболочку к конце концов герметизируют в защитной атмосфере, а в пространстве между указанной оболочкой и внутренним контейнером помещают поглотитель кислорода.
Агенты, которые хранятся в контейнерах по изобретению, предпочтительно являются чувствительными к кислороду жидкостями или порошками, которые в ином случае теряют активность или страдают от деградации во время продолжительного хранения. Примерами таких агентов являются препараты для парентерального питания, такие как эмульсии липидов, содержащие чувствительные к кислороду полиненасыщенные жирные кислоты, растворы аминокислот, содержащие чувствительные аминокислоты, подобные цистеину, и множество фармацевтических агентов, которые теряют активность при хранении в растворенной или разбавленной форме и как следствие должны храниться в виде сухого лиофилизированного порошка или в виде концентрата, отдельно от разбавителя. Другим примером агентов, которые будут иметь преимущества от хранения в контейнерах по изобретению, являются такие агенты, которые должны храниться по отдельности во время стерилизации подобно чувствительным к теплу растворам углеводов и растворам аминокислот, которые вместе могут образовывать обесцвечивающие комплексы.
Многокамерные контейнеры по изобретению изготавливают по общему способу, согласно которому герметичный внутренний контейнер в форме мешка формируют из гибкого полимерного материала путем сваривания вместе его содержащих полипропилен соединительных слоев. По меньшей мере, две герметичных камеры формируют путем сварки, по меньшей мере, одного отслаиваемого герметизирующего шва, который можно разорвать вручную с наружной стороны контейнера. Один край контейнера снабжен временными отверстиями, ведущими в камеры, которые наполняют вводимыми парентерально жидкостями, после чего временные отверстия опять герметизируют путем сваривания постоянных швов. Наполненный и герметизированный внутренний контейнер помещают в образующую барьер для кислорода оболочку вместе с поглотителем кислорода, которую герметизируют путем сварки в контролируемой атмосфере. Полученную таким образом сборку стерилизуют паром или излучением.
Следующее далее подробное описание служит для описания предпочтительных вариантов и конкретных примеров выполнения контейнеров, а также способа их изготовления по изобретению, при этом иллюстрируя соответствующие альтернативы. Эти примеры не ограничивают объем настоящего изобретения, определяемого прилагаемой формулой изобретения.
Фиг. 1 - схематический вид сверху контейнера по конкретному варианту выполнения изобретению.
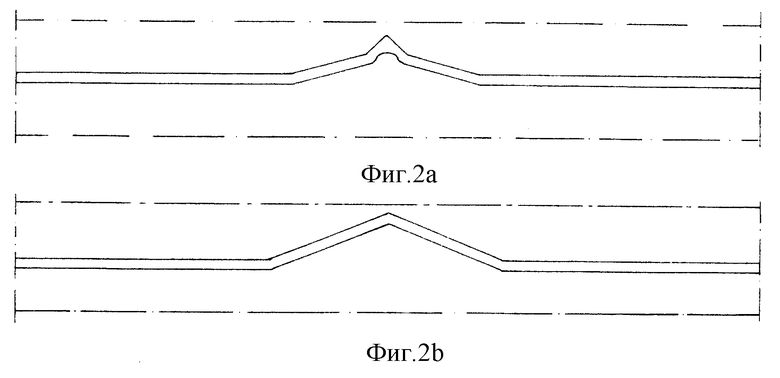
Фиг. 2а и 2b - схематические виды двух примеров отрываемых герметизирующих швов согласно настоящему изобретению.
Как обсуждалось ранее, существует набор важных требований к материалу, пригодному для использования в качестве материала внутреннего контейнера. Он должен быть выполнен из переносящего стерилизацию, автоклавную или излучением, полимерного материала, совместимого с хранимыми питательными веществами. Материал должен обеспечивать возможность сваривания в виде мешка на длительное время и сваривание с другими полимерными деталями, такими как рассмотренные выше входные системы в форме стоячей складки, при этом также позволяя формировать отслаиваемые герметизирующие швы при сварке в условиях, отличающихся от условий сварки для формирования постоянных швов. Кроме того, материал также должен быть благоприятным для окружающей среды и позволять его рециркулирование с помощью простого способа. Материал внутреннего контейнера должен быть по существу непроницаем для паров воды во время стерилизации паром, но при этом он может быть проницаем для воздуха, когда наружную герметизирующую оболочку используют в сочетании с поглотителем кислорода. Является скорее преимуществом, если этот материал позволяет перенос кислорода, чтобы поглотитель кислорода мог потреблять по существу весь остаточный кислород, растворенный в хранимых жидкостях. Если необходима радиационная стерилизация, как описано в заявке PCT/SE95/00684, то остаточный кислород, растворенный в полимерной сетке материала внутреннего контейнера, также должен быть удален. Материал должен иметь соответствующий эстетичный внешний вид и быть совершенно прозрачным и не иметь тенденции к обесцвечиванию или помутнению после стерилизации. Наконец, материал должен сохранять гибкость и не становиться хрупким или ломким после стерилизации и хранения.
Полимерный материал для внутреннего контейнера, имеющий все рассмотренные характеристики, предпочтительно является гибкой пленкой, имеющей область с более высокой температурой плавления, составляющую наружную сторону контейнера, и область с более низкой температурой плавления, составляющую герметизируемую внутреннюю сторону контейнера, которая может быть соединена вместе посредством обычных сварочных инструментов в виде постоянных или отслаиваемых герметизирующих швов. Нужно понять, что внутренняя область, как предполагается, обращена к хранящемуся агенту или агентам и может формировать как постоянные швы, так и отслаиваемые герметизирующие швы, когда ее подвергают различным условиям сварки.
Предпочтительно пленка выполнена, по меньшей мере, из двух различных полимерных слоев, из которых, по меньшей мере, внутренний герметизирующий слой основывается на полиолефинах, таких как полиэтилены или полипропилены с различным качеством, которые являются химически инертными по отношению к хранящимся жидкостям, переносят обработку в автоклаве, сварку и дают возможность рециркулирования. Термины "полиэтилены" и "полипропилены", как предполагается, включают как гомополимеры, так и сополимеры, имеющие такие рассмотренные характеристики, если не указано иного. Предпочтительно герметизирующий слой основан на полипропилене, включая его полимеры с этиленом (сополимер пропилена и этилена) и/или их смеси с полиэтиленом.
Однако поскольку многие обычные полиолефины, в частности полипропилены, часто имеют недостаточную гибкость и определенную ломкость, желательно объединить их полимером, обладающим эластичностью. Поэтому в конкретном варианте изобретения предпочтительно сочетание полипропилена с дополнительным эластомером для улучшения его гибкости и прочности. Эластомер может содержаться в соседнем слое пленки или объединяться с полипропиленом в герметизирующем слое. Для многослойных материалов предпочтителен внутренний герметизирующий слой, содержащий большое количество полипропилена, используя его инертность к хранящимся жидкостям и способность свариваться для формирования контейнера посредством различных технологий сварки. Особенно предпочтительно то, что этот слой может формировать как непроницаемые для протечек, но контролируемо отслаиваемые герметизирующиеся швы при заданной температуре, так и постоянные, очень прочные швы при сваривании их в разных условиях, таких как различные температуры и давления сварки. Является также желательным введение гибкого полимерного материала с высокой температурой плавления, который придает материалу улучшенную стабильность при высоких температурах, достигаемых локально во время сварки. Если такой материал содержится в многослойной пленке, он должен располагаться в качестве наружного отделяемого слоя и, кроме того, позволять нанесение печати без миграции печатной краски. Соответствующие материалы могут быть найдены среди определенных сложных полиэфиров и их сополимеров (сложных сополиэфиров) и, в частности, сложных циклоалифатических полиэфиров.
