Изобретение относится к способам комбинированной обработки материалов, в частности трибоэлектрохимическому способу сверления хрупких диэлектрических материалов.
Известен способ комбинированной электрохимической обработки, заключающийся в трепанации отверстия в деталях энергетических установок из труднообрабатываемых материалов, при котором обработку осуществляют в три этапа вращающимся электродом-инструментом. На торце электрода-инструмента сформирован алмазно-абразивный слой на токопроводящей связке. На первом этапе удаляют поверхностный дефектный слой в режиме электроабразивной обработки, на втором - в режиме электрохимической обработки, на заключительном этапе удаляют перемычку между заготовкой и выступом-керном в режиме механической обработки при отключенном технологическом напряжении [1].
Наиболее близким техническим решением является метод электрохимической активации смазочно-охлаждающих технологических средств (СОТС) на операциях абразивной обработки хрупких неметаллических материалов [2].
Электрическую активацию СОТС осуществляли путем предварительного пропускания электрического тока в течение некоторого времени, после чего напряжение отключали и производили сверление алмазным трубчатым сверлом. В результате действия тока и расположения электролитов над и под зоной сверления в растворе происходило локальное разделение ионов в соответствии с электрохимической поляризацией электродов.
Однако данный метод недостаточно эффективен вследствие потери активационной способности СОТС при отключении внешнего источника тока.
Технический результат - повышение эффективности (производительности) обработки хрупких материалов за счет поляризации зоны обработки (инструмента и СОТС).
Указанный эффект достигается тем, что осуществляется трибоэлектрохимическое воздействие, включающее использование режущего инструмента, поляризацию зоны резания и электрохимичесую активацию раствора смазочно-охлаждающего технологического средства (СОТС), отличающееся тем, что в качестве режущего инструмента используют рабочий электрод в виде медного стержня, к которому через щеточный узел подводят постоянный электрический ток, и осуществляют катодную поляризацию зоны резания введенным в струю СОТС вспомогательным электродом.
Это приводит к интенсификации механической обработки благодаря воздействию электрохимических процессов на поверхностную прочность обрабатываемого изделия и повышения эффективности действия СОТС.
Повышение эффективности (производительности) обработки объясняется нами следующим образом. Катодный процесс поляризации узла трения приводит к электровосстановлению ионов Na и K на поверхности медного стержня, уменьшая твердость поверхностного слоя медного стержня. В результате трения медного стержня и абразивного бруска, по нашему мнению, от последнего отрываются мельчайшие частицы оксида алюминия (абразива), которые, внедряясь в торец медного стержня, сами становятся режущим материалом. Не исключена вероятность наводораживания обрабатываемого материала вследствие катодной поляризации, что вызывает его охрупчивание.
Способ осуществляется следующим образом.
Эксперименты проводились на установке для оценки эффективности электрохимической поляризации зоны резания и влияния составов СОТС при сверлении с постоянным усилием на базе настольно-сверлильного станка 2М112 (см. чертеж).
На станине 1 настольно-сверлильного станка установлена емкость 8 с краном 9 для слива СОТС, в которой закреплены тиски 10, между губками которых установлен токонепроводящий держатель 11 с пазом для крепления образцов 12. При сверлении медным стержнем 13 образца 12 СОТС через систему трубопроводов 4 из емкости 2 через кран 3 подается в сменный насадок 5, в котором имеется один вспомогательный электрод, а затем попадает в зону сверления. Скорость подачи СОТС возможно регулировать краном 3.
В экспериментальной установке (см. чертеж) электрохимическую цепь, состоявшую из обрабатывающего инструмента (медного стержня), являющего рабочим электродом, смазочно-охлаждающей жидкости и вспомогательного электрода, поляризовали электрохимически с помощью источника постоянного тока ИТ.
По медному стержню (рабочему электроду) 13 с помощью щеточного узла 14 и вспомогательному электроду в насадке 5 протекал постоянный ток от регулируемого источника тока 6, контролируемый цифровым микроамперметром 7. Полярность подводимого тока в процессе опытов изменялась с целью определения, какая поляризация боле эффективна: катодная или анодная. Предварительно необходимо осуществлять по кривым «потенциал - плотность тока» выбор области эффективной величины подаваемого тока, исключающей область активного выделения водорода в одном конце диапазона тока и кислорода в другом.
В серии опытов применяли водные растворы солей (Na2SO4, CuSO4, KCl) концентрации 0,1 моль/л. Оценивался линейный износ медного стержня при катодной поляризации с выбранными рациональными режимами проведения эксперимента. Время процесса фиксировали, и оно было равно 2 минутам.
Материал медного стержня - медь марки M1. Абразивный брусок изготовлен на основе оксида алюминия.
Результаты экспериментов приведены в табл.1
Так, при катодной поляризации узла трения в растворах Na2SO4 и KCl линейный износ абразивного бруска составил 8,75 мм и 8,26 мм соответственно. Это превышает износ в остальных опытах (с заменой поляризации катодной на анодную в зонах растворов разных солей) примерно в семь раз.
Катодный процесс поляризации узла трения приводит к электровосстановлению ионов Na и K на поверхности медного стержня, уменьшая твердость поверхностного слоя медного стержня.
В свою очередь, упрочненные зерна абразивного бруска (в нашем случае оксида алюминия) внедряются в торцевую поверхность медного стержня и ускоряют процесс изнашивания абразивного бруска.
