Настоящее изобретение относится к способам снижения общего кислотного числа (ОКЧ) нефтяного сырья, значение которого связано с количеством карбоновых кислот, особенно нафтеновых кислот, которые присутствуют в нефти.
Присутствие относительно высокого уровня нефтяных кислот, например нафтеновых кислот, в сырой нефти или ее фракциях является проблемой для нефтеперерабатывающих предприятий, а в последнее время также и для производителей. По существу эти кислоты, которые находятся в большей или меньшей степени практически в любом нефтяном сырье, обладают коррозийными свойствами, имеют тенденцию вызывать сбои в работе оборудования и приводят к повышению стоимости технического обслуживания, более частым, чем требуется без них, циклам работы, снижению качества продукции и вызывают проблемы, связанные с удалением отходов.
Появилось значительное количество литературы, как патентов, так и публикаций, связанной с удалением нафтеновых кислот путем переработки или абсорбции. Например, к нефти или нефтяным фракциям можно добавлять многие водные вещества для превращения нафтеновых кислот в некоторые другие вещества, например соли, которые могут быть удалены или обладают меньшей коррозийностью. Также хорошо известны и другие способы удаления нафтеновых кислот, включая абсорбцию, например на цеолитах. Кроме того, еще одной общепринятой практикой для преодоления нафтеновой проблемы является использование в оборудовании перерабатывающих предприятий и производителей, контактирующем с относительно высокими концентрациями нафтеновых кислот, дорогостоящих коррозионно-стойких сплавов. Другая общепринятая практика связана со смешиванием нефтяного сырья с высоким ОКЧ с нефтяным сырьем с более низким ОКЧ; последнее, однако, является значительно более дорогим, чем первое. В одном из источников (US 1953353), Лазар и др. , описан способ разложения отбензиненной нефти или дистиллятов, осуществляемый при атмосферном давлении и температуре между 600 и 750oF (от 316 до 399oС). Однако в нем учитывается только СO2 как единственный газообразный не углеводородный продукт разложения нафтеновых кислот и не обеспечивается возможность избежать накопления ингибиторов реакции.
Кроме того, в патенте США 2921023 описано удаление нафтеновых кислот из тяжелых нефтяных фракций гидрированием с помощью катализатора оксида молибдена на диоксиде кремния/оксиде алюминия. Более конкретно, этим способом селективно гидрируют оксо-соединения и/или олефиновые соединения, например нафтеновые кислоты, в присутствии соединений серы, содержащихся в органических смесях, не оказывая при этом влияния на соединения серы. Это осуществляют воздействием водорода на органическую смесь при температурах в интервале примерно от 450 до 600oF (от 232 до 316oС) в присутствии катализатора, содержащего оксид молибдена и имеющего обратимое содержание воды менее 1,0 мас.%. Срок службы катализатора продлевают регенерацией.
В WO 96/06899 описан способ удаления значительного количества нафтеновых кислот из жидких нефтепродуктов. Способ включает гидрирование под давлением от 1 до 50 бар (от 0,1 до 5 МПа) и при температуре от 100 до 300oС (от 212 до 572oF) нефтяного сырья, которое не подвергалось предварительной перегонке или из которого отогнана бензин-лигроиновая фракция, с применением катализатора, содержащего Ni-Mo или Со-Мо на носителе из оксида алюминия. В описании заявки описано закачивание водорода в зону реакции. Нет никаких упоминаний о регулировании парциального давления воды и диоксида углерода.
В патенте США 3617501 описан интегрированный способ переработки неотбензиненной нефти, но не обсуждается снижение ОКЧ. Первая стадия способа включает гидроочистку сырья, которое может представлять собой неотбензиненную нефтяную фракцию, с использованием катализатора, содержащего один или более металл, нанесенный на материале-носителе. Предпочтительно металлами являются оксиды или сульфиды металлов, таких как молибден, вольфрам, кобальт, никель и железо, нанесенные на подходящем носителе, таком как оксид алюминия или оксид алюминия, содержащий малое количество диоксида кремния. Катализатор может работать в неподвижном слое, катализаторной суспензии или в реакторе с псевдоожиженным слоем. Что касается работы с катализаторной суспензией, нет никаких упоминаний о размере частиц катализатора, концентрации катализатора в сырье или об использовании ненанесенных катализаторов (т.е. без носителя).