Предпочтительный материал для внутреннего, первичного контейнера выполнен из многослойной пленки, содержащей: а) наружный слой, содержащий сложный сополиэфир, b) внутренний герметизирующий слой, содержащий полипропилен, сополимер пропилена и этилена или смесь полипропилена или полиэтилена, и с) и самый внутренний слой, содержащий термопластичный эластомер. В такой пленке герметизирующий слой дополнительно может содержать термопластичный эластомер, который может быть блок-сополимером стирол-этилен/бутадиен-стирол (SEBS) или соответствующим альтернативным эластомером, имеющим соответствующие рассмотренные характеристики. Материал, который, как проверено, особенно пригоден для использования в этом типе внутренних контейнеров, представляет собой Excel® фирмы McGaw Inc., - многослойный полимерный материал толщиной около 200 мкм, который описан в Европейском патенте 0228819. Excel® является многослойной структурой, по существу содержащей:
a) внутренний герметизирующий слой, обращенный к медицинской жидкости, состоящий из смеси сополимера полиэтилена и полипропилена (FINA Dypro Z 9450) и Kraton® G1652 от Shell (сополимер стирола/этилена/бутадиена/стирола (SEBS));
b) средний соединительный слой из чистого Kraton® G1652; и
c) наружный отделяемый слой из Ecdel® 9965 (или 9566 или 9967) от Eastman Chemical Co, который представляет собой циклоалифатический термопластичный сложный сополиэфир (сополи (сложный эфир, простой эфир), продукт конденсации трансизомера 1,4-диметил-циклогександикарбоксилата из циклогександиметанола и политетраметиленгликоля с конечными гидроксигруппами).
Внутренний герметизирующий слой состоит из смеси 80% сополимера полиэтилена и полипропилена с 20% эластомерного сополимера SEBS в сочетании с малыми добавками антиоксидантов и кислотных поглотителей. Сополимер полиэтилена и полипропилена образует взаимопроникающую сетку с SEBS-сополимером, которая обеспечивает прочное соединение. Эта смесь соединяется сама с собой в широком диапазоне температур и способна формировать отслаиваемые герметизирующие швы с разными прочностями, если их сваривать в интервале заданных температур от около 85 до около 120oС. Было продемонстрировано, что сварка при температурах от около 110 до 120oС формирует отслаиваемые герметизирующие швы, которые легко разрываются вручную. Он также обеспечивает подходящий барьер для пара и, как показано ниже, в секции примеров, удовлетворительно выдерживает как химические, так и физические испытания. Средний содержит только в высшей степени гибкий сополимер Kraton® с небольшими добавками антиоксидантов. Он вносит вклад в эластичность и в ударную прочность пленки. Наружный слой из Ecdel® является гибким и предоставляющим возможность печати, с высокой температурой плавления 200oС, и вносит вклад в улучшение свариваемости собранной вместе пленки. Когда используют Excel® в качестве материала для внутреннего контейнера в форме мешка, является предпочтительным, чтобы система проходных каналов в форме стоячей складки, которая должна прикрепляться к герметизирующему слою, также содержала полипропилен, и предпочтительно состояла бы из смеси полипропилена и Kraton®, который может свариваться с внутренним слоем пленки из Excel®. Соответствующая смесь представляет собой около 60% полипропилена и 40% Excel®. Предпочтительная для использования система проходных каналов в форме стоячей складки описывается в заявке на патент Швеции 9601540-9 также на имя Pharmacia АВ.
Внутренний контейнер, сделанный из предпочтительной пленки Excel®, имеет превосходные характеристики для автоклавной обработки вместе с обычными питательными веществами для парентерального питания. Кроме того, пленка Excel® неожиданно хорошо совместима с липофильными жидкостями. Даже если ее внутренний слой содержит физическую смесь полипропилена и полимера SEBS, ее испытания на контакт с чистым соевым маслом (главное липидное составляющее коммерческой эмульсии липидов Intralipid®) показали, что отсутствует миграция потенциально токсичных агентов. Тем не менее, он будет иметь относительно высокую проницаемость для кислорода от около 1000 до около 1600 см3/м2, атм, день, если измерять при конкретной температуре 25oС и относительной влажности 60%, и для того, чтобы удовлетворить требования долговременного хранения эмульсии липидов и растворов незаменимых аминокислот, он должен быть объединен с наружной окружающей непроницаемой для воздуха оболочкой и поглотителем кислорода. Даже если внутренние контейнеры, сделанные из Excel®, представляют собой подходящие варианты для настоящего изобретения, другие пленки на основе полиолефинов должны быть также рассмотрены в качестве возможных альтернатив для использования в рамках настоящего изобретения, если они удовлетворяют требования, рассмотренные выше. Поэтому является важной альтернативой создание внутренних контейнеров из гибкой прозрачной пленки с высокой степенью совместимости с липофильными жидкостями из одного или нескольких слоев, состоящих по существу только или целиком из одного или нескольких полимеров, выбранных из группы, включающей полипропилен, сополимеры пропилена и этилена, смеси пропилена и полиэтилена. Например, материал многослойной пленки, включающий, например, внутренний герметизирующий слой из сополимера пропилена и этилена, смешанного с эластомером, таким как полимер SEBS, прикрепленный к наружному слою из чистого полипропилена, который обрабатывается коронным разрядом, чтобы на нем можно было печатать, является возможным альтернативным материалом. Также пленка, состоящая из внутреннего слоя из этилена, содержащего полипропилен, приклеенного к чистому обработанному коронным разрядом слою полипропилена с помощью полипропилена с модифицированной липкостью, такого как Rexflex® фирм Rexene или Dow, представляет собой другую приемлемую альтернативу, так же как и сочетания слоев из чистого полипропилена, имеющего усовершенствованную эластичность и восприимчивость к печати благодаря модификациям в их молекулярных конфигурациях или благодаря физической обработке. Например, с помощью катализаторов металлоценового типа может быть достигнут более высокий уровень контроля стереорегулярности полипропиленовых цепей, как описано в Macromolecules, Vol. 28, 1995, pp. 3771-8: WJ Gauthier et al. Это может привести к заметному влиянию на физические свойства материала и привести к созданию, например, очень гибких или эластомерных полипропиленов, которые могут быть включены в качестве будущих альтернатив к Excel®. Все такие материалы на основе полипропилена должны рассматриваться в качестве альтернативных выполнений материалов для внутреннего контейнера, если они удовлетворяют требования, представленные выше.
