Изобретение относится к области общего машиностроения и распространяется на заправочные и дренажные горловины пневмогидравлических систем (ПГС), предназначенных для герметизации емкостей изделий и заправки-слива различных продуктов, в том числе и агрессивных, таких как "амил" и "гептил".
Известны заправочные горловины по отраслевому стандарту ОСТ 92-4868-83, лист 26, черт. 1, содержащие корпус со штуцером, седло, затвор (1-й барьер уплотнения) с посадочным местом под заправочный кран, 2-й барьер уплотнения в виде алюминиевой прокладки, уплотняющей корпус с крышкой и поджатой тарельчатыми пружинами, и 3-й барьер с уплотнительной прокладкой.
Наиболее близким к предлагаемому изобретению является горловина по ОСТ 92-4868-83, лист 28, черт. 3, содержащая корпус со штуцером и седлом, затвор, уплотнительные элементы.
Недостаток указанных горловин заключается в том, что при необходимости проверки герметичности стыков и приборов, контролирующих параметры в топливных емкостях при подготовке изделия, необходимо наддувать топливные емкости или устанавливать дополнительный кран для отсечки бака и проверки герметичности стеков и приборов. Кроме того, недостатком этих горловин является то, что в процессе длительного хранения изделия в заправленном состоянии все уплотнения имеют релаксацию и без дополнительного поджатия могут быть негерметичными. При этом при длительной эксплуатации в условиях космоса могут быть потери рабочего тела, что может привести к невыполнению задачи из-за снижения давления в топливных емкостях.
Задачей данного изобретения является получение заправочной горловины с техническим результатом в виде обеспечения при подготовке изделия к полету проверки герметичности стыков и приборов без наддува топливных емкостей и без применения специальных проверочных клапанов, а также получение заправочных горловин с более высокой герметичностью путем создания дополнительного уплотнительного барьера, но с устранением или по крайней мере с уменьшением влияния релаксации и связанных с ней регламентных работ, а также расширение арсенала технических средств в данной области техники.
Эта задача решается тем, что в горловине заправочной, содержащей корпус со штуцером и седлом, затвор, уплотнительные элементы, в соответствии с изобретением на наружную поверхность корпуса установлен колпачок с выполненными на его внутренней поверхности коническими выступами, совпадающими при установке на корпус с кольцевыми концентричными проточками с острыми кромками, выполненными на наружной поверхности корпуса, на наружной поверхности колпачка в месте выполнения выступов установлена втулка, изготовленная из материала с "памятью формы", контактирующая с упором, выполненном на корпусе, между седлом корпуса и штуцером выполнено дополнительное седло меньшего диаметра, а между дополнительным седлом и седлом выполнен дополнительный штуцер.
Изобретение поясняется чертежами, где на фиг.1 показана горловина заправочная - общий вид (разрез), на фиг.2 показано место А на фиг.1, на фиг.3 показана установка заправочного крана на горловину заправочную, на фиг.4 показана установка проверочного крана на горловину заправочную.
Горловина заправочная (фиг.1) содержит корпус 1 со штуцером 2, сообщающим горловину с заправляемой емкостью (на фиг.1 не показана), седло 3, изготовленное заодно с корпусом 1, затвор 4, шарнирно установленный на винте 5. Винт 5 имеет каналы 6 для перепуска рабочего тела и перемещается по резьбе в корпусе 1, перемещая затвор 4 и обеспечивая прижатие затвора к седлу 3. В винте 5 выполнено внутри шестигранное отверстие 7 под посадку заглушки 8 или заправочного крана 9 (фиг.3). Заглушку или заправочный кран герметично через прокладку 10 устанавливают в корпусе 1 и прижимают к корпусу накидной гайкой 11. На наружной поверхности корпуса 1 выполнены упор 12 (фиг.2) и концентричные кольцевые проточки 13 с острыми кромками 14. На наружной поверхности корпуса 1 установлен до упора 12 колпачок 15, во внутренней полости которого образованы двухсторонние конические выступы 16. При установке колпачка 15 на корпус 1 конические выступы 16 совмещают в осевом направлении с кольцевыми проточками 13. На наружную поверхность колпачка 15 установлена втулка 17, выполненная из материала с "памятью формы", контактирующая с упором 12. Для обеспечения проверки герметичности стыков и приборов, сообщенных с полостью заправляемой емкости, между седлом корпуса горловины и штуцером выполнено дополнительное седло меньшего диаметра 18, а между дополнительным седлом 18 и седлом 3 выполнен дополнительный штуцер 19.