Британский патент 1236230 описывает способ удаления нафтеновых кислот из дистиллятных нефтяных фракций обработкой на нанесенных катализаторах гидроочистки без добавления газообразного водорода. Нет никаких упоминаний о регулировании парциальных давлений воды и диоксида углерода.
В патентах США 4134825, 4740295, 5039392 и 5620591, каждый из которых включен в настоящее описание путем ссылки, описано приготовление высокодисперсных ненанесенных катализаторов с номинальным размером частиц, составляющим один микрон, из растворимых в масле или диспергируемых в масле соединений металлов, выбранных из групп IVB, VB, VIB, VIIB и VIII Периодической системы элементов, и применение указанных катализаторов для гидроконверсионного облагораживания тяжелого сырья, включающего неотбензиненное или отбензиненное нефтяное сырье. Под гидроконверсией в указанных патентах понимают каталитический процесс, осуществляемый в присутствии водорода, при котором по меньшей мере часть тяжелых компонентов и коксообразующих веществ (то есть углерод Конрадсона) превращается в более низкокипящие вещества. Широчайшие диапазоны, упомянутые в этих ссылках, касающиеся условий процесса, включают температуры в интервале 644-896oF (от 339,9 до 480oС), парциальные давления водорода, составляющие от 50 до 5000 избыточных фунтов/кв.дюйм, или psig (от 446,08 до 34516,33 кПа), и содержание металла катализатора от 10-2000 массовых частей на миллион (мчм) по отношению к массе сырья. Эти ссылки относятся к конверсионному облагораживанию тяжелого сырья и в них не учитывают, что указанные катализаторы могут применяться для избирательного разложения карбоновых кислот, например нафтеновых кислот.
Другой способ удаления таких кислот, как описано в WO 96/25471, включает обработку при температуре не ниже примерно 400oF (204,44oC), предпочтительно не ниже примерно 600oF (315,56oC) во время продувки зоны реакции инертным газом для удаления ингибиторов, характерных для такой обработки или получающихся во время такой обработки. Однако этот метод осуществляется за счет улетучивания некоторых нафтеновых кислот, которые находятся в дистилляте и легких нефтяных фракциях, испаряющихся во время термообработки. Более того, температуры обработки могут оказаться слишком высокими для того, чтобы использовать этот способ в других вариантах применения, где желательно разрушить кислоты до их попадания в трубчатые перегонные топки, т.е. при температурах около 550oF (287,78oC) или ниже.
Таким образом, сохраняется потребность в удалении или хотя бы в существенном сокращении концентрации нефтяных кислот в сырой нефти или ее фракциях с невысокими затратами и благоприятным для нефтепереработки образом. Такая технология могла бы быть особенно пригодна для сырой нефти или фракций, в которых ОКЧ составляет примерно 2 мг КОН/г нефти или выше, как определено методикой ASTM D-664.
Настоящее изобретение относится к способу разрушения карбоновых кислот в сырой нефти и нефтяных фракциях. Изобретение включает способ снижения количества карбоновых кислот в нефтяном сырье, включающий стадии: (а) добавления к указанному нефтяному сырью каталитического агента, содержащего растворимое в нефти или диспергируемое в нефти соединение металла, выбранного из группы, состоящей из металлов VB, VIB, VIIB и VIII групп, при этом количество металла в указанном нефтяном сырье составляет не менее 5 массовых частей на миллион (мчм); (б) нагревания указанного нефтяного сырья с указанным каталитическим агентом в реакторе при температуре примерно от 400 до примерно 800oF (примерно от 204,44 примерно до 426,67oС), при давлении водорода от 15 psig до 1000 psig (от 204,75 до 6996,33 кПа); и (в) продувки реактора, содержащего указанное нефтяное сырье и указанный каталитический агент, водородсодержащим газом с расходом, достаточным для поддержания совместного парциального давления воды и диоксида углерода ниже, чем примерно 50 psia (примерно 344,75 кПа).
ОКЧ определяют как массу (в миллиграммах) гидроксида калия, необходимого для нейтрализации всех кислотных компонентов в одном грамме нефти (См. метод ASTM D-664.)
Конверсия остатка от вакуумной разгонки определена как конверсия материала с температурой кипения выше 1025oF (551,67oC) в материал с температурой кипения ниже 1025oF (551,67oС).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертеже показано расчетное парциальное давление воды как функция давления в реакторе от расхода потока водородсодержащего газа в процессе по настоящему изобретению.