Как обсуждалось в отношении выбора материала для внутреннего контейнера, материал наружной оболочки должен удовлетворять ряд требований, чтобы заменить стеклянные бутылки. Что самое важное, он должен создавать барьер с очень низкой проницаемостью для атмосферного кислорода, допуская только приток кислорода предпочтительно меньший, чем около 30 см3/м2, атм, день, если измерять при конкретной температуре 25oС и относительной влажности 60%, а более предпочтительно - меньший, чем 15 см3/м2, атм, день, а наиболее предпочтительно - меньший 5 см3/м2, атм, день, если измерять при таких же условиях. Он должен предоставлять возможность стерилизации при 121oС в течение, по меньшей мере, 30 мин, при этом также обладая способностью выдерживать стерилизацию излучением для улучшения существующих технологий создания асептических наружных оболочек. Обыкновенная алюминиевая фольга удовлетворяла бы эти требования, но имеет тот недостаток, что не является прозрачной, чтобы обеспечить возможность визуального контроля целостности сохраняемого материала и, например, индикатора кислорода. Кроме того, материал оболочки должен быть прочным и гибким, оказывать малое влияние на окружающую среду и содержать только такие добавки, которые имеют наименьшую возможную тенденцию смешиваться с сохраняемым материалом или портить его из-за миграции. Критерию кислородного барьера может отвечать поливинилиденхлорид (ПВДХ), но он при этом не предоставляет возможности стерилизации паром и не является благоприятным для окружающей среды. Как обсуждалось выше в WO 94/19186, была предпринята попытка сконструировать многослойную пленку для упаковки и обработки в автоклаве парентеральных агентов. Эта пленка предназначалась для поддержки непроницаемости для кислорода из поли(этилен)-винилового спирта (EVOH) путем введения водонепроницаемой и поглощающей влагу внешней структуры для защиты слоя EVOH во время стерилизации паром. К сожалению, даже эта многослойная пленка была неспособна поддерживать непроницаемость по кислороду в течение достаточно долгого времени после ее обработки в автоклаве. Поэтому в высшей степени желательно усовершенствовать такую пленку путем добавления к слою EVOH защитной структуры, которая не только является непроницаемой для пара, но также может содержать барьер для кислорода.
Согласно настоящему изобретению, неожиданно обнаружено, что если первая наружная по существу непроницаемая для воды полимерная пленка, образующая барьер для кислорода, соединяется со второй внутренней полимерной пленкой со сравнительно более низкой проницаемостью для кислорода при 25oС и 60% относительной влажности, получают многослойный материал, пригодный для формирования наружной герметизирующей оболочки для контейнера по изобретению, который способен поддерживать столь низкую непроницаемость для кислорода, как менее 5 мл кислорода на 1м2, атм, день, при нормальной относительной влажности, даже после обработки в автоклаве, и все еще удовлетворяет требованиям, представленным выше.
Предпочтительно наружная пленка содержит покрытый окисью металла полимерный слой, соединенный со второй внутренней пленкой, включающей полимерный слой, образующий барьер для кислорода. Является предпочтительным, чтобы наружная пленка содержала оксид металла, такой как оксид кремния, и/или алюминия, и/или титана, вместе с одним, по меньшей мере, полимерным материалом, при этом внутренняя пленка предпочтительно содержит слой EVOH. Предпочтительно наружная пленка содержит слой полиэтилентерефталата, покрытый оксидом металла, в то время как внутренняя пленка содержит, по меньшей мере, один слой, содержащий полипропилен. Наружная пленка может содержать второй слой из полиэтилентерефталата (ПЭТ). В таких случаях первый наружный слой из полиэтилентерефталата (ПЭТ) покрыт с одной стороны оксидом металла, который соединяется со вторым слоем полиэтилентерефталата (ПЭТ). Согласно конкретной альтернативе, обе стороны слоя ПЭТ покрыты оксидом металла. Наружная пленка может, если это необходимо, содержать слой полиэтилентерефталата (ПЭТ), покрытый оксидом металла толщиной около 10-30 мкм, предпочтительно около 25 мкм, склеенный с внутренней пленкой толщиной около 50-200 мкм, предпочтительно около 100 мкм, который предпочтительно содержит слой EVOH, склеенный вместе с расположенными снаружи от него слоями на основе полипропилена (ПП) (сделанными из полипропилена, различных сополимеров пропилена и этилена или их смесей) обычным образом, с целью получения многослойного материала с основной структурой ПЭТ - оксид металла/клей/ПП/слой связующего/ЕVОН/слой связующего/ПП. Этот материал будет обеспечивать слой EVOH, образующий барьер для кислорода, с эффективным защитным слоем против влажности, проникающей через пропилен во время стерилизации паром и хранения, которая в другом случае будет ослаблять его свойства в отношении непроницаемости. В то же самое время стеклообразная наружная пленка будет вносить вклад в защиту от кислорода. Неорганический стеклообразный материал на основе оксида металла состоит из тонкого слоя оксида металла, имеющего толщину около 200 до 1200  , и осажден на гладкой поверхности полимера с помощью обычной технологии, описанной, например, в Европейском патенте 0460796 (E.I. Du Pont De Nemours & Co), где описываются пригодные для использования пленки из ПЭТ-стекла. Оксид металла может быть также осажден на обеих сторонах пленки или может быть добавлен дополнительный слой ПЭТ, так что получаются пленки со структурой стекло-ПЭТ-стекло-клей/ПП/EVOH/ПП или ПЭТ-стекло/клей/ПЭТ/ПП/EVOH/ПП.
, и осажден на гладкой поверхности полимера с помощью обычной технологии, описанной, например, в Европейском патенте 0460796 (E.I. Du Pont De Nemours & Co), где описываются пригодные для использования пленки из ПЭТ-стекла. Оксид металла может быть также осажден на обеих сторонах пленки или может быть добавлен дополнительный слой ПЭТ, так что получаются пленки со структурой стекло-ПЭТ-стекло-клей/ПП/EVOH/ПП или ПЭТ-стекло/клей/ПЭТ/ПП/EVOH/ПП.
Клеевое соединение двух пленок представляет собой тип обычно используемой при адгезионном связывании многослойных полимерных структур с приемлемо низкой тенденцией к миграции. Особенно пригодная для использования пленка состоит из ПЭТ-оксид алюминия/клей/ПЭТ/клей/ПП/клей/ЕVОН/клей/ПП. В следующей далее секции с примерами демонстрируется, что она имеет превосходные свойства для того, чтобы составлять защитную наружную оболочку в контейнере для безопасного хранения питательных веществ для парентерального питания.
Поглотитель кислорода по изобретению предпочтительно содержит железо и его потребление кислорода зависит от содержания воды, как описано в заявке PCT/SE95/00684 на имя Pharmacia AB. Является предпочтительным, чтобы поглотитель кислорода на основе железа также мог поглощать определенное количество гидросульфида, получающегося при деградации содержащих серу аминокислот, таких как цистеин, в сохраняемом растворе, содержащем незаменимые аминокислоты, как описано в патенте Германии 4233817. Поглотитель кислорода должен быть способен выдерживать процедуру стерилизации, выбираемую из стерилизации паром и стерилизации посредством облучения, без ухудшения его свойств. Поглотитель кислорода может присутствовать в контейнере либо в виде саше, либо может быть включен в виде части многослойной пленки. Является предпочтительным использование поглотителя кислорода, имеющего поглощающую кислород композицию на основе железа, помещенного в одно или несколько саше или носителей в виде карманов, размещенных вблизи системы проходов в форме стоячих складок внутреннего, заполненного контейнера, во время его помещения в изолирующую непроницаемую для воздуха оболочку в контролируемой атмосфере. Для предпочтительного типа поглотителя кислорода, следовательно, является важным, чтобы там присутствовал источник воды, либо в композиции, поглощающей кислород, либо где-либо еще в пространстве, где он должен проявлять свою активность. Некоторые поглотители кислорода требуют атмосферы с относительной влажностью, по меньшей мере, 80% (при 25oС) для максимальной активности, и должны требовать, следовательно, высокой влажности в замкнутом пространстве между внутренним контейнером и оболочкой, чтобы обеспечивать правильное функционирование, эта величина обычно составляет свыше, соответственно, 60% в контейнерах по изобретению. Этот тип зависящих от влажности поглотителей кислорода является предпочтительным согласно настоящему изобретению. У специалиста в данной области не возникает проблем в получении соответствующих поглотителей кислорода в необходимом количестве при конструировании контейнера по изобретению. Оценка необходимого качества и количества может быть легко осуществлена, исходя из его заданной емкости потребления кислорода и при заданных параметрах контейнера, например, с учетом объема хранимого материала и проницаемости по кислороду окружающей оболочки. Например, если общая емкость поглотителя кислорода составляет, по меньшей мере, 100 мл чистого кислорода, это значение должно превышать количество, которое, как ожидается, проникнет через данную площадь за заданное время, если оболочка делается из материала, имеющего проницаемость для кислорода, не превышающую 5 мл кислорода на 1 м2, атм, день, при нормальной относительной влажности. Примером подходящего поглотителя кислорода согласно настоящему изобретению является Ageless® FX 200 PA фирмы Mitsubishi.