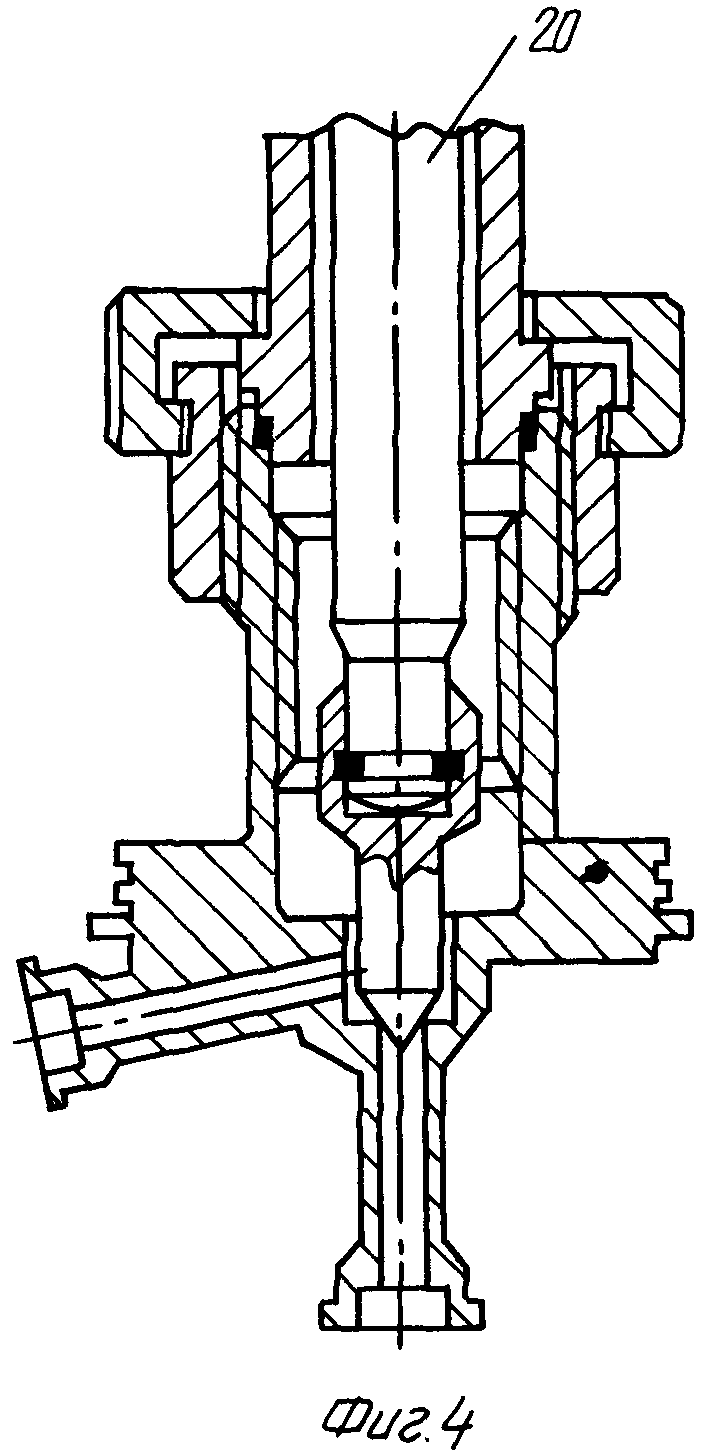
Выполнение дополнительного штуцера и дополнительного седла обеспечивает возможность проверки герметичности приборов, сообщенных с полостью заправляемой емкости, без предварительного наддува этой емкости до заправки. Это достигается тем, что при проверке герметичности стыков и приборов к заправочной горловине подсоединяется проверочный кран 20 (фиг.4) для подачи давления в дополнительный штуцер 19. При этом проверочным краном 20 герметично перекрывается дополнительное седло 18 и, следовательно, канал подачи давления в топливную емкость.
До установки проверочного крана 20 из заправочной горловины вывинчивается затвор 4. После проверки функционирования и герметичности стыков и приборов через дополнительный штуцер, давление из проверочного крана сбрасывается, кран проверочный демонтируется, а затвор вновь устанавливается на основное седло 3 для последующего монтажа заправочного (заправочно-сливного) крана 9.