Настоящее изобретение удаляет или разрушает карбоновые кислоты (например, нафтеновые кислоты), содержащиеся в нефтяном сырье, таком как сырая нефть (включая тяжелую нефть) и ее фракции, такие как фракции вакуумного газойля, отбензиненная нефть, вакуумный остаток, атмосферный остаток и вакуумный газойль. Настоящий способ снижает ОКЧ в нефтяном сырье не менее чем на 40%.
Способ осуществляют при температурах примерно от 400 до 800oF (примерно от 204,44 примерно до 426,67oС), более предпочтительно примерно от 450 до 750oF (примерно от 232,22 до 398,89oС), и наиболее предпочтительно около 500 до 650oF (примерно от 260,00 до 343,33oС). Давление водорода изменяется от атмосферного до примерно 2000 psig (от атмосферного до примерно 13891,33 кПа), предпочтительно от примерно 15 psig до примерно 1000 psig (примерно от 204,75 до примерно 6996,33 кПа), и наиболее предпочтительно - от примерно 50 psig до примерно 500 psig (от примерно 446,08 до примерно 3548,83 кПа). Количество катализатора, пересчитанное на каталитический металл или металлы, используемое в процессе, изменяется от величины по меньшей мере 5, предпочтительно около 10, до примерно 1000 массовых частей на миллион (мчм), наиболее предпочтительно примерно от 20 до 500 массовых частей на миллион обрабатываемого нефтяного сырья.
Предпочтительно, чтобы во время процесса по настоящему изобретению приблизительно менее чем 40% сырьевого компонента после вакуумной разгонки, т.е. фракции с температурой кипения примерно выше 1025oF (551,67oС), превращались в материал с температурой кипения примерно ниже 1025oF (551,67oC), и более предпочтительно, чтобы приблизительно менее 30% остатка от вакуумной разгонки подвергались конверсии.
Размер частиц катализатора изменяется примерно от 0,5 до примерно 10 микрон (мкм), предпочтительно от 0,5 до 5 микрон, наиболее предпочтительно от 0,5 до 2,0 микрон. Катализаторы готовят из катализаторообразующих веществ, также называемых в настоящем изобретении каталитическими агентами, таких как растворимые в нефти или диспергируемые в нефти соединения металлов VB, VIB, VIIB или VIII группы или их смеси. Подходящие каталитические металлы или соединения металлов описаны в патенте США 4134825, включенном в настоящее описание путем ссылки. Примером соединения, растворимого в нефти, является соль нафтеновой кислоты, например нафтенат молибдена. Примерами соединений, диспергируемых в нефти, являются фосфорно-молибденовая кислота и гептамолибдат аммония - материалы, которые сначала растворяют в воде, а затем диспергируют в нефти в виде водно-нефтяной смеси, в которой размер капли водной фазы меньше примерно 10 микрон.
В идеале сначала готовят катализаторообразующий концентрат, в котором металлическое соединение (соединения), растворимое или диспергируемое в нефти, смешивают с порцией обрабатываемого сырья для получения концентрата, содержащего по меньшей мере около 0,2 мас.% каталитического металла, предпочтительно от 0,2 до 2,0 мас.% каталитического металла. Полученный катализаторообразующий концентрат может применяться непосредственно в процессе или сначала, до его применения, может быть превращен в концентрат сульфида металла или в активированный каталитический концентрат.
Катализаторообразующий концентрат может быть превращен в концентрат сульфида металла обработкой элементарной серой (добавляемой к порции сырья, используемого для приготовления концентрата) или сероводородом при температуре от 300 до 400oF (от 148,89 до 204,44oС) в течение 10-15 минут (см., например, патенты США 5039392, 4479295 и 5620591, включенные в настоящее описание путем ссылки).
Концентрат сульфида металла может быть превращен в каталитический концентрат нагреванием при температуре от 600 до 750oF (от 315,56 до 398,89oС) в течение времени, необходимого для получения катализатора (см., например, патенты США 5039392, 4740295 и 5620591). Катализатор в концентрате состоит из нано-масштабных центров сульфида металла, распределенных на углеводородной матрице, полученной из нефтяного компонента концентрата. Средний размер частиц может быть различным, но находится в интервале от 0,5 до 10 микрон, предпочтительно в диапазоне примерно от 0,5 до 5,0 микрон и более предпочтительно от 0,5 до 20 микрон.