В конкретном варианте, показанном на фиг.1, контейнер имеет наружную изолирующую оболочку 10 и внутренний трехкамерный контейнер 30, заполненный тремя различными парентеральными жидкостями. В пространстве между оболочкой и внутренним контейнером размещен поглотитель кислорода 20. В этом пространстве, возможно, размещены также индикатор кислорода, показывающий непреднамеренно проникающий кислород, индикатор, демонстрирующий правильность стерилизации, и другие условия. Такие индикаторы должны, разумеется, быть способны выдерживать стерилизацию либо паром, либо излучением и они не должны вызывать миграцию токсичных или потенциально опасных веществ в сохраняемые продукты.
Внутренний контейнер, представленный на фиг.1, имеет форму мешка и снабжен тремя параллельными камерами 31, 32, 33, которые могут иметь одинаковые или различные объемы в зависимости от количества сохраняемого продукта. Внутренний контейнер снабжен ручкой 34 в его верхней части, чтобы облегчить обычное введение из подвешенного положения. Нижняя часть контейнера снабжена системой каналов 35, которая может представлять собой формируемые обычным образом проход в виде стоячей складки, приваренной к материалу контейнера при его изготовлении. Предпочтительную систему каналов выполняют таким образом, чтобы легче было ее стерилизовать, как описано в параллельной, еще не опубликованной заявке на патент Швеции.
Система каналов имеет выходной канал 36, через который может быть установлено сообщение жидкости с пациентом, который нуждается в лечении, с помощью обычных устройств для вливания, которые, однако, не обсуждаются более подробно. Через входной канал системы каналов можно вводить дополнительный агент в жидкости, содержащиеся в контейнере, в любой желаемый момент. Такие агенты, как правило, представляют собой дополнительные лекарства или питательные вещества, или микроэлементы, которые не могут храниться вместе с жидкостями в контейнере.
В настоящем варианте три камеры 31, 32 и 33 заполняют тремя различными питательными веществами для парентерального введения в жидкой форме, которые непосредственно перед их введением пациенту должны быть гомогенно перемешаны с образованием раствора полного парентерального питания (ППП). Чтобы обеспечить при необходимости возможность такого смешивания, камеры разделяют такими швами, которые легко могут быть разорваны пользователем с наружной стороны контейнера. Два шва 50, 50', разделяющих камеру, как правило, формируют с помощью отслаиваемых герметизирующих сварных швов в контейнере, которые дают хорошую изоляцию от протечек, но могут быть разорваны при помощи определенного движения пользователем. Отслаиваемые или "слабые" сварные швы принадлежат к хорошо известной технике в области обработки полимеров, и условия их образования и их характеристики описаны более подробно в патенте США 51281414 или в Европейских патентах 0444900 и 0345774, перечисленные документы тем самым включаются в описание путем ссылки. Особенно предпочтительная конструкция сварных отслаиваемых изолирующих швов, пригодных для использования в контейнере по изобретению, будет обсуждена более подробно позднее.
В конкретном варианте контейнера по фиг.1 одна камера содержит раствор углеводов, содержащий глюкозу, одна камера содержит эмульсию липидов, как правило, содержащую 10-30% (мас. /мас.) липидов, таких как Intralipid® от Pharmacia AB, и одна камера содержит раствор аминокислот, таких как Vamin® от Pharmacia AB, если он соответствующим образом содержит все незаменимые аминокислоты. Такие вводимые парентеральные питательные вещества и соответствующие добавки к ним для создания полного парентерального питания и/или дополнительной лекарственной терапии описаны более подробно в других документах, таких как ЕР 0510687 (Green Cross Corp.), полностью включенном в описание путем ссылки. Когда они клинически пригодны для использования, каждое из этих трех питательных веществ может включать дополнительные составляющие, такие как микроэлементы, электролиты, витамины, энергетические добавки, дополнительные терапевтические агенты и агенты, способствующие активизации метаболизма указанных питательных веществ. Однако для каждого составляющего должно быть всесторонне проанализировано, в какой камере он должен храниться при поддержании целостности и с минимальным вредным взаимодействием с выбранным питательным веществом.
Предназначение камер 31, 32, 33 для трех рассмотренных питательных веществ питания сделано после всестороннего рассмотрения как аспектов удобства, так и аспектов безопасности. По этой причине является предпочтительным, чтобы либо раствор аминокислот, либо эмульсия липидов содержалась в нижней камере 33, поскольку, если пользователь по каким-либо причинам ошибется при правильном выполнении процедуры смешивания, вливание раствора чистых аминокислот или эмульсии липидов оставит пациента без вредных последствий по сравнению со случайным вливанием чистого раствора глюкозы, который может приводить к нежелательным побочным эффектам, например, если пациент страдает от осложнений, связанных с диабетом. По этой причине предпочтительно, чтобы верхняя камера 31 была заполнена раствором углеводов, что также является преимуществом, если рассматривать ее относительно больший объем, который может быть использован для приложения достаточного давления для разрыва верхней отрываемой перегородки 50 при смешивании питательных веществ питания.
Согласно одному из вариантов, средняя камера 32 содержит эмульсию липидов, так что она может служить в качестве
визуального или оптического детектора протечек, если во время хранения в соединениях между камерами появятся протечки, в то время как нижняя камера 32, соприкасающаяся с системой ввода и вывода, предназначается для раствора аминокислот. В качестве альтернативного варианта нижняя камера 33 может содержать липидную эмульсию, имеющую наименьший объем. Это должно давать заполненные камеры с объемами подобной формы и размера и с подобным прохождением тепла во время стерилизации паром в порядке получения близких температурных градиентов во всех трех камерах.
Однако в некоторых применениях удобство открывания камер для переноса жидкости путем разрыва отслаиваемой перегородки является определенным приоритетом. Например, может быть желательным иметь составляющее с небольшим объемом жидкости, предназначенное для верхней камеры, в порядке использования его массы для разрыва отслаиваемых герметизирующих швов, независимо от содержания камер. Необходимо также понять, что конфигурации камер, отличающиеся от трех параллельных камер, показанных на фиг.1, совместимы с областью действия изобретения.
Наряду с питательными веществами для парентерального введения необходимо хранить другие вводимые парентерально питательные вещества в контейнере по изобретению, такими питательными веществами также являются продукты в твердой порошкообразной или лиофилизированных формах, которые могут храниться вместе с разбавителями и другими парентеральными жидкостями, если это необходимо по причинам стабильности.