Горловина работает следующим образом.
Для установки на горловину заправочного крана (фиг.3, поз. 9) необходимо отвернуть накидную гайку 11, снять заглушку 8 и уплотнительную прокладку 10. Установить заправочный кран 9 на корпус горловины с новой уплотнительной прокладкой, установив шестигранный наконечник крана в шестигранное отверстие 7 гайки 5 затвора 4, и закрепить кран накидной гайкой 11. Для осуществления заправки необходимо вентилем крана открутить затвор 4 на 2-2,5 оборота и подать в горловину, надетую на емкость, рабочее тело. После заполнения емкости рабочим телом вентилем крана произвести закрытие затвора и, доведя его до соприкосновения с седлом 3, затянуть расчетным моментом затяжки, снять кран 9, открутив накидную гайку 11. Для обеспечения второго барьера уплотнения горловины необходимо установить заглушку 8, новую уплотнительную прокладку 10 и затянуть накидную гайку 11 расчетным моментом. Для ампулизации горловины (третий барьер уплотнения) используется свойство эффекта "памяти формы" сплава, TH-IK на основе никелида титана (нитинол), в основе которого использовано явление "термомеханического возврата", т.е. способность справа TH-IK после силовой деформации при температуре минус 196oС возвращаться к исходной форме при нормальной температуре. В процессе восстановления формы развиваются термомеханические напряжения возврата, которые используются для выполнения необходимой работы, обеспечивающей требуемую герметичность и прочность термомеханического соединения. Для обеспечения ампулизации необходимо провести следующую работу: охладить втулку 17 из нитинола до минус 196oС и провести расширение ее внутреннего диаметра дорном на 8% от величины внутреннего диаметра до соотношения внутреннего диаметра втулки к наружному диаметру корпуса. Установить колпачок на корпус до упора. Смонтировать охлажденную до минус 196oС втулку 17 на колпачок 15 до упора 12 корпуса 1 и выдержать в течение не менее 15 минут при температуре окружающей среды. Втулка 17, стремясь к возврату в прежнее состояние, обжимает колпачок 15, при этом острые кромки канавки 13 деформируют более мягкий материал боковых поверхностей выступов 16 колпачка и обеспечивают ампулизацию.
Таким образом, изготовление в заправочной горловине дополнительного седла и дополнительного штуцера исключает при проверках необходимость наддува топливных емкостей и применение специального проверочного клапана, устанавливаемого на изделии для контроля функционирования приборов, сообщающихся с заправляемой емкостью, а использование для ампулизации свойства эффекта "памяти формы" сплава TH-IK обеспечивает упрощение монтажа, повышает плотность компоновки, снижает массовые характеристики, исключает сложный технологический процесс сварки заключительных швов и повышает герметичность и надежность соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЛОВИНА ПРОВЕРОЧНО-ЗАПРАВОЧНАЯ | 2015 |