В настоящем способе можно использовать концентрат катализаторообразующего вещества, концентрат сульфида металла или концентрат катализатора. В каждом случае нефтяное сырье смешивают с концентратом для получения желаемой концентрации металла в сырье, т.е. по меньшей мере 5 массовых частей на миллион, предпочтительно от 10 до 1000 массовых частей на миллион. Когда используют концентрат катализаторообразующего вещества или концентрат сульфида металла, то на стадии нагревания в реакторе конверсии ОКЧ получают катализатор с размером частиц примерно от 0,5 до 10 микрон, предпочтительно от 0,5 до 5 микрон, наиболее предпочтительно от 0,5 до 2,0 микрон.
Предпочтительные металлы включают молибден, вольфрам, ванадий, железо, никель, кобальт и хром. Например, могут использоваться гетерополикислоты металлов. Особенно хорошо подходит в способе по настоящему изобретению молибден. Предпочтительными молибденовыми соединениями являются нафтенаты молибдена, дитиокарбаматные комплексы молибдена (см., например, патент США 4561964, включенный в настоящее описание путем ссылки), фосфорномолибденовая кислота и фосфородитиоатные комплексы молибдена (например, MOLYVAN®-L, ди(2-этилгексил)фосфородитиоат молибдена, поставляемый R.T. Vanderbilt Company.
Другие пригодные для применения в предлагаемом способе катализаторы, состоящие из мелких частиц, включают богатую металлами золу, получаемую в результате управляемого горения нефтяного кокса (см., например, патенты США 4169038, 4169038 и 4204943, включенные в настоящее описание путем ссылок). Также можно применять тонкоизмельченные материалы на основе железа, удовлетворяющие упомянутым ограничениям в отношении размеров частиц, такие как красный шлам, получаемый в технологии производства алюминия.
Водяной пар и диоксид углерода, получающиеся в результате разложения карбоновых кислот, действуют как ингибиторы разложения остаточных карбоновых кислот. Вода - особенно сильный ингибитор. Таким образом, если сырье, подаваемое в процесс, содержит воду, то для удаления по существу всей воды может быть использована стадия предварительного испарения. Более того, следовые количества воды, поступающие в процесс вместе с сырьем, так же как вода и диоксид углерода, образующиеся в процессе деструкции карбоновых кислот, должны быть удалены с тем, чтобы парциальное давление воды и диоксидов углерода в зоне реакции удерживалось ниже примерно 50 psia (примерно 344,75 кПа), предпочтительно ниже примерно 30 psia (около 206,85 кПа), более предпочтительно ниже примерно 20 psia (около 137,9 кПа) и наиболее предпочтительно ниже примерно 10 psia (около 68,95 кПа). По существу вся вода, как упомянуто в настоящем изобретении, означает столько воды, сколько можно удалить способами, известными специалистам в данной области техники.
Не связывая себя теорией, можно отметить, что, по-видимому, источники образования воды и диоксида углерода в данном способе снижения ОКЧ могут быть описаны нижеследующими уравнениями. Разложение карбоновых кислот под действием водорода обладает потенциалом образования двух молей воды на моль разложенной кислоты (Уравнение А) или одного моля воды на моль разложенной кислоты (Уравнение В). Термические реакции, которые могут конкурировать с разложением, образуют половину моля воды на моль разложенной кислоты (Уравнение С).
Уравнение А
RCHOOH+2Н2-->RCH3+2H2O
Уравнение В
RCHOOH+Н2-->RCH2(OH)2-->Н2О+RCHO
RCHO-->RH+СО
Уравнение С
Как будет показано на примерах, приведенных ниже, вода может обладать сильным ингибирующим эффектом на степень разложения карбоновых кислот. Диоксид углерода также является ингибитором, но в значительно меньшей степени.
Для иллюстрации потенциала роста давления воды, происходящего во время разложения карбоновых кислот в условиях, заявленных в способе по настоящему изобретению, был принят гипотетический вариант, в котором ОКЧ сырой нефти понижали с 5,3 до 0,3 при термической обработке в диапазоне температур, установленном далее в настоящем изобретении, и на каждый моль разложенной кислоты образовывалось 1,25 молей воды. Расчетные парциальные давления воды показаны на чертеже как функция давления в реакторе и расхода продувочного газа (т.е. водородсодержащего газа). Учитывая, что парциальное давление воды порядка 72 psia (496,44 кПа) или выше может достигаться только разложением кислот, предпочтительно начинать процесс с сухим сырьем и поддерживать расход продувочного газа для того, чтобы удержать давление воды в определенных пределах.