Контейнер по изобретению предпочтительно изготавливают способом по изобретению, при этом гибкий полимерный многослойный материал вводят в установку для изготовления мешков, где изготавливают герметичный внутренний контейнер в форме мешка путем сварки содержащих полипропилен герметизирующих слоев материала, и где возможно, по меньшей мере, две камеры формируют с помощью образования сваркой, по меньшей мере, одного разделительного отслаиваемого герметизирующего шва при более низкой температуре. Во время процесса формирования мешка один из краев указанного внутреннего контейнера снабжается, по меньшей мере, одним временным отверстием, при этом внутренний контейнер заполняется через указанное временное отверстие, по меньшей мере, одной вводимой парентеральной жидкостью. Временное отверстие в одном из краев указанного внутреннего контейнера затем может быть герметизировано путем сваривания постоянных швов, и заполненный и герметизированный внутренний контейнер помещается в непроницаемую для кислорода оболочку вместе с поглотителем кислорода, и, наконец, герметизированный контейнер стерилизуют.
Предпочтительно полимерный материал для внутреннего контейнера, когда он вводится в процесс изготовления мешка, находится в форме тонкого гибкого листа соответствующего заданного размера. Лист сначала прикрепляется к системе герметичных каналов для сообщения жидкости, предпочтительно типа стоячей складки, описанной выше, при этом система каналов сваривается с листом. При прикреплении системы каналов лист сначала может быть пройден с помощью соответствующего инструмента, чтобы сформировать один или несколько каналов в листе, соответствующих по числу проходам в системе каналов. Предпочтительно выполняют два таких канала в соответствии с узлами для ввода и вывода. Герметизированный внутренний контейнер в форме мешка с двумя идентичными основными поверхностями, верхом, низом и двумя краями формируется с прикрепленной системой каналов в его нижней части путем сварки вместе содержащих полипропилен герметизирующих слоев материала с помощью обычных инструментов для сварки, таким образом формируются два боковых шва и верхний шов.
Хотя указанное выше формирование мешка является предпочтительным по изобретению, в некоторых применениях было бы приемлемым и это рассматривается как часть настоящего изобретения начинать в качестве альтернативы, изготовление с полученной путем раздува трубчатой заготовки из полимерного материала и формировать с помощью сварки постоянные герметизирующие швы в ее верхней и нижней части, и предусматривать прикрепление системы каналов в ее нижних швах. Узлы для заполнения камер при этом должны прикрепляться во время указанной процедуры сварки. Этот вариант способа изготовления подходит для получения внутренних контейнеров, имеющих одну или две камеры, но менее подходит, если предпочтительно наличие трех или более камер. Процесс изготовления может в качестве другой альтернативы начинаться с двух листов, которые сваривают вместе, с четырьмя швами вокруг, для формирования внутреннего контейнера в форме мешка, имеющую герметизированную систему каналов для сообщения жидкости, приваренную в его нижнем шве. Такой внутренний контейнер может быть снабжен отслаиваемыми герметичными швами между его камерами для хранения и альтернативными временными каналами для заполнения, как описано ниже.
Если желательным является наличие двух или более камер для раздельного хранения двух или более агентов, по меньшей мере, один отслаиваемый герметичный шов формируют в качестве перегородки между камерами внутреннего контейнера, которую можно разорвать вручную определенным способом. Такие отслаиваемые соединения могут производиться путем сварки при конкретной, более низкой температуре по сравнению с рассмотренными ранее постоянными сварными соединениями. Как обсуждается ниже более подробно, отслаиваемые герметичные швы могут выполняться со специально сконструированной зоной для получения начальной точки разрыва, чтобы облегчить разрыв вручную, когда требуется смешать хранимое содержимое внутри контейнера.
Чтобы обеспечить заполнение внутреннего контейнера, предусмотрен, по меньшей мере, один временный канал для заполнения, выполненный на крае внутреннего контейнера в форме мешка, который после окончания заполнения герметизируют постоянным сварным швом. Заполнение предпочтительно производят в контролируемой атмосфере и в сочетании с продувкой инертным газом, таким как азот или гелий, для удаления воздуха из внутреннего контейнера.
Согласно первому варианту способа изготовления, по шву внутреннего контейнера во время сварки прикрепляют одну или несколько специально предусмотренных трубок для заполнения, предназначенных для одного или нескольких жидких агентов. Затем камеры могут заполняться одной или несколькими парентерально вводимыми жидкостями с помощью временных трубок для наполнения путем герметичного соединения с наполнительными наконечниками обычного наполнительного оборудования. После завершения заполнения край, снабженный трубками для наполнения, прикрепленными к шву, обрезают, при этом край повторно герметизируют с помощью постоянного сварного шва.
Согласно второму варианту способа изготовления, один край многокамерного внутреннего контейнера герметизируют слабой сваркой, которая может быть разорвана наполнительным оборудованием для образования, по меньшей мере, одного временного отверстия в боковом шве. Предпочтительно слабый боковой шов сваривают так, чтобы образовать два рукава из краев листа снаружи от слабого шва, чтобы предоставить возможность наполнительному оборудованию открыть шов разрывом. Например, наполнительное оборудование может быть снабжено одним или несколькими гибкими стержнями, которые открывают шов разрывающим движением, в сочетании с этим один или несколько наполнительных наконечников вводят во внутренний контейнер с этой стороны, предпочтительно в контролируемой атмосфере в сочетании с продувкой инертного газа, как рассмотрено выше. После завершения заполнения наполнительные наконечники удаляют, и край внутреннего контейнера повторно герметизируют с помощью постоянного сварного соединения. Необходимо понять, что могут быть использованы альтернативные средства для открывания отслаиваемого соединения с образованием временного отверстия для наполнения, например наполнительные наконечники могут быть снабжены средствами для разрыва в форме выступающих устройств, которые могут производить закручивающее разрывающее движение. После заполнения и удаления наконечников край внутреннего контейнера сваривают и герметизируют постоянным швом.
Согласно третьему варианту, по меньшей мере, один канал для наполнения формируют в боковом шве контейнера с формой, соответствующей наполнительному наконечнику наполнительного оборудования, для обеспечения герметизирующего соединения между отверстием и наконечником во время процедуры заполнения. Такие каналы для наполнения могут выполняться путем непосредственного формирования гибкого материала в канал, имеющий форму, соответствующую наконечникам, или путем прикрепления отдельного канала к краю внутреннего контейнера при формировании бокового шва.
Уровень заполнения или количество свободного пространства над уровнем жидкости в каждой камере должны тщательно контролироваться. Является желательным, чтобы уровень заполнения в каждой камере был, по крайней мере, сравнимым, если не идентичным, что предпочтительно для получения одинакового проникновения тепла в находящиеся внутри продукты во время тепловой стерилизации. Если требуется, то при определении уровня заполнения можно учесть, что большой объем свободного пространства над уровнем жидкости при низком уровне заполнения может привести к тому, что чувствительная эмульсия липидов частично разрушится, если контейнер непреднамеренно трясут во время манипуляций с ним. Малый объем пустого пространства над уровнем жидкости при высоком уровне заполнения затруднит определение правильного уровня жидкости в контейнере.
Полностью собранный и заполненный внутренний контейнер помещают в непроницаемую для кислорода оболочку вместе с поглотителем кислорода и, возможно, вместе с одним или несколькими визуальными индикаторами. Полностью собранный контейнер теперь может герметизироваться путем постоянной сварки оболочки в одно целое на оборудовании, работающем в контролируемой, если желательно, инертной атмосфере. Контейнер теперь можно стерилизовать посредством пара при около 120oС (обработка в автоклаве) или с помощью стерилизующего гамма-излучения. Описанный способ изготовления является предпочтительным для промышленного производства питательных веществ для парентерального введения и минимизирует использование контролируемой атмосферы, а использование инертных газов сводится до одной стадии, когда заполняется внутренний контейнер, что существенно экономит ресурсы и гарантирует упрощенный процесс производства. Кроме того, при наполнении используют временные отверстия в краю контейнера, что минимизирует риск протечек, обычно встречающийся в связи с прикрепленными постоянно узлами для наполнения. Такое наполнение также дает преимущества меньшей герметизирующей оболочки и более короткой работы автоклава.