Относительная работа сил трения при выбранных рациональных режимах уменьшается по сравнению со способом, описанным в работе [2], до шести раз.
Шлифование возможно производить на этом же станке при замене (смене) режущего инструмента, каковым является медный стержень (рабочий электрод), т.е. его замена на медный стержень большего поперечного сечения.
Источники информации
1. А.с. РФ №2055709 МКИ В23Н 5/06 - Способ комбинированной электрохимической обработки / Никифоров А.В., Волков Ю.С., Кананадзе С.А. (РФ). - 92009672/08; заявл. 04.12.92, опубл. 10.03.96. Бюл. №7 (аналог).
2. Латышев В.Н. Метод электрохимической активации смазочно-охлаждающей среды при обработке хрупких неметаллических материалов [Текст]. В.Н.Латышев, В.В.Новиков, Е.А.Шварев / Трение и смазка в машинах и механизмах, 2007. - №8. - С.28-31 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| СПОСОБ УЛУЧШЕНИЯ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОПОРОШКОВЫХ СПЛАВОВ | 2012 |
|
RU2519434C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838793C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2250814C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| ПЛАСТИЧНЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2361905C2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
Изобретение относится к способам комбинированной обработки материалов, в частности трибоэлектрохимическим способам сверления хрупких диэлектриков. Способ включает использование режущего инструмента, поляризацию зоны резания и электрохимическую активацию раствора смазочно-охлаждающего технологического средства (СОТС). В качестве режущего инструмента используют рабочий электрод в виде медного стержня, к которому через щеточный узел подводят постоянный электрический ток, и осуществляют катодную поляризацию зоны резания введенным в струю СОТС вспомогательным электродом. Происходит воздействие электрохимических процессов на поверхностную прочность обрабатываемого изделия. Повышается эффективность обработки. 1 табл., 1 ил.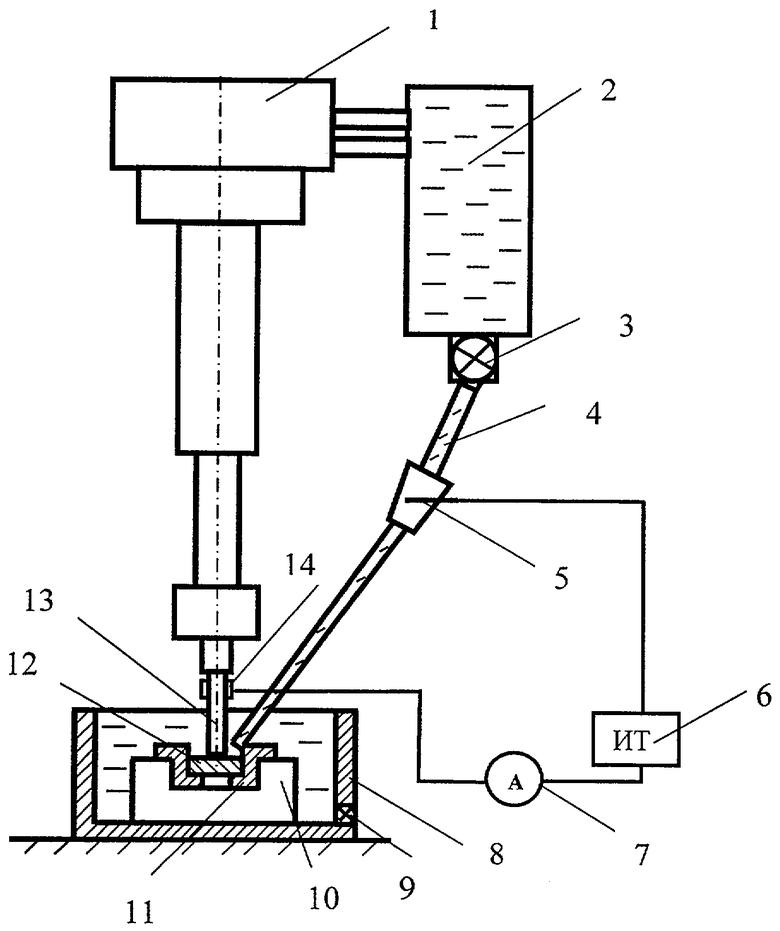
Трибоэлектрохимический способ сверления хрупких диэлектрических материалов, включающий использование режущего инструмента, поляризацию зоны резания и электрохимическую активацию раствора смазочно-охлаждающего технологического средства (СОТС), отличающийся тем, что в качестве режущего инструмента используют рабочий электрод в виде медного стержня, к которому через щеточный узел подводят постоянный электрический ток, и осуществляют катодную поляризацию зоны резания введенным в струю СОТС вспомогательным электродом.
| Латышев В.Н | |||
| и др | |||
| Трение и смазка в машинах и механизмах | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для комбинированной обработки | 1988 |
|
SU1618537A1 |
| Способ управления процессом обработки | 1986 |
|
SU1437168A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ПАРЫ ТРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224627C1 |
| ПРИБОР ДЛЯ УПРАЖНЕНИЯ ЛОКТЕВОГО ИЛИ КИСТЕВОГО СУСТАВОВ РУКИ ПРИ ОБУЧЕНИИ РАБОТЕ МОЛОТКОМ | 1925 |
|
SU3275A1 |