С точки зрения способа катализатор можно оставлять в обрабатываемой нефти (в зависимости от типа металла и концентрации) или удалять любым пригодным способом, например фильтрованием.
Другой аспект настоящего изобретения относится к содержанию в продукте углерода Конрадсона, т.е. компонентов продукта, которые образуют кокс в условиях пиролиза. В термических процессах, таких как крекинг, содержание углерода Конрадсона в продукте увеличивается относительно его содержания в сырье. Этот эффект иллюстрируется в сравнительном примере 5 в таблице 2. В диапазоне условий осуществления способа согласно изобретению рост или увеличение содержания углерода Конрадсона может быть полностью ингибирован, и компоненты углерода Конрадсона могут быть превращены в неконрадсонские углеродные компоненты. Предпочтительно, чтобы конверсия углерода Конрадсона находилась в пределах примерно от 0 до 5%, более предпочтительно примерно от 5 до 20%, наиболее предпочтительно от 10 до 40%.
Следующие примеры иллюстрируют изобретение, при этом не ограничивая его никаким образом.
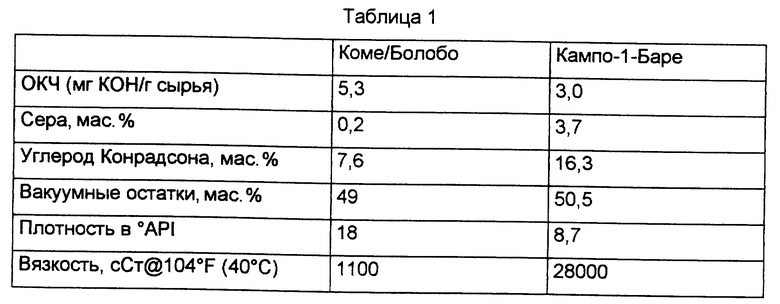
В данном исследовании (таблица 1) использовались два сырья. Одно из них - нефтяная смесь Коме (Коmе) и Болобо (Bolobo), расположенных в Чаде. Другое сырье - очень тяжелая нефть Кампо-1-Баре (Campo-1-Bare) из Венесуэлы. Оба сырья до использования нагревали до 230oF (110oС) с азотной продувкой для удаления большей части воды.
Пример 1
Этот пример осуществляли в автоклавном реакторе с мешалкой, объемом 300 куб. см. Реактор работал в режиме периодической загрузки нефти. Поток водорода проходил через автоклав для достижения постоянного парциального давления водорода и для управления давлением воды и диоксида углерода в зоне реакции.
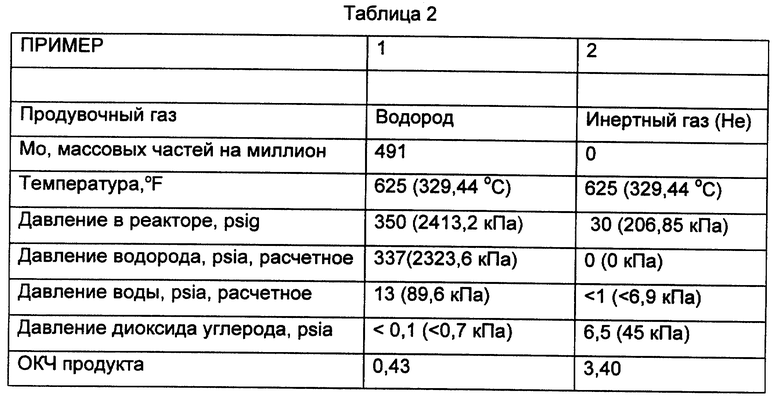
Реактор заполняли 100 г смеси Коме/Болобо и 0.61 г MOLYVAN®-L* (8,1 мас. % Мо), промывали водородом, и затем давление в нем повышали до 350 psig (2514,58 кПа), при этом использовали регулятор противодавления на выпускном отверстии реактора. Затем реактор нагревали до 625oF (329,44oC) при перемешивании и выдерживали при температуре 625oF (329,44oС) в течение 60 минут и при давлении 350 psig (2514,58 кПа). Расчетные парциальные давления водорода и воды** составили соответственно 329 psia (2268,46 кПа) и 13 psia (89,64 кПа). Парциальное давление диоксида углерода составило менее 0,1 psia (менее 0,7 кПа). После охлаждения до 250oF (121,11oC) реактор открывали и промывали водородом для выделения легких углеводородных продуктов, включая углеводороды, находящиеся обычно в газообразной форме при комнатной температуре. Затем нефть из реактора выпускали, объединяли с жидким углеводородом, удаленным во время открытия реактора, и смесь анализировали на общее кислотное число (ОКЧ) с использованием метода ASTM D-664, при этом ОКЧ = мг КОН на грамм нефти (или нефтепродукта). Измеренное ОКЧ составило 0,43.