Описанные выше отслаиваемые герметичные швы, служащие в качестве непроницаемых перегородок между камерами во время хранения во внутреннем контейнере, должны легко открываться вручную пользователем простым определенным способом с наружной стороны контейнера, предпочтительно без удаления герметизирующей оболочки. Согласно настоящему изобретению, отслаиваемые герметичные швы предпочтительно являются прямыми швами, снабженными зонами разрыва.
Согласно варианта по фиг.2а и фиг.2b, зона разрыва такого отслаиваемого герметичного шва содержит точку, где два прямых шва пересекаются под углом. Малый или острый угол можно будет просто разорвать пользователю, но он в то же самое время вызывает риск непреднамеренного открывания во время манипуляций с контейнером. Такой шов обеспечивает неожиданно легкий разрыв или отрыв путем создания концентрации отрывающих сил в одной точке в углу шва, при этом он может быть легко оторван. В противоположность этому очень большой угол создает шов, который трудно открывать. Желательно обеспечить оптимальный угол, который создает начальное сопротивление отрыванию у шва, при постепенно уменьшающемся сопротивлении открыванию при распространении отверстия к краям контейнера, когда жидкость проходит между стенками и разделяет их. Если создать достаточно большой угол, открывающая сила и стенки будут почти перпендикулярными шву, что упростит процесс отрывания. Слишком малый угол также может вести к появлению дырки в середине шва, но не к дальнейшему отрыванию шва, поскольку линии сил в точке открывания будут иметь тангенциальное направление и не будут содействовать открыванию оставшейся части шва. Варианты на фиг.2а и 2b имеют швы подобной формы, у которых угол пересечения (или пересечения касательных к швам, когда на них имеются изогнутые участки) составляет, по меньшей мере, 90o. Предпочтительно угол составляет менее около 170o, а более предпочтительно находится в пределах между около 110 и 160o. Согласно особенно предпочтительным вариантам, угол находится в пределах между около 120 и 140o, и согласно двум экспериментально проверенным хорошо функционирующим вариантам - около 120 или около 140o. Обе зоны разрыва, показанные на фиг.2а и 2b, обеспечивают локальные уменьшения открывающей силы, что значительно упрощает открывание вручную отслаиваемых соединений. Как также показано на фиг.2, зона разрыва может содержать часть шва. Также может быть предпочтительным округление одной или нескольких острых секций шва в порядке контроля прикладываемых вручную сил, необходимых для осуществления процесса разрыва. Швы согласно фиг.2 должны обеспечивать легко отрываемые отверстия в контейнере, имеющем длину 450 мм, включая ручку-вешалку, и ширину 300 мм, как показано на фиг.1. Такие швы могут легко открываться с помощью различных способов манипуляций, которые, как предполагается, должны быть частью инструкции к контейнеру. Когда швы соответствующим образом открыты, при этом все еще имеется наружная изолирующая оболочка, защищающая внутренний контейнер, что обеспечивает пролонгированную защиту.
Зоны разрыва предпочтительно расположены в средней части шва, чтобы они последовательно открывались от средины к краям, поскольку это может обеспечить хорошую воспроизводимость процедур открывания пользователем с наружной стороны мешка. Зона разрыва, как правило, имеет протяженность меньшую, чем половина шва в целом, предпочтительно меньшую или равную около 40% шва, а более предпочтительно меньшую, чем около одной трети длины шва. Ширина слабых герметизирующих швов, как правило, составляет менее 10 мм, а предпочтительно от около 3 до 8 мм, и в качестве примера составляет около 6 мм в швах, демонстрируемых на фиг. 2а и 2b конструкции зоны разрыва, альтернативные к тем, которые в качестве примера представлены на фиг.2а и 2b и обсуждаются выше, очевидны для специалистов в данной области, если эти конструкции могут удовлетворить требованиям непроницаемости во время хранения и транспортировки и, кроме того, легко открываются вручную согласно простым инструкциям. Например, отрываемый герметизирующий шов может быть сделан полностью прямым и с применением различных средств, таких как изменения давления при сварке и/или температуры сваривания и сварочных устройств различной формы.
Соответствующие температуры для сварки отрываемых соединений рассмотренного выше материала Excel® во внутреннем контейнере находится в пределах 106-121oС при использовании давления около (315±20) Н для сварочного устройства в течение 2-10 с с амплитудой по глубине около 0,3 мм. Такие швы демонстрируют достаточную непроницаемость после того, как их подвергают обычным механическим испытаниям для упаковки, и являются объективно легко открываемыми также и после того, как контейнер подвергают стерилизации паром при 121oС в течение около 20 мин.
Первой предпочтительной процедурой открывания является осторожное свертывание контейнера, начиная с верхней стороны (стороны, противоположной к стороне, прикрепленной системе проходов), и тем самым использование объема самой большой камеры, лучше всего содержащей раствор глюкозы, для приложения давления, достаточно большого для разрыва соединения в самой слабой точке и разрыва шва к краям контейнера. Другим предпочтительным способом открывания соединения является растягивание передней и задней стенок внутреннего контейнера друг от друга с помощью осторожного растягивающего движения, чтобы отслоение образовалось в самой слабой области соединения, которое по этой причине может быть легко разъединено.
При подготовке контейнера по настоящему изобретению его отрываемые герметизирующие швы могут быть разорваны заданным способом, как описано выше. Сохраняемые парентеральные агенты при этом перемешиваются в камере для перемешивания, представляющей собой весь объем внутреннего контейнера. Если это необходимо, контейнер можно слегка встряхивать для получения гомогенной жидкости, пригодной для непосредственного введения. В качестве альтернативы к смешиванию отдельно сохраняемой эмульсии липидов, раствора аминокислот и раствора углеводов они легко могут быть перемешаны до раствора ППП совершенно обычным способом. Изолирующая оболочка может быть удалена и, если это желательно, дополнительные агенты могут быть введены через систему каналов для смешивания в контейнере. После этого внутренний контейнер полностью готов к использованию и, если это желательно, подвешивается к стойке посредством крючка или других легко изготовляемых средств контейнера перед присоединением к пациенту, например путем использования обычного устройства для вливания, после прокалывания выходного устройства системы каналов. Контейнер по изобретению предназначен для адаптации к большому количеству обычных установок для вливаний, и такие детали не будут обсуждаться здесь более подробно, поскольку они не являются частью изобретения.
Пример 1. Этот пример представляет стабильность 20% Intralipid® в 500 мл внутреннем контейнере из полимера Excel®, заключенном в изолирующую оболочку, сделанную из слоев ПЭТ/оксид алюминия/клей/ПП/EVOH/ПП с торговым наименованием Oxnil (Pharmacia & Upjohn AB), вместе с поглотителем кислорода (Ageless FX100 от Mitsubishi Gas Co.). 20% Intralipid® в 500 мл стеклянной бутылке используют для сравнения.
20% Intralipid®, хранимый в контейнере по изобретению, сравнивают с 20% Intralipid®, хранимым в стеклянной бутылке при 25oС и 60% относительной влажности в течение 18 месяцев. Через 18 месяцев хранения измеряют значение рН и количество свободных жирных кислот (СЖК) и лизофосфатидихолина (ЛФХ). Средний размер капель измеряют согласно обычным рутинным методам, используемым производителями липидов для внутреннего введения в фармацевтической промышленности (см. табл.1).