|
RU2624756C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ И РАЗЪЕМА ТРУБОПРОВОДОВ | 1999 |
|
RU2162983C2 |
| ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН | 2000 |
|
RU2183782C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО | 1999 |
|
RU2169872C1 |
| УЗЕЛ МОНТАЖА КРЫШКИ ЛЮКА СИСТЕМЫ ТЕРМОСТАТИРОВАНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2158215C1 |
| Газогенераторная система | 2023 |
|
RU2806846C1 |
| ДРЕНАЖНО-ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН | 2017 |
|
RU2658166C1 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ И РАССТЫКОВКИ ПИТАЮЩИХ МАГИСТРАЛЕЙ | 1999 |
|
RU2180641C2 |
| ПИРОЗАМОК | 1999 |
|
RU2150413C1 |
| СПОСОБ СТАРТА РАКЕТЫ | 2000 |
|
RU2170194C1 |


Горловина заправочная содержит корпус со штуцером и седлом, затвор, уплотнительные элементы. На наружную поверхность корпуса установлен колпачок с выполненными на его внутренней поверхности коническими выступами, совпадающими с кольцевыми концентричными проточками с острыми кромками, выполненными на наружной поверхности корпуса. На наружной поверхности колпачка в месте выполнения выступов установлена втулка, изготовленная из материала с "памятью формы", контактирующая с упором, выполненным на корпусе. Между седлом корпуса и штуцером выполнено дополнительное седло меньшего диаметра, а между дополнительным седлом и седлом выполнен дополнительный штуцер. Использование изобретения позволит обеспечить проверку герметичности стыков и приборов без наддува топливных емкостей и без применения специальных проверочных клапанов и получить горловины с более высокой герметичностью. 4 ил.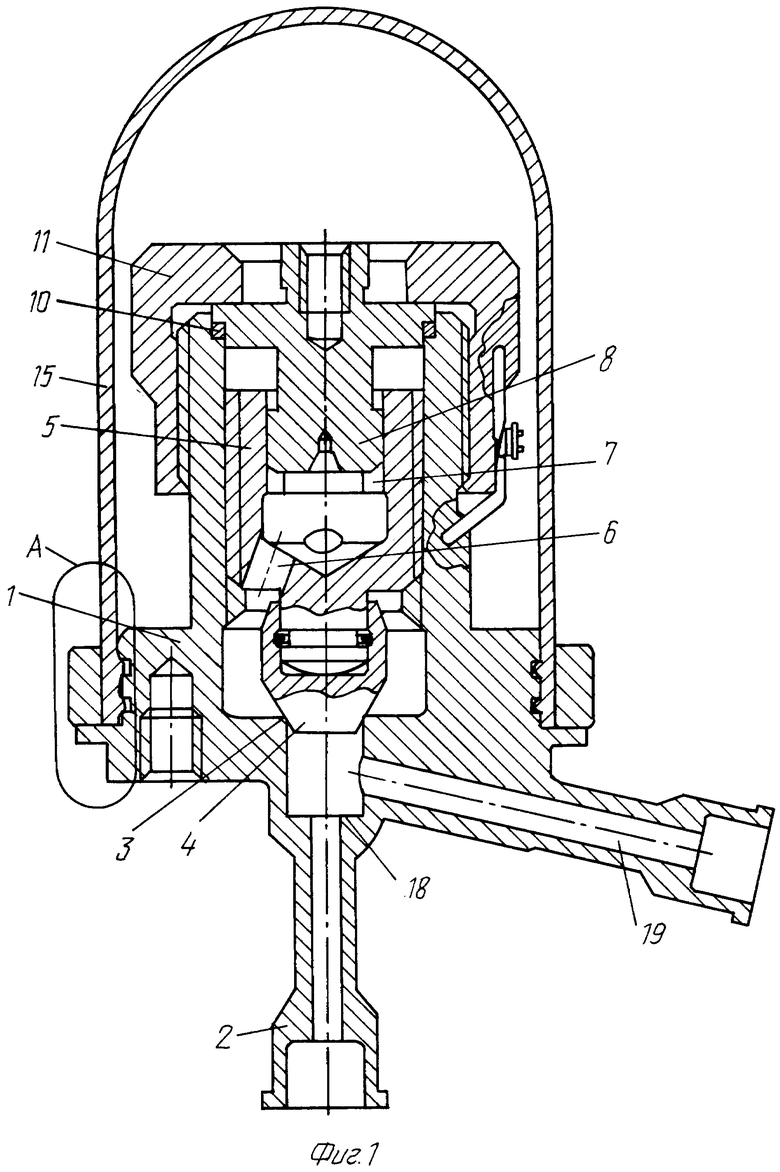
Горловина заправочная, содержащая корпус со штуцером и седлом, затвор, уплотнительные элементы, отличающаяся тем, что на наружную поверхность корпуса установлен колпачок с выполненными на его внутренней поверхности коническими выступами, совпадающими с кольцевыми концентричными проточками с острыми кромками, выполненными на наружной поверхности корпуса, на наружной поверхности колпачка в месте выполнения выступов установлена втулка, изготовленная из материала с "памятью формы", контактирующая с упором, выполненным на корпусе, между седлом корпуса и штуцером выполнено дополнительное седло меньшего диаметра, а между дополнительным седлом и седлом выполнен дополнительный штуцер.
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| БАЛЛОННЫЙ ВЕНТИЛЬ | 1994 |
|
RU2037079C1 |
| ЗАПОРНОЕ УСТРОЙСТВО | 1984 |
|
RU2036371C1 |
| ТРИБОЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ СВЕРЛЕНИЯ ХРУПКИХ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2410210C2 |
| US 4493434 А, 16.01.1985 | |||
| DE 3736579 С3, 17.10.1996. | |||