*MOLYVAN®-L, поставляемый компанией R.T. Vanderbilt Company, представляет собой ди(2-этилгексил)фосфородитиоат молибдена.
** Предполагая максимум 1,25 молей воды, образующихся при разложении моля кислоты.
Пример 2 (Сравнительный)
Этот пример иллюстрирует степень конверсии ОКЧ, достигаемой при нагревании нефтяной смеси Коме/Болобо при 625oF (329,44oC) в течение одного часа в отсутствие катализатора и водорода. Порядок действий повторяли, как в примере 1, за исключением того, что MOLYVAN®-L был исключен, и процесс проводили с продувкой инертным газом при давлении в реакторе, составлявшем 30 psig (308,18 кПа). Парциальное давление диоксида углерода составило 6,5 psia (45 кПа). ОКЧ для продуктов реакции составил 3,40.
Выводы из примеров с нефтяной смесью Коме/Болобо.
Пример 1 иллюстрирует уменьшение ОКЧ в нефти Коме/Болобо (табл.2) при использовании небольшого количества высокодисперсного катализатора в сравнительно мягких условиях и при парциальном давлении воды в реакторе ниже 20 psia (137,9 кПа). Такая обработка обеспечивает значительно большее снижение ОКЧ, чем то, что может быть достигнуто только при термической обработке за сопоставимое время и при той же температуре (Пример 2).
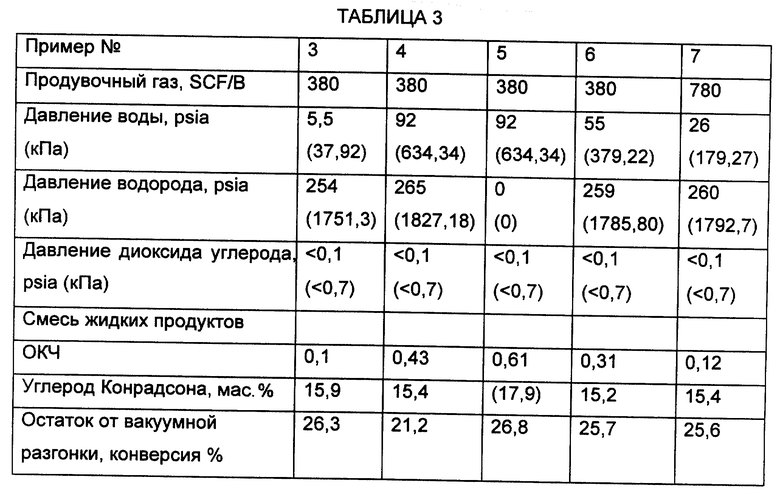
Пример 3
В этом примере в качестве сырья использовали сухую нефть Campo-1-Bare. Мо поступал в виде катализаторообразующего концентрата, который готовили следующим образом. 8 г раствора фосфорно-молибденовой кислоты с чистотой, соответствующей реагенту Фишера, растворяли в 92 г деионизированной воды. Затем 10 г раствора вводили при перемешивании в 90 г нефти Campo-1-Bare при температуре 176oF (80oC) в автоклав с магнитным приводом (Engineer's Magnedrive Autoclave) объемом 300 куб.см. После перемешивания в течение 10 минут при температуре 176oF (80oС) автоклав продували азотом и температуру повышали до 300oF (148,89oC) для удаления воды. Полученный концентрат содержал 0,45 мас.% Мо.