Начальные значения рН составляют около 8,0-8,4 и уменьшаются после хранения, как можно ожидать из-за увеличения содержания свободных жирных кислот (СЖК) и лизофосфатидилхолина от гидролиза триглицеридов и фосфолипидов, для полимерных контейнеров измеряются небольшие потери веса и они составляют около 0,6% через 12 месяцев и около 0,8% через 18 месяцев.
Это испытание демонстрирует, что контейнер по изобретению проявляет способность к сохранению, вполне сравнимую по отношению к стеклянным контейнерам в том, что касается деградации и физических изменений, которые ухудшают качество эмульсий. Эмульсии, хранимые в контейнере по изобретению, следовательно, будут иметь время хранения, по меньшей мере 18 месяцев, если хранятся при нормальных условиях.
Пример 2. Испытываются устройства в отношении непроницаемости по кислороду у материала, выбранного в качестве оболочки для наполненного внутреннего контейнера. Материал оболочки состоит из многослойной полимерной структуры из ПЭТ-оксид металла/клей/ПП/ЕVОН/ПП, как описано выше в примере 1. В порядке определения преимуществ слоя из ПЭТ-оксида металла такая пленка (пленка 1) сравнивается с обыкновенной пленкой из ПП/EVOH/ПП (ПП=полипропилен, и EVOH = (поли)этилен виниловый спирт) (пленка 2) в отношении проницаемости для кислорода, измеряющийся в мл кислорода, проникающих за день через 1м2, при двух различных температурах при 75% относительной влажности. Испытания на проницаемость производят с помощью стандартных измерений проницаемости "Мосоn" (см. табл.2).
Является очевидным, что пленка, содержащая ПЭТ-оксид металла (пленка 1), удовлетворяет требованию иметь проницаемость для кислорода менее 5 мл/день, кв.м. Пленка из ПЭТ-оксида металла также подвергается химическим и механическим испытаниям после ее стерилизации паром согласно Европейской Фармакопее и испытанию при особо неблагоприятных условиях при 121oС в течение 60 мин. Как обнаружено, материал также удовлетворяет требованиям Европейской Фармакопеи в отношении миграции компонентов из пленки, а также имеет превосходные значения таких параметров как поглощение, щелочность/кислотность, окисляющие вещества и внешний вид сохраняемого раствора.
Пример 3. Этот пример имеет целью изучение свойств перемешивания до безопасно вводимого раствора ППП одной загрузки эмульсии липидов, хранимой в контейнере по изобретению в течение 12 месяцев при 5 и 25oС.
20% Intralipid®, залитый в 500 мл внутренние контейнеры, сделанные из Excel®, хранят с поглотителем кислорода в изолирующей оболочке, сделанной из слоев ПЭТ-оксид металла/клей/ПП/EVOH/ПП, как описано в примерах 1 и 2.
Хранимую таким образом эмульсию липидов берут вместе с 1000 мл раствора аминокислот (Vamin® 14 г N/л) и 1000 мл раствора глюкозы (20% глюкозы). 10 мл Addiphos® добавляют к раствору глюкозы. Soluvit®, разбавленный и Vitalipid®, добавляют к эмульсии липидов, и обычные электролиты (Addamel®, Addex® NaCl, KCl и CaCl2 1M) добавляют к раствору аминокислот. После осторожного встряхивания смесь переносят в трехлитровый мешок IV с вытесненным из него воздухом, который тщательно встряхивают, чтобы обеспечить соответствующее перемешивание. Часть содержимого мешка переносят в стеклянную бутылку для анализа в день 0 и день 6.
Мешок IV с оставшимся содержимым хранят на горизонтальной плоскости в течение 6 дней при пониженной температуре около 5oС, а затем - один день при комнатной температуре около 25oС, когда он подвешен вертикально. Стеклянные бутылки хранят при комнатной температуре в течение 7 дней и 24 ч соответственно. Чтобы они рассматривались как физически стабильные, смеси должны пройти проверку после 24 ч хранения при комнатной температуре и 6 дней хранения при пониженной температуре, а затем - один день при комнатной температуре (см. табл.3).
Внешний вид эмульсий оценивали обычно визуальной проверкой, обычно используемой при производстве эмульсий. Слой разрушившейся эмульсии с толщиной, измеряемой в пределах между 1 и 3,5 мм, присутствует во всех смесях. Он, однако, легко редиспергируется осторожным встряхиванием. Не замечено никакого значительного изменения среднего размера капель или распределения капель по размерам после хранения в течение 6+1 дней. Фракция капель с размером меньшим, чем 5,29 мкм, составляет 100% во всех образцах, если измерять с помощью Malvern Mastersizer, и не существовало капель с размером большим, чем 8 мкм, в любом из образцов, как показывают исследования с помощью фазово-контрастного микроскопа.
Испытываемые смеси являются удовлетворительно физически стабильными, как показывает внешний вид эмульсии.
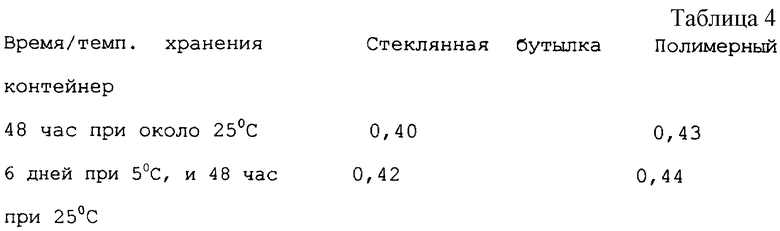
Пример 4. Свойства в отношении смешивания 20% Intralipid® (20% эмульсии жиров из соевого масла от Pharmacia AB), залитого в трехкамерные внутренние контейнеры, сделанные из Excel®, и стерилизованные паром, сравнивают с 20% Intralipid®, стерилизованным и хранимым в стеклянной бутылке. Каждый трехкамерный контейнер продувают отфильтрованным азотом два раза непосредственно перед наполнением, и 500 мл нестерильного Intralipid® переносят в среднее отделение из стеклянных бутылок. Другие отделения заполняют 614 и 1193 мл воды для инъекций соответственно. Заполненный и герметизированный контейнер помещают в оболочку, сделанную из ПЭТ-оксид металла/клей/ПП/EVOH/ПП, как рассмотрено в предыдущих примерах, с поглотителем кислорода между выходным и входным устройством системы каналов в форме стоячих складок. Перед герметизацией оболочки ее откачивают в Multivac, затем в оболочку для стерилизации закачивается соответствующий объем газообразного азота и при этом ее герметизируют. После этого контейнер обрабатывают в автоклаве от 17 до 20 мин соответственно при 121,1oС. Контрольная стеклянная бутылка обрабатывается в автоклаве 12 мин при 121,1oС согласно обычному производственному процессу. Смешивание производится при асептических условиях в таком же порядке, как если бы смешивание производили в трехкамерном контейнере. Раствор 17,2% глюкозы вводят в сосуд для смешивания под защитой азота, при этом добавляют эмульсию липидов (20% Intralipid®), обработанную как выше, и после осторожного встряхивания подмешивают раствор аминокислот (Vamin® 18 с электролитами) и перемешивают. Смеси разливают в стерильные бутылки для вливаний под защитой азота. После герметизации бутылок их хранят при комнатной температуре (около 25oС) в течении двух дней или при около 5oС в течение 6 дней, а затем - два дня при около 25oС.
Смеси исследуют на разрушение эмульсии (визуальный контроль слоя разрушившейся эмульсии), внешний вид эмульсии (визуальный контроль капель масла на поверхности и на стеклянных стенках), и средний размер капель и распределение капель по размерам (Malvern Mastersizer).