Автоклав заполняли 99,43 г сухой нефти Campo-1-Bare и 0,57 г образующего концентрата для обеспечения загрузки реактора, которая содержала 25 массовых частей Мо на миллион. Реактор промывали водородом, и затем давление в нем повышали до 50 psig (446,08 кПа) сероводородом. После нагревания с перемешиванием в течение 10 минут при температуре от 350 до 400oF (от 176,67 до 204,44oС) давление в реакторе повышали до 300 psig (2169,83 кПа) водородом, и через автоклав начинали пропускать водород с расходом 0,12 л/мин (380 станд. куб.фут/баррель, или SCF/B). Давление поддерживали при помощи регулятора противодавления на газовом выпускном отверстии реактора. Температуру повышали до 725oF (385,00oС) во время реакции при перемешивании в течение 120 минут. Парциальное давление воды в реакторе было рассчитано равным 5,5 psia (37,92 кПа) (из расчета 1,25 моля воды на моль разрушенной кислоты). Парциальное давление диоксида углерода было меньше нижнего предела обнаружения (который составлял 0,1 psia, или 0,7 кПа). Реактор открывали, давление в нем снижали до атмосферного при температуре 250oF (121,11oC), и нефть, оставшуюся в реакторе, фильтровали при температуре от 180 до 200oF (от 82,22 до 93,33oС) для удаления 0,03 г остатка, содержащего катализатор. Отфильтрованную нефть из реактора соединяли с легкими жидкостями, которые были удалены из реактора во время процесса и последующей стадии открытия. Объединенные жидкие продукты, вес которых составлял 96,6 г, имели ОКЧ, равное 0,10 (мг КОН/г смеси) и содержали 15,9 мас.% углерода Конрадсона.
Пример 4 (Сравнительный)
Порядок действий повторяли, как в примере 3, за исключением того, что процесс осуществляли под давлением 400 psig (2859,33 кПа), и вода поступала в реактор с расходом 0,033 г/мин. Парциальное давление воды в реакторе во время процесса составляло примерно 92 psia (634,34 кПа). Парциальное давление диоксида углерода было меньше нижнего предела обнаружения (который составлял 0,1 psia, или 0,7 кПа). Было выделено 0,05 г остатка, содержащего катализатор, и 96,4 г жидкой смеси продуктов с ОКЧ, равным 0,43, и содержанием углерода Конрадсона 15,4 мас.%.
Пример 5 (Сравнительный)
Порядок действий повторяли, как в примере 4, за исключением того, что катализатор не добавляли, эксперимент проводили под давлением 300 psig (2169,83 кПа), а в качестве продувочного газа использовали аргон. Было выделено 97,4 г жидкой смеси продуктов с ОКЧ, равным 0,63, и содержанием углерода Конрадсона 17,9 мас.%. Парциальное давление воды в реакторе составляло 92 psia (634,34 кПа). Парциальное давление диоксида углерода было меньше нижнего предела обнаружения (который составлял 0,1 psia, или 0,7 кПа).
Пример 6 (Сравнительный)
Порядок действий повторяли, как в примере 3, со следующими изменениями. Реактор заполняли 98,86 г нефти и 1,14 г образующего (катализатор) концентрата для обеспечения загрузки реактора, содержащей 50 массовых частей Мо на миллион. Процесс осуществляли при 750oF (398,89oC) в течение 62 минут под давлением 300 psig (2169,83 кПа) с продувкой водородом с расходом 0,12 л/мин (380 SCF/B). Воду подавали в реактор с расходом 0,017 г/мин для обеспечения парциального давления воды в реакторе, равного 55 psia (379,22 кПа). Парциальное давление диоксида углерода было меньше нижнего предела обнаружения (который составлял 0,1 psia, или 0,7 кПа). Было выделено 0,05 г остатка катализатора и 97,3 г смеси жидких продуктов с ОКЧ, равным 0,31, и содержанием углерода Конрадсона 15,2 мас.%.
Пример 7
Порядок действий повторяли, как в примере 6, за исключением того, что расход водорода для продувки составлял 0,24 л/мин (780 SCF/B), что отразилось на парциальном давлении воды в реакторе, равном 26 psia (179,27 кПа). Парциальное давление диоксида углерода было меньше нижнего предела обнаружения (который составлял 0,1 psia, или 0,7 кПа). Было выделено 0,04 г остатка катализатора и 96,8 г смеси жидких продуктов с ОКЧ, равным 0,12, содержащих 15,4 мас.% углерода Конрадсона и с кинематической вязкостью, равной 918 сантистоксам при 104oF (40oC).Выводы по примерам с использованием нефти Campo-1-Bare (табл.3).
Сравнение примера 3 с примером 4 демонстрирует ингибирующее действие воды на конверсию ОКЧ, что видно также при сравнении примеров 6 и 7, в которых уменьшение парциального давления воды с 55 до 26 psia (с 379,22 до 179,27 кПа) снизило ОКЧ с 0,31 до 0,12. Сравнение примера 4 с примером 5 показывает, что использование катализатора совместно с водородом в соответствии со способом по настоящему изобретению дает более высокую конверсию ОКЧ при данном парциальном давлении воды по сравнению с тем, что может быть достигнуто при термической обработке в отсутствие водорода и катализатора.
Количество углерода Конрадсона определяли с использованием микрометода (Micro Method) по ASTM D 4530. Этот тест определяет количество углеродного остатка, образующегося после выпаривания и пиролиза нефтепродуктов при определенных условиях. Результаты теста эквивалентны результатам, полученным с использованием теста на остаточный углерод Конрадсона (Метод анализа D 189).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УМЕНЬШЕНИЯ ОБЩЕГО КИСЛОТНОГО ЧИСЛА НЕФТЯНОГО СЫРЬЯ | 1998 |
|
RU2192447C2 |
| СПОСОБ СНИЖЕНИЯ ОБЩЕГО КИСЛОТНОГО ЧИСЛА СЫРОЙ НЕФТИ | 1999 |
|
RU2207366C2 |
| СПОСОБ УМЕНЬШЕНИЯ ОБЩЕГО КИСЛОТНОГО ЧИСЛА СЫРОЙ НЕФТИ | 1998 |
|
RU2178450C2 |
| ТЕРМИЧЕСКОЕ РАЗЛОЖЕНИЕ НАФТЕНОВЫХ КИСЛОТ | 1996 |
|
RU2152975C1 |
| СНИЖЕНИЕ ВЯЗКОСТИ ПУТЕМ РАЗЛОЖЕНИЯ НАФТЕНОВЫХ КИСЛОТ В УГЛЕВОДОРОДНЫХ НЕФТЯХ ВЫДЕРЖКОЙ ПРИ ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ | 1996 |
|
RU2167910C2 |
| УДАЛЕНИЕ НАФТЕНОВЫХ КИСЛОТ ИЗ НЕФТЯНОГО СЫРЬЯ И ДИСТИЛЛЯТОВ | 1999 |
|
RU2208622C2 |
| УДАЛЕНИЕ НАФТЕНОВЫХ КИСЛОТ ИЗ НЕФТЯНОГО СЫРЬЯ И ДИСТИЛЛЯТОВ | 1999 |
|
RU2205857C2 |
| СПОСОБ ВЫДЕЛЕНИЯ ПОВЕРХНОСТНО-АКТИВНЫХ АМИНОВ ИЗ ЭМУЛЬСИЙ | 1999 |
|
RU2203131C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ДОСТИЖЕНИЯ ЗНАЧИТЕЛЬНОГО ВЫХОДА ОЛЕФИНОВ ИЗ ОСТАТОЧНОГО ИСХОДНОГО СЫРЬЯ | 1997 |
|
RU2173695C2 |
| СИНТЕТИЧЕСКОЕ ДИЗЕЛЬНОЕ ТОПЛИВО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2160763C2 |
Использование: нефтехимия. Способ включает стадии: добавления к нефтяному сырью каталитического агента, содержащего растворимое в нефти или диспергируемое в нефти соединение металла, выбранного из группы, состоящей из металлов VB, VIB, VIIB и VIII групп, при этом количество металла в указанном нефтяном сырье составляет не менее 5 мас.ч./млн; нагревания указанного нефтяного сырья с указанным каталитическим агентом в реакторе при температуре примерно 400 - 800oF (примерно 204,44 - 426,67oС), при давлении водорода 15 - 1000 psig (204,75 - 6996,33 кПа), и продувки реактора, содержащего указанное нефтяное сырье и указанный каталитический агент, водородсодержащим газом с расходом, достаточным для поддержания совместного парциального давления воды и диоксида углерода примерно ниже 50 psia (примерно 344,75 кПа). Технический результат: снижение количества карбоновых кислот в нефтяном сырье. 9 з.п. ф-лы, 1 ил., 3 табл.
Приоритет по пунктам и признакам:
29.08.1997 по пп. 1-10;
05.05.1997 по пп. 1-10 - уточнение признаков.
| WO 9606899 А1, 07.03.1996 | |||
| US 2921023 А, 12.01.1960 | |||
| WO 9625471 А1, 22.08.1996 | |||
| RU 94042983 А1, 27.05.1997. |