Не было обнаружено заметных отличий в образовании слоя разрушившейся эмульсии или во внешнем виде эмульсии между различными смесями.
В табл. 4 даны средние размеры капель в мкм, обнаруженные для липидной эмульсии из стеклянной бутылки, и средние значения из трех различных загрузок, хранимых в полимерном контейнере.
Результаты показывают, что липидная эмульсия, подвергнутая обработке в автоклаве в трехкамерных полимерных контейнерах, сохраняет свои свойства в отношении смешивания и не портится физически, если сравнивать с эмульсиями, подвергнутыми обработке в автоклаве в стеклянных бутылках.
Благодаря высокой степени целостности сохраняемых в нем составляющих, особенностям конфигурации его камер в многокамерном варианте и упрощенным условиям смешивания, настоящий контейнер значительно усовершенствует как безопасность, так и удобство для пациентов, зависимых от режимов долговременного введения, если сравнивать его как с обычными системами смешивания, состоящими из отдельных стеклянных бутылок, так и со сравнимыми гибкими контейнерами с более коротким временем хранения. Даже наиболее чувствительные к кислороду аминокислоты теперь можно будет хранить в условиях долговременного хранения благодаря контейнерам по изобретению. Контейнеры по изобретению являются также в высшей степени пригодными для промышленного изготовления в больших масштабах с помощью процедуры формирования, наполнения и герметизации внутренних контейнеров, которые впоследствии собираются в конечный контейнер и герметизируются в наружной оболочке, с минимальными требованиями к кислороду в атмосфере, перед конечной стерилизацией и хранением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПОЛНЕНИЕ ЕМКОСТИ | 2011 |
|
RU2558829C2 |
| ФОРМА | 2011 |
|
RU2556472C2 |
| ИНДИКАТОР КИСЛОРОДА ДЛЯ ПРИМЕНЕНИЯ В МЕДИЦИНСКОЙ ПРОДУКЦИИ | 2006 |
|
RU2405141C2 |
| МНОГОКАМЕРНЫЙ КОНТЕЙНЕР | 2006 |
|
RU2390324C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ КОНТЕЙНЕРОВ ДЛЯ МЕДИЦИНСКИХ РАСТВОРОВ И КОНТЕЙНЕР, ВКЛЮЧАЮЩИЙ ЭТУ ПЛЕНКУ | 2008 |
|
RU2447996C2 |
| КОНТУРНАЯ ПОЛОСКА, УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИМЕЮЩИЙ ТАКУЮ КОНТУРНУЮ ПОЛОСКУ, И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ КОНТУРНОЙ ПОЛОСКИ | 2005 |
|
RU2321496C1 |
| КОНТЕЙНЕР ДЛЯ КРОВИ И/ИЛИ КОМПОНЕНТОВ КРОВИ | 2005 |
|
RU2300365C2 |
| КОНТЕЙНЕР ДЛЯ РАЗДЕЛЬНОГО РАЗМЕЩЕНИЯ ЖИДКОСТИ И ПОРОШКА ИЛИ ТВЕРДОГО ВЕЩЕСТВА | 1991 |
|
RU2054366C1 |
| КОНТЕЙНЕР ДЛЯ КРОВИ И/ИЛИ КОМПОНЕНТОВ КРОВИ | 2005 |
|
RU2284807C1 |
| СОСУД ДЛЯ ВНУТРИВЕННОГО ВВЕДЕНИЯ ЛЕКАРСТВ | 1999 |
|
RU2218148C2 |



Изобретение относится к медицинским контейнерам, обеспечивающим улучшение хранения чувствительных к кислороду вводимых парентерально агентов. Контейнер содержит внутренний, первичный контейнер, помещенный в по существу непроницаемую для кислорода оболочку с поглотителем кислорода, способным поглотить по существу весь остаточный кислород после того, как наружная оболочка герметизирована, а также в течение достаточного периода времени и кислород, проникающий через указанную оболочку. Внутренний контейнер выполнен из содержащего полипропилен гибкого полимерного материала, совместимого с липофильными агентами, способного образовывать как постоянные, так и отслаиваемые соединения, в то время как оболочка сделана из по существу непроницаемого для воды гибкого многослойного полимерного материала, содержащего первую по существу непроницаемую для воды полимерную пленку, способную образовывать непроницаемое для кислорода покрытие, соединенную со второй внутренней пленкой, способной формировать дополнительное непроницаемое для кислорода покрытие. Изобретение обеспечивает возможность контейнера сохранять свои характеристики после того, как он подвергается стерилизации с помощью пара или излучения. 2 с.п.ф-лы, 44 з.п.ф-лы, 3 ил., 4 табл.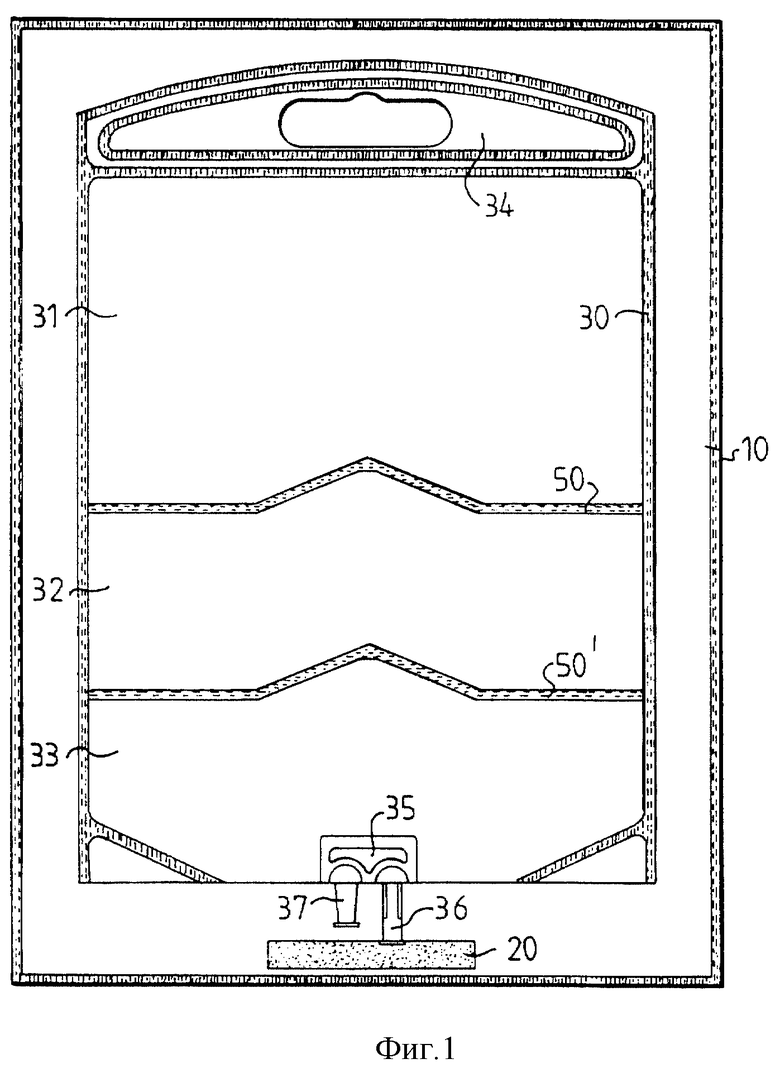
| Устройство для локализации взрыва в газовой среде | 1977 |
|
SU635254A1 |
| US 5378428 А, 03.01.1995. | |||
